

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Strengthening the material’s appearance and providing an aesthetic touch is made easier with the use of aluminum’s sides being coated with a powder. You no longer have to worry about corrosion, wear, and other environmental factors with the help of powder coating. In this piece of writing, we will be setting the tools, major steps, and essential techniques that one must follow to coat aluminum like an artisan. By undergoing the required steps from surface preparation to curing, you will be able to alter the aluminum’s finish to one that is smooth, durable, and aesthetically pleasing. Seeking out ways to upscale your powder coating skills Worry not, as this guide will help both industry professionals and DIY enthusiasts further improve their skills so that they know the precise necessary steps to be taken to achieve the best results. With the knowledge presented, you will be prepared for any aluminum powder coating project, exact and balanced.

Powder coating is the process of applying a dry specialized coating to a surface. The surface is then baked to achieve a consistent finish capable of withstanding significant wear and tear. Aluminum, in particular, benefits from this process due to its weight and non-porous nature. Aluminum is also very sensitive to corrosion, wear, and other environmental conditions which makes the textured coating useful as well. The process of powder coating is economical, environmentally sustainable, and esthetically appealing making it very popular across industries.
This process is primarily composed of three stages: surface preparation, application, and curing. As the name suggests, powder coating involves covering the surface of aluminum with a powder that needs to be melted and cured. It is initially cleaned to eliminate any possible contaminants such as oil, dirt, or aging coatings. The surface cleaning involves etching or sand blasting the surface to ensure there is a strong bond to support the coating.
First, aluminum alloys are treated using an abundant set of chemical and mechanical processes tailored for their surface cleaning. Then, a special electrostatic gun is used to spray on a blend of powder composed of pigments, resin, and other necessary ingredients that are electrostatically charged. This gun offers a multitude of benefits, one of which is making sure the powder particles cleanly attach evenly on the grounded metal surface, and because it is charged makes their adhesion to the surface a lot easier. The painted object will then be cured in a special oven generally around 300 to 400 degrees Fahrenheit. The bond created with the coating and the metal during the process results in a strong, unvarying finish once cooled.
The data shows that powder coating has average thicknesses of 2 to 6 miles (50 to 150 microns) with good adhesion and surface wear characteristics. Industry surveys indicate that powder coating has a transfer efficiency of more than 95%, much better than liquid coatings in terms of waste. Moreover, made it possible to create low-cure temperature powders which, in addition to being more environmentally friendly, lessen energy use in the curing stage.
, as this process also exhibits greater resistance to chipping, scratching, or other forms of wear and tear caused by nature. As technology advances, powder coating is increasingly being used in the automotive, construction, and consumer goods industries, proving its worth as a finishing option.
These are just some of the benefits that make powder coating a preferred finishing method for aluminum products in various industries. The first one is its superb toughness. In fact, powder coating is considerably more durable than traditional liquid paint, which has a tendency to corrode, fade, and wear at a faster pace. Unlike traditional paint, powder coating is more resilient and offers better protection against various elements. Along with moisture, paint gets severely damaged due to UV radiation and extreme temperatures. The protective layer in turn proves invaluable for aluminum products that are subjected to being outdoors.
Another key advantage is its environmental sustainability. Powder coatings do not contain volatile organic compounds and hazardous air pollutants, which helps manufacturers and reduce the environmental impact of the AIP. Furthermore, the waste created by overspray using a powder coating can often be reclaimed, thus improving resource efficiency.
Powder coating translates to reduced spending on the long-term maintenance of aluminum products, which makes it economically advantageous. The coated surfaces also last much longer, meaning the need to repaint comes down significantly, proving further cost efficiency. Powder aluminum does indeed turn out to be economical, when researched, showing that using it can reduce expenses by a huge sum over a period of years stretching from 15-20.
Provided from an aesthetic viewpoint, the powder coatings offer a broad spectrum of colors, textures, and finishes that can be tailored to meet design preferences. Furthermore, modern advancements in the technology of powder coating allow for accurate application, ensuring that aluminum products look appealing due to their smooth and even coverage.
These combined benefits ensure that the coating achieves its functional and aesthetic purposes for different applications, which include but are not limited to, architectural frames, parts of vehicles, and household products. This makes it clear why it is exceptionally suitable for aluminum components.
When compared to traditional methods of finishing surfaces like liquid paints and anodizing, powder coating has become the top choice among several industries due to its many advantages. With the use of liquid paints comes the harm of solvents which release volatile organic compounds. Unlike this, powder coats is an environmentally friendly coating due to the lack of expensive, waste-producing chemicals. Unlike liquid painting, coverage of up to 95% of waste reduction is possible as leftover powder gets collected and reused. Emissions and waste of hazardous chemicals is significantly reduced and this coating can stand without the need for solvents.
Compared to anodizing used commonly on aluminum surfaces, anodizing does have its limits in the variety of color, texture, and finishing attributes. While the coating does allow for some resistance towards corrosion, the lack of aesthetic features and UV fading allows for not much. By using proper formulations, powder-resisting UV can be made, alongside maintaining different vibrant colors even in severe outdoor conditions such as harsh weather.
Furthermore, when compared to liquid paints, powder coating exhibits superior adhesion as well as superior control over the coating thickness, which offers protection from chipping, scratching, and general wearing. Research shows that powder-coated surfaces display 25% greater resistance to abrasion and impact than anodized or painted surfaces. The combination of these benefits along with cost savings usually attributed to reduced material waste and energy usage make powder coating one of the primary finishing methods for various applications.
Efficient cleaning and degreasing of aluminum surfaces is paramount in optimizing the adhesion and durability of the powder coat. Most cleaning processes start with dirt, grease, and other contaminants being removed using either alkaline or acidic cleaning solutions. The former is often cleaner containing sodium hydroxide or potassium hydroxide which are very efficient in dissolving organic residues and oils. The latter is acidic cleaner which uses soft phosphoric acid-containing solutions that effectively remove oxides and prepare the surface for further treatments.
Modern industry often utilizes several precleaning baths where the aluminum is dunked into cleaning solutions heated to temperatures between 49-71 degrees Celsius. This enhances the activity of the chemicals involved. Ultrasonic cleaning has also been known to come forth as a superior alternative since it makes use of sound waves in a liquid medium to remove fine contaminants. It has been observed that thorough cleaning and waxing before the application of powder coating improves adhesion by almost 30 percent which in turn lowers the chances of defects like peeling and blistering. After cleaning, it is best practice to rinse the aluminum surface with deionized water to prevent residue deposits that could hinder the coating process. When conducted correctly, this step guarantees a surface that is ideal for the application of either conversion or powder coating.
Sandblasting is suitable for a surface that requires rust removal, old coatings stripping or other surface imperfections that would hinder good adhesion for new coatings. Sandblasting is generally performed on metals, concrete, and other strong materials that can endure the abrasive process.
To perform sandblasting, first choose the appropriate abrasive material depending on the type and condition of the surface being treated. Ensure that the workspace has adequate ventilation and that all safety measures including putting on protective clothing are duly observed. Apply uniform pressure and the same angle throughout the whole process. The surface must be sandblasted to a clean state to get rid of finer blasting abrasive particles before proceeding further with the coating process.
In order to improve adhesive properties, a few suitable pretreatment techniques are usually applied:
The choice of technique has to be suited to the substrate, the surroundings, and the particular coating to be used.
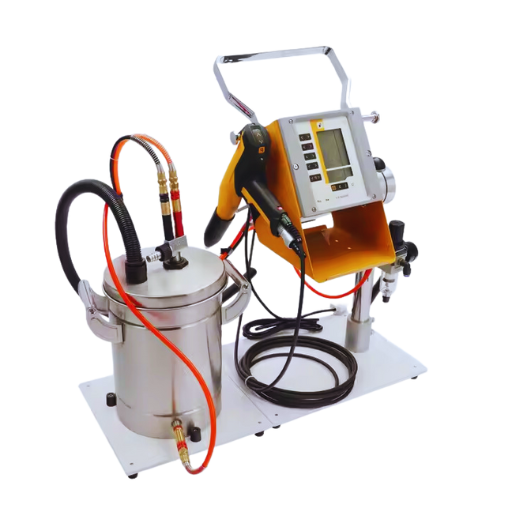
To successfully powder coat aluminum, there are some tools and materials I always prepare beforehand. To begin, I apply the powder with a powder coating gun and use an air compressor to ensure even application. Then, I gather the cleaning agent or degreaser, as well as the sanding tools or abrasive pads that I use to prepare the surface by cleaning and roughening it. For ventilation, I use a spray booth or another designated area that contains the powder, as well as the booth exhausts. Then, I place the aluminum in a high-temperature oven that can reach the required curing temperature of around 375–400°F. Finally, I attain the desired coating finish by using the quality powder coat material recommended for aluminum.
Choosing the right powder coating system is critical to ensure efficiency, quality, and reliability in the coating process. With regards to machines, the aluminum powder coating process can be improved by looking into gun productivity, powder flow control, and user-friendliness. The electrostatic spray guns are one of the most important parts, and today’s versions usually have sophisticated controls for the voltage and current, allowing them to set the coating as they want. A good proportion of the high-performance types provide adjustable values of 30-100kV which is very good for different substrate types and geometries.
Another important part is how the powder is delivered. Advanced fluidized hoppers or those with digital controllers make it possible to modulate the powder flow in a very economical manner while maximally decreasing the waste of powder. Equipment with custom parameter sets, which can be saved in the machine’s memory, is especially useful for highly versatile operations, which frequently switch between projects. These also, in great measure, lower the production time for complicated parts, other than for simplicity these systems can be moved in several axes with great precision which improves productivity for high-volume workpieces.
To ensure maximum energy efficiency while guaranteeing safety, use devices that come with CE or UL certification marks. For the ease of operators, employ machines with touchscreen and ergonomic handles to ensure ideal learning. Depending on workload, machines with a powder capacity circuitry of 15–50 lbs and appropriate compressor compatibility can be considered. Usually, 5 to 10 CFM airflow at 30 to 100 PSI is required. If these parameters are set, a machine that meets operational requirements will be operationally ready.
The electrostatic spray guns are particularly aimed at improving the productivity of coating application through the use of an electric charge, thereby improving the efficiency of the aluminum powder coating process. This charge attracts paint particles toward the surface of interest, allowing for uniform application while reducing overspray. The use of these devices contributes to higher electrostatic spraying efficiency as well as reducing waste materials. These devices are frequently employed in the industry and automotive sectors for cost-effective applications where smooth and uniform finishes are needed.
A powder coat can only be applied successfully with the correct surfaces, techniques, and strategies put in place to enable efficient coverage and adhesion. For instance, the aluminum’s surface must be cleaned and pre-treated to remove grease, dirt, and oxidation. This phase often includes a few steps: degreasing, etching, rinsing, and then drying to get the metal ready for coating.
Once the surface is prepared, the settings on the electrostatic spray gun should be modified to match the desired finish and powder type. An ideal voltage for electrostatic charge is 60 – 100 kV. This range is very effective because it offers enough attraction to particles without creating defects like orange peel. The gun should remain a steady distance of around 8 – 12 inches from the surface to ensure even powder coverage.
Use the spray gun in smooth circular motions, moving it from side to side in a way that ensures covers the whole area. The aluminum piece should be grounded properly because the secure grounding improves the electrostatic field which enhances adhesion. In addition, the environmental conditions such as temperature and humidity should be monitored as when spraying, powders need controlled conditions which are usually 20 – 25 degrees Celsius and relative humidity lower than 50 percent.
After applying the powder, the aluminum component must be placed in a curing oven. Different types of powders have varying curing temperatures and curing times. Most thermoset powders have a curing window of 10 to 20 minutes at 350 to 400F (175 to 200C). Following these guidelines will allow the coating to fully cure and provide a durable and visually appealing finish.
Compliance in both function and appearance during the powder coating process is crucial for optimal results. Surface preparation is perhaps the most important aspect of uniformity in coating aluminum parts. Aluminum pieces need to be cleaned and pre-treated to the extent that any contaminants like oil, dirt, and oxidation are removed. Methods like chromate conversion coatings, acid etching, and alkaline cleaning can enhance the coverage and adhesion of the powder.
When putting the powder on the metal, modern electrostatic spray devices provide the best possible control of the coating particle diffusion. Proper adjustment of the powder flow rate, spray voltage, and the distance from the gun to the part have to be set. A spray voltage of anywhere from 60-100 kV is usually recommended by experts based on the geometry of the part. This ensures proper adherence to the part while avoiding overspray and uneven buildup. Moreover, substantial variation in results, especially for complex shaped parts, is achievable with automated systems where the charge of the electrostatic is controlled precisely for parts with deep recessions or intricate geometries.
Thorough inspections and consistent rotation during the application are equally as vital. Statistical data shows that the use of automated powder coating systems coupled with programmed rotational equipment results in reduced manual touch-ups by as much as 25%.
Ultimately, controlling environmental conditions inside the coating booth is crucial. Airflow rates should be within the range of 60 -120 feet per minute (FPM) as per industry norms to reduce contamination while restraining powder plume agitation. Continual observation of environmental parameters, equipment recalibration, and personnel training guarantees that aluminum components have a high-quality and uniform surface finish.
Preparations on the surface that are superficial at best will rener the process of applying a coating on aluminum powder to be of the worst quality.
Not maintaining an adequate level of cleaning and preparing surfaces of aluminum will cause the coating process to be as effective as it could be. Areas having dirt such as oil, grease, or surfaces that have oxidized need to be cleaned through either alkaline cleaners, acid etching, or abrasive blasting to reach a base with contaminants less than 5 mg/cm squared left on it.
Wrong Thickness of Powder Application
Powder that has been applied with inaccurate or inconsistent thickness will yield a finish that is uneven and not long-lasting. Advisors in the industry say that the powder should be applied with a thickness between 2 to 4 mils which is equivalent to between 50 and a hundred microns. The thickness should be checked frequently using a dry film thickness measuring device.
Miscalibrated Gun Settings
Improper settings on the voltage and rate of flow of a powder in an electrostatic gun lead to material wastage and inefficient application. Ensure the set voltage of the gun is between the ranges of 60 and 100 kV and check the equipment periodically to make sure it operates efficiently.
Inadequate Grounding
High levels of grounding for workpieces make it impossible for the required electrostatic charge which allows the powder to stick to the surface and causes poor finishes and coatings. The resistance that controls the half and ground should never be above 1 megohm for the working item to be deposited properly.
Ignoring Required Airflow Levels for Powder Coating Booths
Operating less than or more than 60 – 120 FPM of airflow either draws powder too early or can contaminate the area which will damage the quality of the finish. Airflow rates must be adjusted using precise instruments frequently. ”
By not cleaning and maintaining powder booths, filters, and spray guns, cross-contamination can cause uneven finishing or system malfunctions. Set up a preventative maintenance schedule which consists of daily cleaning of all booths, and equipment checks every two weeks.
Incorrect Time or Temperature of Curing
Not following manufacturer parameters while curing will cause the coat to be under, or over-cured. Make sure that the curing ovens are set, and kept at 375°F – 425°F for the necessary period.
Insufficient Training of Operators
Operators lacking sophisticated training will tend to make mistakes with the equipment and how it is managed through the work processes. Comprehensive training should consist of surface cleaning, equipment usage, and safety measures to ensure mistakes are reduced, and productivity is maximized.
Performance of specially designed and sophisticated equipment with high-quality and durable finishes is possible with adherence to some basic guidelines such as deadlines, routine inspections of the equipment and the operators, and instruction training.

A crucial stage in attaining a strong and refined powder-coated finish on aluminum surfaces is the curing process. Most powder coatings cure best at temperatures between 356°F (180°C) and 392°F (200°C), which is subject to change depending on the coating material used. The default curing time set by the majority of manufacturers is around 10 to 20 minutes; however, this is affected by the manufacturer’s specifications as well as the thickness of the applied powder layer and coating.
Temperature management is very important during the curing stage. It is not enough for the oven to be set at a specific temperature; the object’s surface temperature also needs to reach that range as well. Infrared temperature sensors or thermocouples are used to maximize precision during the process. If the heater does not generate enough heat during the curing phase or the time set is too short, the failure coatings will have poor adhesion and reduce durability. If heat is excessive, then the coatings are likely to become discolored or have brittle finishes.
Curing ovens specific for aluminum workpieces like convection or infrared ovens can ensure better heat distribution. Curing process efficiency is determined by the geometry of the aluminum part, calibration of the oven’s airflow system, and composition of the powder material. Adhering to strict quality control procedures guarantees ideal curing conditions, which make for an aesthetically stunning product with a durable finish.
The efficiency of a curing oven is maximized through the understanding and correct calibration of the equipment. Begin by pre-heating the oven to the curing temperature recommended, which is approximately 300 – 400 °F (150 °C to 205 °C) for the majority of the powder coating types and their formulations. The manufacturer’s guidelines for temperatures and times to cure the parts should always be referred to.
Consistently monitoring and maintaining the airflow within the oven will provide even heat distribution which aids in preventing defects The use of automated digital controllers and sensors can improve existing systems greatly with their ability to make adjustments which keeps thermal conditions optimal for the entirety of the process. For newer convection ovens, an estimated airflow of 1000 to 3000 CFM is preferred for effective heat transfer, although this value is dependent on the size and design of the oven.
You else must take into account the geometry and the thickness of the aluminum workpiece. Certain portions of the work may indeed be thicker than others which would result in longer curing durations to hit the desired substrate temperature. Infrared thermometers, as well as profiling tools, are extremely useful for checking if the part has reached the preferred cure temperature. The studies that have been done demonstrate that steady-state temperatures with 5 degrees of the desired value significantly increase coating adhesion and life.
Scheduled upkeep of the curing oven serves operational efficiency, too. It covers the cleaning of exhaust filters, checking the functionality of gas burners or infrared panels, and recalibrating the control systems. Regular audits enhance productivity as well as ensure compliance with relevant safety and environmental regulations.
Appearance of Uniform Coating
A properly cured coating should be free of discolorations, streaks, and variations in gloss. Any inconsistencies may denote under or over-curing.
Optimal Adhesion Results
The cross-hatch tape test and the pull-off adhesion test will usually show accepted results if the cure is successful. Undercuring tends to be signaled by poor adhesion.
Results of Hardness Testing
Cured specimens will have their hardness values at or above the range specified for the study, whether measured with pencil hardness or durometer hardness tests. Low values may suggest inadequate polymerization.
Resistance to Environmental Factors
Coatings that are fully cured will not sustain damage from moisture, ultraviolet radiation, or chemicals. Some peeling, warping, or cracking may be an early indication of issues within the curing process.
Consistent Coating Thickness
Uniformity of cured thickness as determined by dry film thickness gauges ensures that proper curing was achieved over the entire surface. Differences could indicate poor heat circulation within the oven.
Anticipated Problems
Lack of Curing
Excess Curing
Infected Oven
False Control Systems
Scanning for and rectifying these problems to these parameters guarantees coating performance and compliance with the required standards.

Failure to monitor surface aspect in an aluminum part fabrication will compromise the effectiveness of its powder coating.
Aluminum surface cleaning and degreasing should ensure that no contaminants remain on the surface. These contaminants should be removed using blasting or chemical cleaning techniques. Furthermore, the surface must be dry before coating.
Effective pre-treatment
For improved adhesion and corrosion resistance, apply either chromate or non-chromate conversion coating. This is a necessary measure to ensure enhanced durability.
Consistent spraying
To achieve uniform coating thickness, one must employ a well-calibrated spray gun and maintain a consistent distance to the surface. Do not forget to keep an eye on environmental factors such as temperature and humidity.
Controlled curing
To maintain consistency in adhesion and finish quality, follow the manufacturer’s guide in curing time and temperature set by the powder coating.
These processes, if performed correctly, will result in surfaces made of aluminum having a professional, quality, and durable powder finish.
Orange Peel Texture
Cause: Problems in the aluminum powder keystone topping coating stem from improper curing temperature, poor film leveling, or bad application techniques.
Solution: Make sure the curing oven is set to the specified temperature. Check the application technique and either adjust the gun settings or bring the gun closer to achieve smoother results.
Powder Not Adhering
Cause: The cause of this is an oil-contaminated or insufficiently prepared surface.
Solution: To achieve proper treatment, the surface must be cleaned, pre-treated with sanding and conversion coating, and dirt, residues, and oils removed.
Color Discrepancies
Cause: Mixing powders from different batches causes unequal film thickness.
Solution: Use the same production lot of powder and apply the same thickness to get a uniform color.
Bubbling or Pinholes
Cause: There is moisture or air that is trapped within the substrate.
Solution: Before applying, the substrate should be completely dried so that all trapped gas is released and baked pre to ensure they are dry.
These factors cover almost all of the common coating issues during powder processing and with these factors corrected, a high-standard finish is retained.
Preserved appearance and durability of powder-coated aluminum components stem from proper maintenance. A soft soap and water solution should be used. Rinse well and dry to prevent spotting. For more stubborn stains, a non-abrasive soap can be used, but care should be taken to follow the manufacturer’s instructions. The polishing should be done periodically; this allows for the prevention of corrosion damage. Susceptible areas like chips or scratches should also be addressed to prevent further degradation. The components should be stored or placed in such a manner that they are not susceptible to harsh weather or chemicals.

Your considerations of budget, experience, and project requirements ultimately dictate whether you prefer to DIY and hire a professional for powder coating. Each of these options possesses pros and cons that must be analyzed carefully before making the final decision.
DIY Powder Coating
Pros
Cons
Professional Powder Coating
Advantages
Disadvantages
In summary, DIY powder coating is appropriate for small or non-critical applications where controlling cost is a factor. For those projects requiring exceptional durability with a high-end look, a professional service is recommended.
Choosing a suitable powder coating service provider guarantees quality and perfectionism for the project’s finish. To assist with making that decision, the following information should be taken into account:
The quality of results is highly dependent on someone’s experience and skill in aluminum CA powder coating operations.
Established service providers with extensive knowledge usually accomplish better results due to their technical knowledge and refined processes over the years. Always seek a provider who specializes in the surface or material needed in a set of aluminum, steel, or aluminum automotive parts.
Workmanship Capability
A good provider should be able to do some additional work apart from the coating, such as sandblasting to smooth the surface, chemical cleaning, and pre-treatment coating, as well as providing other finishes of work on the surface such as sandblasting, rusting, and general dirt removal.
Licenses and Work Standards
Check if the company has certificates regarding its competence, for example, ISO 9001 for quality management, and is PCI (Powder Coating Institute) certified. Those certificates guarantee effective and systematic work.
Client Testimonials and Evidence
The reviews gotten from various sites or even the provider’s portfolio can assist in knowing what the provider’s past clients think about the attention to detail and satisfaction they received from the provider. Consider the reviews on meeting deadlines and applying the coating because they are very essential.
Turnaround Time and Capacity
Be sure to check the provider’s production scope and timelines by your project. Larger, reputable businesses are likely to fulfill wholesale orders seamlessly, while smaller companies may specialize in custom, intricate detail work.
In addition to pricing and warranty, all relevant aspects that may incur extra costs during the aluminum powder coating process should be taken into account.
Many service providers have their prices set much higher than the values they offer. Most reputable companies stand behind their work and offer warranties, which protect the client from defects and excessive wear within the warranty period.
Equipment and Technology
A flawless and uniform finish is guaranteed with advanced automation, including but not limited to electrostatic spray systems and automated curing ovens. New technology tends to be more durable and visually appealing; therefore, providers who care about their reputation are likely to use it.
After carefully considering all these factors, you will be able to choose a reliable powder coating service provider that can do the job to your satisfaction and within your budget.
Aluminum powder coating pricing varies depending on the size and difficulty of the coating project, the coating material, surface preparation needed, and the quantity of work done. Most often, prices depend on the surface area and average between $1 and $5 per square foot for routine work in sheet metal fabrication. However, specialty finishes like metallic or textured coatings tend to be more expensive and can reach up to $6 per square foot or above.
The amount of material being worked on also significantly affects cost because high-grade powder coatings that offer impressive durability and UV resistance always cost more. In addition, considerable surface preparation such as sandblasting or chemical cleaning for oxide layer removal can cost anywhere from $25 to $100 an hour. With more complex and time-intensive pieces needing more detailed work, labor costs can also become a deciding factor in the final custom pricing.
Both bulk requirements and large orders are more economical considering the application of volume-based discounts. On the other hand, smaller or more customized tasks are subject to minimum service fees which typically range between \$50 and \$150. Taking into account the durability and maintenance, powder coating proves to be more economical over an extended period than other finishing methods, since there is a reduction in the repainting or touch-up frequency needed. These factors will help you accurately estimate the costs of a project while ensuring that the investment meets quality and budget constraints.

A: Keystone coating involves a specialized procedure for coating aluminum powder that guarantees maximum bonding and strength adhesion. Cleaning and etching the surface aluminum along with the application of a high-quality powder coat are steps of surface preparation. This provides a protective finish that is corrosion-resistant and improves the overall look and longevity of the aluminum.
A: The process of aluminum powder coating begins with several steps: First, cleaning off the surface of aluminum to get rid of contaminants. Next, improve adherence by applying phosphate solution. Use an electrostatic gun to spray the coating to the surface of the part, and finally, bake the coated aluminum in an oven that is set to 400 degrees fahrenheit to ensure the coating has a tough even finish.
A: Surface preparation is vital in this case because it ensures the powder coat bonds properly to the aluminum. A surface that is free of oils, dirt, and oxidation offers better bonding with the coating and the bare metal. This professional-grade oven baking or blasting or chemical cleaning prep work improves the appearance and durability of the coat which is essential for getting professional results.
A: The most suitable types are the alloys that do not have a high content of silicon such as the 6061 or 6063. These alloys are readily used in sheet metal machining and fabrication with CNC machines. They have great surface finish quality and are the best to undergo powder coating. However, with sufficient technique and preparation most aluminum alloys are able to undergo powder coating.
A: To prepare your aluminum for powder coating, follow these recommendations: Start with degreasing the surface utilizing a solvent cleaner. Take an etching process designed specifically for aluminum to get rid of the aluminum oxide. Rinse it with clean water, and wipe the surface until it’s dry. Last but not least, do not use your naked hands to touch the clean surfaces. Seek the assistance of a professional powder coating service if you are unsure to make certain proper cleaning approaches are implemented.
A: To do aluminum powder coating by yourself, you will need an electrostatic powder coating gun, an oven that can accommodate the parts you are using for coating, a compressor for the gun, several pre-treatment chemicals, and personal safety gear. In addition, you must provide adequate exhaust and a suitable working area for the job. Although an individual can perform the coating at home, it is usually more economical to have a professional service perform it, especially for large or complicated casts when they tend to have custom options.
A: Most likely, over any other method of finishing aluminum, powder coating is more popular because its color selection is wider, and it is more durable and environmentally friendly. While wet painted surfaces are prone to chipping and fading, powder-coated surfaces resist these as well as to wearing more. Moreover, it produces a thicker coating at once. Most likely anodizing can impart good corrosion-resistant properties, but powder coating is more useful for several outdoor applications where aesthetic appeal is important because of its richer color selection. Also, unlike many liquid paints, the powder coating process is more ecologically friendly.
A: The American Architectural Manufacturers Association (AAMA) has established standards for aluminum powder coating, specifically AAMA 2604 and 2605. These standards have performance provisions for coated aluminum that include but are not limited to, weathering, discoloration, corrosion resistance, and color retention. Compliance with these standards guarantees effective architectural finishes and best applies to long-term structural elements. It is vital to engage with the coating service experts in the powder coating field who work in compliance with those standards.
1. Revision of 1: Using Powder Coating in Healthcare Applications For Aluminum Containers
Summary:
Key Findings:
2. Assessment of Barrier Properties and Powder Coating Adhesion on Aluminum Surface Concerning Corrosion Protection Evaluation Through Electrochemical Impedance Spectroscopy
Summary:
Key Findings:
3. The Optimization of the Dry Film Thickness of Powder Coating on Mild Steel (SPCC-SD) Using Process Parameters
Overview:
Significant Outcomes:
5. Abrasive
6. Coating

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →