

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Knowing the benefits and defining features of powder coating and anodizing surfaces is equally important as choosing the right finish for your project. Each finish has distinguishing pros, making it most suitable for different materials and applications. This article will help you review and analyze the two most common finishes by discussing in detail how they work, their effectiveness, use, and design flexibility. Their strength, ecological effect, and economic impact will provide valuable information on effectively meeting your objectives. It does not matter if you work in manufacturing or are just looking for guidance for your next DIY project—this article will help you understand it all.

Applying dry powdered paint onto an aluminum surface is known as the powder coating process. The surface is thoroughly cleaned beforehand using chemical treatments or blasting techniques to ensure it can firmly hold the coat. After surface preparation, the powder coat is charged and sprayed onto the aluminum piece. Then, to melt the powdered coating and let it fuse onto the substratum, a curing oven is used to heat the coated aluminum. Due to the highly robust fused layer formed, the coated piece gains resistance against corrosion, abrasion, and ultraviolet radiation. Such desirable features make powder coating very popular for industrial and artistic purposes.
To comprehend the intricacies of powder coating, one must logically separate the process into meaningful phases with associated engineering metrics.
Surface details and cleaning techniques: Specialized cleaning procedures usually involve aluminum or steel substrates. These chemical or mechanical cleaning steps involve degreasing, acid etching, or abrasive blast cleaning. The goal is to ensure a clean surface devoid of contaminants, thus improving the adhesion of the powder coating.
Application of the Powder: The powder coating, usually a blend of polyester, epoxy, and other hybrids, is applied to the prepared surface. This type of coating is powdered, and its particles are electrostatically charged at about 60-100 kV. The particles are propelled onto what is considered to be the substrate. The substrate (or what is considered unheated to be grounded) is charged to have a charge opposite to the powder particles. The powder particles cling to the surface of the substrate uniformly.
Curing Process: The coated part is routinely moved to a curing oven and subjected to specific temperature and time conditions, depending on the powder type. Usually, it takes between 10 and 20 minutes at 350 to 400 Fahrenheit, or 175 to 200 Celsius, to melt the powder. The powder will flow and chemically bond to itself and the coaster’s surface, creating a smooth and durable finish.
This method can achieve a remarkable substrate coating that resists chipping, corrosion, abrasion, and color loss due to ultraviolet radiation. Powder coating is an ideal technique for attaining stunning results that last a lifetime.
Durability: Unlike traditional methods, powder-coated aluminum is made more durable by chipping, scratching, tearing, and corroding. The improved finish guarantees the part’s extended life cycle and is best suited for surface protection when subjected to harsh weather, chemicals, and even ultraviolet rays.
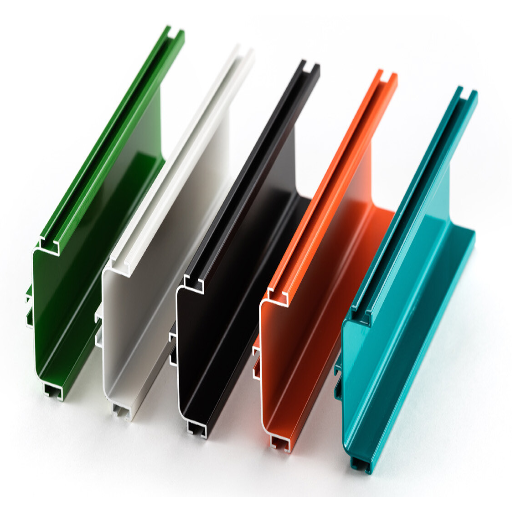
Aesthetic Appeal: This coating gives aluminum objects a smooth surface, logically enabling them to be used for purposes where their appearance is essential. It is supplied in virtually any color and texture, as well as shimmering and matte finishes.
Environmental Benefits: Compared to liquid paints, powder coating is one of the environmentally friendliest VOC emitting options. Besides, waste is significantly minimized because overspray is easily collected and reused.
Low Maintenance: As well as being durable, the ease of cleaning surfaces made from powder-covered aluminum makes this material exceptionally cost-effective in the long run.
Technical Properties
Coating Thickness: Optimal working performance is when the coating thickness is 2 to 5 mils (50-125 microns).
Adhesion Strength (ASTM D3359): Coating to aluminum surface adhesion is rated at 4B-5B, guaranteeing perfect bonding between the coating and surface.
Hardness (ASTM D3363): Impacted physically resistance pencil hardness rating of H to 2H.
UV Resistance (ASTM G154): Most fading is minimal after 1 thousand hours of testing.
Versatility: Furniture, automotive, appliances, and even architectural elements are all functional and visually appealing when a powder coating is applied to them.
Aluminum is a popular choice among many industries because it is strong, durable, has endless aesthetic possibilities, and is eco-friendly when combined with powder coating.
I think powder coating has numerous advantages and benefits, but there are also cons. One notable con is upfront cost because an application requires specialized equipment and skill. Additionally, uniformly coating complex shapes or fragile layers is difficult. In some cases, this can lead to uneven finishes. The curing process is yet another issue. It requires high temperatures, around 300°F to 400°F (150°C to 200°C), which is not suitable for materials sensitive to heat.
Powder-coating surfaces must also be meticulously prepared for the coating to adhere. This can include cleaning, degreasing, and sandblasting. Without this preparation, the coating may peel or flake after some time. Additionally, if the surface requires repair, it is more difficult to touch up powder-coated surfaces than those painted with traditional liquid paints.
In addition, there are limitations in color matching and ultra-high gloss levels, which may not be appropriate for projects needing stringent aesthetic standards. Even with these reasons, powder coating, when used properly, is still a vigorous and clean eco-friendly finishing solution.
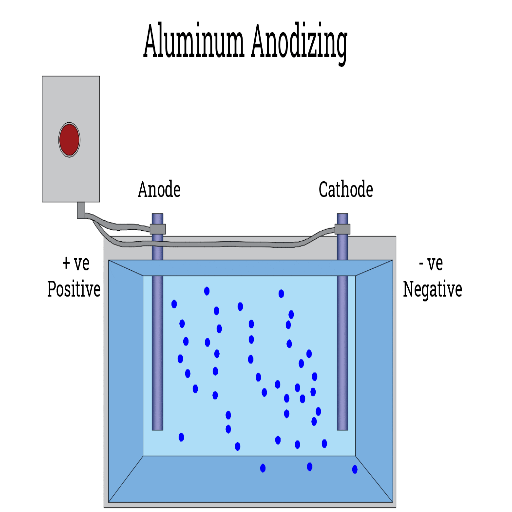
The anodizing process relates to the electrochemical enhancement of the natural oxide layer of the metal surface, usually aluminum. It consists of putting the metal into an electrolytic solution and applying current to achieve a long-lasting, corrosion-resistant, aesthetic finish. Anodized coatings are achieved by depositing anodized metals, making them integral to the metal, and preventing peeling or chipping. The anodizing process also provides a means for dyeing surfaces with different colors, although they are less in range than coating techniques. Further, anodized coatings are electrically and thermally insulated, which is needed in highly performing durable productions.
Anodization is a term that refers to plating through oxidation. This means aluminum is submerged in an electrolyte solution that usually contains sulfuric acid. In the anodizing process, a current is passed through the solution, resulting in a layer of controlled oxide being deposited on the surface of the metal. The surface layer is durable, and parts decorated with it resist corrosion. As in any other anodizing process, first, the metal undergoes cleaning to remove impurities. Then, the metal is submerged in sulfuric acid. Once submerged, an electric current is passed through the electrolyte solution. This causes oxygen ions to bond onto the surface, forming an oxide layer.
Key Technical Parameters:
Material—Aluminum is the most well–known metal. Although less popular, ionic and anodized metals like titanium or magnesium exist.
Electrolyte – Most common and well understood is sulfuric acid, however for some applications, phosphoric or chromic may suffice.
Voltage – As with many processes, this depends on the desired layer thickness. Typically, sulfuric acid anodizing will vary from 10 to 20 volts.
Temperature—The process is usually stable when the electrolyte temperature is maintained between 32F and 70F (0C and 20C).
Processing time – Target thickness determines this parameter, usually between 15 and 60 minutes.
Layer thickness – Type I anodizing yields a thickness of 0.0001, and Type III produces 0.001 inches, otherwise known as hard anodizing.
This procedure guarantees better characteristics, such as the capacity for wear resistance, coloring, and sealing, to the oxide layer, which adds protective measures and furthers the oxidation layer.
Industries often favor anodized aluminum because of its broad spectrum of benefits. Primarily, it can resist corrosion, which safeguards the base material from damage during extreme cases. In addition, the anodized layer is embedded and challenging, which means that it can withstand due to scratching, chipping, and cracking. Furthermore, anodized aluminum improves wear resistance in parts where type III hard anodizing is utilized with layer thicknesses up to 0.001 inches (25 microns).
Anodized aluminum can be colored and customized, providing aesthetic appeal because the porous oxide layer can be dyed with numerous colors before sealing. Moreover, the process is friendly to nature since it employs nontoxic materials. It results in a lightweight product with high thermal conductivity, perfect for heat dissipation in electronic components. With these attributes supported by accurate technological parameters, anodized aluminum is an ideal solution for various applications’ function and visual needs.
There are many benefits of anodized aluminum, but there are also some drawbacks that must be acknowledged. The coating, for example, is relatively thin and can be susceptible to damage from sharp blows or abrasive forces, particularly in high-wear areas. In addition, anodized surfaces are less durable than potent alkaline substances and can corrode or get damaged under such conditions. One crucial technical parameter is the typical coating depth, which varies from 5 to 25 microns for different applications. Moreover, whereas anodizing increases resistance to corrosion, continued exposure to harsh environments, like saltwater, will still result in some degree of gradual damage. Finally, the method presented can also be quite energy-consuming, which can sometimes reduce its overall sustainability.
Consider your functional and aesthetic requirements when choosing the right finish for custom aluminum extrusions. Anodizing is typically the choice for projects that need further corrosion resistance due to its strength and polished look. For projects that are more focused on saving money and energy, powder coating is an environmentally friendly solution. It is also more versatile in terms of color options. Mechanical processes such as brushing and buffing help give the material a more appealing look for those projects that require it to be more polished. Environmental factors, target budget, and purpose of the product should always be considered to make the best decision where design and performance meet.
Durability Requirements
Evaluate the finish’s effectiveness against mechanical wear, corrosive substances, and environmental conditions, including ultraviolet radiation, humidity, and extreme temperature ranges.
Technical Parameter Examples: Coating hardness was determined through pencil tests, and salt spray resistance was measured in hours of exposure pre-corrosion.
Aesthetic Preferences
Consider whether the finish meets your expectations regarding look (matte, glossy, textured) and color and if it allows the material under it to be seen.
Technical Parameter Examples: Gloss measured in gloss units, variation from the expected color (Delta E value ≤ 2).
Application Environment
Recognize the issues posed by the operating environment, such as exposure to chemicals or other abrasive conditions. Then, select finishes that can withstand these specific stresses.
Technical Parameter Examples include resistance to chemicals (ASTM D1308) and abrasion or wear resistance (Taber wear index).
Budget and Lifecycle Costs
Balance the initial investment with the value gained over time, such as maintenance and replacement expenses. It is common to powder coat or apply anodized finishes for cost efficiency over time.
Technical Parameter Examples: Cost per square foot, anticipated lifespan under regular use.
Environmental Impact
Determine which finishes to select based on environmental restrictions, such as low VOC emissions and recyclable materials.
Technical Parameter Examples: VOC content (grams per liter) and LEED or REACH certification compliance.
In assessing these considerations, you will find feasible ways to achieve the project’s aesthetic and technical finish requirements while remaining practical and environmentally friendly.
Understanding the relationship between these two components is critical in evaluating a material’s durability and corrosion resistance.
Durability
Durability is a material’s capacity to endure abrasion, pressure, or damage over time. Abrasive, impact, and fatigue forces are all components of mechanical resistance. Durability is affected by the material’s hardness, strength, and even its composition.
Technical Parameters: Fatigue limit (MPa), hardness (Vickers or Brinell scale), and tensile strength (MPa).
Corrosion Resistance
Corrosion resistance is a material’s ability to sustain weathering by oxidization or reaction with water, salt, or chemicals. This characteristic is beneficial when looking for materials in harsh operating environments, including marine and industrial ones. Corrosion resistance can be augmented through material treatments such as coatings or alloying.
Technical Parameters: PREN (pitting resistance equivalent number), duration of the salt spray test (hours), and corrosion rate (mm/year).
Key Comparison Factors:
Environmental Suitability: Durable materials are more suitable for high-stress environments, while corrosion-resistant ones excel in wet and chemically aggressive environments.
Lifespan: Corrosion resistance improves the lifespan of performance in aggressive environments, while durable materials aid with physical degradation.
Material Selection: 316-grade stainless steel alloys are very durable and provide extensive protection against corrosion. Aluminum alloys are lightweight and protect against corrosion but are less durable than stainless steel.
Comprehending these features will provide guidance and precise technical parameters when there are mechanical, environmental, and other challenges.
When applying a budget and assessing cost implications, I always look to strike an equilibrium between performance and cost. 316-grade stainless steel is one of the sturdiest and most corrosion-resistant materials; therefore, it is initially expensive. However, it is ideal for harsher environments and will be more reliable in the long term. On the other hand, aluminum alloys are lighter and more affordable, making them appropriate for transportation or aerospace applications. Such industries need extremely lightweight metals, although they require durability, too, and they are just not on par with stainless steel alloys. Other technical parameters influencing costs are how strong and weak the metal is and how much it can corrode. 316-grade stainless steel is known for being corroded very little in environments with high chloride levels and has a tensile strength of 515 MPa. Also, aluminum alloys like 6061-T6 have a tensile strength of 310 MPa, which is lesser but does have good resistance to exterior exposure—focusing on such specifications guarantees meeting both performance and financial needs.

You can apply powder coating on anodized aluminum, but only after prepping it to improve the chances for good adhesion. Protective coatings created with anodizing may work against an applied coating, but some light surface sanding can increase the chances of the powder coat adhering. Contaminants on the surface of the aluminum also need to be cleaned thoroughly. Combining anodized aluminum and powder coating provides the beauty of a protective cover with the durability of anodizing, making it better in every way for performing and looking good.
Options Aesthetic Drastic Improvements
Any design can easily be implemented since masquerade covers many unique looks, finishes, and textures.
Drastic Improvement of Corrosion Resistance
When the anodized layer and the powder are combined, they staggeringly multiply protection from corrosion, especially in harsh weather conditions.
Flexibility and Durability
As there is an added layer of the powder coating, which resists impacts and additional scratches and chipping, the strength of the anodized aluminum is surpassed.
Protection against Weather and UV
The protective powder coating can withstand prolonged duration in the sun without the risks of fading or chalking, thus increasing the longevity of outdoor use.
Things to Consider for the Technical Side
Cleaning Surface: It is best left 180-220 grit sanded down for optimal powder adhesion.
Curing Temperature: Depending on the specific type of powder, a curing temperature of 350 – 400 °F (177 – 204 °C) is appropriate.
Coating Thickness: A detail-oriented powder coat should be applied at a thickness of 2-4 mils (50-100 microns) to maintain durability.
Surface Preparation
Initially, I either decrease or clean the surface using a chemical cleaner, thoroughly removing dirt and grease. Then, I use 180-220 grit sandpaper to dry the surface. This enables me to create a surface profile that maximizes the mechanical bond of the coating to the substrate.
Pretreatment
Pre-treatment steps such as chromate conversion or non-chromate sealer application to improve corrosion resistance are done before powder coating. The surface with anodizing is etched and anodically oxidized in an acid bath.
Application of Coating
An electrostatic spray gun is used to apply a powder coating and is done in a manner that guarantees no less than 2-4 mils(50-100 microns) on all product surfaces.
Anodizing involves immersing the aluminum in an electrolyte solution of sulfuric acid and passing an electric current to create the oxide layer.
Curing or Sealing
During curing for powder coating, the coated aluminum is placed into a curing oven where 350-400 degrees Fahrenheit(177-204 degrees celcius) must be maintained for the specific powder to guarantee the most durability.
To seal the anodized layer, hot deionized water immersion or nickel acetate application prevents it from being porous, guaranteeing longevity and color retention.
Inspection and Finishing
In the final step, I review the finished aluminum for defects and ensure the coating thickness is within range. If necessary, I will do any final touches on polishing or enhancing the surface to make it aesthetically appealing.

While both anodizing and powder coating are methods used to finish the aluminum surface, they contrast significantly in techniques, presentation, and results. Anodizing accomplishes an oxide layer that is fine and hardy and is primarily used to improve anodic corrosion. It is perfect for use cases with a metallic finish because it is lightweight and green. Powder coating includes spraying a layer of dry-colored powder on the surface and curing it to form a thicker, smoother layer. This method makes achieving extravagant colors and finishes easier and has excellent chipping and scratching durability. While anodizing enables the best preservation of the natural grain of aluminum, powder coating offers more for decorative use.
Anodizing forms a highly durable yet thin oxide layer, which is integrated into the aluminum surface and is transparent, which makes the natural metallic texture of aluminum visible and is typically 5 to 25 microns in thickness, depending on the application. In addition to superb anodic corrosion resistance and wear resistance, this oxide layer provides excellent protection from the environment. Anodized surfaces are non-conductive and porous, which means they can be dyed to specific colors. However, compared to powder coating, the range of colors is more limited.
Conversely, powder coating thickens and forms a uniform layer of 50 to 100 microns thick. Its surface finish can be smooth and customized for matte, gloss, textured, and metallic finishes. In addition, everyone can modify and finalize the coating’s surface finishing style. This coating method is exceptional in resisting chipping, scratching, and fading, thus making it ideal where bright, vibrant aesthetics or more excellent mechanical durability is needed. Unlike anodizing, it conceals the natural texture of the base metal as it completely submerges it. Both approaches have unique benefits, and the decision is often a matter of the functional and visual needs of the assignment.
Regarding durability, both anodizing and powder coating possess their respective strengths. Their effectiveness, however, relies heavily on the application and environmental context. Anodizing improves aluminum’s corrosion resistance and hardness by developing its natural oxide layer. Anodized surfaces are often incredibly tough, with a hardness level between 400 to 600 Vickers Hardness (HV), and are resistant to abrasions in industrial or marine environments. Unfortunately, its defense layer tends to be thin, reaching only 5 to 25 microns. This makes it more prone to physical damage when compared to powder coating.
On the other hand, powder coating offers added protection for a surface of around 50 to 100 microns, making it particularly useful for resisting mechanical impacts like chipping, scratching, or denting. Moreover, UV and weather resistance is also high for powder coating, especially with UV-stabilized compounds, which ensures a lack of color fading over time. However, If the surface gets breached, the coating will lack the self-healing properties of anodized surfaces, making corrosion protection impossible.
Anodizing tends to be the better choice for applications that require excellent wear resistance and longevity in high-stress environments. However, powder coating is more appropriate for applications requiring high-impact resistance and greater aesthetic flexibility. In either case, the final choice hinges upon balancing technical parameters such as layer thickness, abrasion hardness, and environmental exposure.
The environmental and safety considerations associated with anodizing and powder coating have unique influences. In contrast to powder coating, anodizing is more environmentally sustainable since it does not release volatile organic compounds (VOCs), and its waste in the form of non-toxic sludge towards electrolytic processes is relatively minimal. However, this technique requires considerable energy, especially for processes that utilize higher voltage, which subsequently increases the overall costs.
VOCs are also not released during powder coating processes since they are carried out using a dry, solvent-free method. In addition, overspray can be recycled, further minimizing waste. On the other hand, specific powder formulations contain some toxic chemicals. Thus, proper ventilation is required, and PPE (personal protective equipment) is also vital in ensuring workers’ safety during application.
Outline of key technical details for consideration:
VOCs: Anodizing (0), Powder Coating (0 during application).
Energy Use: Higher for anodizing due to electrolytic processing.
Resin Type and Chemical Content (powder coating): Low toxicity under standard formulations.
Meeting the project’s goals while adhering to the washes and safety measures also determines the choice in need.
Leading CNC Metal Machining Provider in China
A: Powder coating and anodizing are two popular finishing methods for aluminum. Powder coating is a dry finishing process where a powder is electrostatically charged and sprayed onto the aluminum surface, then cured with heat. Anodizing is an electrochemical process that creates a protective oxide coating that becomes part of the aluminum. Powder coating offers a broader range of colors and textures, while anodizing enhances the natural appearance of aluminum and provides excellent durability.
A: Powder coating offers several advantages for aluminum products. It allows for a wide range of colors and finishes, provides excellent durability and corrosion resistance, and is environmentally friendly. Powder coating is also more resistant to chipping and scratching compared to anodizing. Additionally, powder coating can be applied to various shapes and sizes of aluminum extrusions, making it versatile for different applications.
A: Consider powder coating for your aluminum part when you need a wide range of color options, require a thicker and more durable finish, or have complex shapes that might be challenging to anodize. Powder coating is also a great choice when you need to match specific colors for branding purposes or when the aluminum product will be exposed to harsh environments that require superior corrosion resistance.
A: Aluminum anodizing offers several benefits, including excellent wear resistance, corrosion protection, and a natural metallic appearance. The anodizing process creates a more rigid surface than the base aluminum, making it ideal for products that require durability. Anodizing is also lightweight, as it doesn’t add significant thickness to the aluminum part. It’s an excellent choice for products that maintain electrical insulation properties or require a more subtle, metallic finish.
A: Both powder-coated and anodized aluminum offer excellent durability but excel in different areas. Powder coating provides superior chipping, scratching, and fading resistance, making it ideal for outdoor applications or high-traffic areas. On the other hand, anodizing creates a more rigid surface that is more resistant to wear and abrasion. Anodized aluminum also appears better in harsh environments, as the oxide coating is part of the aluminum itself and won’t peel or flake off.
A: Aluminum extrusions used in bending applications can be powder-coated or anodized. However, the choice between the two may depend on the severity of the bending and the desired finish. Powder coating is generally more flexible and can better withstand bending without cracking or chipping. Anodizing, which is part of the aluminum itself, can also handle bending but may show slight discoloration or crazing in areas of severe deformation. It’s essential to consult with a finishing expert to make the right choice based on your specific bending requirements.
A: To make the right choice between anodizing and powder coating for your aluminum product, consider the following factors: 1) Appearance requirements (metallic look vs. wide color range), 2) Environmental exposure (UV resistance, chemical resistance), 3) Durability needs (abrasion resistance, impact resistance), 4) Electrical properties (insulation vs. conductivity), 5) Cost considerations, and 6) Production volume. Evaluate these factors in relation to your specific product requirements and consult with finishing experts to determine the best option for your application.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →