

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
An essential step for improvement, as well as for making the aluminum surfaces tougher, is covered by Black anodizing. It is the process that I will delve into in detail and provide a discussion of its myriad applications across diverse fields in any anodized aluminum business. The article is a complete reference to everything in black anodizing. It takes care of the most frequent maintenance problems, and questions, such as what precautions are needed for protection from possible contamination, and unobstructed guidance is given to the audience on how to correctly and quickly look for answers. It can be helpful for specialists in producing a part, doing the sculpture design, and anyone else who seeks after that target.

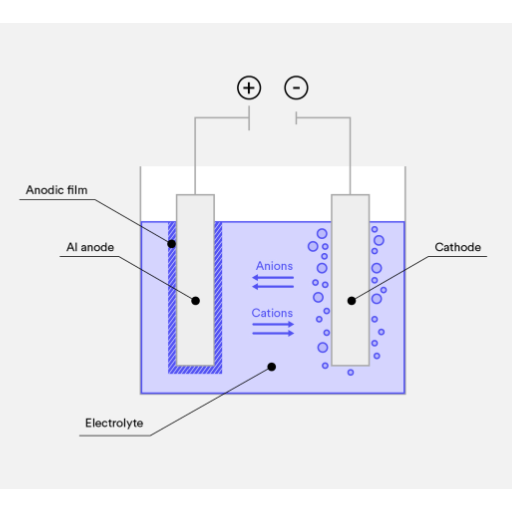
Black anodizing improves the mechanism of aluminum through surface treatment. It also enhances a product’s longevity and aesthetic appeal. Anodizing is done through electrolytic oxidation, in which aluminum is placed in an acid electrolyte bath with an electric current. The current constructively builds a protective oxide layer on the metal’s upper surface, which can be further dyed black for a smooth finish. The outcome of these procedures is a non-conductive, scratch-proof, and durable material with a wide range of applications, from aerospace and military equipment to consumer products.
The greater understanding of anodizing involves addressing specific technical parameters and queries.
Why is anodizing relevant to aluminum?
The primary purpose is to augment aluminum’s aesthetic appeal, durability, and corrosion resistance through a protective oxide layer.
What are the technical parameters for the process?
Electrolyte Solution: Most commonly, sulfuric acid is 15-20%.
The current density is 10-30 A/ft² (1-3 A/dm²) for desired oxide thickness.
Voltage: Between the range of 15-20 volts.
Temperature: It should be between the ranges of 60-70°F (16-21°C) in most applications.
Time: During anodizing time for 15-60 minutes and could vary due to the type of anodizing and the desired thickness of the oxide.
What is the thickness of the oxide layer?
The anodized layer has a depth of between 0.5 and 25 microns. Typical decorative finishes are between 10 and 15 microns, while hard-coat finishes are between 25 and 50 microns.
Can the anodized surface be modified post-process?
Porous oxide layers do not require sealing, allowing them to be dyed in various colors. After the dyeing step, the process finishes by sealing the pores with deionized water or nickel acetate in boiling water to close the pores and make the layer more cosmetically appealing.
By following these technical parameters and understanding the process flow, anodized aluminum can be customized for specific applications while still performing and looking adequate.
The dye is essential for supplying black and further decorating the aluminum surface. It simultaneously acts as pigment and improves the look of the aluminum surface. The anodizing process begins with the anodizing, where a porous oxide layer on the aluminum surface captures the dyes. Organic or inorganic dyes obtain a thick, uniform black coat. Carbon black dyes are the most common because of their intense pigmentation and resistance to UV light.
Technical Parameters for Black Anodizing
Anodizing Voltage and Current Density. The measures lie in the range of 12-24 volts and a current density of 1.5-2.5 A/dm² for optimum pore size, which is suitable to absorb the dye.
Electrolyte composition: Sulfuric acid is the most common electrolyte with a concentration of 15-20% (weight/volume).
Bath temperature: The temperature should remain between 68 and 72F (20 and 22C) to ensure a proper balance between pore formation and receiving the dye.
Immersion time in dye bath: The optimal time for proper dyeing is 15-30 minutes. Longer times may be needed for richer shades.
Sealing: Sealing closes pores and prevents the dye from leaking. After the dyeing process, boiling deionized water or nickel acetate seals the container. Seal it for 20-30 minutes.
Following these parameters, the black anodized coatings have high durability and resistance to fading while maintaining an appealing, sleek finish to the eye. Such applications are typical in the automotive, aerospace, and consumer electronics industries, where applications serve both functional and aesthetic purposes.
The main differentiators of black anodizing, compared to the basic version of anodizing, are the dyeing technique used and the objectives of the finish. Unlike the black anodizing process, standard anodizing improves the hardness and corrosion resistance of the surface while sometimes incorporating color, which is different from the anodizing surface. Unlike the earlier techniques, black anodizing aims to achieve an intense, uniform, deep black coloration and an equally intense, durable surface. This is achieved by utilizing specialized dyes or incorporating metal salts, decaying nickel and cobalt, into the porous aluminum oxide layer during the dyeing phase.
Some of the essential technical parameters are a sulfuric acid bath concentration of 12 to 20 percent, an operating temperature of 60 to 70 fahrenheit (16 to 21 celcius), and a voltage of 15 to 18 volts for type II anodizing or 60 to 90 volts for III type (hard anodizing). Accurate control is essential for achieving a black color and proper sealing methods after the dyeing process, such as nickel acetate boiling sealing done for twenty to thirty minutes to enhance the durability of the surface and color fastness.
Such distinctions make black anodizing highly preferred in the aerospace, consumer electronics, and decorative fabrication industries, where aesthetics and sustained performance are paramount.

Enhanced Durability—Black anodizing significantly increases aluminum’s durability, offering exceptional protection against corrosion, wear, and environmental factors. This makes it well-suited for demanding applications.
Aesthetic Versatility – The sleek, modern look of deep black finish aesthetically blends with various design requirements in different industries, including architecture and consumer electronics.
Improved Surface Performance – The anodized layer protectively ensures surface hardness and is scratch-resistant, even under high-use conditions.
Lightweight and Strong—Black anodized aluminum’s surface strength is enhanced without losing its natural lightweight properties, making it stronger without bulk.
Long-Term Color Stability—Well-sealed black anodized aluminum retains its color over time, unlike other materials, which fade due to UV exposure or wear.
Eco-Friendly Process: Unlike other coating methods, Anodizing is sustainable due to its lower waste generation and allows the required material to be fully recycled.
With excellent durability, functionality, and aesthetic appeal, black anodized aluminum is preferred for many industries.
1. How does anodizing improve durability?
Anodizing treatment is claimed to increase the surface hardness of aluminum, which helps to make it resistant to scratches, abrasion, and wear. A typical anodized layer is 10 to 25 microns thick for most applications, while it may go as high as 50 microns for heavy-duty use. These layers, even in demanding environments, provide long-lasting durability.
2. In what way does anodizing protect the surface of the aluminum?
This process produces an oxide layer on the surface of aluminum, which acts as a barrier against corrosion, UV rays, chemicals, and moisture. The produced layer prevents the oxidation and degradation of the base aluminum material.
3. Are there specific technical values for anodized coatings?
Sure, the performance and quality of the anodized layer would depend on key parameters like its thickness, hardness, and sealing quality:
Coating Thickness: 10 to 25 micrometers for decorative or general-purpose applications, 25 to 50 micrometers for industrial or heavy-duty applications.
Surface Hardness: Up to 500HV (Vickers hardness), enhancing resistance to scratches and wear.
Sealing Quality: Well-sealed pore cavities ensure superior resistance to corrosion and color stability while preventing aluminum from oxidizing.
4. Can anodized aluminum withstand heat?
Anodized aluminum is A-1 superheat-resistant. The substrate temperature is anodized at approximately 1,221 degrees Fahrenheit (660 degrees Celsius) and can endure extreme temperature structural integrity.
Such technical details and the benefits interface explain why anodized aluminum is widely accepted where strength and durability are of concern.
Every consumer seeks contemporary and innovative design. Modern products such as consumer electronic devices and architectural features make anodized aluminum immaculate with its sleek black finish. It looks favorable and provides a black-colored surface that does not fade or peel over time due to its electrochemical process of color deposition.
To a certain extent, the black finish is more desirable in terms of product disposability and longevity. It enhances UV resistance and color stability while simultaneously ensuring the longevity of the aesthetic of the product material. The anodized layer of the surface can be from 10 to 25 microns, so even while exposed to abrasion, peeling, and scratching, it sustains some semblance of favorability. On top of that, fingerprint marks simply cannot be left behind, which makes the surface better suited for smartphones, laptops, and other appliances.
Industries incapable of compromising aesthetics versus performance will significantly benefit from anodized aluminum as it radiates exceptional appearance alongside unmatched reliability.

Black anodized aluminum is unique among coatings due to its incredible combination of aesthetics, durability, and performance. In corrosion and wear resistance, anodized coatings surpass paint and powder coatings. The main difference is that the anodized coating has a layer that chemically bonds with the aluminum surface. Its lightweight and exceptional hardness (close to 60 HRC on the Mohs scale) ensure longevity in demanding environments. Excellent heat dissipation and UV resistance set anodized coatings apart from many alternative coatings.
Key Technical Parameters:
Corrosion Resistance: Passed ASTM B117 salt spray test exceeding 1000 hours
The thickness of the Anodized Layer is 5-25 microns, depending on project requirements
Hardness: Up to 60 HRC (Mohs scale)
Thermal Conductivity: 205 W/m·K (unaltered by anodization)
UV Resistance: Long-lasting without significant fading or damage
Anodized coatings with black aluminum remain non-toxic, and their finish is retained much better over time than paints. This ensures consistent performance and aesthetics for years to come.
The functionality, appeal, and enhanced durability of black anodized aluminum have made it immensely popular throughout numerous industries and sectors. Some of its prominent uses are:
Architecture: Its sophisticated appearance and resistance to weather make it ideal for modern facades, window frames, and other decorative pieces.
Electronics: Because of its thermal conductivity and corrosion resistance, it is extensively used in the casings, frames, and heatsinks of many consumer and industrial devices.
Automotive Industry: It is commonly used in vehicles’ interiors, trims, and emblems because it is lightweight and has a scratch-resistant surface.
Aerospace: The lower weight and strength of panels and brackets easily withstand more challenging environments.
Medical Equipment: Instruments and non-toxic surgical devices where cleanliness and longevity are necessary are extensively utilized.
Consumer Goods: Kitchen and cooking items have increased durability and are preferred finishes, while sporting equipment is strikingly appealing to use black anodized aluminum.
Anodized black aluminum is a reliable choice for the enormous number of industries and purposes that require decorative and functional solutions.
Black anodized components are essential in different industry sectors due to their impressive resistance to damage, corrosion, and environmental factors. Common industries that utilize these components include:
Aerospace and Defense: Black anodized aluminum is used in aircraft parts, precision military instruments, and equipment due to its low weight and high resistance to environmental conditions.
Key Parameters: Hardness (Rockwell C 60-70), Thickness of anodic layer (10-25 microns), Corrosion resistance (>1000 hours in a salt spray test).
Electronics and Electrical Engineering: Due to its excellent thermal conductivity, black anodized aluminum is highly utilized for heat sinks, enclosures, and electronic connectors. The anodized surface does not sacrifice insulation or mechanical strength.
The Key Parameters are thermal conductivity (130-180 W/m·K) and dielectric strength (2000-2200 volts/mil).
Automotive Industry: Black anodized components are widely used for engine parts, chassis, and decorative trim due to their pleasing finish and high mechanical and thermal resistance.
Key Parameters: Temperature resistance (>300°F), Oxidation layer thickness (15-20 microns), Friction coefficient (0.2-0.3, depending on the application).
Such technical capabilities enable black anodized parts to outperform in conditions requiring excellent-quality materials with high aesthetic value. Each application shows functionality and a level of engineering design sophistication.
Various consumer products employ black anodized finishes because of their sleek look, practicality, and, most importantly, their durability. For instance, smartphones and laptops use black anodized aluminum for lightweight and scratch-resistant casings. Similarly, frying pans and baking sheets utilize black anodized coatings due to their non-stick surfaces and ability to withstand high temperatures. Watches and eyeglass frames also use this finish due to its corrosion-resistant properties and premium look.
Technical Parameters:
Smartphones/Laptops:
Surface hardness: 200-400 HV
Oxidation layer thickness: 10-15 microns
Friction coefficient: Approximately 0.2 (dry conditions)
Cookware:
Temperature resistance: >400°F
Oxidation layer thickness: 15-25 microns
Corrosion resistance meets FDA food-grade safety standards
Accessories (Watches/Frames)
Surface hardness: >300 HV
Wear resistance, ensuring longevity in daily use
These parameters reflect the performance standards that make black anodized finishes ideal for functional and aesthetic purposes in consumer products.

The distinctions between black oxide coating and black anodizing are mainly found in the techniques employed, the type of material, and for what purposes the material will be used:
Application Process
Black oxide coating is a protective process in which black iron oxide is chemically deposited on ferrous metals; in contrast, black anodizing is an electrolytic process in which a coating to protect aluminum and other non-ferrous metals is applied by controlled oxidation.
Material Compatibility
Black oxide coatings can benefit steel and iron; however, black anodizing is more beneficial to aluminum alloys, aiding their resistance to corrosion.
Corrosion and Wear Resistance
Black anodized surfaces have a thicker oxide layer than black oxide, leading to better corrosion resistance, wear, and increased temperature. Black oxide has supplementary oiling to protect it from moderate corrosion, while black anodized surfaces possess superlative qualities.
Aesthetic and Functional Use
Black anodized surfaces provide amazing dye coloring with matte and glossy finishes. In contrast, black oxide gives a functional but no-nonsense finish mainly reserved for industrial tools and applications.
Both techniques target specific materials and characteristics and meet protection and aesthetic appeal requirements.
To better understand their applications and technical specifications, black anodizing and black oxide coating share the following distinctions:
Material Use:
Black Anodizing: Used with aluminum, titanium, and magnesium.
Black Oxide: Best for ferrous metals, steel, and stainless steel, as well as cast iron.
Coating Thickness:
Black Anodizing: The thickness of the coating varies with protection and ranges from 0.0005 to 0.002 in (12.7 to 50.8 microns).
Black Oxide: A much thinner layer, typically 0.00002 into 0.0001 in (0.51 to 2.54 microns).
Corrosion Resistance:
Black Anodizing: Experience up to 336 + hours of corrosion resistance under salt spray tests in held conditions.
Black Oxide: Moderately resistant, enhanced with sealants or post-treatment oils.
Wear Resistance:
Black Anodizing: Requires minimal maintenance and thus possesses excellent wear resistance.
Black Oxide has no to minor wear resistance and requires additional treatments, such as oil and wax, to increase it.
Temperature Resistance:
Black Anodizing: Highly resistant, operates optimally across 1000 °F (538 °C).
Black Oxide: Maintains functionality up to 482 °F (250 °C) before degradation commences.
Electrical Insulation:
Black Anodizing: Ideal for components requiring insulation as it provides high electrical insulation.
Black Oxide: Not suitable for insulating; it is conductive and thus does not provide dielectric insulation.
Cost and Suggested Use:
Black Anodizing: Costlier due to increased processing time and more advanced technology.
Black Oxide: Economical, particularly for more significant production volumes in factories.
Each method should be selected according to the application’s constraints, the material’s characteristics, and the surrounding conditions. Users can better match the process to their objectives by analyzing the responses to these technical questions.
An assessment of the performance and longevity of black anodizing and black oxide demonstrates that each provides distinct advantages depending on the scenario. Here is a short comparison according to technical specifications:
Corrosion Resistance:
Due to its thicker oxide layer (usually 10-25 microns for standard coatings and up to 50 microns for hard anodizing), black anodizing provides exceptional corrosion resistance. This makes it ideal for outdoor use or highly corrosive regions.
Due to its coating thickness of 0.5-2.5 microns, black oxide offers moderate corrosion resistance. After stylizing, it is often plated and reinforced with post-treatment sealants like oil or wax.
Wear Resistance:
Black Anodizing is ideal for parts subject to high wear, such as machine components or aerospace applications. It protects the surface, enabling abrasion resistance and forming a hard surface (hardness of up to 400-600 HV).
Black Oxide serves more towards essential protection and aesthetic appeal by providing surface hardness (approximately 100 HV), less suited for heavy wear environments.
Operating Temperatures:
Black anodizing is suitable for high-performance, heat-resistant requirements because it withstands temperatures up to 1200°F (~650°C).
For industrial use, black oxides are effective up to 500°F (~260°C) before degradation, which makes them unsuitable for exaggerated heat.
Chemical Resistance:
Depending on the sealing technique, the black anodized coating is highly resistant to chemicals, including acids and solvents. This dramatically increases its lifespan in aggressive chemical environments.
Black oxide resists some mild oxidation and light chemicals but can be troublesome to maintain in harsh chemical environments.
Aesthetic Longevity:
Black anodizing is perfect for decorative and functional purposes. Its constant, strong finish maintains color vibrancy and luster over time.
Black oxide, although achieving a uniform matte black finish, has the downside of fading or degrading over time in harsh environments if a seal isn’t applied.
Users can decide based on strict industry parameters by matching these criteria. Anodizing tends to dominate for high-performance durability, however, for moderate protection the economical solution of black oxide is more suited in controlled environments.
My application requirements, as they pertain to specific performance factors, mainly determine my selection of the black coating. I would choose black anodizing for the outdoors or other environments with high wear due to its durable nature and corrosion resistance, as well as its long-term stability and resistance to abrasion. Black oxide is more than sufficient for budget-oriented projects with limited exposure to harsh conditions, as it offers a modern matte finish at an affordable price.
The following are the essential technical aspects for consideration of each coating:
Black Anodizing
Coating thickness: 0.0008 – 0.002 inches
Abrasion resistance: Excellent
Corrosion resistance: sealed anodizing rated up to 336 hours in salt spray testing (ASTM B117)
Applications: Aerospace, architecture, marine environments
Black Oxide
Coating thickness: 0.00002 – 0.0001 inches
Abrasion resistance: Moderate, subject to oil or sealant protection
Corrosion resistance: sealed anodizing rated up to 72 hours in salt spray testing (ASTM B117)
Applications: Tools, firearms, indoor components
I can more confidently choose the coating by correlating these factors with durability, desired appearance, and cost-efficiency.
Black anodizing is a form of surface finishing used primarily in aluminum and its alloys. It transforms aluminum into a corrosion-resistant, highly durable, and visually appealing material. The procedure can be divided into steps.
Initially, the aluminum surface must be cleaned and etched to remove any unwanted substances that may affect the bond of the oxide layer.
Next, surface preparation involves immersing the prepared surface in an electrolyte bath with added sulfuric acid and current. Thereafter, an electric current forms a surface anodic reaction, which results in a porous anodic layer on the surface.
Next comes the anodizing process, in which the porous anodic layer is dyed with unique pigments that fill the hydrogen sulfide-permeable layer.
Finally, the surface is sealed using hot water or sealing agents to capture the dye and improve corrosion resistance.
As a result, the process creates a beautiful appearance on the finished surface while providing high-intensity durability and corrosion resistance, making it perfect for finishing procedures where durability, appearance, and efficiency are needed.
1. Preparation of Aluminum Surface
Clean the aluminum part of any foreign, oil, or oxidized matter before anodizing. Cleaning may be done with alkaline cleaners or degreasing soaps. Commonly used parameters include:
Alkaline cleaning time: 5-10 minutes.
Temperature for cleaning bath: 49-66 degrees centigrade.
2. Etching and Desmutting
To maintain a temperature above room temperature, etch the aluminum in the sodium hydroxide solution to create a uniform surface. Then, despot it with an acidic solution (usually, and ideally, nitric acid) for deeper cleaning.
Etching time: 2 – 5 minutes.
Temperature for each bath: 54 – 71 degrees centigrade.
Although I recommend following specifications from suppliers, acid dismut temperature and time are often set.
3. Anodizing
Template aluminum parts are placed in a sulfuric acid bath with a 15 – 20 % concentration and an electrolyte. During the process, the aluminum part must be connected to the positive terminal of a direct current power source so that anodic oxide layering is built up on it.
Current density: 12 – 24 amps per square foot (ASF).
Bath temperature: 20 – 220 degree centigrade.
Duration of process: 20 – 40 minutes.
4. Coloring
To achieve a black color, anodized aluminum is coated with specialized black dye pigment. Please ensure the dye’s structure allows it to fill the porous layer.
Dye temperature: 49–60 degrees centigrade.
Immersion in dye bath time: 10 – 20 minutes.
5. Sealing
In the last step, a sealing method achieves corrosion resistance while ensuring the dye is locked in. This method can be done with hot water or nickel acetate.
Hot water sealing parameters:
Temperature: 190–212°F (88–100°C).
Duration: 20–30 minutes.
Nickel acetate sealing parameters (if applicable):
Temperature: 180–190°F (82–88°C).
Duration: 15–20 minutes.
Following these directions will produce high-quality anodized aluminum with the precise technical parameters needed for durability and appealing aesthetics.
This technique is one of the most versatile, cost-effective, and widely used in aluminum anodization because it yields a durable and uniform anodic layer. Using sulfuric acid electrolytes to anodize—also known as sulfuric acid anodizing—generates an oxide layer on aluminum surfaces necessary for excellent dye absorption, improved adhesion attributes, and enhanced corrosion protection.
The qualitative features of the anodic layer depend very much on the concentration of the sulfuric acid, the current density, and the operating temperature. In any case, there is usually a balance of 12–20% by weight of sulfuric acid, which optimally facilitates oxide layer growth while making the process efficient. This current density is usually kept at an optimum range of 12-24 ASF (Amps per Square Foot). At this range, consistent anodic coating deposition takes place. The operating temperatures cannot be less than 68 and must not exceed 72 °F (20 and 22 °C). These utilized oxide growth temperatures optimize enlarged oxide growth while minimizing burning or pitting on the aluminum surface.
Anodizing time is another essential factor, and the duration can vary depending on how thick you want the film to be. For standard anodizing, the time range is typically between 15 and 50 minutes to yield layers between 0.1 and 1.0 mils (2.5 and 25 microns). Longer anodizing times yield thicker layers, improving the surface’s wear resistance and durability.
Sulfuric acid anodizing is distinguished from other processes by its ability to manufacture clear or dyed decorative coatings for various architectural and industrial purposes. This process combines aesthetics with strength and versatility and is crucial to producing top-quality anodized aluminum products.
Preservation of the appearance and durability of the black anodized surface requires cleaning and caring techniques. When cleaning, I use a soft cloth or sponge, mild soap, and water, as chemicals and abrasive materials may damage the surface finish. I rinse with clean water to avoid stains or discoloration and dry immediately. For tougher stains, I use cleaning solutions that are safe for aluminum and ensure they are pH-neutral not to harm the anodized layer.
Concerning the technical parameters, these are my guidelines for care and maintenance:
Cleaning agents: Cleaners should be pH neutral within the range of 6-8 to avoid corrosion.
Temperature limits: Do not subject the anodized surface to temperatures above 185°F (85°C) as it may be thermally damaged.
Regular inspection: Check for signs of wear and fading and protective coatings like anodic sealants after 6-12 months to enhance longevity.
By following the steps above, I can ensure that the black anodized surface remains in perfect condition and is as aesthetic as it is functional.

In black anodizing, every detail matters. To achieve the highest levels of quality, strict procedures need to be adhered to at each step:
Surface Preparation: The first step is to thoroughly clean the surface of oils and other contaminants. Automated systems guarantee effective etch neutralization.
Anodizing Parameters: The coating will possess the required characteristics only if the current density, bath temperature, and anodizing duration are carefully managed.
Sealing Process: Proper anodized layer sealing with hot water or nickel acetate solutions enhances corrosion resistance and color retention.
Quality Inspections: Periodic measurements of thickness, adhesion, and other properties provide the data to determine whether the coating quality and bonding strength are sufficient.
Documentation: Keeping track of the process parameters and batch results is vital for future reference to enable progress and optimization.
If black anodizing is to be aesthetically pleasing and functionally sound, emphasis on consistency and constant supervision is necessary.
Adhering to quality standards regarding anodized finish depends entirely on meeting the electrolyte solution parameters’ surface preparation, material composition, and composition. These parameters are defined as follows:
Surface Treatment: Anodizing is preceded by a thorough and precise cleaning stage, including chemical etching, Polishing the Aluminum Surface, and Degreasing the Surface. The ideal precursors for an anodized treatment are Aluminum substrates exhibiting a constant Ra average of 0.2-0.4 μm.
Material Composition: The types of alloys, including the amounts of Silicon or Copper in the mixture, dictate the resultant finish expected after anodizing an alloy such as Aluminum. While pure aluminum finishes (1000 series) are highly uniform when anodized, it is also known that alloys containing higher proportions of silicon or copper tend to be more matte. Anodizing alloys such as 6061 and 5052 stand out for their corrosion resistance and balanced performance.
Electrolyte Composition: Sulfuric acid is ideal for use as an electrolyte when anodizing and comes in concentrations between 15-20% by weight. Also, for uniformity of the finish produced, an electrolyte solution temperature of 20-22°C tends to minimize burnt finishes at the same time suffering from a low possibility of The Ideal Current Density is considered to be 12-18 A/ft² and balanced anodization time ranging from 20-30minutes.
Sealing Techniques Methods for sealing the anodized layer to maximize corrosion resistance, dye retention, and durability include hot-water sealing, nickel acetate sealing, and ensuring the pH of sealing solutions remains at optimal ranges. Hot water sealing involves submerging the object at a temperature of 190°F to 210°F for 20-30 minutes. Nickel acetate sealing uses a 5% solution at 175°F for 10-15 minutes.
Regarding sealing aids customarily used in anodizing, the pH of the sealing solutions should be kept within the range of 5.5 to 6.5. Other Environmental Factors Chlorides and other impurities in the process, such as ventilation and ambient temperature, must be monitored; these constituents can result in defects such as pitting, discoloration, or other forms of surface corrosion.
Post-Anodizing Inspections Regular inspection of the final product ensures it meets the required specifications. A fluorescent dye penetrant test checks the integrity and adhesion of the coating and the surface cleanliness. A coating applied horizontally has a thickness of 10 to 25 um but can reach 50 um in hard anodizing. Eddy current gauges are also recommended.
Manufacturers can achieve practical objectives by incorporating anodized finishes seamlessly within components and carefully addressing these parameters.
Inconsistent Layer Thickness: Variability in thickness can affect performance and aesthetics. To prevent this, maintain control over the anodizing bath temperature (set it to between 20 and 22 degrees Celsius for Type II anodizing) and keep the current density steady between 12 and 24 amperes per square foot. Employ agitation systems that homogenize the electrolyte while it is being used.
Pitting and Surface Roughness: Surface defects, including pitting, result from chloride contaminants or inadequate pre-treatment. To mitigate these problems, the filtration systems for the electrolytic baths must be strengthened, and regular tests for impurities must be performed. Clean and degrease as part of the pre-treatment regimen.
Dyeing Color Modifications: Unwanted colors and lags in coloration can come from imbalanced pore patterns or insufficient parameters when dyeing. Control the dye bath temperature to stay within the 48 to 56 degrees Celsius range and keep the pH at around 5.5. Use uniform sulfuric anodizing and high-quality dyes, and ensure that rinsing after the anodizing process is uniform to achieve desired colors.
Coating Cracking or Delamination: Problems with the coating’s adhesion or cracks appearing on the surface result from over-saturating the coating or insufficient pre-processing. To prevent these issues, enhance the etching and desmutting processes before anodizing and keep the thickness within set limits, i.e., 25 microns for decorative and 50 microns for hard anodizing.
Electrolyte Baths Imbalances: Performance can be affected over time due to an imbalance in the electrolyte makeup. Anodizing Type II requires sulfuric acid in the concentration range of 10-20% by weight, therefore, regular checks and replenishing is necessary. Check for contaminant elements and change the assumptions of parameters such as the dissolved aluminum quantity, which is often held at 5-15 g/L.
By taking these actions and tracking critical technical indicators, manufacturers can lower the number of failures, increase the longevity of the equipment, and ensure the quality of the anodized coating is consistently good.
In deep black anodized coatings, my primary concern in maintaining consistency is control over the process and parameters of the coating. For example, I pre-treat them, ensuring that degreasing, etching, and desmutting happen uniformly on the surface. I control the sulfuric acid (usually 10-20% by weight) during the anodizing stage, and I also control dissolved aluminum to within 5-15 g/L. Temperature is vital, so I keep the bath at 20-22°C (68-72°F) for Type II anodizing. Dye baths, for example, require rigid controls at deep black. Dye concentration along with temperature is set according to supplier guidelines, for instance, the temperature should be kept between 50-60°C (122-140°F) for dyeing to occur now. In post-dye sealing, colors are fastened into the post at 96-100 °C (204-212°F) with nickel acetate or hot deionized water, enhancing durability. Following these steps, I ensure that the coatings are consistent in uniformity, aesthetics, and functionality.
Leading CNC Metal Machining Provider in China
A: Black anodizing refers to anodizing aluminum, an electrochemical process that creates a semi-porous aluminum oxide layer on the surface. This layer can then be dyed with an organic dye, including black, to achieve a durable and aesthetically pleasing finish.
A: The differences between black oxide coating and black anodizing are mainly in the process and application. Black oxide coats materials to provide minimal corrosion resistance and is typically used for steel, whereas black anodizing involves anodizing to create a more durable and corrosion-resistant layer on aluminum or titanium.
A: Yes, aluminum can be black anodized. This process involves using an organic dye during the anodizing procedure to create a black anodic coating that enhances the metal’s appearance and resistance to corrosion and wear.
A: Anodized aluminum improves corrosion resistance, wear protection, and aesthetic appeal. The black anodic coating makes aluminum more beautiful and durable, suitable for various applications, including architectural and consumer products.
A: Yes, aluminum series 5, known for its excellent corrosion resistance and strength, is commonly anodized for applications requiring enhanced durability and aesthetic appeal.
A: The thickness of the anodized material can affect the durability, color consistency, and corrosion resistance of black anodized parts. A thicker layer generally provides better protection but may also affect the color uniformity and aesthetic properties.
A: Yes, titanium can also be black anodized. Although the process differs slightly from aluminum anodizing, it similarly enhances the metal’s appearance and resistance to wear and corrosion.
A: Black anodized parts can lose color due to prolonged exposure to UV light, harsh chemicals, or wear. However, proper sealing and maintenance can significantly extend the lifespan of the color.
A: The process of blackening aluminum components involves anodizing and dyeing. To achieve the desired color and finish, the aluminum is first anodized to create a semi-porous aluminum oxide layer dyed with an organic dye, including black.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →