

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Of all the techniques that help achieve a surface finish for aluminum projects, bead blasting is perhaps the most effective and versatile one. This process makes aluminum visually appealing and improves its practicality by using textured surfaces for better application. Be it custom fabrication, automotive parts, or even architectural pieces, comprehending the intricacies of bead blasting can improve the surface finish of your final product tremendously.
This blog post will cover all the fundamentals of bead blasting aluminum, from how the process works to its primary advantages to examples of its use. We will provide expert advice to help you accomplish a masterful finish while anticipating difficulties and explaining why bead blasting is so popular among professionals. By the end, the reader should understand how mastering this technique can improve their aluminum projects.
A surface finishing method known as bead blasting aluminum uses spherical beads usually made out of glass that are fired onto the surface of the aluminum at high pressure. This technique removes imperfections such as dirt, oxidation, and previous coating and creates a smooth, uniform finish. Two methods accomplish this: impact, which destroys the surface of the aluminum, and abrasion, which polishes the surface gently without ruining the aluminum. Bead blasting is known for its accuracy and efficiency and for improving aluminum components’ physical and functional properties.
What materials are suitable for bead blasting?
Controlling the roughness of a material can be achieved by blasting a range of materials, including aluminum, steel, stainless steel, and non-metals, such as glass and plastic. It is beneficial in many industries due to bead blasting’s flexibility.
What technical parameters are involved in bead blasting?
Blast Pressure: The blast pressure must be controlled depending on the material type and finish required, but it usually reaches 40 to 100 psi. A lower number is suited for sensitive surfaces, while higher numbers are appropriate for more rigid materials.
Bead Size: The size of the beads can greatly alter the finish, glass beads range from 50 to 325 mesh, smaller beads create smoother finish and larger beads create rougher finishes.
Angle of Application: For maximum accuracy without causing undue impact, a range of 60-75° to the surface is recommended.
Distance from Surface: 4-12 inches is ideal for best results and even distribution.
What are the advantages of bead blasting?
It cleans contaminants, creates a uniform surface, cleans for aesthetic purposes by producing a matte or satin finish, and improves the adhesion of subsequent coating or treatment processes.
Is bead blasting environmentally friendly?
Yes. Bead blasting is eco-friendly because it uses non-toxic materials (glass beads), produces little waste, and does not contain harsh chemicals.
By following these parameters and considerations, bead blasting achieves precision surface preparation and ensures high-quality results for various applications.
Better Surface Finish
A bead-blasted surface is smooth and uniform with a matte or satin luster, which improves aesthetics. This process eliminates defects such as scratches or machining marks, leading to a deeper finish.
Improved Adhesion
Bead blasting helps adhere coatings, paints, or subsequent treatments by providing a clean and rough surface. This ensures durability and longevity for further applications on aluminum.
Corrosion Resistance
The process enhances the removal of surface contaminants, such as oxides or residues, responsible for corrosion. This makes applying protective finishes or coatings to aluminum easier and further increases its resistance to external factors.
Gentle and Non-Abrasive
Compared to other abrasive methods, bead blasting is less harsh because it employs delicate glass beads, which do not significantly reduce the material. Less material being removed allows the shape and size of the aluminum surface to be preserved.
Technical Parameters for Bead Blasting Aluminum
Aluminum Glass Bead Size: For aluminum, glass beads range from 70 to 140 mesh to properly clean the surface without causing too much abrasion.
Air Pressure: To clean the surface efficiently, air pressure should be maintained between 40 and 60 PSI.
Blast Angle: 45 to 90 degrees for precision and consistent finish. The machine will not dwell in a single area for too long with these parameters.
Distance: Depending on the desired texture and thickness of the material, the distance between the nozzle and the surface should be around six to twelve inches.
Within these constraints, bead blasting optimally guarantees eco-friendliness and efficiency alongside consistently outstanding results.
Bead blasting is one of the most prominent techniques for surface treatment of aluminum parts, for example, restoring the cosmetic appearance of components, performing parts for coatings, enhancing parts for coatings, and enhancing components for corrosion issues. I’ve found it to work effectively in surface blemish removal and old layers of paint stripping without damaging the aluminum substructure. I thoroughly suggest using glass beads; a mesh size between 70 to 140, blasting pressure and air pressure between 40 to 60 PSI, and an air nozzle diameter between 3 to 6 millimeters are the best parameters for achieving a smooth satin-like finish while not over eroding the aluminum bit. It is fundamental for automotive, aerospace, and manufacturing, as well as other technologically advanced industries where accuracy, matched with strength, is crucial.
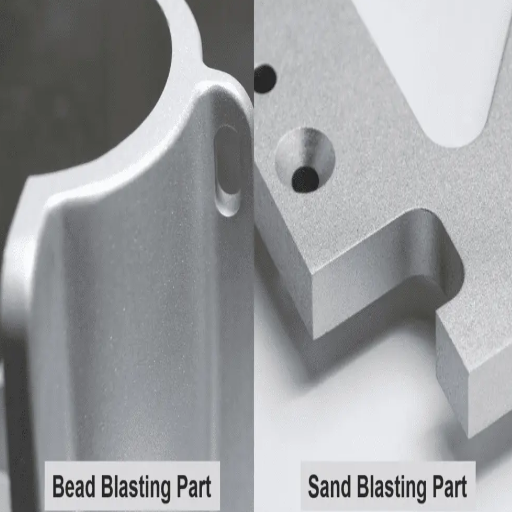
Bead blasting stands out from sandblasting and chemical etching finishing methods owing to its gentler approach. Unlike sandblasting, which is more aggressive and can cause surface damage, bead blasting employs rounded glass beads that effectively capture the material’s surface while achieving a uniform finish. Bead blasting is also cleaner and more environmentally friendly than chemical etching, as it does not require harsh chemicals. It also provides better control over the desired texture, making it useful for precision applications.
In comparing bead blasting and sandblasting, the choice alternates with the application, type of material, and the desired results. Here is a summary of the advantages and disadvantages of each procedure:
Bead Blasting Advantages:
Environmentally Friendly: Does not use hazardous waste. Utilizes non-toxic, recyclable glass beads.
Finish Quality: Produces a smooth and uniform, aesthetically pleasing finish.
Precision: Ideal for fragile or intricate parts because it allows controlled texturing.
Material Preservation: Gentle on surfaces, does not cause etching or damage to materials.
Bead Blasting Disadvantages:
Higher Cost: Glass beads are generally more expensive than sand and may need to be replaced over time.
Slower Process: More time may be required to achieve desired results than aggressive methods.
Advantages of Using Sand Blasting
Speed and Effectiveness: Removes difficult surface contaminants such as paint, rust, and scales promptly.
Cost Efficient: Used for larger projects, is easily accessible, and can be purchased cheaply.
Flexibility: Excellent for extensive cleaning or surface preparation for other heavy-duty applications.
Disadvantages of Sand Blasting
Surface Damage: Softer materials and surfaces can cause edging, pitting, or degrading due to their harshness.
Health Problems: The danger of dust being generated can cause serious health problems if equipment is not used.
Environmental Issues: More unfriendly due to the waste and dust generated.
Technical Specifications
Strength of Particle:
Glass beads used in bead blasting usually have 40-200 microns.
During sandblasting, grit particles used vary from 36-120 grit size depending on how aggressive the job is.
Adjustment Of Pressure
Bead blasting is done at low pressure to control 40-80 PSI for more delicate cleaning.
It is necessary to use higher-pressure sandblasting for tough jobs of 70-140 PSI.
Type Of Material:
Bead blasting more delicately applies to aluminum, stainless steel, or thin materials.
Steel, cast iron, or surfaces with heavy corrosion are best suited for sandblasting.
By considering all these tips, you are assured of optimal efficiency while maintaining the intended surface quality.
In selecting the media for blast treatment, I analyze the workpiece, the surface treatment, and the overall project requirements. Glass beads and walnut shells work well for softer surfaces or more detailed work because they are gentle and abrasive. For stricter materials like steel or heavily rusted surfaces, aluminum oxide or steel grit is a better solution because they are tough and have good cutting capabilities, allowing them to remove the needed material efficiently.
Below are some of the considerations I look at:
Mohs Hardness:
Glass Beads: ~5.5-6
Aluminum Oxide: ~9
Steel Grit: ~7
Mesh Size (Microns):
Glass Beads: 70-140 microns (fine finish)
Aluminum Oxide: 100-200 microns (for more aggressive cutting)
Steel Grit: 850-1700 microns (heavy-duty surface prep)
Air Pressure:
Glass Beads/Walnut Shells: 40-60 PSI
Aluminum Oxide/Steel Grit: 80-120 PSI
When the right media in combination with parameters is chosen, the results improve, and the equipment and treated surfaces will last longer.

Bead blasting is essential in the anodizing stage. It optimizes the uniformity and adhesion of the metal surface. This surface preparation creates a matte finish by removing contaminants, oxides, and other unwanted residues and enhancing the anodized coating’s appearance visually and structurally. It also improves the functional and aesthetic quality of the surface after treatment by providing standardization for the coated surfaces. Without bead blasting, achieving a high-quality anodized layer would not be possible; therefore, it is a crucial step in the whole procedure.
Surface preparation must be done to enable stronger bonding of the anodized coating by removing contaminants, surface imperfections, and even oxidized materials. These elements would reduce the coated surface’s outcome, making it weaker, less appealing, and subpar overall.
Abrasive Media: Glass beads are preferred for best results; however, aluminum oxide and ceramic media can also be used.
Particle Size: A medium grit range of 70 to 120 mesh is optimal for achieving a desirable evenly matte but not overly roughened surface.
Air Pressure: For cleaning without harsh damage to the aluminum substrate, a range of 40 to 80 psi is ideal.
Blast Angle: An effective range of 45 to 60 degrees results in adequate surface preparation.
An even 4 to 8 inches from the surface is optimal for avoiding uneven treatment.
Aesthetic issues arise due to enhanced adherence to the anodized layer. Bead blasting creates smoothing out surface irregularities, resulting in a more appealing finish with increased structural integrity.
Before beginning bead blasting, ensure the aluminum surface is dry and free of oil or grease. The abrasive media should be checked and changed regularly to prevent inconsistency. Avoid over-blasting to prevent the substrate from thinning or deforming.
One of the best options for such processes is bead blasting, which helps achieve the finest aesthetic and structure of the aluminum. This process is necessary for lighting defects, oxidation, and any imperfections in the aluminum surface, which must be treated for painting or later anodizing. Not only does bead blasting ease mechanical reflection, but it also produces a firm matte texture that is mainly in demand for aesthetic and industrial purposes.
Aluminum is blasted using non-aggressive glass beads without the risk of ruining or warping the material. These bead glasses are available in many sizes, which allows them to be divided into finer and larger beads. Smaller beads between 70 and 100 microns create finer finishes, while larger beads ranging from 150 to 200 microns yield course finishes. The desired finish of the surface and the thickness of the existing aluminum unit decide the finishing media.
The blasting pressure for the best outcome is optimum, with a range of psi 40-80. Lower pressures around 40-50 psi are best for delicate components or thin aluminum sheets to prevent deformation or excessive material loss. Stubborn surface imperfections and thicker aluminum components can be blasted at higher pressures of 60-80 psi.
Preparation of the surface: The aluminum surface must be clean and dry, free of oils, grease, and moisture, to avoid contamination during blasting.
Media Abrasive Maintenance: Abrasive media damages must be checked frequently to ensure defects are not introduced to the surface.
Do Not Blast for Long Periods. Prolonged blasting can thin, warp, or weaken the material, especially on thinner substrates.
Health and safety: Proper ventilation should be available in the blasting area, and Personal Protective Equipment (PPE) such as gloves, goggles, and respirators should always be used.
By following these factors and taking proper technical measures, bead blasting can drastically improve the appearance and performance of the aluminum’s surface finish.
This is how I achieve precision uniform bead blasting: first things first, having the correct technique and equipment settings is imperative. I always make sure that the angle at which I blast is fixed- I tend to attack at a 45-degree angle as that ensures even coverage without streaks while maintaining the needed distance of 6 to 12 inches from the work surface. I keep a pressure of 40 to 60 PSI to ensure these aluminum surfaces are not damaged. The glass beads I chose have mesh sizes between 100 and 170, as they provide the most even distribution. I must also check and refill the blasting media to keep the glass beads intact. Masking surfaces and ensuring the area is clear of contaminating materials is necessary. With all of these combined, I am guaranteed an immaculate outcome. Following all the parameters and working systematically across the surfaces guarantees the highest quality output.
Choosing a blast finish for aluminum alloys depends on its composition and application. Softer alloys like 1100 and 3003 require a fine glass bead finish that helps attain smooth, satin-like surfaces without warping and excessive material removal. While more complex alloys like 6061 and 7075 can endure more aggressive treatments such as aluminum oxide blasting, the more complex alloys benefit from these treatments as they provide better adhesion for coatings or paint applications. A light blast bead is typically used on anodized aluminum to enhance its aesthetic qualities while protecting the surface underneath. With blasting and its chosen technique, it’s essential to adapt it to the aluminum’s hardness and functional requirements first.
When choosing blast media for 6061 aluminum, its surface finish and the material’s properties must be considered. 6061 is a medium-strength alloy that can withstand mild and moderate abrasive treatments: – Glass beads are the most unfavorable feature as they do perfect finishes and erase any required material. This type of bead is best suited for applications with high aesthetic needs. Technical Parameters: medium glass beads sized 70/140 mesh at 40-60 psi pressure to help avoid excessive surface stress.
Aluminum oxide is best suited for functional use. It is suitable for use where surface texture is needed to enhance paint or coating adhesion.
For even surface contouring, fine-grit aluminum oxide ranging from 120 to 220 and a pressure of 50-70 psi will suffice.
Silicon carbide is excellent for rougher cleaning or etching at more rigid and more defined surface textures.
Fine-grit 120-180 silicon carbide, with pressure between 60 and 80, will work best for more delicate objects.
Always test desired blast parameters with a small piece of 6061 aluminum first, then proceed to ensure it meets the project requirements. You may need to alter pressure and media size to achieve the perfect finish while maintaining the integrity of the material.
A satin finish captures the essence of both matte and gloss, striking a midpoint between the two by possessing a smooth sheen that isn’t overly reflective. It is often selected because of its understated and elegant look, making it prevalent in architecture, automobiles, and consumer goods. This type of finish is achieved using finer abrasives or polished techniques that strategically create a low-luster effect while preserving perfect surface uniformity.
Technical Parameters for Satin Finish: Use fine-grit abrasives, such as Aluminum oxide or silicon carbide, 180-320 grit. Adjust pressure to 40-60 psi, depending on how sensitive the block of 6061 aluminum is. A polished satin finish may involve additional steps, such as buffing with a non-woven abrasive pad or using finer polishing compounds.
This finish is preferred because it looks good while providing better concealment for fingerprints and minor scratches. However, a sample should be checked first to guarantee satisfactory texture and gloss level before a complete application.
Follow these steps to achieve a clear anodized appearance on bead-blasted components.
Splitting the Surface: First, bead blast the parts with delicate glass beads or other suitable blasting media to create a base matte finish. Before commencing these steps, check that the surface is clean from oils, dust, or any other form of contamination.
Cleaning and Etching: The next step is blasting the parts with an alkaline cleaner, followed by an acid etch, which serves the purpose of cleaning while providing an even finish.
Anodizing Process: The next step is to immerse the parts in the sulfuric acid anodizing bath while passing the appropriate current density. This results in a durable oxide layer that does not affect the bead-blasted finish.
Sealing: The next step is sealing in the finish to improve corrosion resistance while locking the finish in on the deionized water bath.
Accomplishing these steps concurrently should result in a consistent anodized appearance that exhibits excellent aesthetic appeal and showcases the bead-blasted machinery.
Bead Blasting:
Media Used: Fine glass beads or aluminum oxide.
Air Pressure: 60-80 psi.
Objective: Attain a uniform matte finish while eliminating surface damage.
Cleaning and Etching:
Alkaline Cleaner Concentration: 25-50 g/L.
Clean Temperature: 120-150°F (49-65°C).
Etching Acid Solution: 15% – 20% Nitric acid or Nitric and Hydrofluoric acid combination.
Etch Duration: 1-5 minutes based on surface finish requirements.
Goal: Eliminate unwanted factors and condition the surface for anodizing.
Anodizing Process:
Electrolyte Solution: Sulfuric acid (15% by weight)
Temperature Range: Between 20 and 22 degrees Celcius
Current Density: 12-24 Amps per square foot
Time: 20-30 minutes to achieve oxide layer thickness of 0.8-1.0 mil.
Goal: Create a strong and clear oxide coating.
Sealing:
Sealing Temperature: Between 82 to 100 degrees Celcius
Sealing Duration: 15-30 minutes based on coating thickness.
Sealing Medi: Deionized water or nickel acetate solution for strength.
Goal: Crystallize the oxide layer to increase resistance to corrosion and lock in the finish.
If the technical basic standards are followed, the parts will have an optimal clear anodized coating that is durable, esthetically marvelous, and corrosion-resistant. Controlling every step ensures the result is precise and decreases the risk of process inconsistency.
Maintenance and cleaning are required to preserve the surface finish and functionality of bead-blasted aluminum surfaces. I suggest using soap and water with a cloth or sponge that is not abrasive. Avoid aggressive scrubbing or harsh cleaners, as these can cause the bead-blasted texture to be damaged or even discolored. A stain can be treated with a diluted isopropyl alcohol solution, which must be rinsed with deionized water afterward to negate water spots.
Technical Parameters for Cleaning:
Cleaning Solution: Detergents that are pH neutral and isopropyl alcohol that is diluted with water, i.e., 30-70% concentration
Cleaning Tools: Sponge that is nonabrasive or microfiber cloth that is soft.
Water Rinse: Deionized or distilled water for rinsing to avoid mineral deposits.
Drying: The recommended drying method is air drying or using a clean cloth with no lint, and patting dries the surface.
Regular maintenance involves drying the surface after cleaning to prevent corrosion and ensure dust and residue buildup is stagnant. These practices will keep the material and surface of bead-blasted aluminum intact.
Leading CNC Metal Machining Provider in China
A: Aluminum bead blasting is a surface treatment process that uses tiny beads propelled at high pressure to clean, deburr, or finish aluminum parts. This technique is particularly effective for preparing surfaces before anodizing, ensuring a clean and uniform finish.
A: Glass bead blasting uses spherical glass beads as the abrasive media, which results in a smoother and more uniform surface finish without removing significant material. This method is gentler than other abrasive techniques, such as steel shot blasting, and is ideal for delicate or thin metal parts like aluminum.
A: Bead blasting aluminum surfaces helps transform aluminum surfaces by removing surface imperfections, creating a uniform appearance, and preparing the metal for further finishing processes like anodizing. It also improves coating adhesion and enhances the surface’s overall durability.
A: Bead blasting can be used on various materials, including plastic parts. However, the media type and blasting technique may vary to accommodate the material’s specific properties and ensure no damage occurs during the process.
A: Glass bead media is the most commonly used bead blasting medium for aluminum. This media is preferred because it provides a smooth surface finish without damaging the aluminum, making it ideal for finishing aluminum parts.
A: Bead blasting helps prepare aluminum for anodizing by creating a clean, uniform surface finish. This preparation ensures the anodizing process can proceed smoothly, resulting in a consistent and durable layer.
A: Bead blasting in aluminum is considered adequate because it provides a controlled and precise method for removing surface imperfections, ensuring that aluminum parts have a consistent surface finish. This process is crucial for achieving the finished products’ desired aesthetic and functional qualities.
A: Bead blasting is used in deburring to remove sharp edges or burrs from aluminum parts. This process is essential in ensuring the parts are safe to handle and fit correctly with other components.
A: Yes, ensuring a clean surface after bead blasting and before anodizing is necessary. Residual blasting media or contaminants must be removed to achieve a high-quality anodized finish and prevent defects in the final product.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →