

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
The term Hardcoat anodizing, also referred to as Type III anodizing, is a process that involves real-world applications. This differs from other forms of anodizing in that it uses an electrochemical method designed to increase the strength and resistance to wear and corrosion of the surface of aluminum components. In this guide, we explain in detail every important aspect of hardcoat anodizing, from its scientific reasoning to its actual application in various sectors. Suppose you want information on the process, its advantages, and possible applications in integrating color into hard-coat anodized aluminum. In that case, you will find it fully explained here. This guide has been created to help readers appreciate why, over the years, hard anodizing has become the definitive answer to managing the functional and visual attributes of aluminum parts.
Hardcoat anodizing is a more advanced and thicker form than regular anodizing. This process develops a denser, more resilient surface layer on aluminum parts with electrochemical oxidation in sulfuric acid electrolytes at lower temperatures. While anodizing mainly results in an oxide layer that is cosmetic or has minimal corrosion proofing, hardcoat anodizing is designed to provide optimal endurance, outstanding abrasion resistance, and protection from harsh environmental conditions. That makes it most suited to heavy industry and other intense use cases where performance and longevity are critical.
Many processes need to be followed for anodizing aluminum that directly affect the quality and characteristics of the oxide layer:
Electrolyte Composition: The most common anodizing electrolytes are sulfuric acid for standard, hardcoat anodizing, and chromic acid for other specific applications. For sulfuric acid, concentration commonly lies between 10-20% by weight.
Temperature:
During standard anodizing, electrolyte temperature is kept around 68°F to 75°F (20°C to 24°C).
The lower temperature is preferred for hardcoat anodizing, at around 28°F to 32°F (-2°C to 0°C) to promote hardness and thickness to the layer.
Voltage and Current Density: Typical parameters for standard anodizing are 12 to 18 volts of voltage and 10-20 amps per square foot (ASF) of current density.
Hardcoat anodizing may require up to 100 volts and a current density of 20-40 ASF to obtain a thicker and denser oxide layer.
Time:
Standard anodizing takes 15 to 30 minutes, and a coating thickness of 0.1 to 0.8 miles (2.5 to 20 microns) is expected within that timeframe.
Hardcoat anodizing takes longer, from 30 to 120 minutes, because it aims to achieve a thickness of 1-4 mils (25-100 microns).
Sealing:
Using boiling water or nickel acetate helps seal the pores of the oxide layer after anodizing, improving durability and corrosion resistance.
Changing these parameters can alter the anodizing process for aesthetic or functional purposes, ensuring its best possible use in different applications.
The Type II and Type III anodizing processes differ in thickness, abrasion resistance, and intended use. The table below summarizes the most relevant differences between the two methods:
Thickness
Type II anodizing is meant for decorative finishes and light corrosion protection; therefore, its coatings average between 0.2 and 1.0 mils (5-25 microns).
Like all types of hard anodizing, Type III anodizing has much greater coating thicknesses, averaging between 1.0 and 4.0 mils (25-100 microns) since the main aim is durability and resistance to wearing.
Current Density
Lower current densities, such as 10-20 ASF (Amps per Square Foot), are less aggressive and thus ideal for Type II anodizing.
Heavier duty applications require the application of thick, dense oxide layers, so Type III anodizing uses higher current densities, typically from 23 to 37 ASF.
Temperature
Type II anodizing is done at around temperatures of 70°F (21°C) in sulfuric acid baths.
Type III anodizing requires lower temperatures of 32-50°F (0-10°C) to facilitate the formation of more brutal and denser oxides.
Applications
Type II anodizing is appropriate for situations where visual appeal and essential protection from corrosion are needed, such as electronic devices or architectural parts.
Components like aerospace parts, industrial machinery, and military equipment, which require high wear resistance and structural integrity, are well suited for Type III anodizing.
Anodizing Type III also provides much better corrosion and abrasion resistance than Type II, making it suitable for harsh environments.
While Type II anodizing has moderate resistance, it is often sealed for better performance. Understanding this helps manufacturers choose the appropriate anodizing type based on their products’ functional and aesthetic needs.
Also known as Type III anodizing, hardcoat anodizing refers to an anodizing process that develops durable surfaces with excellent wear and corrosion resistance, heightened hardness, and protection to aluminum parts. In my view, it stands out above others for demanding processes. Below are the parameters that come into play:
Thickness: 0.001” to 0.004” (25 to 100 microns). The thickness can be controlled within tight limits to suit a particular application.
Hardness: 60 to 70 Rockwell C and of high-friction serviceability.
Abrasion Resistance: Excellent wear and resistive performance in heavy load and continuously abrasive environments.
Corrosion Resistance: More than 300 hours in salt spray (ASTM B117) test results, when sealed, provide excellent resistance under harsh conditions.
Color: The thicker oxide layer causes gray to black color depending on the alloy used and process variables.
Thermal Insulation: Good thermal resistance provides thermal insulation in heat-critical applications.
Dielectric Properties: Great electrical insulation is granted for use in electronics and aerospace.
Focusing on these traits, hardcoat anodizing is an effective technique to increase strength in extreme conditions. The alloy composition and intended service environment must be considered for best results.
Anodizing aluminum provides various advantages, such as increased strength, better resistance to corrosion, and superior wear resistance, which help in several applications. This process creates a tough protective oxide layer that prolongs the surfaces’ lifespan while reducing maintenance. Moreover, it provides good thermal and electrical insulation, which permits application in specialized fields such as aerospace, electronics, and automotive industries. The surface is also food—and medical-grade, as it is hygienic and non-toxic.
Due to the oxide coating, hard anodized surfaces have superior wear and corrosion resistance relative to untreated metals. This coating is much more durable than untreated metals and provides a stricter shield against mechanical wear and tear, scratches, and environmental elements such as moisture and salt. Corrosion resistance is further enhanced by effective sealing, which enables fewer harmful substances to penetrate the coating. For example, depending on the specific alloy and sealing process, anodized aluminum alloy surfaces can achieve as much as 3000 hours of corrosion resistance in salt spray tests. These factors combined make hard anodized materials ideal for severe and heavy use conditions in industrial and marine environments.
The surfaces of aluminum alloys that undergo hard anodizing are more brutal and durable, making them more applicable in demanding scenarios. The microhardness of the anodized layer is high and varies from 350 to 600 HV depending on the alloy and process parameters used. This hardened surface can endure wear and abrasion, ensuring performance maintenance even when subjected to mechanical stress and friction.
One critical technical parameter is the thickness of 25 – 150 microns, which is appropriate for industrial applications because of the strength provided by surface protection. This durable coating has excellent adhesion to the base material and a low friction coefficient, increasing its lifespan. The above attributes enable the use of hardened anodized parts in aerospace, automotive, and heavy machinery industries, where the parts are exposed to rigorous conditions and failure cannot be afforded.
Hardened anodized components are versatile because of their unique combination of properties. I can attest to their abundant application in the aerospace, automotive, and heavy machinery industries, where high durability, thermal resistance, and corrosion resistance are required. In aerospace, these components are essential because of their ability to perform under severe temperatures and stress. In automotive, they are used in the engine and brake systems for their wear-resistant properties. In heavy machinery, their durability in harsh operational environments makes them appealing.
Functional hard anodized coatings have a thickness of 25 to 150 microns, a hardness of 350 to 500 HV (Vickers scale), and a coefficient of friction of 0.1 to 0.4. These details guarantee the coatings’ sustained performance due to their high adhesion to the base material, justifying their importance in critical applications.
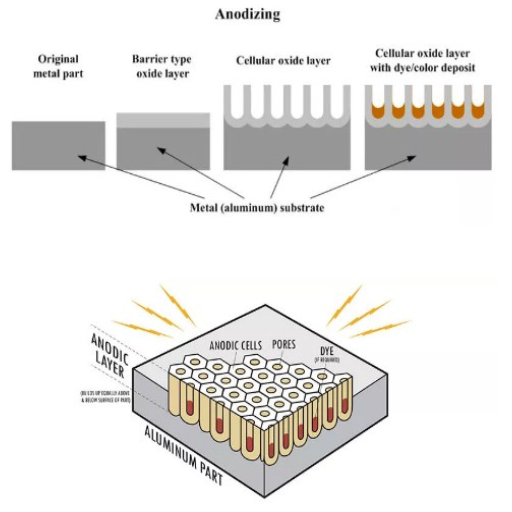
The challenging anodizing procedure is highly corrosion-resistant and contains several steps to achieve a well-protected surface. The first step is a meticulous cleaning of the aluminum substrate to get rid of any unwanted contaminants. The next step includes placing the metal part in an electrolytic solution. An electric current is passed through it. In this situation, sulfuric acid is used as the solution. As a result, the surface oxidizes and produces a complex and dense oxide layer. Every procedure requires precise control of the process, including temperature, current passing, and electrolyte type. The part can also undergo additional sealing steps to enhance oxidation resistance and general performance.
Surface Preparation of the Aluminum Workpiece
Cleaning: The workpiece made from aluminum receives a thorough wash to get rid of grease, dirt, and any possible residue. Alkaline or acidic solutions usually fulfill this purpose very well.
Deoxidation: This step employs a deoxidizing agent, which helps remove any oxide layer present naturally and guarantees consistency for anodizing.
Anodizing Setup
Selection of Electrolyte: The aluminum piece to be treated is placed under an electrolyte solution. Usually, sulfuric acid is employed with a 15-20% concentration.
Connection of Anode and Cathode: In this step, the aluminum piece becomes the positive electrode and is connected. A cathode electrode is connected, usually made from conductive material, and can be made of lead or stainless steel.
Application of Direct Current (DC)
Current Density: A current density of 12 to 30 amperes per square foot (ASF) is applied.
Voltage: Depending on the desired characteristics of the oxide layer, the voltage is slowly raised to 12 to 20 volts.
Temperature Control: The electrolyte solution temperature is controlled between 68°F and 72°F (20°C and 22°C) to promote reaction while avoiding overheating.
Oxide Layer Formation
Oxygen ions from the electrolyte react with the aluminum surface, producing thick, porous aluminum oxide. The thickness of the coating varies according to the time and intensity of the process.
Sealing the Oxide Layer
Hydration seals the anodized part by dipping it into deionized boiling water (approximately 212°F/100°C). The remainder of the aluminum oxide is changed into hydrated, non-porous aluminum oxide with improved corrosion resistance.
Alternative Methods (Optional): Chemical sealing solutions such as nickel acetate may be used instead for particular needs.
Each step of this process is crucial to achieve an anodized layer that is long-lasting and high-performing for its purpose.
The quality and thickness of anodized coatings relies on several critical criteria:
Electrolytic Compound: The kinds and ratios of the electrolytic compound have a marked influence on the anodization. Usually, Sulfuric acid is the most used electrolyte (15-20% weight ratio). Subsequent treatments involving acid may make pores larger but decrease coating hardness and durability.
Current Power: Applied power for current affects the coverage thickness. Surface coverage of this thickness:12-30 A/ft² (1.3-3.2A/dm²) is suggested, and lower coverage gives more uniform coatings, while higher coverage enables faster thickening of layers but increases chances of overheating.
Anodizing Voltage: Voltage will determine the initial oxide layer build-up stages. Usually, the electrolyte anodizing with sulfuric acid is within 12-18 volts except for more complex, thicker coatings such as Type III (hard anodizing), which use greater voltage.
Temperature of The Electrolyte: The electrolyte temperatures influence the rate of oxide growth and hardness of the coating. At lower code temperatures of around 32-50°F/ 0-10°C, helps the coating become denser and harder, and 68-72°F/20-22°C facilitates coating growth but may decrease hardness.
Time of Anodization: The duration of the process is crucial for regulating coating thickness. Standard anodizing is likely to take between 15 and 60 minutes. In contrast, hard anodizing, depending on the thickness desired, often takes 30 to 120 minutes (e.g., Type II coatings are usually 5 to 25 micrometers, while Type III coatings have a thickness of 25 to 150 micrometers).
Alloy Composition: The composition of aluminum alloy has a significant effect on the formation of the coat. Pure aluminum (1xxx series) produces uniform coatings, while alloys with high concentrations of silicon, copper, or iron tend to produce unsightly coatings or exhibit abnormal colors.
Agitation of the Electrolyte: Proper agitation maintains equal processing conditions, minimizes heat accumulation, and ensures the even formation of the oxide layer.
Sealing Process: Nickel acetate and hot deionized water sealing enhance corrosion resistance and improve the final finish quality by removing residual porosity that the sealing process cannot remove.
Careful and rigid adherence to process specifications for each variable helps manufacturers maximize the anodizing process for a specific application and guarantees the coating is durable and high-performance.
Supervising the anodizing process, both the electrolytes and current density strongly impact the quality and properties of the anodic coating. For most applications, electrolytes, typically sulfuric acid (H₂SO₄), serve as the background for the electrochemical reaction. Their concentration is generally between 10-20% by weight, which enables good conductivity while not overly facilitating thermal buildup. The temperature of the electrolyte has to be maintained, usually around 15-25°C (59-77°F), to avoid excessive dissolution of the oxide layer and achieve uniform coatings.
As with any anodizing process, current density, measured in amps per square foot (ASF) or amps per square decimeter (ASD), governs the growth and thickness of the oxide layer. For effective sulfuric acid anodizing, a reasonably good range is 12-24 ASF (1.2-2.4 ASD), where some oxide can be formed without burning and uneven coatings. The process can be accelerated with increased current densities; however, appropriate temperature control and agitation must be provided to avoid damage.
These adjustments can be made to produce strong corrosion-resistant coatings for specified applications that improve the function and appearance of the object.
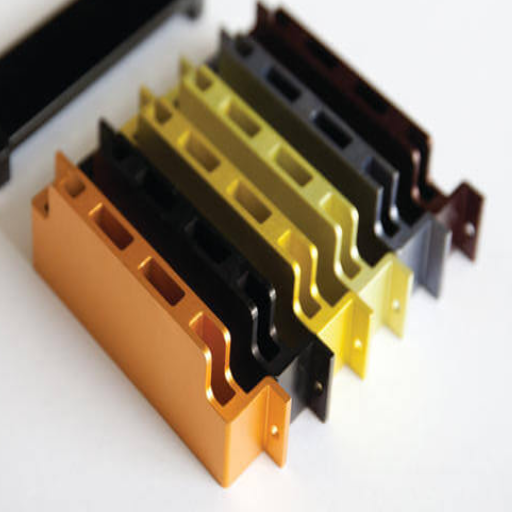
Anodized aluminum, commonly seen in gray or black hues, shows precisely what alloy variations, an electrolyte solution, and processing parameters were used to customize it. Unlike standard anodizing, the dense coating structure limits the customization of color options. However, dyes can still be used to achieve earthy tones.
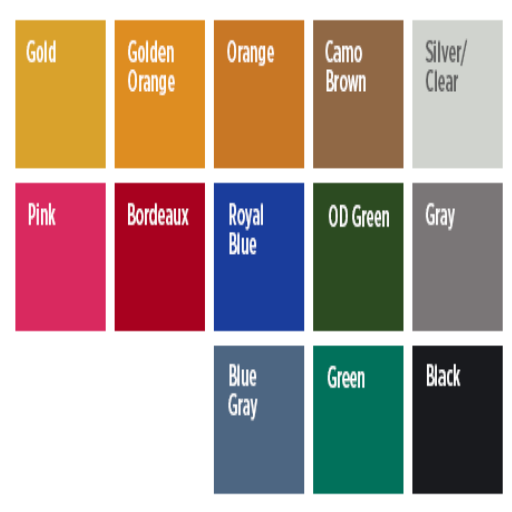
Color options displayed by the aluminum are its default automated options provided during hard coat anodization. These range from light shades of gray to solid black and can be further influenced by:
Composition of Alloy: Alloys such as 6061 tend to produce darker finishes, while some, like 7075, will be lighter.
Electrolyte Solution & Temperature: Low-temperature electrolytes ranging from 32 to 50 degrees Fahrenheit create denser oxide layers, which affect the general coloration. The standard oxide thickness, around 5 to 50 microns, dictates color intensity.
Although finishing through color dyeing is less common for dyeing hardcoat anodized aluminum, it still presents some color options. Applying dye to repair the part is usually constrained to dark colors due to difficulty penetrating the dense oxide layer. Successful dyeing also depends on these critical parameters:
Pore Size: Larger pores (achieved via minor processing changes) allow for better dye retention.
Dye Type: Colorant dyes compatible with hard coating must be used to ensure adequate adhesion of the dye’s surface and color durability.
Sealing Process: Adequate sealing, such as hot water or nickel acetate, significantly improves corrosion resistance and preserves the dye by enhancing color retention.
In the end, dyed parts offer an option to achieve the desired aesthetic while maintaining practical requirements. On the other hand, natural finishes are more durable and provide a consistent, clear appearance.
In consideration of achieving optimal results without compromising surface integrity when coloring hard anodized surfaces, the following limitations and key points must be highlighted:
Reduction of Porosity: Hard anodizing has a denser, less porous oxide layer than regular anodizing. The reduced porosity minimizes dye absorption, making achieving vibrant or deeply saturated colors harder.
Surface Finish Influence Inform:
Polishing or bead blasting as pre-anodizing surface preparation considerably affects the polish appearance.
Due to varying alloy compositions, different rates of oxide growth result in various colors, leading to inconsistent coloration.
Color Range:
Due to the thickness and density of the hard anodized coatings, achievable colors are limited. It is more feasible to produce darker colors, such as black, instead of lighter or translucent colors.
Process Temperature:
Typically, the lower the temperature, the greater the hardness and thickness of the layer (32°F to 50°F / 0°C to 10°C). However, lower temperatures may produce lower levels of dye absorption than conventional anodizing.
Sealing Challenges:
While sealing enhances fastness and resistance to corrosion, it may dull the color or change the dyed surface. Standard sealants such as hot water or nickel acetate must be controlled to prevent color degradation.
Functional Tradeoffs:
Depending on the depth of color and dye type used, adding color to the coating increases the risk of reducing its hardness and/or abrasion resistance. Thus, finding a harmonious balance between functional capabilities and aesthetic aspects is paramount.
Cost and Complexity:
Cost and complexity are also affected by added dyeing and sealing steps following the hard anodization of the parts.
Special attention is required to ensure uniform coverage of the coating and avoid coverage defects like streaking or blotching.
Technical Parameters:
The Typical Range Of Coating Thickness is 0.002” to 0.004” (50-100 microns), which is the norm for hard anodized finishes, although it might be lower. While thinner coatings could result in more dyeing opportunities, they would also weaken the coating.
Alloy Suitability: Although 6061 and 7075 aluminum alloys are the most popular for hard anodizing, some alloys, such as those with higher silicon concentrations, are not easily used to achieve consistent coloration and anodization.
Sealing Temperature:
176°F to 212°F (80°C to 100°C) depending on the sealing method used.
These factors highlight the difficulty of achieving clear, colorful designs while still successfully utilizing the pronounced qualities of hard anodized surfaces. To solve these problems successfully, a reasonable degree of prior planning and adequate know-how is necessary.
Color results can vary significantly with hard anodizing if several parameters are not rigidly controlled. In my experience, management of the anodizing process is the most critical task. Bath composition matters: a sulfuric acid concentration of 15-20% by weight gives the best results. Equally important is temperature control; the electrolyte bath must be maintained within the range of 32°F-50°F (0°C-10°C) so that oxide growth remains constant. Voltage and current density also require close attention; 12-18 volts and 15-30 ASF (amps per square foot) work well for many applications. In addition, the alloy composition should be considered because many alloys, especially those high in silicon or copper, tend to be color-effacing. Proper sealing techniques also help; for instance, use of deionized water at 176°F-212°F (80°C-100°C) will effectively lock in colors. In other words, consistency is achieved by meticulous interactions and monitoring at various stages of the process.

Hard coat anodize furnishes extreme protection to aerospace, automotive, medical, maritime, and industrial sectors. Its unrivaled corrosive resistance allows the aerospace industry to utilize lightweight and strong components in extreme conditions. The automotive sector depends on it for pistons and cylinders that require high levels of durability. Medical technology leverages hard coat anodize for surgical instruments and devices that require sterile and biocompatible surfaces. Furthermore, the marine industry benefits from protecting equipment in highly corrosive environments, making tools and machinery parts last longer in the industrial sector. These industries, alongside many others, showcase the versatility in application for extreme performance and durability that hard coat anodize offers.
The aerospace and defense industries rely heavily on hard coat anodizes, as their coatings are highly durable, lightweight, and can withstand intense environmental conditions. Hard coat anodizing’s exceptional wear resistance is further bolstered by its application to the components of aircraft frames, landing gear, missile systems, and satellite structures.
Key Technical Parameters for aerospace and defense applications:
Hardness: Typically achieves up to 60 HRC (Rockwell C) for enhanced wear resistance.
Thickness: Generally ranges from 25 to 50 microns (0.001 to 0.002 inches), so remarkable durability is achieved without weight discrepancy.
Corrosion Resistance: It satisfies and surpasses some criteria, such as the salt spray examination ASTM B117 (up to 336 hours without considerable corrosion).
Thermal Tolerance: Keeps functioning in extreme temperatures of -70°C and exceeding 200°C.
Electrical Insulation: Provides superior dielectric strength of 1000 to 2000 volts per mil.
These qualities make hard coat anodized vital in manufacturing substantial, high-quality parts used in aerospace and defense. They guarantee functionality and durability in the most challenging environments.
Due to its unwavering strength and ability to withstand corrosion, hard coat anodizing is extensively used in the marine and automotive industries. In automotive applications, it is frequently used in vehicles’ engines, brakes, and transmissions, where power density and fatigue resistance are critical. The anodized surface improves resistance to wear and tear, cutting down friction and increasing the lifespan of vital components. The hardest hard coat anodized layers are 60 to 70 Rockwell C, ideal for high-friction environments.
In marine applications, hardcoat anodizing protects components like propellers, rudder systems, and hull fittings from high degrees of saltwater corrosion. These can remain operable even after being submerged in saltwater and moisture. Hard coat anodized parts have also been proven to withstand salt spray environments for extended periods (336 hours) without degrading, further confirming corrosion resistance testing like ASTM B117.
Moreover, the electric insulation and thermal stability features of hard coat anodizing make it applicable in the electronic systems of both industries, guaranteeing optimal performance at very high temperatures while avoiding electrical failures. Standard tolerance for heat is typically -70°C to over 200°C, and a dielectric strength usually falls in the range of 1000 to 2000 volts per mil. The features look evident in its versatility, and its role in designing robust and durable automotive and marine parts remains undeniable.
Hard coat anodizing improves surface durability, reduces wear, and protects against industrial machinery and equipment corrosion. Its superior hardness of 60-70 HRC on the Rockwell Scale guarantees long service life for components subject to high friction or heavy loads. When lubricated, the coating’s low coefficient of friction of 0.06 to 0.09 diminishes energy and material loss. In addition, the coating has excellent chemical resistance, making it possible for machinery parts to function in very harsh industrial conditions with exposure to chemicals, solvents, and acid. This specification proves how hard coat anodizing meets the rough requirements of industrial use and ensures the reliability and durability of critical equipment.

Among the anodizing methods for aluminum, hardcoat anodizing is unique because of its extreme durability, resistance to corrosion, and rigid surface. Compared to normal anodizing, it can form a thicker oxide layer to protect the metal in harsher conditions. Unlike other methods like coating with powders or plating, hardcoat anodizing becomes part of the aluminum surface, meaning the hammering of nails cannot cause it to chip, peel, or flake. Furthermore, it improves thermal insulation and is more wear-resistant, mainly when overheating and heavy mechanical work are in conjunction with high friction. Other approaches might be better in enhancing the aesthetics of the surface or achieving certain functions, but hard anodized coatings succeed optimally for industrial purposes for extended use and efficiency.
Both techniques are custom surface treatments that are popular in machining operations, but they have different applications and other distinguishing features:
Durability
Complex Type Anodizing: The most durable and resistant to abrasion, wear, and environmental exposure. The oxide layer is formed on the aluminum, meaning pulling off the coat will not be effective.
Hardness: More than 60-70 HRC in Rockwell Hardness. The surface layer may be wrought.
Powder Coating: Provides good endurance for calibrated standard performances. However, it can scratch, chip, or flake when subjected to heavy mechanical impact or stress.
Resistance to Corrosion
Complex Type Anodizing: Has high resistance to corrosion without protection in harsh external conditions. Powering thickness is between 25-150 microns and protects substantially.
Powder Coating: Moderate corrosion resistance based on the environmental condition and the coating itself. The coating is prone to damage that reveals the substrate underneath.
Aesthetic Features
Hardcoat Anodize: Functional finish with a matte or subtle texture. Minimal color range (mostly gray to black).
Powder Coating: Suited for any decorative purpose because of the numerous finishes and colors available.
Thermal Performance
Hardcoat Anodize: The best thermal resistance while still being a good insulator.
Thermal Conductivity: About 1 W/mK (depending on layer thickness).
Powder Coating: Not as good with thermal insulation or heat dissipation.
Application Suitability
Hardcoat Anodize: Best in industrial and other high-performance applications that require long-lasting durability and protection (ex. aerospace, automotive, military).
Powder Coating: Applied in decorative or lightly stressed situations (ex., consumer products, furniture).
Although both processes have their deficiencies, they excel in certain areas. Hardcoat anodizing is the best choice for severe service and high-performance needs, while powder coating is the best for moderate protection and aesthetics.
Performance and endurance.
Hardcoat anodizing takes the cake regarding the surface coating’s resistance to abrasion, as the surface layer takes the form of aluminum oxide and comes in the form of a thick layer with a hardness exceeding 70HRC. In comparison, plating and painting coating methods have a much softer surface and hardness, resulting in chipping, peeling, and corrosion. The anodized layer’s surface is incredibly tough, as smooth surfaces, compared to plating and painted surfaces, are prone to corroding over time.
Powder coating has increased durability when compared to traditional paint; however, once again, it lacks the abrasion resistance or hardness of other coatings, such as anodizing.
Corrosion
Hardcoat anodizing is incredibly effective at resisting corrosion due to its non-conductive aluminum oxide layer, which is not liable to chemical attack. In salt spray tests, havoc anodized layers unsurprisingly outperform unprotected aluminum for well over 1,000 hours, depending on the anodized layer’s thickness(25-50 microns is preferred).
It comes with weaker coverage than plating, making it crack and leading to moderate protection against overailing.
In comparison, painting is just another word for chipping and scratching, exposing the substrate to corrosion.
Electric and thermal properties
Hardcoat anodizing is exceptionally thermally stable while acting as an insulator with incredible dielectric strength(2500 v per mil). However, it is entirely unsuitable for plating and painting processes, which mostly rely on soft alloys for their paint and putty.
For applications that require current to flow, plating provides superior electrolytic conductivity. However, it comes at the expense of low thermal resistance.
Painting: Ineffective as an electrical insulator and as a thermal barrier.
Other Benefits
Environmental and Maintenance Care: Anodizing is much less toxic than plating processes that use chromium and cyanide, making it less environmentally harmful. The anodized layer’s robustness also means it requires less maintenance.
Painting: Irregular maintenance cycles detract from its aesthetic and make use of VOCs, which are harmful to the environment.
Limitations of Scope
Hardcoat Anodizing: Ideal for extreme industrial applications such as military, aerospace, and heavy machinery.
Plating and Painting: More useful for ornamental applications or light-duty work.
These reasons explain why hard anodizing is the best for harsh use conditions: it is incredibly durable, offers excellent protection, and is functional.
Given total maintenance expenses and the lifespan of the coating, I can indeed state that hardcoat anodizing is one of the most cost-effective options I have come across. The initial investment might be costlier than painting or plating, but the long replacement period coupled with lesser maintenance capsules over time pays back. Moreover, hardcoat anodizing performs better with wear, corrosion, and environmental degradation, thus minimizing the chances and frequencies of replacements or repairs.
Astounding surface hardness of 60-70 Rockwell C with an impressive abrasion resistance measuring around 3,000 mg (measured with ASTM D4060 Taber Abrasion testing) and corrosion resistance of 336 hours salt spray test (ASTM B117) performs under expected standards. Those parameters bolster his claim of cost-effectiveness for more demanding applications. The hardened anodized coating is better than paint and plating, which require more maintenance and protective measures, making it more cost-effective and reliable in harsh environments.
Leading CNC Metal Machining Provider in China
A: Anodize of aluminum is an electrochemical process used to create a protective oxide layer on the surface of aluminum materials. The process involves immersing the aluminum in an electrolyte bath and passing an electric current through it, which causes the surface to oxidize. This results in a dense anodic coating of aluminum oxide that is harder and more durable than the original aluminum surface.
A: There are three main types of anodizing: Type I (Chromic Acid Anodizing), Type II (Sulfuric Acid Anodizing), and Type III (Hard Anodizing). Type III, also known as hard coat anodizing, produces the thickest and most wear-resistant coating. Each type offers different characteristics and is suitable for various applications.
A: The arduous anodizing process, also called Type III anodizing, differs from regular anodizing in several ways. It typically uses lower temperatures, higher current densities, and longer processing times. This results in a thicker, more complex, and wear-resistant coating than standard anodizing. Hard anodized aluminum has superior corrosion resistance and durability, making it ideal for demanding applications.
A: The benefits of hard anodic coating include increased wear resistance, improved corrosion protection, enhanced hardness (comparable to some steels), better electrical insulation, and improved lubricity. Hard-anodized aluminum also appears better than untreated aluminum and can provide a good base for further surface treatments or coatings.
A: Hard anodized aluminum is used in various industries due to its durability and protective properties. Typical applications include automotive parts, aerospace components, military equipment, cookware, sporting goods, hydraulic components, and precision machinery parts. It’s particularly valuable when wear resistance and corrosion protection are crucial.
A: Yes, anodizing colors can be applied to rugged anodized aluminum. However, the color options are more limited compared to standard anodizing due to the density of the coating. Typically, darker colors like black, dark grey, and bronze are more common for hard anodized surfaces. The coloring process is usually done by electrolytic coloring or organic dye impregnation.
A: The anodizing process, especially hard anodizing, adds a layer to the surface of the aluminum, which can affect dimensional tolerances. The coating grows outward and inward, with about two-thirds of the growth inward. This means that the dimensional change must be accounted for in precision parts’ design and manufacturing process. Typically, the thickness increase is about 0.001 inch for every 0.001 inch of coating.
A: The seal is a crucial step in the anodic coating process. After the anodizing creates the porous oxide layer, the seal closes these pores, enhancing the anodized surface’s corrosion resistance and color retention. Different sealing methods, including hot water sealing, dichromate sealing, and nickel acetate sealing, each offering specific benefits depending on the intended application of the anodized aluminum.
A: The thickness of the anodic coating varies significantly between regular and challenging anodizing. Regular anodizing (Type II) typically produces coatings ranging from 0.0002 to 0.001 inches thick. In contrast, hard anodizing (Type III) can create much thicker coatings, ranging from 0.001 to 0.004 inches or even more in some cases. This increased thickness contributes to hard anodized surfaces’ superior wear resistance and durability.
A: While most aluminum alloys can be hard anodized, the results can vary significantly depending on the alloy composition. Alloys with high silicon or copper content, such as 2024 or 7075, may produce darker or less uniform coatings. Some alloys, like 6061 or 7075, are well-suited for hard anodizing and produce excellent results. It’s essential to consult with anodizing specialists to determine the best process for specific aluminum alloys and applications.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →