

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
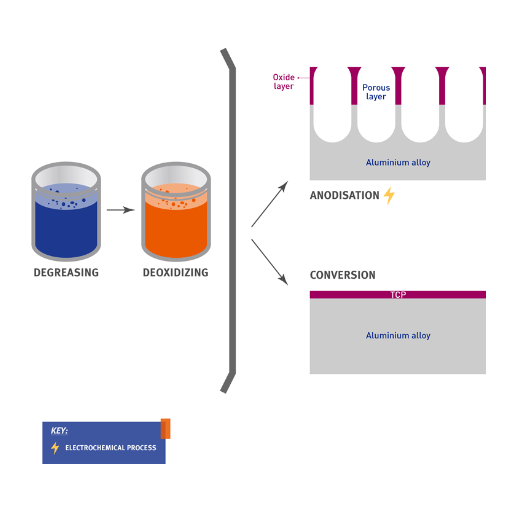
Alodine and anodize are the two most popular methods for protecting and enhancing aluminum surfaces. These two processes are used widely in the aerospace and automotive industries. Nonetheless, knowing which treatment to use is contingent on various factors, including, but not limited to, durability, corrosion resistance, and aesthetic appeal. In this article, I tackle the processes of Alodine and Anodize, their standard features, benefits, and respective best use cases. Whether you want an economical coating option or a costlier surface finish with improved hardness, this guide will explain the best method for your project requirements. Follow along as we break down these treatments and find the answer to your aluminum surface problems.

Alodine is a treatment described as a conversion coating, and it is used extensively to improve corrosion resistance for aluminum and its alloys. A solution that reacts with the surface of the metal is applied to the surface and aluminized to create a thin protective chromate layer. This coating prevents the material from oxidizing and provides a good surface for the paint to stick to. Alodine is highly regarded in industrial sectors such as aerospace, automotive, and electronics because it is inexpensive and easy to use and can maintain conductivity on aluminum surfaces.
The Alodine process consists of several significant steps to achieve the desired result and ensure proper application and effectiveness. Below is a concise description of the main processes of these steps and the expected technical parameters:
Surface Cleaning
Before applying Alodine, the area to be treated with Alodine must be free of all contaminants, including dust, grease, and oxidized residues. This can be performed using alkaline cleaning products or abrasive mechanical cleaning.
Additional parameters:
Common Cleaner Type: Alkaline degreasers
Cleaning Time: 2-5 minutes
Temperature range: 100-140°F/38-60°C
Rinse
Following the cleaning step, the surface must be rinsed with clean water to eliminate any trace of the cleaning agent.
Rinse Water Type: utilizes either deionized water or tap water
Rinse Water Duration: within a time frame of 1–2 minutes
Acid Deoxidation (when deemed necessary)
In instances with an excess layer of oxidation, an acid deoxidizer or etching solution can be used to prepare the surface further. This improves the mechanical adhesion of the chromate layer.
Acid Type: Phosphoric acid-based or nitric acid-base deoxidizers
Etching time frame: between 1–3 minutes
Alodine Application
Alodine solution can be applied through dipping, spraying, or brushing. During this step, the chromate conversion coating is directly used with the aid of the solution.
Alodine solution type MIL-DTL-5541 Type I (hexavalent chromium) or type II (trivalent chromium)
Application Time: 2–5 minutes
Temperature range: 70-100°F (21-38°C)
Final Rinse
The Alodine applied surface is then rinsed to remove any excess chemicals left behind.
Rinse Water Type: cold deionized or clean tap water
Duration of rinse: Within 1 to 2 min
Final Surface Drying
Further surface treatment, such as painting, should only be done after the surface is arid. The surface can be dried using forced air or natural methods.
Setting Drying Temperature: Natural or at Forced Air Systems up to 65°C (150°F)
Observing these stages and the specified conditions will allow for complete and enduring protective coverage appropriate for numerous industrial applications. Specific changes can be implemented within defined limits to address particular material or situational factors.
The Alodine coating is a conversion coating used in chemical treatment and is designed to enhance the corrosion resistance of aluminum and its alloys. It protects surfaces by producing a conductive coating suitable for painting or gluing. Following is the compilation of the ALODINE coating purposes along with the other sources and documents of ALODINE materials:
Use in Alodine Coatings
Primarily adopted in military aviation and aerospace and shipbuilding industries.
It prevents oxidation and helps in maintaining the integrity of the environment.
It acts as a seal against paint and makes it stick better.
Overview of the Chemical Procedure
Step 1: Cleaning—An alkaline degreaser removes fuel oil, dirt, and grease to prepare the surface.
Step 2: Activation (optional) An optional step to frost the surface for more reaction.
Step 3: Alodine Process:
Includes chromates or trivalent chromium due to environmental issues.
Commonly done by dipping or spraying.
Step 4: Rinsing and Drying: The parts should be rinsed with clean water to eliminate residual solution and dried in the air or oven.
Definition of Important Technical Elements
Bath Concentration:
Hexavalent chromium (traditional) 2-5% v/v
Trivalent chrome (eco-friendly) 5-15% v/v
pH Scope:
The ideal pH for the chromate bath is between 1.5 and 2.0; for trivalent systems, it is between 3.5 and 4.5.
Processing Time:
Immersion Time: 1 to 5 minutes, depending on the thickness of the material and the desired coating.
Spray Time: 15 seconds to 1 minute.
Temperature:
Process Temperature: 21°C to 38°C.
Higher temperatures up to 49°C may be used for some materials, but care must be taken not to allow over-reactivity.
Coating Thickness:
Usually required is between 0.1 to 0.4 microns for practical purposes.
Considerations for the Environment:
The use of processes with trivalent chromium is preferred over those with hexavalent chromium due to their lesser toxicity and compliance with RoHS and REACH. The resultant wastewater must also be appropriately treated to lessen environmental harm.
Following these guidelines, proper handling practices, and adequate corrosion resistance quality when applying a lodine coating will ensure that the industry meets the standards.
An Alodine finish on aluminum parts provides a remarkable protective layer against corrosion, improves adhesion and paint bonding, and enhances the surface hardness and longevity of the product. It can be used in aerospace, automotive, and marine industries, where aluminum parts are prone to corrosion. Many sectors also prefer these Alodine coatings due to their lightweight, non-toxic (non-toxic when trivalent chromium is used), and conductive properties, which also ensure compliant processes with environmental regulations.
Key Technical Parameters:
Application pH Range: 1.5-3.5 (regulates acid/base reactions the chemicals make).
Process Temperature: 70-100 Fahrenheit (Coating density range optimal).
Treatment Time: 2-5 Minutes (Applies to coating thickness desired).
Weight of Coating: 10-40 mg/ft (depends on application needs).
This finish is very flexible and meets the industry’s tedious standards for aluminum parts while pursuing sustainable methods.

What is Anodized Aluminum?
Unlike regular aluminum, anodized aluminum has a surface-enhanced by an electrochemical process. This process makes it more durable, highly corrosion-resistant, and more appealing. The surfaces of aluminum components subjected to the anodizing process have an aesthetic and functional protective oxide layer.
How Does Anodizing Work?
The anodizing process involves soaking aluminum parts in an electrolyte bath and an electrical current. This enables bond formation between oxygen ions and aluminum, forming strong anodic oxide layers. Factors like current, electrolyte composition, and temperature control the thickness and characteristics of the layer.
What Are the Benefits of Anodizing?
Durability: The oxide layer is tough to control for abrasion and weathering.
Corrosion Resistance: For its resistance to oxidation and surface degradation, anodized aluminum is ideal for harsh surrounding environments.
Versatility: It can be dyed in different colors or left with a sleek, metallic look.
Eco-Friendly: The anodized aluminum is non-toxic and has negligible waste aligned with sustainable practices.
Anodized Aluminum Common Uses
People incorporate anodized aluminum in a variety of things. It can be found in automotive parts, electronic devices, cookware, and architectural buildings. It is used in many applications due to its low maintenance, strength, and appealing looks.
This process boosts the resistance of aluminum surfaces against corrosion due to a specific electrochemical reaction. The process is described as follows:
Surface Preparation: The aluminum undergoes cleansing and polishing to achieve a smooth and impurity-free surface. This step ensures that the anodized layer is uniform.
Electrolytic Oxidation: The aluminum is usually immersed in an acidic electrolytic solvent (sulfuric acid) and bonded to a power supply. While passing through a current, the aluminum reacts with oxygen in the electrolyte to add an oxygen layer for protection (Aluminum oxide).
Layer Formation: This process’s aluminum oxide is thick, extremely durable, non-porous, and corrosion-resistant. The anodized layer, as well as its properties, is affected by other parameters like:
Voltage: Usually between 15V and 21V for standard purposes.
The current Density of 12-18 amperes per square foot is required to achieve even layer distribution.
Time: This process lasts 15 to 60 minutes, depending on your desired coating thickness.
Sealing: The anodized surface is sealed to improve its resistance to corrosion, stains, and damage. This process can involve hydrothermal or chemical sealing.
These steps provide an appealing, functional surface that withstand severe environmental factors.
The effectiveness and durability of aluminum oxide anodized coatings are essential factors. During anodization, the surface of aluminum combines with an electrolytic solution, forming a dense, uniform aluminum oxide layer. This layer has a very low conducting ability, is durable, and highly corrosion resistant, making it the most suitable protective barrier for aluminum surfaces.
The Key Properties of Aluminum Oxide in an Anodized Layer
Hardness:
Aluminum oxide is almost as hard as diamond, a nine on the Mohs scale of mineral hardness. This makes it very well-trodden in wear and abrasion; as such, anodized surfaces have excellent resistance to wear and abrasion.
Technical Parameter: Depending on the alloy and anodizing process of the surface, the hardness of anodized aluminum can be measured from 400 to 600 HV.
Corrosion Resistance:
Aluminum oxide is impermeable to air and moisture, enabling it to resist environmental effects and corrosion, making it very useful.
Technical Parameter: Properly sealed anodized coatings can endure salt spray tests for over 1000 hours.
Thermal Resistance:
Anodized coatings perform excellently at elevated temperatures because aluminum oxide’s melting point is roughly 2072°F (1133 °C).
Porosity in the Domain of Surface Engineering:
Micro-pores develop on the surface of the aluminum oxide during anodization. These pores make dyeing or sealing possible and boost color and moisture retention properties.
Technical Parameter: The pore diameter can range from 5 nm to 200 nm, depending on the anodizing technique and conditions.
Electrical Insulation:
Aluminum oxide is an excellent insulator of electricity, making it ideal for use where insulation between conductive parts is needed.
Technical Parameter: The oxide layer can withstand dielectric breakdown strength of more than 450 volts per micrometer.
Aluminum Oxide Customized Applications
Due to its distinct characteristics, aluminum oxide in anodized coatings finds application in industries like aerospace, automotive, architecture, etc. Combining mechanical strength with corrosion and thermal resistance enables anodized aluminum to withstand harsh operational conditions while remaining visually attractive.
Manufacturers can achieve desired performance and aesthetics by meticulously fine-tuning these parameters during the anodizing process. This precision makes aluminum oxide an essential constituent in contemporary materials engineering.
Restoration of anodizing increases surface protection corrosion due to the formation of a thick protective oxide layer on the aluminum surface, aiding in the prevention of damage from moisture and chemicals in the environment. Furthermore, this durable and non-reactive oxide layer helps protect the material under it from rusting and deteriorating. The key technical parameters include anodizing voltage, usually between an average of 15-21 volts for a standard sulfuric acid anodizing procedure, solution concentration, which is 15-20% by weight sulfuric acid, and process temperature, which is kept in the range of 20 – 22 ºC (68 – 72ºF). The manufacturers must control all these variables to optimize coating thickness, which is desired to be 5 – 25 microns based on application requirements. Such parameters ensure improved reliability and longevity, further improving corrosion resistance for both consumer and industrial use.

The determination of a suitable choice between Alodine and Anodize would depend on the needs and priorities of the project. Alodine, such as aerospace and electrical parts, is preferred where fast processing, moderate corrosion protection, and electrical conductivity are required. In addition, it is cheaper and easier to apply. Anodize is commonly used in consumer products and marine applications and finishes due to its better protection, enhanced corrosion resistance, and thicker protective layer. Although Anodized finishes are more protective and customizable, they are more expensive and require more processing time. These considerations include budget, exposure to elements, required aesthetics, and function that dictate which option is best for the project.
Alodine’s Benefits
Cost-Effective—Alodine is often more cost-effective than surface treatments such as anodizing, making it a good option for projects of considerable scale.
High Applicability – The procedure is uncomplicated and can be accomplished quickly, making it time-efficient.
Resistant to Corrosion – It protects fairly well against corrosion, especially with aluminum and magnesium elements.
Maintains Electrical Conductivity—Alodine permits electrical conductivity to be retained, in contrast to anodizing, which benefits users of surfaces that are required to be conductive.
Works as a Primer Base – It serves as an excellent base for paint or other coatings, improving the adhesion and durability of the surface finish.
Technical Specifications
The corrosion resistance of up to 168 hours of salt fog testing per ASTM B117 (depending on the process specifications).
Electrical conductivity with surface resistance < 5mOhm/in2.
Alodine’s Limitations
Lower Endurance – Compared to anodizing, the protective layer created by alodine is less thick and more fragile, which limits its use in extreme conditions.
Limited Visually Aesthetic Options – Alodine coatings come in a lesser variety of colors, typically just golden and clear, which limits the degree of freedom in designing.
Environmental Aspects – Some alodine processes use hexavalent chromium, which poses environmental and health problems, although safer options for trivalent chromium are being introduced.
Weaker Resistance to Abrasion – The coating protects little against physical wear and tear.
Although Alodine seems practical and flexible for various applications, your project’s specific conditions, like weathering, mechanical abrasion, and visual aspects, will determine its fitness.
Anodizing makes aluminum surfaces much more functional, durable, and appealing. These benefits contribute to the superior selection for various industrial, architectural, and consumer applications.
Corrosion Resistance: Thanks to the maximal anodized oxide layer formed during the anodizing process, aluminum is protected against environmental elements such as moisture, UV, and chemical exposure. This protection makes anodized aluminum optimal for outdoor applications and harsh environments, often exceeding MIL-A-8625F standards for corrosive resistance.
Enhanced Durability: Anodized coatings provide excellent wear and abrasion protection, as they significantly increase the surface hardness of aluminum, which depending on the type of anodizing, such as hardcoat anodizing, can achieve up to 60 on the Rockwell C scale. This increased surface hardness also provides dimensional stability and protection against fatigue, making it a preferred choice for mechanical components.
Aesthetic Flexibility: Anodizing permits the sealing of vibrant phrases while keeping the aluminum’s metallic surface intact. Dyes bonded with the porous layer and sealed permanently enhance the material’s aesthetic appeal, making it more appealing for decorative purposes without the danger of peeling or fading.
Lightweight Surface Protection: Anodized coatings are the most lightweight of all surface treatments and eliminate the need for paint and anodized plating while preventing aluminum from gaining excess weight. This is very helpful within the aerospace and electronic industries.
Electrical Insulation: Anodized aluminum also has excellent non-conductive properties. For the more demanding applications, hardcoat anodizing provides dielectric strength of up to 700 volts per mil of coating thickness, depending on the process parameters. This means adequate electrical insulation is available.
Clean Technology: Anodizing is a more sustainable finish than other styles because it does not produce toxic or hazardous byproducts. The surface is fully recyclable, which complies with modern supranational guidelines for manufacturing sustainability.
Having decided on anodizing as a finish, other parameters such as coating thickness (usually 5-25 microns for decorative anodizing and 25-100 microns for hardcoat) are best selected for the specific application to achieve appropriate performance and durability. These attributes make it easy to understand why anodized aluminum is preferred in so many industries.
A comparison of Alodine and Anodize reveals notable differences in application procedure, corrosion resistance, and their intended functional utility. In my view, Alodine is a chemical conversion coating often applied to improve corrosion resistance while retaining the conductivity of aluminum. This makes it ideal for electric components or applications requiring lightweight corrosion resistance. On the other hand, anodizing refers to the electrochemical process that adds thickness to the outer ceramic oxide, which adds superior wear resistance, durability, and acceptance of dyes for beauty purposes.
Key Technical Parameters:
Alodine:
Coating Thickness: ~ 0.5-4 microns
Electrical Conductivity: Retained due to thin coating
Primary Focus: Corrosion resistance and prep for paint adhesion
Common Specs: MIL-DTL-5541F Class 1A and Class 3
Anodize:
Coating Thickness:
Decorative Anodizing: 5-25 microns
Hardcoat Anodizing: 25-100 microns
Durability and Abrasion Resistance: High, especially with hardcoat
Primary Focus: Surface protection, wear resistance, aesthetics
Standard Specs: MIL-A-8625 Type II (decorative) and Type III (hardcoat)
To conclude, Alodine is preferred over anodizing and vice versa based on the specific demands of the application, which must consider corrosion resistance, conductivity, durability, and beauty.

Here’s a rewritten version of the provided text:
When considering Alodine versus Anodizing for aluminum parts, it is essential to evaluate the following factors:
Protection from Corrosion: If limiting thickness is crucial and you still need good corrosion resistance, Alodine should work for you. It is typically utilized where high electrical conductivity is required.
Durability And Wear Resistance: Anodizing, and more so hardcoat (Type III) anodizing, is a superbly durable and wear-resistant type of anodizing in general and should be used in cases where the aluminum part will be subjected to abrasion or harsh environmental conditions.
Aesthetics: Alodine is less appealing but has functional merits compared to Type II anodizing, which provides additional aesthetic surfaces and anodized finishes of vastly different colors.
Application Requirements: Alodine is a better option for surfaces that need current conductivity. No conductivity is possible with anodizing due to the formed insulator oxide layer. Hence, it should not be used where conductivity is required.
Ultimately, the decision is primarily based on the component’s functional needs, aesthetics, environmental conditions, and design parameters, all of which are considered together.
While assessing surface durability and finish, a handful of fragile surface finish factors, as well as a couple of other technical parameters, are defined as follows:
Surface Finish:
Aesthetic Needs: Ask whether any decorative finish is necessary. For decoration, anodizing Type II provides a smooth and colorful finish that can visually appeal to users in industries that emphasize it.
Smoothness: Anodized processes can achieve smoother finishes than aluminum, benefiting components requiring low surface roughness.
Environmental Exposure: Anodized layers are less prone to fading, especially when sealed. Alodine coatings, on the other hand, over time and especially in aggressive environments, may receive slight discoloration.
Durability:
Corrosion Resistance: The thick and dense oxide layer that Type III anodizing provides has superior protection in harsh environments. The hardcoat typically ranges between 25 and 50 microns.
Alodine (a Chromate conversion coating per MIL-DTL-5541 standards) provides moderate corrosion resistance in less demanding scenarios, making it appropriate for less severe areas.
Wear Resistance: Type III anodizing provides excellent resistance against mechanical wear parts with high friction. The hard anodizing significantly increases abrasion resistance.
Environmental Factors: Alodine works well in controlled environments but deteriorates much faster in externally exposed conditions, especially saline and humid ones.
Selecting the correct finish involves balancing aesthetic expectations with technical requirements, such as resistance to wear and corrosion and the environment in which the components must operate.
Alodine is the preferred surface treatment for aluminum alloys when the primary goals are corrosion resistance, electrical conductivity, and surface preparation for paint or primer. It is routinely used in lightweight applications that require moderate protection in sheltered environments. Alodine is excellent for components that need to maintain electrical conductivity because, unlike anodizing, it does not produce an insulating oxide layer. Moreover, its ease of application and compatibility with chromate solutions make it popular in the aerospace, automotive, and electronics industries.
Key Applications and Technical Parameters:
Corrosion Resistance:
Alodine provides moderate corrosion resistance and is suitable for indoors or lightly exposed environments. Alodine1200 (chromate-based) conversion coating has a thickness of 0.00001 to 0.00002 inches, which reduces surface oxidation due to its effectiveness in corrosion resistance.
Electrical Conductivity:
The alodine finish does not hinder electrical grounding or conductivity, making it appropriate for electronic components such as connectors and enclosures.
Paint Adhesion:
Alodine acts as an excellent primer base, increasing the adhesion and durability of the subsequent coatings. It is used in industries requiring reliable finish, such as aviation and defense.
Alodine’s convenience in application, lightweight, and multifunctional characteristics make it suitable for components with moderate functional demands. However, its durability and hard anodizing (Type III) are less impressive. Therefore, always consider the operational environment and combine Alodine with supplementary coatings if further durability is desired.
In my experience, anodized aluminum parts are durable, corrosion-resistant, and aesthetically appealing, making them incredibly versatile and valuable in diverse industries. Some industry applications are:
Automobile and Aerospace: Anodizing offers lightweight protection and an appealing look for structural parts, engine components, and trim, which is durable and critical in harsh environmental conditions. Wear and corrosion resistance to challenging environments. Technical Parameter: Coating thickness usually measures 10 to 25 microns for Type II anodizing, and type III (hard anodizing) is 25 to 100 microns.
Consumer Electronics and Home Appliances: Anodized aluminum is visually appealing and thermally controllable, making it a wise choice for electronic enclosures, heat sinks, and mobile device casings. Its insulation properties are highly effective. Technical Parameter: The voltage breakdown from Dielectric can depend on thickness and typically measures between 200 and 700 volts.
Construction and Civil Engineering: Anodized aluminum is strikingly appealing and resists weathering deterioration over long periods. It is used in frames and panels or where decorative uses are required. Technical Parameter: The typical UV resistance and corrosion performance in salt spray conditions meet and often surpass ASTM B117 requirements.
Medical and Food Equipment: Anodized aluminum is perfect for medical devices, cooking, and food processing tools because its surface is biologically inert and unreactive. It is smooth, sealed, and does a good job of preventing bacterial growth and staining.
For these reasons, anodized aluminum is a good option due to its flexibility and low cost. However, some details, such as the needed coating thickness or level of environmental exposure, should be considered for the best results.
Chemical conversion coating is a functional protective layer on the aluminum surface and an essential enhancement layer for further coating with paint or other treatments. Coating with the chromate, phosphate, and chlorate chrome compounds improves adhesion and corrosion resistance. The layer serves as a base for paint or other coatings. Besides industrial coatings, decorative coatings can be applied on top of the chemical conversion coating. Careful consideration must be taken when choosing the procedure for conversion coating so that the required environmental regulations for a particular application will be met.
What is Chemical Conversion Coating?
There are various ways to significantly modify the aluminum surface to improve its adhesion to other coatings. The most commonly used method is applying a chemical layer, chromate, phosphate, or trivalent chrome.
Key Applications
Corrosion Protection
Has broad applicability in the aerospace and automotive industries as well as the marine industry.
Provides long-lasting corrosion resistance over a long period of exposure to harsher environmental conditions.
Paint Adhesion
Paint, powder coating, or other treatments and processes while being applied are finished by further using a treatment mechanical pretreatment.
Electrical Conductivity
Active use of these materials in fabricating electronic and electric components where low contact resistance is a standard requirement.
Specifications
Treatment Solutions pH Scope: 1.5 – 5.0 (based on the conversion chemical employed).
Coating Depth: Usually about 0.1 – 1.0 µm.
If curing is required, the ambient temperature is 10 – 30 minutes.
Environmental Compliance: Use regulatory-compliant coatings like trivalent chrome substitutes for RoHS compliance.
These guidelines make it possible to efficiently and sustainably apply chemical conversion coatings to aluminum surface treatments in various fields.
A chromate conversion coating protects the surface of the aluminum as a result of a chemical reaction that generates a passive layer that serves as a barrier to further corrosion. This layer protects the aluminum surface from moisture, oxygen, and other corrosive substances and improves the surface’s corrosion resistance. The coating self-repairing mechanism allows for a protective layer to redevelop over time under the right conditions, thus protecting the corrosion resistance from the effects of minor damages such as scratches. Likewise, it can be easily painted or coated with powder, resulting in tactful adhesion with paint or powder, making it versatile for multiple uses.
Key Technical Parameters
Coating Color: It can be clear, yellow, or anything in between, depending on the solution and process used.
Corrosion Resistance: Protects for neutral salt spray tests (ASTM B117) for up to 168 hours.
Operating Temperature for Application Solutions: 20°C to 25°C or 68°F to 77°F
Immersion Time: Set to attain desired coating properties practically takes 30 seconds to 5 minutes.
Film Thickness: Practically falls within the range of 0.3-1.0 µm.
By integrating resistance to corrosion, enhanced adhesion, and ease of application, chromate conversion coating helps protect aluminum components in harsh environments durably and dependably.
The integration of Alodine and anodized coatings yields synergistic results. On a more technical level, Alodine has superb adhesion characteristics and is a primer for anti-corrosive protection. In contrast, anodizing facilitates the creation of a thicker oxide layer that provides exceptional and long-lasting durability and wear resistance. Combining these treatments results in outstanding corrosion resistance, high abrasion resistance, and a surface ideal for further coating or painting.
Technical Parameters for Integration.
Pre-Treatment: The surface must be clean and free from all contaminants before applying either coating.
Alodine Coating Parameters:
Coating Color: Clear or yellow, depending on the coating process used.
Film Thickness: 0.3 – 1.0 um, providing optimum adhesion and corrosion protection.
Immersion Time: 30 seconds – 5 minutes.
Anodize Coating Parameters:
Thickness: 5 – 25 micrometers based on end use (thicker for applications requiring high wear resistance)
Operating Temperature: 15°C – 25°C (59°F – 77°F) for most anodizing baths.
Electrolyte: Typical applications use sulphuric acid.
Sealing Step (after Anodizing): Nickel acetate or hot water sealing can enhance bilateral corrosion resistance.
Blending Alodine and anodized coatings increases the versatility and durability of aluminum components used in harsh conditions, enabling them to meet specific operational requirements.
Leading CNC Metal Machining Provider in China
A: The main difference between Alodine and Anodizing is that Alodine involves a chemical film applied to aluminum as a conversion coating for aluminum. At the same time, anodizing is an electrochemical process that creates a protective layer on the surface of the metal.
A: You should choose Alodine when you need a quick, cost-effective corrosion protection method that doesn’t require significant electrical insulation or a thick layer on the surface. It is also suitable for applications where thermal and electrical conductivity are essential.
A: Anodizing can reduce aluminum’s thermal conductivity due to the insulating properties of the anodic layer it creates on the surface. This can be an essential consideration in applications where heat dissipation is critical.
A: Anodizing generally provides a more durable and wear-resistant coating than Alodine. This is because anodizing creates a thicker, more rigid layer on the surface, making it more suitable for high-wear applications.
A: Yes, the application of Alodine is considered a conversion coating for aluminum. It forms a protective film coating that enhances corrosion resistance without significantly altering the part’s dimensions.
A: Anodizing is an electrolytic process that increases the thickness of the natural oxide layer on the aluminum surface, enhancing its durability and corrosion resistance. Alodining involves applying a chem film coating to provide corrosion protection and improve paint adhesion.
A: Chem film coating, or Alodine, is best suited for applications where corrosion resistance is necessary, but the material’s thermal and electrical conductivity must be maintained. It is often used in aerospace and military applications for its balance of protection and conductivity.
A: Anodizing generally has a lower environmental impact than Alodine because it does not involve hexavalent chromium, a hazardous substance in some Alodine formulations. Anodizing uses water-based electrolytic processes, making it more environmentally friendly.
A: Chem film coatings, like Alodine, offer several benefits, including improved corrosion resistance, enhanced adhesion to paints and primers, and maintaining the metal’s thermal and electrical conductivity. They are lightweight and effective solutions for protecting aluminum surfaces.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →