

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Anodized aluminum and Physical Vapor Deposition (PVD) coating showcase innovative approaches from different industries that must balance design and durability. Both methods benefit materials from various fields, such as architecture, automotive, consumer electronics, and jewelry. Their performance, durability, and aesthetic design are noticeably enhanced innumerable times. This blog post will outline the inherent characteristics of anodized aluminum and PVD coating, along with their supporting technologies, benefits, and applications. Steps 1-3, in combination, will offer deep insight into the seeming paradox of enhanced design and increased durability.
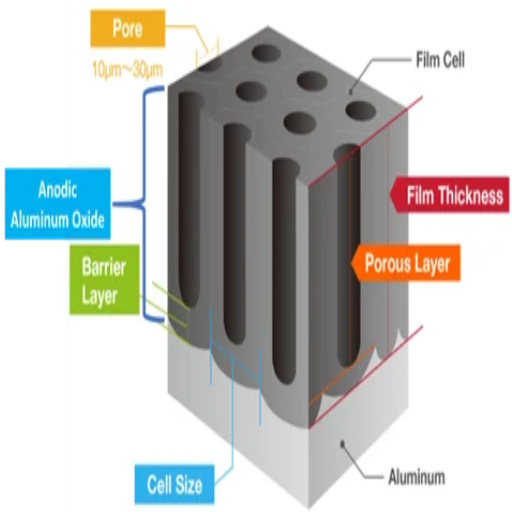
Anodized aluminum is aluminum that goes through an electrochemical process, resulting in a strong protective oxide layer that makes it resistant to corrosion. This process improves the metal’s inherent characteristics, including making it more rigid, resistant to harsh weather, and allowing it to showcase vivid colors. Anodizing is done by placing the aluminum into an acid electrolyte bath where an electric current flows through the aluminum. This causes a controlled oxide layer to be generated, which forms a bond with the aluminum, making it incredibly durable. Additional dyeing or sealing steps may be implemented for a more aesthetic finish or to improve the durability even more.
Like any other procedure, the anodizing process involves several steps that require constant monitoring of many features to achieve the most desirable result. The following is a summarized list of the main factors and values considered to be in the optimal range.
Liquid Bath as an Electrode:
Chromic and phosphoric acids can also be used, while sulfuric is by far the most popular because of its effectiveness and low price
The concentration of sulfuric acid (10 to 20 %).
Direct Current Electricity:
The anodizing CR is usually done with a direct current (DC), and the voltage is generally distributed 15-20, depending on the desired thickness of the oxide layer (. The time frame is different, but an average can be taken): x=2h Folded Condenser Very thick.
This can vary from 1.5 to 3.5 amps per square decimeter.
Thickness of The Oxide Layer:
This is managed by controlling the time it takes to complete the process. Typical ranges for available thickness are:
For decorative purposes: 5 to 10 microns.
For industrial or infrastructure use and endurance: 25 to 100 microns
Process Temperature:
For standard sulfuric acid processes, the electrolyte bath is usually maintained between 60-70°F (16-21 °C).
Preventing overheating and maintaining even oxide layer formation is best completed within these parameters.
Duration:
Times to anodize usually span 15 to 60 minutes, with extended time resulting in thicker oxide layers.
Post Treatment (Optional):
Dyeing: optional post-treatment where colors are added. Dyes are absorbed into the porous layer for sealing.
Sealing: This process increases color retention and durability by closing the pores when aluminum is immersed in hot water, approximately 180-210°F (82-99 °C), or specialized sealing solutions.
Aluminum products are ensured to be durable and visually appealing by following these guidelines in the anodizing process.
The electrolyte is a vital part of the anodizing process, as it enables the electrochemical reaction to occur, which assists in an oxidizing layer. It is usually composed of an acidic aqueous solution, where sulfuric acid (H₂SO₄) is most frequently used due to its effectiveness and low price. For certain specific surfaces or applications, alternatives like phosphoric acid (H₃PO₄) or chromic acid (H₂CrO₄) may be used.
Bypassing an anodic current through an electrolyte, the surface of the aluminum is oxidized, and a controlled oxide layer is formed. The chosen electrolyte determines the oxide layer’s thickness, pore size, and uniformity. For instance, sulfuric anodizing is generally performed at concentrations of 10-20% by weight. Bath temperatures of 20-25 degrees Celsius and current densities of 1.3-2.0 A/dm² also provide optimal quality and control of the anodized coating.
Ensuring optimal electrolyte maintenance is crucial to steer clear of contamination that may lead to defects. Parameters like pH should be between 0.5 and 1.5 for sulfuric acid baths, and aluminum in solution, which is most often restricted to 10-20 g/L, should be checked frequently. Ultimately, the electrolyte’s importance within the electrochemical systems extends to aiding the reaction as well as affecting the characteristics and quality of the final anodized product.
The advantages of hard-anodized aluminum coating are significant from multiple angles, making it favorable for use in various fields. First, it possesses excellent strength owing to the anodized layer, which augments the surface hardness of the coating to levels of 350-600 HV (Vickers Hardness) depending on the alloy and machining parameter. This makes the surface highly resistant to abrasion and scuffing.
Additionally, the dense oxide layer enhances the coating’s protection from corrosion. When properly executed, the coating’s seal can endure the severe environment for a long time, making it useful in marine, industrial, and automotive endeavors. The coating’s low thermal resistance, which can withstand up to 350-500°F, makes it reliable in high-temperature situations.
Ultimately, this coating’s appeal and insulation properties make it suitable for tasks that require usability and aesthetics. The desired coating thickness of 25-50 microns is achievable with adjusted parametric optimization of electrolyte temperature (usually at 0-5°C), current density (1.2-2.4 A/dm²), and treatment time, maximizing performance according to specific needs.

PVD has many advantages when applied to metal surfaces. PVD can boost the life expectancy of metals by shielding them from harmful environments, erosion, corrosion, and scratches by creating a strong, challenging, and wear-resistant coating. Moreover, the coating material’s attachment to the metal surface is done on an atomic level, which helps bond at an elevated level and shields it from chemical and physical stresses. The additional coating on the metal surface aids in decreasing the tension on the underlying layer while increasing the life span of the metal portion, making it useful in decoration and industrial designs.
Physical vapor deposition (PVD) has a wide variety of adjustable and fixed process parameters that allow for coatings with superb attributes. As a first step, the alloys, ceramics, or metals are placed into a vacuum chamber where the coating material is vaporized using methods like thermal evaporation, sputtering, or arc discharge. After these methods are initiated, the alloy atoms or molecules become vapor and steam in the precise environment. While steam is in its gaseous form, atoms and molecules condense on the surface where coating is required.
Important factors that need attention during the PVD method are specific:
Vacuum Pressure (Torr): PVD is carried out from the pressure of 10^-3 to 10^-6 Torr. Such a range guarantees the absence of any contaminating particles that would negatively impact the adhesion of the coating.
Temperature: Depending on the material used for coating, the substrate is deposited at 1500C to 5000C, and adherent bonds form on the surface.
Deposition Rate: It is set from 0.1 to 10 um/hour, balancing coating thickness and strength.
Metals such as titanium, chromium, and aluminum are effective targets due to their strength and corrosion resistance.
The coating thickness usually ranges from 0.1 µm to 10 µm to protect the substrate while preserving its properties.
This process, which is also controlled and eco-friendly, serves the growing demands of different industries, such as aerospace and electronics, by providing coatings with high hardness, excellent wear resistance, superior adhesion, and aesthetic benefits.
In the automotive industry, PVD (Physical Vapor Deposition) coatings are crucial as they improve the functionality and beauty of car components. Below are some applications with their associated benefits:
Exterior Trim and Decorative Components: PVDs coat chrome-like trims and emblems on grills, door handles, and other components. These trims are highly corrosion-resistant and maintain a mirror-like shine in harsh settings. The coatings are typically 0.5 µm and 3 µm thick, optimal for providing strength without being overly heavy.
Engine Components: PVDs increase the hardness and wear resistance of several other engine parts, such as piston rings, valve lifters, and camshafts. Parameters such as hardness of 2000-3000 HV (Vickers hardness) and low friction coefficient, wear, and energy loss are minimal, resulting in enhanced engine operation and prolonged component life.
Lighting and Reflector Surfaces: PVD coatings are among the innovations in automotive lighting technology. These coatings increase the durability of the reflectors and lids of the headlights, withstanding temperatures of up to 400°C. They offer over 90% reflectivity and assure long-term use.
Brake Discs and Calipers: PVD coatings increase the resistance of brake discs and calipers on high-performance vehicles to wear, heat, and corrosion while withstanding temperatures of 700 degrees Celsius. The protective layer of coating is applied at a thickness of 1 µm to 4 µm to achieve the desired level of accuracy and durability.
Aesthetic Customization: Formative units of alloys and wheels of vehicles receive PVD coatings not only for scratch resistance but also for increased durability under UV rays. In addition, more aesthetic options such as gold, black chrome, and titanium provide greater scope for styling without compromising strength and durability.
Due to their many advantages, PVD coatings are vital in meeting the challenges of performance, aesthetic features, and environmental concerns in automotive engineering and design.
Based on my knowledge, in many aspects, PVD (physical vapor deposition) is superior to conventional coatings, such as electroplating. While electroplating produces a thicker metal covering with lower durability, PVD coatings are fragile but very strong. The PVD process does not involve toxic chemicals like chromium and cyanide, making it a greener option. It also has greater hardness, scratch resistance, and adhesion to the substrate.
Key Technical Parameters:
Coating thickness: PVD (0.25 – 5 microns) Electroplating (10 – 200 microns).
Hardness: PVD 1500-2500 HV (Vickers Hardness) is drastically higher than traditional plating.
Environmental Impact: Unlike electroplating processes, PVD processes do not mutilate streams as a byproduct of damaging elements.
Durability: PVD outstands due to better wear and UV resistance of the coating.
PVD offers an excellent solution in terms of sustainability and precision. It is highly recommended for automotive and aerospace professionals who need coating durability.
The aluminum coating is superbly effective for protecting surfaces from corrosion owing to its property of self-passivation, which forms a natural oxide layer upon exposure to the atmosphere. The oxide layer formed acts as a protective barrier against moisture, chemicals, and oxidation while, at the same time, self-repairing over time to ensure long-term protection even under harsh environmental conditions. In addition to these benefits, aluminum coatings are lightweight, cost-effective, and compatible with many substrates, which makes them a versatile solution in many industries, including construction, marine, and aerospace. Its potential to sustain extreme environments with very little needed to maintain it underscores aluminum coatings’ value and reliability for corrosion resistance solutions.
Corrosion resistance is mainly achieved by applying protective barriers and using durable materials against environmental factors. These barriers can include coatings such as aluminum, zinc, or a polymer layer that shields against moisture, oxygen, and other corrosive elements. Important parameters that impact corrosion resistance are coating thickness (20-30 microns for most aluminum coatings), composition, and environmental factors such as humidity, temperature, and pH.
I chose materials because the oxidative layer naturally formed over aluminum, one of the anodizing metals, is very passive and stable. In addition, considerations such as time of exposure, operation temperature (for aluminum coatings, usually -60°F to 400°F), and concentration of chloride ions (imperative in marine environments) must be considered when designing for corrosion resistance. After some time, regular tests like the salt spray test (ASTM B117) can provide valuable information regarding the effectiveness of the protective measures taken and have quantitative value. Understanding them enables industries to optimize materials’ durability and reliability.
The oxide layer dramatically contributes to the corrosion resistance of metallic materials like aluminum and its alloys. A clever combination of passive oxidation and corrosion gives rise to a shield-like layer of passive oxide, which forms naturally with the interface coming into contact with Oxygen. Performance is affected by the thickness and quality of the oxide layer, and in aggressive conditions, well-defined thicker layers are superior.
Layer of oxide Characteristics and Oxidation process
The oxide electrolyte features may include but are certainly not limited to:
Structure: A robust oxide layer (Aluminum oxide, Al2O3) is known to form on the surface of pure Al, which is corrosively resistant. Mixed alloys tend to be more complex, where the resulting secondary components have a more significant effect on the protection of the alloy.
Thickness: Ambient conditions yield 2 to 10 nanometer-thick oxide layers, which can also be increased by anodizing to the industrial thickness of 10-25 microns applied.
Environmental factors:
pH: These layers seem to be most effective between 4 and 9. Higher or lower acidic environments might dissolve or weaken the oxide coating.
Heat resistance: Typical physical stability ranges between -65F and 390F, but higher temperatures tend to peel off layers, making it less stable.
Criteria for Evaluation
The durability assessment of oxide layer contribution has several guiding parameters:
Hardness: Enhanced oxide layers could possess a microhardness range of 200-600 HV, which may be Vickers scaled.
Corrosion Resistance:
Salt Spray Test (ASTM B117): Strong layers resist exposure for 500-1000 hours without significant loss.
Electrochemical Impedance Spectroscopy (EIS): Monitors barrier properties and uniformity of the break layer.
Abrasion Resistance:
Wear resistance to anodized aluminum is much higher, enabling use in hostile environments.
Actual word use and value to the industry
A strong oxide layer protects materials against harsh environments, making it useful for aerospace construction and marine engineering industries. The environmental resistance of the coating, coupled with the minimal maintenance needed, makes it useful for modern engineering solutions. Performance can be maintained over time with regular monitoring and the reapplication of enhancements like anodic coatings.
Surface treatment is crucial to aluminum products, improving durability, corrosion resistance, and performance. Although aluminum is extensively used because it is light and versatile, its inherent oxide layer does not offer much protection in extreme environments. Processes such as anodizing, powder coating, and chemical conversion coating help improve the material’s resistance to wear, weathering, and mechanical stresses, enabling its use in industrial applications.
Key Technological Parameters for Surface Treatment:
Coating Thickness: Anodized layers can vary from 5 to 25 microns for decoration to up to 100 microns for more robust uses.
Hardness: The hardness of anodized aluminum can be approximated to about 500 HV (Vickers hardness).
Corrosion Resistance: Treated aluminum can endure a salt spray test (ASTM B117) for 1500 hours.
Adhesion Strength: Coatings must adhere without chipping or peeling, conforming to ASTM D3359 standards
Surface treatment is vital to ensuring the long-term performance of aluminum products and meeting industry expectations. It is becoming increasingly critical in engineering and manufacturing.

Although aluminum anodizing is less damaging to the environment than other metal-finishing processes, it must be appropriately managed. Like other non-harmful processes, the anodizing step involves a combination of sulfuric acid and water, which do not pose a risk if proper treatment and disposal exist. The water generated by anodizing containing metal and acid must be treated comprehensively before disposal. In addition to this, anodizing is known for causing little hazardous byproducts and producing fully recyclable scrap materials. Employment of sustainable practices such as water recycling and energy-efficient systems can also contribute to lowering the carbon footprint of anodizing processes.
Ensuring compliance with environmental regulations for anodizing operations entails following specific processes and best practices management. To comply with local effluent quality standards, removed metals must be filtered, and the pH must be neutralized and set between 6.0 and 9.0 upon discharge. Closed-loop water recycling systems could help increase the cost efficiency of the processes by lowering the amount of water and wastewater used. Any air emissions must be monitored to check if the SO2 and particulate matter levels are within permissible limits.
Within process optimization, careful control of bath temperature (usually 65-75°F for sulfuric acid anodizing) and implementation of energy-saving configurations can drastically lower the energy necessary for the procedure. Recycling aluminum scraps produced during anodizing is essential for conserving material resources. Periodic environmental reviews will help validate adherence, establish gaps, and guarantee compliance with local and global environmental standards.
Allied with the sustainability of anodizing processes, new technology developments should concentrate on solutions that are least antagonistic to the environment while achieving the required efficiency. The most notable example is boric-sulfuric acid anodizing (BSAA), used instead of traditional sulfuric acid processes. This method saves energy and lowers the emission of noxious waste substances. The application of pulse current anodizing is also noteworthy, as it is expected to enhance energy efficiency and reduce waste materials in other production methods.
Some suggested values include a temperature of 60-75F for BSAA to increase the reaction rate and the application of pulse currents in the frequency range of 50 to 500 Hz to achieve the desired finish quality. Modern treatment systems for spent wastewater, such as closed-loop filtration, will further reduce auxiliary water consumption and prevent contaminants from leaving the boundaries of treatment facilities. In addition, all innovations must be aimed at integrated environmental impact assessments, guaranteeing that the company’s social, economic, and technological factors are covered.

With a matte or satin finish, anodized aluminum possesses a more natural metallic feeling, making it optimal for achieving minimalistic sophistication. The oxide layer does limit color options, but it is more readily available in a variety of shades. However, PVD (Physical Vapor Deposition) coating is not limited in color selection and can include vivid polished, mirrored, and gradient finishes. This makes it more appropriate to use striking visual expressions for high-end designs. The application requirements and desired style, more often than not, dictate which technique to employ despite the appeal both bring to aesthetics.
The anodizing process and the electrolytes or dyes employed establish the color options of anodized aluminum. During anodization, dye absorption occurs due to forming a porous layer, which permits a variety of colors to emerge. Standard colors include shades of silver, bronze, black, gold, and blue, with more subdued tones due to the oxide layer’s characteristics. These colors tend to be UV stable, making anodized aluminum a durable choice for outdoor applications because they resist fading.
Color Options Technical Parameter:
Oxide layer thickness: The normal range for decorative finishes is 10 to 25 microns, as the finish must balance durability and appearance.
Electrical Current Density (during anodization): If the formation of the oxide layer is to be consistently achieved, a range of 1.0-2.0A/dm squared is optimal.
pH Levels (of electrolyte bath): This is controlled between 4.5 and 5.5 to guarantee the formation of the oxide layer.
Temperature (of electrolyte solution): Must not fall below 16 degree Celsius or go above 24 degree Celsius, color absorption and pore size is important to control.
Sealing Process (post-dyeing): Hot water sealing or nickel acetate sealing is essential for locking in the colors and increasing surface wear resistance.
With these parameters being optimal, anodized aluminum is manufactured with ideal durability and beauty for many applications.
The PVD (Physical Vapor Deposition) coating is a modern technique that significantly improves stainless steel’s aesthetic and functional qualities. This process uses ultra-thin, strong material layers that come in various colors and improve wearability and surface stability over time.
Advantages of both Aesthetic and Functional:
Variety of Color Options: PVD coating can achieve a glossy finish in gold, rose gold, black, bronze, rainbow, and other vibrant colors, making it easier to integrate stainless steel in high-end designs.
Scratch Resistant: The surface layer of PVD coating hardens, cutting scratches and preserving its polished appearance, increasing scratch resistance.
Corrosive Resistant: The coating adds another protective layer that enhances the life span of the stainless steel when in corrosive surroundings.
Eco-Friendly Process: Unlike traditional plating coatings, PVD is a clean process using a vacuum-based deposition method with little environmental impact.
PVD Plating Technical Parameters:
Coating Thickness: Usually between 0.1 and 5 microns, achieving a good balance between color brightness and durability.
Deposition Temperatur: Primarily set at 300-750ºF (150-400ºC), allowing the base material to remain whole while bonding.
Operating Vacuum Pressure: Usually between 10⁻² to 10⁻⁴ Torr; a perfect condition for all coating materials to be vaporized and deposited onto the object PVD plated.
Duration: The project can take 1 to 4 hours, depending on the intricacy and volume of the stainless steel pieces.
If these technical limits are obeyed, the PVD coating procedure is efficient for aesthetic diversity and durability. Stainless steel is thus the optimal candidate for structural components in buildings, jewelry, kitchen machines, and other high-end uses.
While debating whether to use an anodized or PVD-coated surface, I found that the particular use case matters most to me. Aesthetics combined with unmatched durability often lead me toward PVD coating due to its superior surface hardness and resistance to wear, corrosion, and fading. Furthermore, PVD is typically done in a vacuum at 300°F —750°F (150°C —400°C) with a coating thickness of 0.1 to 5 microns, which allows for tremendous precision and strength.
Conversely, anodized surfaces are lightweight and provide reasonable corrosion resistance compared to basic-level surfaces used in electronics or decorative features. Anodizing involves submerging aluminum in an acid electrolyte bath while passing an electric current through it to form an oxide layer. Depending on the application, anodized coatings have a thickness range of 0.5 to 25 microns.
While I do prefer PVD coatings for longer-lasting aesthetics, at times, the straightforward approach with anodizing for cost’s sake is also quite appealing. One must understand the technical specifications and the intended use to make the correct choice.
Leading CNC Metal Machining Provider in China
A: Anodized aluminum is created by immersing it in an electrochemical bath, resulting in a hard-anodized coating. This process increases the thickness of the natural oxide layer on the aluminum surface, making it more resistant to corrosion and wear and enhancing its durability.
A: PVD (Physical Vapor Deposition) coating is a popular choice for enhancing the durability and aesthetics of metals and alloys. It involves depositing a thin film of materials like titanium nitride onto the surface, providing a hard, durable, and corrosion-resistant finish without altering the substrate’s properties.
A: Hard anodizing is a specialized coating process that produces a thicker and denser anodic layer than regular anodizing. This makes the aluminum components more suitable for applications requiring extra durability, wear resistance, and improved performance.
A: PVD coatings are commonly applied to substrates such as aluminum alloys, stainless steel, and other metals. The choice of substrate depends on the desired application and the specific properties needed, such as hardness and corrosion resistance.
A: Yes, PVD coatings can be applied to anodized aluminum surfaces. This combination provides an enhanced layer of protection and aesthetic appeal, combining the durability of the anodized layer with the decorative and protective qualities of the PVD coating.
A: Aluminum is commonly alloyed with stainless steel to form varying grades of materials with enhanced properties. These alloys combine aluminum’s lightweight and corrosion-resistant nature with the strength and durability of stainless steel, making them suitable for a wide range of applications.
A: Aluminum is popular due to its natural oxide layer, which can be thickened through anodizing to improve its corrosion and wear resistance. Additionally, its lightweight nature and ability to be alloyed with other metals make it a versatile option for various coating processes.
A: The coating on anodized aluminum, such as PVD, enhances its performance by adding an extra layer of protection against environmental factors, increasing its lifespan, and improving its aesthetic appearance. This makes it suitable for both functional and decorative applications.
A: Powder coating involves applying a dry powder to the aluminum surface and curing it under heat to form a protective layer. In contrast, PVD coating is a vacuum deposition process that provides a thinner, more durable finish. While both enhance durability, PVD offers superior hardness and aesthetic variety.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →