

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Regarding the protection and improvement of metal surfaces, two methods frequently used are anodizing and aluminum chromate conversion coating, each with distinct advantages and features. This blog post analyzes the two treatment processes, including their respective scopes, pros, and cons. By the end of this article, you can decide which coating procedure will best serve your needs—augmenting corrosion resistance, improving visual appeal, or satisfying some industrial requirements. Let’s examine the essential differences and consider these coatings’ functions in contemporary manufacturing and engineering.

Anodizing is an electrochemical process that increases the life span of aluminum by improving its natural oxide coating. The process is performed by soaking the aluminum in an electrolytic solution while passing an electric current through it. This causes a thick, porous layer of aluminum oxide on the surface. The formed oxide layer can be dyed for decorative purposes or sealed for further protection. This versatility makes anodized valuable aluminum for many industries, from aerospace to consumer goods. Anodized coatings improve aluminum’s functionality, appearance, and performance while adding almost no weight.
In which cases is the anodizement of aluminum important?
The anodizement of aluminum focuses on improving its design through more efficient energy saving, surface corrosion resistance, surface wear resistance, and decorative coloring.
What materials and solutions are needed for anodizing?
The base material is aluminum or aluminum alloys. The electrolytic solution is usually sulphuric acid (10 to 15 percent concentration), but it can also be chromic acid, depending on the desired application.
What are the primary technical parameters defined in the document?
Voltage – 12 to 30 volts (12 to 30 V) for sulfuric acid anodizing. Current density – Around 1 to 2 amps per square decimeter (A / dm²). Temperature – Recommended is 20 to 22 degrees Celsius (68 to 72 degrees Fahrenheit) for sulphuric acid solutions.
Time required: 15 to 60 minutes, depending on the desired layer thickness.
What are the attainable layer thicknesses?
The anodized layers are 5 to 25 microns thick for decorative and everyday purposes, while hard anodizing can achieve layers up to 100 microns thick.
What are the factors affecting the quality of anodized surface?
The purity of the aluminum, the consistency of the electrolytic solution, and precise voltage control, temperature, and time must be ensured. The aluminum surface must also be cleaned and prepared before anodizing.
When the parameters are followed and the effects of each step are well comprehended, anodizing that fulfills the set industrial requirements can be completed with certainty and precision.
Anodized aluminum is incredibly valuable for many industries and offers the following benefits:
Enhanced Corrosion Resistance
The anodizing treatment forms a protective oxide layer on the aluminum surface, which prevents corrosion from moisture, UV rays, and salt. This is very useful for outdoor and marine environments.
Improved Durability
Compared to untreated aluminum, anodized aluminum is more durable and resistant to wear, scratches, and abrasion. Since the oxide layer is an integral part of the metal, no chips or peels increase its longevity.
Aesthetic Versatility
Aluminum can now be anodized for dyeing in multiple colors with a fine, even finish. This is why it is widely used in architecture, consumer electronics components, and other decorative purposes.
Electrical Insulation
Due to the insulating properties of the oxide layer, anodized aluminum is nonconductive. This makes it a good choice for electrical and electronic applications that require insulation.
Low Maintenance & Sustainability
Aluminum is instead fully recyclable, making anodized aluminum so the surface is easy to clean, and its resistance to eco-wear eliminates the need for severe maintenance and replacements. These features support sustainable manufacturing practices.
Automated Aluminum Anodizing Process Parameters
To take full advantage of the benefits mentioned previously, it is vital to keep in mind the following technical parameters for anodizing:
Voltage: Type II anodizing (sulfuric acid) usually requires between 15 and 20 volts, while Type III or hard anodizing can require up to 100 volts.
Electrolyte Solution: Standard anodizing usually requires a concentration of 15-20% sulfuric acid. However, hard anodizing may require a more concentrated acid solution at elevated temperatures.
Temperature: Standard anodizing occurs at 20-22 degrees Celsius (68-72 degrees F). However, hard anodizing may have to be done at much colder temperatures of around 0-4 degrees celcius (32-40 degrees F).
The time it takes to anodize depends on the desired thickness. Generally, it takes 15-30 minutes for Type II anodizing and up to 2 hours for Type III hard anodizing.
Coating Thickness:
Type II Anodizing: 0.1 to 1.0 mil (2.5 to 25 micrometers)
Type III Hard Anodizing: 0.8 to 2.0 mil (20 to 50 micrometers)
Following these parameters will ensure that the anodized aluminum meets the high industrial requirements while remaining beneficial.
Anodized coatings have many uses and work perfectly when considering their durability, corrosion resistance, and appearance. These coatings are usually applied in aerospace and automotive industries to shield crucial aircraft and engine parts. Take, for instance, Type III anodizing, which has thicker coatings, say 0.8 to 2.0 mil (20 to 50 μm), is perfect for those areas that have high wear and need strong environmental durability.
Similarly, anodized finishes are widespread in architectural applications where protection and attractiveness are essential, like on window frames and building walls where a Type II coating 0.1 to 1.0 mil (2.5 to 25 μm) is guaranteed to last long in color and surface integrity. Anodized aluminum is appreciated in the electronic industry for its lightweight features and good electric insulation. Adjusting the thickness and other processing parameters and anodizing demonstrate reliability across fields.

Chromate coating is a surface treatment process that improves the resistance of metals to corrosion, especially aluminum, zinc, magnesium, and their alloys. This process helps create a protective coat that saves the surface from environmental damage and promotes paint bonding, making it favorable in the aerospace, automotive, and civil construction industries. Chromate coating is used in aircraft parts and machinery components, and it provides the best solution to improve the durability of chromate-coated metal products while performing their functions under severe conditions. Even though chromate coatings have proven effective, their adoption has declined due to health and environmental issues, leading to more green options like trivalent chromium coatings.
In this process, a chromate conversion coating is applied over metal with a layer of corrosion resistance for additional protection against corrosion and enhanced paint adhesion. The following is a standard procedure:
Surface Preparation
Cleaning the metal surface eliminates contamination, oil, and oxides. Alkaline and acid cleaning products and temperatures of 49-71 C/ 120-160 F are commonly employed depending on the material.
Activation
A particular coating procedure known as acid activation uses an acid to improve the quality of the coating. This usually includes treatment procedures like using a diluted acid at room temperature and low concentrations like 5-10% that can be increased to 100F or 38 degrees celcius.
Chromate Application
The Chromating solution that contains either hexavalent or trivalent chromium is sprayed onto or immersed into the solution, and the metal is submerged. The immersion period takes a minimum of 30 seconds to a maximum of 2 minutes with solution temperature controlled between 70F to 100F or 21-38 Degrees celcius, depending on the immersion method used.
Rinsing
The coated, overwhelming surface is rinsed with deionized water to wash off all excess chemicals and contaminants left behind after treatment.
Drying
The surface that has been treated is dried with air or heating. Air drying is set up to stay under 150F or 65 degrees celcius because this helps ensure the life of the coating.
These parameters may change slightly based on certain chromium compounds but maintain the required combination of durability, enhanced adhesion, and protection against corrosion for an extended period. The resulting chromate layer thickness is between 0.1 and 1.0 microns, depending on application methods and known standards within the industry.
The Resistance to Corrosion is Exceptional
Chromate coatings do an outstanding job of protecting metals like aluminum, zinc, and magnesium alloys from corrosion. The protective layer acts as a barrier, reducing moisture, oxygen, and other environmental factors that cause deterioration. Depending on the thickness of the coating and application standards, chromate coatings resist salt spray corrosion for up to 336 hours.
Paint Adhesion is Enhanced
Surface finishes, paints, and primers adhere better because of the chemical nature of chromate paints. These paints are used in fields such as aerospace and automotive, where additional protective or aesthetic coatings and fences such as sanders are required.
Multiple Uses in Different Fields
Chromate paints are variably specified for major bespoke industries. They differ in thickness (from 0.1 to 1.0 microns) and color (precise, yellow, or olive), serve aesthetic purposes, meet performance standards, and are compatible with several materials and environments.
Self-Healing Properties of Coatings
Chromate coatings can react to moisture and heal minor scratches or damages, a vital attribute of self-respecting corrosion resistance over time.
Adhering to Industry Norms
The application of modern chromate coating processes meets severe environmental and safety requirements like RoHS and REACH by eliminating hexavalent chromium. Several newer formulations try to achieve an ecological balance between effectiveness and reduction.
Cost-effective and reliable solutions to extending the lifespan and functional utility of critical components of various industries are made possible using chromate coatings due to the culmination of these benefits.
Because of the widespread use of chromate coatings due to their excellent resistance to corrosion and ability to enhance the adhesion of paints, chromate coatings are widely used in the aerospace industry as a protective measure to the aluminum fuselage and components against harsh environmental conditions required by MIL-DTL-5541 for chemical conversion coatings. In the automotive sector, chromate coatings help prevent rust on parts like wheels and panels, thus aligning with ISO 10546 standards and improving the automobile’s longevity. Likewise, the electronics industry employs chromate coatings on connectors and circuit boards to enhance reliable conductivity while minimizing oxidation. These applications demonstrate the versatility of chromate coatings in protecting materials in critical sectors and improving their performance.
Both anodizing and chromate conversion coating have purposes and results that make them markedly distinct. Anodizing is an electrochemical process done exclusively on aluminum, which provides hard surface oxidation, corrosion resistance, and the ability to be dyed for aesthetic reasons. The process increases the surface’s hardness and resistance to abrasion. Meanwhile, chromate conversion coating is a chemical treatment method applied to steel, aluminum, and zinc. It acts as a primer or temporary protective cover by providing a thinner layer of protection against corrosion. While anodizing offers a firm surface for durability over a long period, chromate coatings are generally used when there is a requirement for higher conductivity and lower maintenance for long periods.
Several critical points arise from the comparison of anodizing and chromate conversion coating:
Anodizing enhances long-term corrosion resistance by creating a thick oxide layer useful in harsh conditions. Depending on the job’s specific needs, the typical thickness is between 5 and 25 microns.
Protection is better for chromate conversion coating, which is usually about 0.5 to 3 microns thin and depends on how much protection is provided for the application. It is often ideal when materials must be joined with a primer skirted to facilitate further coating.
Durability
Anodizing produces a highly resistant surface to abrasion, which is useful for structural and high-stress applications, sometimes exceeding 300 HV for Type III anodizing.
Chromate Coating is softer and more easily worn than anodizing, making it suitable for less mechanically demanding purposes.
Application Environment
Anodizing is effective in high-humidity saltwater environments and extreme temperatures, while Chromate Coating, due to its electrical conductivity, is suited for environments with minimal exposure to elements.
Conductivity
Electricity conduction is lessened with anodizing due to insulating oxide layers, while chromate preserves conductivity, ideal for electrical and electronic components.
Aesthetic Options
Anodizing allows various color finishes, while chromate does not allow decorative customizations and usually only provides yellow, green, or clear finishes.
Environmental Considerations
The only byproduct of anodizing is aluminum hydroxide, which makes it environmentally friendly. Chromate coating is hazardous and heavily regulated. Today, less toxic formulations using trivalent chromium are more commonly used.
These parameters showcase that once understood; the appropriate process can be chosen based on the specific performance requirements and constraints of the intended application.
When weighing chrome plating and anodizing techniques, differences in efficiency surfaced concerning durability, resistance to corrosion, and eco-friendliness.
Anodized Coatings: The Thunderstorm Shield offers impressive corrosion resistance due to the thick and stable oxide layer formed during the process. Anodized aluminum is ideal for harsh environments and can undergo long-term exposure to moisture, salt, and chemical attacks.
Chromate Coatings: While very useful at preventing the corrosion of base metals, chromate coatings tend to perform worser than anodized coatings in virtually all other aspects. Chromate coatings are optimal for mild environments, metal shipping, and storage protection against corrosion.
Anodized Coatings: Anodized layers are among the best solutions if the surface hardness is high. This also provides excellent resistance to wear, which can be ideal for parts experiencing abrasion, like spacecraft components or machined parts.
Hard anodizing, especially, can achieve an outstanding hardness of over 500HV (Vickers)
Chromate Coatings are softer and thinner. They can offer high wear resistance but much less than the softer type. Their use is confined to areas where wearing is less challenging.
Anodized Coatings: Anodized parts can endure high temperatures without compromising strength, making them an excellent example of industrial or high-temperature working conditions.
Chromate Coatings: Their effectiveness can be degraded or reduced when exposed to high temperatures over time, decreasing their usability in extreme conditions.
Anodized Coatings: The anodized layer is an insulator that renders coatings nonconductive. Parts with anodized surfaces that must be conductive require additional operations like selective masking.
Chromate Coatings, in contrast, do not lose electrical conductivity. This makes their use advantageous in certain electronics or bonding operations where conductivity is necessary.
Anodized Coatings: The electrolytic process is relatively green. It employs water, acid, and electricity and emits no noxious gases. It is also compliant with green manufacturing guidelines.
Chromate Coatings: The traditional use of hexavalent chromate coatings is highly toxic and poses many health and environmental concerns. Modern substitutes with trivalent chromium are less dangerous but are still under regulatory watch.
Technical Parameters:
Anodized Coatings:
Thickness range: Anodizing standard 5-25 μm, hard anodizing 25-150 μm
Corrosion resistance (salt spray test): 336-1000+ hours
Hardness (Vickers): 200-500+ HV
Chromate Coatings:
Thickness range: 0.5-2 μm
Salt Spray Corrosion Resistance: 96-336 hours (depending on coating type)
Electric Resistivity: Very Low
Now that these stark differences are delineated, manufacturers can more easily plan their coating processes while considering performance, cost, and environmental impact.
I pay close attention to coating type requirements for aluminum components that specifically deal with corrosion, surface hardness, electrical conductance, and other relevant environmental factors. Anodizing seems the best for components requiring parts with excellent corrosion resistance, such as 500-1000+ hours in salt spray tests and wearing resistance with a hardness of 200-500+ HV. On the other hand, chromate coatings tend to work permanently for cases where there is a need for high electrical conductivity and low thickness of about 0.5-2 μm or microns, but their corrosion resistance is lower than the other trade-off, which is about 96-336 hours in salt spray tests. Besides, I also try to analyze pricing and ecological and social responsibility and tend to prefer chromate-free alternatives when there is a need for regulatory compliance or a greener approach. After studying these parameters, I know which is best for the specific aluminum part and its intended use.

The thickness and sealing method of an anodized coating determines its durability against corrosion. A layer of thick anodized coating exceeding 10-25 micrometers tends to provide better protection; additionally, proper sealing methods such as hot water sealing or sealing with nickel acetate help protect the layer from environmental factors.
On the contrary, chromate coatings have a protective layer on the aluminum surface, which helps with corrosion resistance. These layers are thinner than anodized ones, but they can delay oxidation under milder oxidizing conditions. Unfortunately, their protective performance can deteriorate with time, especially under corrosive environments, making them more appropriate for short-term or controlled use.
Grasping these differences can help you choose the proper coating fit for a particular aluminum component’s environmental and operational conditions to ensure it receives the appropriate protection.
The aluminum oxide layer is critically essential for corrosion protection as it passively forms on the aluminum surface. It is very adherent and stable, thus protecting aluminum from further exposure to moisture, oxygen, and other harmful agents. It increases the stability and wear resistance of the metal. Typically, the oxide layer is formed 2 – 3 nm thick, but anodizing increases it to 5 – 25 µm for standard and 100 µm for hard anodizing. With increasing thickness, anodizing also aids in improving corrosion resistance, hence enhancing durability.
Parameters such as seal quality, pore size, and layer thickness play a crucial role in the overall protection performance of the anodized layer. For example:
Layer Thickness: As the protective anodized layer thickens, the durability increases, making the aluminum more resistant to harsh environments.
Pore Size: Thinner pores help improve corrosion resistance but negatively influence dyeing and finishing processes.
Sealing Methods: Hydrothermal or chemical sealing further reduces porosity and thus dramatically improves the resistance to corrosive anodized layers.
Modifying these parameters allows the treatment to be fine-tuned to different environments, thus increasing the longevity and protection of the aluminum components.
In evaluating the corrosion-resistant capabilities of anodized aluminum, the post-treatment processes that follow after the alloy is fabricated, the kind of alloy used, and the thickness of the oxide layer are very important factors to consider. Generally, Type III hard anodizing yields the most anodized corrosion-resistant grade because its anodic oxide is thicker than others (50-100 microns). This makes Type III suitable for severe or marine environments. On the other hand, Type II anodizing is much more practiced for decorative purposes. However, it has moderate protection owing to its thinner anodic oxide thickness of between 5 and 25 microns.
Key Technical Parameters of Corrosion Resistance:
Thickness of Oxide Layer:
Type II Anodizing: 5-25 microns (ideal for indoor or light-duty applications)
Type III Hard Anodizing: 50-100 microns (intended for highly abrasive or severe environments.
Permissible Alloy Concentration:
Higher-grade aluminum (6061, 5052) is more straightforward to anodize and corrosion-resistant than alloys with elevated copper content, such as 2024-T3.
Aluminum Sealing Techniques:
Hydrothermal Sealing: Applies hot water (>96°C) to hydrate the oxide layer and seal pores to improve durability.
Cold Sealing: Mostly chemical-based, quicker, and easier to perform, although it performs worse in corrosion resistance.
Adjusting these parameters guarantees sufficient corrosion resistance and the desired aesthetic or functional qualities of the anodized surface. Proper alloy selection, thickness optimization, and appropriate sealing are essential for maximizing lifespan in hostile environmental conditions.
Regarding corrosion protection with chemical conversion, my prime focus would be chromate conversion coatings due to their popularity with aluminum and aluminum alloy protection. This process occurs when the metal reacts with a corrosion-resistant chromate solution, resulting in a thin layer of corrosion protection on the surface of the metal. Chromate conversion coatings offer superb oxidation resistance and function as outstanding oxidation primers for paint adhesion in aerospace and marine applications.
Key Technical Parameters:
pH Range: The optimal solution pH for film formation is 1.5 and 2.0.
Application Time: For an effective coating, the alloy and type of solution require an immersion time of 1-5 minutes, which varies.
Temperature: Standard chemistries require 20-30°C to ensure uniform coating.
Coating Thickness: For corrosion resistance, typically 1-3 microns (0.00001-0.00003 inches) are added.
Rinse Quality: Deionized rinse water should be used post-treatment to prevent contamination and ensure coating integrity.
Following these parameters, the process can produce durable metal surfaces that withstand hostile environments. However, materials and methods must be considered because some regulations regarding chromate-based products involve environmental and safety issues. Non-chromate products with adequate performance standards for eco-friendly uses are also available.
The coating process has further improved the surface characteristics of aluminum, such as its corrosion resistance, durability, and environmental stability. The chemical treatment acts as a barrier to oxidation and reduces exposure of the aluminum surface to adverse climatic conditions. Moreover, it enhances the bonding ability of the paint or glue that will be applied, making it possible to achieve a well-finished product. Different industries can opt for different coating types, which modify the surface properties of aluminum for particular functional purposes, offering an ideal combination of performance, environmental impact, and compliance with regulations.
The treatment will also determine whether the aluminum surface’s electrical conductivity will be affected. For example, anodizing, a standard method of aluminum coating, applies an oxide layer, which dramatically reduces the layer’s conductivity owing to its insulating properties. In such cases, electrical applications are valued less. On the other hand, a surface that is thinly coated with silver or copper conducts electricity and can be corroded, thus enhancing its conductivity.
Important Aspects that Require Attention:
Coating Thickness: Typically ranges between 5 μm to 25 μm; thinner coatings are preferable for preserving conductivity.
Surface Resistivity: Should remain below 10 µΩ·cm for electrically conductive coatings.
Adhesion Strength: It is required to exceed 10 MPa to ensure lifespan and dependability in harsh conditions.
Correctly choosing coating materials and process parameters can optimize the trade-off between conductivity, environmental resistance, and mechanical properties.
Adhesion and durability are essential when considering the performance of coatings under challenging applications. The coating’s adhesion strength is critical to stay attached to the substrate under mechanical forces or extreme environmental factors. Surface adhesion enhancement preparation involves cleaning the substrate, roughening it, or applying a primer. Sandblasting and chemical etching commonly produce the intended bonding surface.
Essential factors for adhesion and durability are:
Adhesion Strength: The coating must possess more than 10 MPa for mechanically stressed coatings that adhere to certain specifications like ASTM D4541.
Abrasion Resistance Coefficient: High-durability coatings should undergo less than 20 mg loss of abrasion wear per ASTM D4060.
Thermal Cycling Cracks: Coatings must survive temperature changes without cracking or coming off; their performance is checked by testing standards such as ASTM C884.
The selection of materials influences durability. For instance, epoxy-based coatings have excellent adhesion and resistance to wear and chemical attack but are not very flexible. Substrates that undergo large amounts of stress or deformation must be coated with more flexible materials like urethane-based coatings. These parameters can be combined so that the resulting coatings display superior performance for the intended application.
When addressing resistance to abrasion, my top priority is choosing materials and coatings that yield the best outcomes based on the anticipated usage conditions. Wear resistance is usually measured through the ASTM D4060 Taber Abrasion test, and in high-performance coatings, mass losses of less than 20 mg are often considered acceptable. In addition, the impact of load magnitude and hardness are significant. The ability to sustain surface wear increases as the ratings increase, like 7H and above, on the pencil hardness scale. Also critical to this assessment is the coating’s COF. Lower values of COF (often below 0.3) facilitate the reduction of wear from sliding parts. I integrate these parameters with other technical issues like the degree of chemical exposure, temperature changes, and mechanical loading to form robust, tailored solutions for extreme durability in harsh environments.
Leading CNC Metal Machining Provider in China
A: The primary difference between anodizing and chromate conversion coating lies in their processes and purposes. Anodizing is an electrochemical process that converts the aluminum surface to an aluminum oxide layer, providing a decorative finish and durability. Chromate conversion coating, also known as Alodine or Iridite, is a chemical process that adds a protective layer to bare aluminum, enhancing corrosion resistance without significantly changing the aluminum’s appearance.
A: Anodizing protects aluminum components by creating a hard, durable coating of aluminum oxide on the surface. This protective coating improves resistance to wear and corrosion while allowing dyeing to achieve various colors for decorative purposes. Anodize Type II is commonly used for this purpose.
A: Chromate conversion coating, or chem film, can be applied to most aluminum surfaces. It is particularly effective for corrosion resistance and enhancing paint adhesion on aluminum components. Chromate conversion coating comes in trivalent and hexavalent forms, making trivalent more environmentally friendly.
A: Yes, chromate conversion coating is conductive. This property makes it suitable for electrical conductivity applications, such as grounding or EMI shielding. Unlike anodizing, which forms an insulating layer, chromate conversion coating maintains the aluminum’s conductivity.
A: Due to its toxicity, hexavalent chromium, used in some chromate conversion coatings, poses environmental and health risks. Therefore, industries are increasingly moving towards trivalent chromate processes, which are less hazardous while still providing adequate corrosion protection.
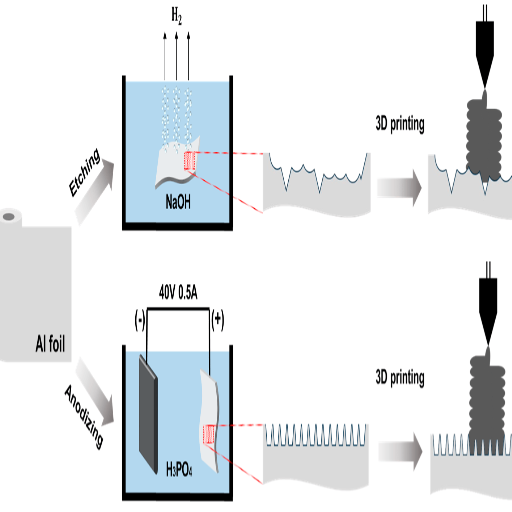
A: The anodizing process involves immersing the aluminum in an acid electrolyte bath and passing an electric current through it to form a coating of aluminum oxide. In contrast, the chromate conversion process involves dipping the aluminum into a chemical bath containing chromate compounds, which react with the aluminum surface to form a protective film.
A: Hard anodizing, or Type III anodizing, produces a thicker and more wear-resistant coating than standard anodizing (Type II). This makes it ideal for applications requiring exceptional durability and resistance to abrasion, such as in aerospace and industrial components.
A: Both processes can be used on the same aluminum component. Typically, chromate conversion coating is applied to areas that require conductivity or additional corrosion resistance but are unsuitable for anodizing. This combination can provide comprehensive protection and functionality.
A: Anodizing, particularly hard anodizing, produces a thicker aluminum oxide coating than chromate conversion coatings. Anodizing layers can range from 5 to 150 microns, while chromate conversion coatings are much thinner, typically around 0.5 to 4 microns, depending on the type of coating and application process.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →