

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
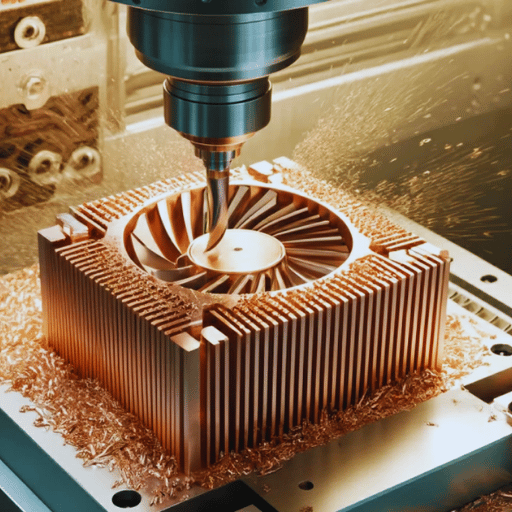
Copper’s high ductility and tendency to produce long, stringy chips demand carefully tuned speeds and feeds – get them wrong and you will fight built-up edges, poor finishes, and rapid tool wear. This guide details the optimal cutting parameters for CNC machining copper and its common alloys, from pure C110 to free-machining C360 brass. For a complete overview of copper CNC machining, including tolerances and design tips, see our copper CNC machining guide.
Utilizing these vital techniques, CNC machining processes efficiently work while maintaining the quality and integrity of copper components.
Copper alloys are formed by combining copper with other metals like zinc, tin, or nickel, improving some properties. They have some excellent features, such as perfect thermal and electrical conductivity, resistance to corrosion, and muscular mechanical strength. Copper alloys are classified into major categories: Brass (copper and zinc), Bronze (copper and tin), and cupronickel (copper and nickel). They are used in different ways. For example, brass is used mainly in decorative items and fittings because it can be easily shaped. Bronze is best suited for applications where durability and resistance to wear are needed. When understood, these alloys have different features, which can help inform the user to select the right alloy for the required industrial engineering application.
The selection of a cutting tool for copper is complicated by copper’s softness and high ductility, which requires the use of proper cutting tools specialized for clean, precise cuts. Copper machining often utilizes high-speed steel (HSS) cutters and carbide-tipped tools due to their ability to withstand wear. Tools with positive rake angles also help to reduce friction and avoid tool wear. Moreover, using proper cutting fluids reduces heat accumulation and improves surface finish. Overall, there is a balanced amount of efficiency and precision with adequate tool selection and application for the copper workpiece.
Choosing the correct cutting speed is essential to obtain a better surface finish on copper. This is the same for most workpieces, as cutting speed directly affects the amount of heat made and removed, affecting the surface finish. For example, slower speeds generate less heat and can help stave off material or tool deformation, but if cutting speeds are too low, more rough cuts may result. It is advisable to use moderate cutting speeds when beginning. Usually, this is around 200-300 SFM for the feet per minute; that range should subsequently vary depending on the material and the environmental conditions used. Closely observing the system and making small changes eventually permit great ends.
To derive the proper feed rate to machine copper, the following formula can be used:
Feed Rate (IPM) = RPM × Number of Flutes × Chip Load per Tooth
Always consult the manufacturer for the correct chip load values. Gradually change the feed rate to achieve the desired surface finish quality and productivity.
The choice of tool material significantly impacts the performance of machining operations, tool life, and the surface finish obtained. Rugged and low-cost HSS tools are favored for slower cutting speeds and a range of cutting operations. Carbide tools with high hardness and moderate temperature resistance are used for higher speeds and increased wear resistance cutting. Stiff materials can be machined with ceramic and cubic boron nitride (CBN) tools, but these require specific conditions to avoid brittleness. An ideal tool material must be chosen for the particular workpiece material, tooling speed, and surface roughness, guaranteeing effectiveness and low costs.
When copper is machined, the purpose of coolant is to mitigate tool wear, enhance surface finish, and limit heat generation within the machined workpiece. Channeling excess heat away is important since copper has excellent thermal conductivity and can cause buildup during machining. If unregulated, overheating can lead to permanent deformation of the workpiece. The heat is dissipated, enabling the workpiece to retain its dimensional accuracy. In these situations, a coolant is beneficial. Moreover, it facilitates chip ovulation and, with appropriate lubricant, assists the tool, preventing it from failing. The correct type and method of implementation of the coolant used ensures reproducible machining and longevity of the tool.
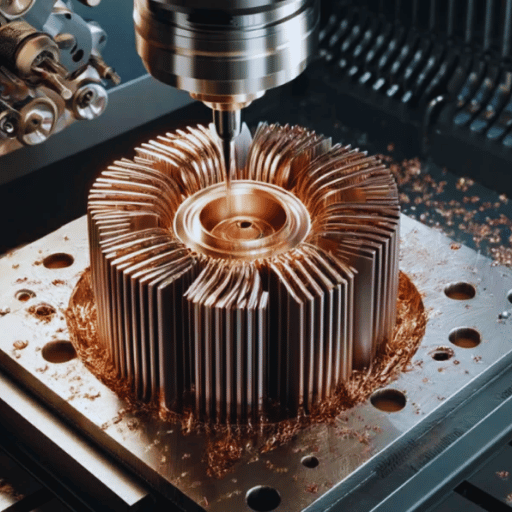
Due to copper’s softness and high thermal conductivity, milling copper requires specific tools. Carbide tools are preferable because of their strength and wear resistance during operation. For heat generation reduction and anti-smearing, the best results are attained at lower cutting speeds and moderate feed rates. High–rake–angle sharp tools are perfect for cleaning cuts and surface precision operations. A sufficient supply of coolant or lubricant is critical for heat control, and removing chips protects the workpiece and guarantees the tools’ service life.
Even though tool wear is part of CNC milling, it must be managed to maintain high precision and minimize production downtimes. Studies show that cuts are worn down by abrasion, adhesion, and high thermal use. Operators ought to ensure that appropriate tooling materials, such as coated carbide or ceramic tools, are used for the specific operation to minimize wear resistance issues. Coatings of titanium or aluminum titanium nitride (TiN or AlTiN) improve the hardness and heat-dissipation ability of the tools.
Adjusting the cutting parameters is essential in increasing the lifespan of tools. Decreasing cutting speeds while optimizing feed rates lowers thermal and mechanical stress during operations. For example, empirical data suggests that decreasing the cutting speed by an estimated 10-20% greatly reduces the tool wear rate and subsequent breakdown. Further, the use of advanced coolant systems aids in the prevention of chip pans and chipping edges, which are both crucial mechanisms in controlling heat nefarious edge construction and built-up edge (BUE).
Incorporating predictive maintenance techniques is also an excellent method of monitoring the deterioration of tools while performing copper machining services. New generation CNC machines fitted with sensors for vibration, cutting force, and tool temperature measurement can provide precise indications of changes in tool condition during a real-time machining operation. In this way, operators can replace or sharpen tools before catastrophic events happen, leading to maintained workpiece quality and reduced expensive unplanned downtimes.
With technology, milling operations can adopt these strategies, making them more productive and maintaining the overall quality of output and the tool’s performance. Further improvements in tool material science and CNC technology are increasing the effectiveness of controlling and mitigating tool wear, making the production processes more sustainable.

When machining copper with CNC technology, one must account for the tools’ life and wear. The intricacies of copper machining make tools wear rapidly because copper is a soft material with excellent thermal conductivity. Consequently, what is necessary is the use of tools made from materials with high hardness and wear resistance, such as carbide or tools with diamond coatings. Cutting feeds and speeds, and cooling can also be controlled on the tool to lessen heat and friction on the tool and spindle. Tools must also be checked periodically for wear and tear to avoid issues with the quality of the final product and downtime for maintenance.
As copper is exposed to the atmosphere, it is capable of developing a protective oxide layer that prevents further oxidation and degradation. This copper property makes it highly durable in most environments, which is extremely important for heat exchangers. Nonetheless, copper may fail to resist corrosion in highly acidic or saline conditions. To overcome this problem, copper components can be given protective coatings like lacquers or other special chemicals to enhance durability. Damaging agents can be minimized by selecting the correct grade of copper to ensure ferrous materials perform and last for their intended purpose.
Maintaining consistent surface finishes is of utmost importance in manufacturing technology as it affects not only the functional aspects like fit and assembly of a component but also the cosmetic aspects on surfaces of copper components. Differences in surface finish can cause challenges regarding fit and reduce efficiency or even the product’s lifespan. Techniques used for maintaining consistency in surface finishes are multifaceted.
One of the main activities is carefully controlling surface machining parameters such as feed rate, cutting speed, and tool type. Studies show that combining these factors will result in consistently smooth surface finishes with decreased irregularities (i.e., The surface roughness can be significantly reduced). For example, studies show that using proper parameters while using coated cutting tools can reduce surface roughness by over 40% and make the product more reliable.
Among the factors above, material characteristics like hardness and thermal conduction are also significant. Softer materials have finer finishes, and more rigid materials require accurate tooling to avoid minimal roughness. Also, periodic measuring with a stethoscope, an advanced monitoring tool, helps one stay within surface roughness limits (like keeping the Ra value within ±0.02 μm for key parts) and not surpass them.
Moreover, external factors like vibration intensities and the mechanical reliability of tools need to be regulated to avoid changes in surface quality. Employing damping technologies and building adequately balanced machining systems can greatly reduce surface deviations. These techniques allow for maintaining a constant and repeatable surface quality, a prerequisite for high-quality production.

When choosing between pure copper and its alloys for use in CNC machining, the decision will be driven by the needs of the given application. Pure copper has excellent thermal and electrical conductivity, making it suitable for electronics and systems components for heat transfer. All this is true; however, when machined, copper is softer and undergoes more deformation, which can constrain its application in parts requiring more strength or durability.
Copper alloys, particularly bronze or brass, present improved mechanical characteristics, notably higher strength, more excellent wear resistance, and good machinability. Such alloys perform better in applications requiring a certain level of stress. In any case, the final choice should consider parameters such as conductivity, the working environment, machinability, and level of effectiveness and cost.
Copper 101 and oxygen-free copper (OFC) will work wonderfully for your particular machining needs. Copper 101, or electrolytic tough pitch (ETP) copper, is of enormous value due to its superb thermal and electrical conductivity. Still, it may not be suitable across the board mainly due to its ease of oxidation, which makes it unsuitable for applications requiring a specific grade of corrosion resistance. Oxygen-free copper retails to be less superior but offers much more corrosion resistance, which is helpful when dealing with high vacuum or oxygen-sensitive devices. I recommend you closely examine performance requirements and operational conditions before selecting the materials for your project.
A: When CNC machining copper, use carbide tools and sharpened equipment while regulating optimal speed and feed settings for prolonged CNC milling and turning. Copper’s thermal and electrical conductivity makes it useful for various projects. Premature planning of the machining process ensures high-grade machined copper parts are created.
A: When creating tools for use, it is essential to design the right one for the ergonomic task. Monel drills and excessive speed tools at the top are often suggested for boring into copper because of the ductility and toughness of copper’s metals. Tools such as these hardness demands copper and machining procedures.
A: Compared to other common copper grades, beryllium copper is preferred in copper machines as it is somewhat easier to use due to its toughness, hardness, and strength. Not only is it easy to machine, but it also possesses many useful properties.
A: Beryllium copper is rather easy to work with, but other types of copper may need more care. In Toronto, Canada, CNC machines understand the importance of speed and feed as they play critical roles in gnawing copper SL400. Sure, going through adjusting helps manage the heat efficiently.
A: The great ductility of copper can result in workpiece distortion and the generation of burrs. Adhering to the appropriate copper grade and employing suitable machining techniques helps curb these issues.
A: To reduce friction when tapping copper, use a high-speed steel tap, possibly with lubricant. A proper finishing technique is crucial for cleaning the threads of soft copper parts.
A: Yes, high-speed machining can be utilized in copper CNC machining, ensuring successful operations. However, the machining parameters must be carefully controlled due to copper’s high thermal and electrical conductivity.
A: Different copper grades have different hardness and machinability properties. Different copper grades are available, so using the correct grade for cnc turning is important due to possible tool wear and final part accuracy.
A: Copper milling has some problems, such as tool wear and heat due to the ductility of copper. These problems can be dealt with by using carbide tools and Bergstrom 18 with optimized speed and feed.
A: The strong electrical conductivity of electrolytic copper makes it beneficial for electrical use. This is particularly evident in CNC-turned parts with great conduction qualities.
1. Fuqiang Lai et al. (2023) – “Influence of Milling Processing Parameters on T2 Pure Copper Surface Roughness and Tool Cutting Forces”
2. Aklilu Getachew Tefera et al. (2023) – “Experimental investigation and optimization of cutting parameters during dry turning process of copper alloy.”
3. Omar Al Denali (2024) – “Modeling and Prediction of Surface Roughness in Ball End Milling of Oxygen-Free High Conductivity Copper Using Adaptive Neuro Fuzzy Inference System”

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →