

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Stainless steel finishes have a considerable aesthetic and functional impact across different applications, and thus, their selection should be made cautiously. This guide looks at three types of finishes — Mill, 2B, and Polish — claiming their distinctive features, applications, and benefits with definitions. Irrespective of whether the project requires industrial machinery, buildings, or ornamentation, the completion of the client’s vision is achievable if the needed information regarding these finishes is at hand. The polished and practical understanding of the finishes advanced in this article will help you make sound decisions regarding their selection, knowing each offer’s benefits.
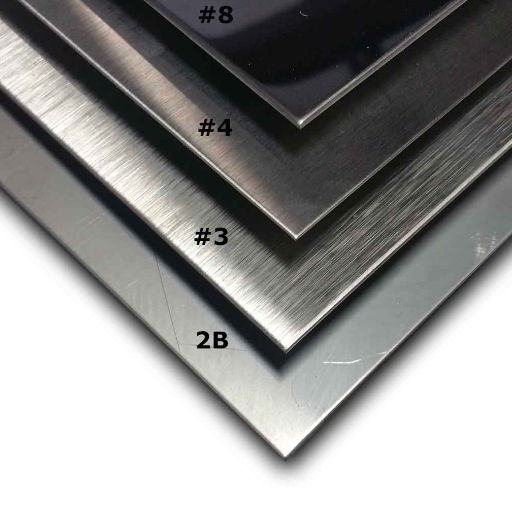
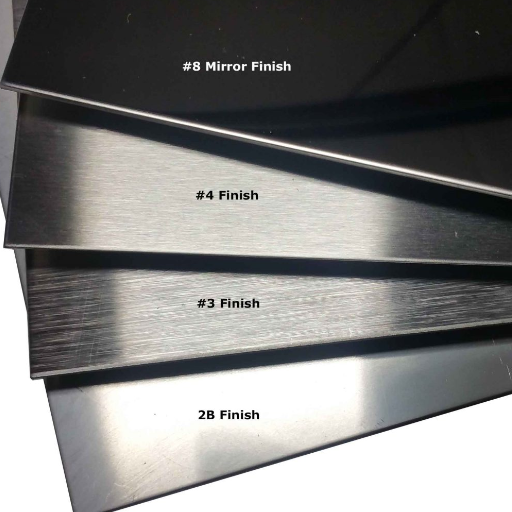
Stainless steel finishes can be grouped into appearance, texture, and functionality categories. Some of the standard finishes are:
Mill Finish (No. 1) is a coarse, unpolished surface treatment used in industrial settings where the surface finish is unimportant.
Brushed Finish (No. 4) – The mechanical surface treatment produces a smooth texture. It is used on appliances and architectural works because of its soft and aesthetically pleasing surface.
Mirror Finish (No. 8) – The surface is smooth and polished to a high degree, resulting in a mirror reflection. Used on elevators and jewelry making for decorative purposes.
Matte Finish (No. 2B): This is a Polished surface that is smooth but not shiny. It is widely used in food processing equipment.
Satin Finish—This finish is lightly applied to the brushed finish to give the inner and outer parts of the building a sophisticated touch.
Each has a separate aesthetic and functional use. Therefore, considering the project’s needs, the stainless steel finish must be carefully considered.
Mill finish describes the untouched surface of stainless steel after its production. It appears rough and dull, with some imperfections in its original state. Although aesthetically unappealing, this finish is still beneficial for industrial work or when further polishing is required, making it cost-efficient.
Technical Parameters of Mill Finish:
Surface Roughness (Ra) usually ranges between 0.5 and 1.5 µm. The value varies with the unique processes used in manufacturing.
Reflectivity tends to be low but could vary based on the alloy and process used. More often than not, the result is a matte finish.
Thickness Tolerance- Meets the compliance requirements for ASTM and EN standards, guaranteeing uniformity for control or sheets.
Applications- Almost always used in welding, construction work, and as a base for several coatings or laminates.
Considering the technical properties of mill finish is essential when choosing the right material for your project. This is especially true when looks are secondary. However, you must also ensure that the material meets the required environmental standards and performance expectations.
The 2B finish is widely appreciated for its durability, smoothness, and multi-purpose use. It was achieved through cold rolling and annealing, including descaling and a final light pass of polishing rollers, which produced a matte surface with light reflection. Because of its impressive aesthetic and functional qualities, it’s considered the standard finish for stainless steel.
Advantages of the 2B Finish
Ability to Withstand Corrosion: The assured finish minimizes nooks and crannies where contaminants can settle, thus improving corrosion resistance, especially in the presence of moisture and chemicals.
Hygienic and Cleanable: Its relatively uniform appearance and smoother texture are ideal for sanitary applications in food processing industries and medical equipment.
Little Reflective: The finish is shiny, but not extremely so, thus its more suitable for industrial and architecture purposes.
Technical Parameters of the 2B Finish
Roughness Average (Ra): Stated to be between 0.3 to 0.5 μm, a perfect blend of smoothness while remaining usable.
Thickness Tolerance: Although the finish does not change the thickness of the material, it does provide the same level of precision as the cold rolling process.
Chromium Layer Preservation: In descaling, the material is ensured to keep its protective chromium oxide layer, which prevents rust and wear and is thus vital.
Applications
2B finish has found its use in a variety of industries:
Food and Drink: A lot of tanks, counters, and processing machinery used are made due to their sanitary properties.
Construction: Used in Cladding, elevator panels, and very sophisticated interior and exterior designs, which require durability and beauty.
Machinery: Its value in corrosion resistance and versatility in equipment and piping makes it ideal for industrial use.
Kitchen appliances and outer panels are well-represented among the goods customers buy, combining functionality with sophisticated beauty.
The insight of 2B’s multifaceted nature and specificities can help tailor its use to fulfill performance and operational needs over a prolonged duration.
While analyzing polished finishes, I discovered their beauty and functionality can largely be accentuated with the proper application of their aesthetics. Polished surfaces are ideal for construction and design features since they are sleek and reflective, which adds to these surfaces’ visibility. Beyond aesthetics, polished finishes add to the cleanness and surface smoothness, simplifying maintenance, and are crucial in the food processing, pharmaceuticals, and healthcare industries.
Polished finishes also tend to have Ra smoothness values that comply with the given grade, like 0.1 – 0.5 um for high-luster or ultra-hygienic applications. These parameters are of the utmost importance in controlling surfaces in regulated environments with skin texture boundaries to guarantee their safety and sanitation standards. A polished finish means I do not compromise precision and performance on technical requirements and aesthetics.
The 2B finish of steel sheets is a result of specific processes in engineering. First, the stainless steel initially goes under cold rolling to attain the appropriate thickness. It goes through the scaling process and is heat-treated in a controlled environment to enhance its corrosion resistance. Finally, the sheet goes through a roller set, producing an even and shiny surface characteristic of the 2B finish. This process creates a homogeneous matte finish that meets the requirements of numerous applications.
Cold rolling is critical to defining stainless steel’s surface finish and mechanical properties. The steel is placed between two rollers in cold rolling, compressing it at an ambient temperature. This enhances the steel’s strength through strain hardening while decreasing its thickness. After passing through the rollers, the resulting thickness value is specified, typically between 20% and 50%, altering the desired end properties.
This stage is crucial in restoring ductility and refining the microstructure after cold rolling. In this case, stainless steel alloys are heated to about 1,850°F to 2,100°F (1,010°C to 1,150°C) with control over the external atmosphere to prevent oxidation. Internal stresses are relaxed during the cooling cycle, followed by steel softening, which improves formability and corrosion resistance. The optimum balance of cold rolling and annealing achieves a final product with desirable strength, surface finish, and adequate durability for various industrial uses.
Surface roughness is one of the most critical characteristics required for the quality and functionality of the metals in question, especially for industrial usage. It impacts the surface’s ability to receive protective coatings, adhesives, or paints while affecting wear, lubrication, and aesthetic properties. Take producing stainless steel as an example. A smoother surface finish improves corrosion resistance because contaminants do not settle on the surface. The average roughness measured in micrometers (µm), which represents the value of roughness average (Ra), is one of the metric benchmarks. Its value depends on application specifications and is generally within the 0.2 µm to 1.6 µm range.
Pickling is a step or adjunct to the surface preparation stage dedicated to the cleansing of scales, rust, and other incrustations from the surface of the metal. It is a chemical process that involves dipping the object to be cleaned in a hydrochloric (HCl) or sulfuric acid (H2SO4) solution under constant monitoring to ensure that it is cleaned with minimum damage to the material. Optimal parameters tend to vary but often comprise an acid ratio of 5 to 15 percent, a temperature range of 150 to 200 degrees Fahrenheit (65 to 93 degrees Celsius), and a treatment duration of between five and thirty minutes. The outcome is a clean and reactive surface to aid in coating, welding, and rolling processes.
In tandem, accurate management of surface roughness and proficient pickling techniques significantly improve the performance, lifetime, and durability of industrial materials in intricate applications.
Having the best outcome while machining and polishing materials requires following a processed approach. Here are the steps I typically adhere to:
Surface Preparation
First, I check and clean the material by removing dirt, grease, and surface contaminants. This step ensures residue does not interfere with the cleansing and polishing procedures. When precision work is required, I use ultrasonic cleaners or dissolving agents.
Machining
I bring the object closer to its accepted shape and dimensions using CNC machines or lathes that can turn, drill, and mill. Machining steps are contingent upon the material’s hardness and the intended structure. Tool settings are guided by feed rates, cutting speeds, and material features; machining aluminum, for example, is accomplished with HSS cutters at 200-300 m/min speeds, softer metals are cut at much higher speeds.
Initial Polishing
I remove the cutting abrasives in several steps. I begin with coarse belt grinders, rotary tools, or sanding blocks ranging from 80 to 120 grit and finish by attaining a uniform surface. My choice of abrasives depends on the material. Harsher stainless steel requires silicon carbide abrasives.
Fine Polishing
In the second phase, I take progressively finer passes (e.g., 400 to 1,500 grit) to polish the piece’s surface roughness and detail, inching closer to completion. As a last step in polishing compounds, I use rouge or diamond paste to achieve a mirror-like finish for highly reflective applications.
Measuring Surface Roughness
After polishing, I verify the surface roughness with a profilometer. Depending on the functionalities needed, roughness typically falls within the average value range of 0.1 and 0.5 µm (micrometers) for specific technical uses. Meeting these requirements ensures operability in precise environments such as aerospace and medical devices, which is why it’s often the case.
I ensure the material’s desired aesthetic, functional aspects, and quality by enforcing these parameters and processes.

Not only is the mirror finish on stainless steel aesthetically appealing, but it also serves many functional purposes. The first practical advantage of the finish is that its smooth and taut surface minimizes the chance of corrosion due to the absence of micro gaps where moisture and contaminants could gather. Secondly, the surface is also easier to clean, which makes it suitable for industries such as food processing and healthcare, where hygiene is critical. A mirror finish enhances the energy efficiency of buildings or decorative pieces due to the increased light reflectivity. Finally, the striking, polished look appeals to all products, becoming the go-to finish for high-end designs.
Various technical specifications must be set when considering the management and accomplishment of a highly reflective surface. For example, the recommended surface roughness of the material should be between 0.01 and 0.05 mm in Ra, which ensures maximum reflectivity and minimal light scattering. For more advanced applications such as solar panels or even interior lighting systems, the material’s reflectance rate must be above 90%. Another crucial aspect is the corrosion resistance commonly provided by stainless steel (e.g., grade 316) or aluminum with coatings. Also, an adequate passivation technique aids in oxidization control, especially in humid or harsh surroundings. All these factors help build credibility and maximize surface optimization for harsh industrial or decorative purposes.
The Applications of Food Processing
Food processing requires materials that guarantee hygiene, longevity, and non-contamination. Stainless steel, particularly 304 and 316 grades, is extensively used in their structures due to corrosion, ease of cleaning, and food non-reactivity. For example, grade 316 is ideal for highly saline or acidic ingredients due to its molybdenum content, which improves corrosion resistance. Surface finishes such as 2B or electropolished surfaces minimize microbe adherence and streamline sterilization processes, improving cleanliness optimization. FDA, NSF, and ISO 22000 regulation compliance is often mandatory for components designed for food contact interfaces. These cover mixing tanks, cutting surfaces, conveyor systems, etc., to enhance food safety and good manufacturing practices during food production.
Automotive Industry Applications
The automotive industry uses advanced materials and surface treatment technologies to improve durability, performance, and aesthetic quality. Coated steels and high-strength aluminum alloys are commonly selected due to their low weight, which enhances fuel efficiency while maintaining the vehicle’s structural integrity. For example, chassis systems benefit from galvanization and zinc-coated steel’s longer lifespan, and 6000-series aluminum alloys are widely used in vehicle body frame construction. Electrophoretic deposition (EPD) and powder coating are surface treatments that protect against corrosion, especially in severe road conditions like salt or moisture exposure. Also, engine components are crafted from heat-resistant materials like ceramics or specialized coatings to ensure reliability under extreme temperatures. Diverse automotive applications include structural frames, panels, and braking systems, where performance and longevity are essential.
Achieving an 8 Mirror Finish requires a finely tuned process to achieve a flawless surface that is highly reflective. In this case, several steps are taken, including starting with fine grinding while incorporating progressively higher grit levels, as higher grit levels do tend to be 120 to implore 400. Firstly, we mechanically polish the workpiece surface with abrasive compounds until the surface is visually smooth enough to be compared to a mirror. Rounding off the process, buffing is performed with ultra-fine compounds or polishing pads so that scratches are non-existent and mirror-like luster is pristine. The surface obtained generally has a Ra (Roughness average) value of less than or equal to 0.05 reading at the micrometers, which complies with the standard for roughness for an industry-implied authentic mirror finish.
In the same way, an eight polish involves a precision-controlled stepping process enabling the attainment of a grade so high on smoothness and reflectivity. Still, it does not achieve the claim of less reflection of 8 mirror finish. This ordinary procedure involves polishing treatment followed by grinding with intermediate griding levels. The resulting finish is smooth, a lot, and with few avalanches, which is why the Ra value, though highly uniform, is proportionately around 0.10 – 0.25 micrometers, clearly depending on the set standards. These are generally seen in industries requiring attractive and hygienic surfaces for food and medical purposes.

Identify the type of finish required for aesthetic, corrosion, or bacteria resistance. This will ensure that the finish chosen satisfies functional and industry-specific objectives.
Remember always to employ tools exceptional to the grade of stainless steel, including noncontaminating abrasives and brushes. These will ensure that materials are not destroyed or compromised.
When grinding or polishing, work towards the direction of the existing grain to maintain a uniform appearance and avoid scratching the surface.
Stainless steel surfaces should be cleaned and worked on during and after finishing. Failure to do so will allow contaminants that cause discoloration and corrosion to remain.
Perform rigorous inspection and testing, including measuring surface roughness (Ra value), to confirm that the finish meets the desired standards and specifications.
The correct selection of the abrasive grit is crucial to achieving the desired finish or polish on stainless steel while protecting its integrity. It depends primarily on the finish type that needs to be accomplished:
Coarse Grit (36-80 grit):
It is best for shaving heavy material or preparing the surface for the finer finishing processes that ensue. It is typically employed in operations that require weld dressing or contouring.
Medium Grit (120-180 grit):
Used for smoothing out rough surfaces and getting into the beginning stages of the polishing phase. It aids in the transformation from finishing in coarse terms to more refined polishing procedures.
Fine Grit (220-400 grit):
Used for obtaining a satin or brushed finish. It effectively balances the removal of material and the smoothening of the surface.
Ultra-Fine Grit (600-2000+ grit):
It is best for surfaces that require a mirror-like finish or are highly reflective. It eliminates scratches and imperfections, producing a polished look.
The grit sizes should be ordered linearly, starting with a coarse abrasive and ending with an ultra-fine one. The type of stainless steel used, the desired finish, and the potential damage that can be incurred due to overwashing or surface marring should all be factored in. Periodic testing, such as surface roughness measurement (Ra value), should inform how the process is conducted to satisfy the technical prerequisites.
Numerous industries, from construction to medical equipment manufacturing, prefer using stainless steel due to its corrosion resistance and ability to endure rust. Stainless steel resistance to corrosion is achieved through the presence of chromium, which reacts with oxygen and transforms into passivated chromium oxide at the surface, rendering it immovable. It is important to note that a particular stainless steel grade and its rust resistance heavily depend on its composition and exposure to environmental elements.
Key Factors Influencing Corrosion Resistance:
Stainless steel has a minimum of 10.5% chromium, and a higher chrome value increases corrosion resistance. For rust-resistant steel grades, 304 grade with 18% chromium and 316 grade with 16-18% chromium and molybdenum addition powerfully resist general oxidation.
Molybdenum enhances resistance to pitting and crevice corrosion, especially in chloride-rich environments like marine applications. Grade 316 contains 2-3% molybdenum, perfecting it for such conditions.
Nickel improves toughness and formability, further increasing its corrosion resistance strength, and is a part of austenitic stainless steels such as 304 and 316.
A highly polished surface finish reduces surface roughness and improves corrosion resistance by limiting crevice formation. For applications requiring high durability and erosion resistance, a smooth Ra value of 0.2 to 0.5 micrometers is preferred.
Common Corrosion Types and Related Grades:
Grades such as 304 and 304L perform well in environments with low chloride content.
For environments exposed to seawater or chlorides, grade 316 or 316L is recommended due to added molybdenum.
Duplex stainless steels like 2205 are highly resistant to SCC, making them suitable for chemical industries and pressure vessels.
Low-carbon variants, such as 304L and 316L, help prevent welder corrosion by minimizing carbide precipitation.
Technical Parameters and Recommendations:
The more suitable the grade of stainless steel selected for the required corrosion resistance, the better its performance and durability while minimizing maintenance. Therefore, it is essential to consider environmental conditions and technical requirements when selecting the right alloy for your purpose.
Brushed finish and mechanical polish stainless steel to improve surface quality and aesthetic appeal for specific applications. A surface polish, a brushed finish, is obtained using abrasive belts or brushes. The resulting unidirectional grain pattern lends the surface a matte, textured characteristic. This finish is best suited for sleek, modern appliances or architectural components. Furthermore, mechanical polishing is the process of polishing a stainless steel surface with a grinder and subsequently removing surface roughness through finer polishing steps until higher smoothness is achieved, which results in a reflective surface. Such a technique is common in food processing and pharma industries, where hygiene and the ease of cleaning maintenance are paramount.
Technical parameters:
Brushed finish:
Surface Roughness (Ra): 0.4-1.5 micrometers, dependent on abrasives used.
Abrasive grit levels: 120 and above, commonly between 120-320 grit level.
Applications: Ornamental surfaces, design-focused applications.
Mechanically polished:
Surface Roughness (Ra): ≤0.25 micrometers for mirrors.
Polishing Steps: The multi-step process begins with coarse grit (150) and leads to ultra-fine grit (1200 and above).
Scope of work: Clean environments, sensitive industries.
Both methods must consider functional and bygone conditions to meet durability, hygiene, and beauty expectations.

Steel grades are pivotal for the quality, durability, and appearance of finishing stainless steel. Different grades, like 304 or 316, differ in composition, especially in chromium, nickel, and other alloying metals. To illustrate, grade 316 is ideal for harsh environments and sanitary applications because it has higher levels of molybdenum, which increases corrosion resistance. Alternatively, grade 304 is less expensive, versatile, and more suitable for less demanding decorative finishes. Due to specific grades’ hardness and ductility, ease of polishing or brushing is improved, influencing the achieved surface texture or smoothness. The right choice of steel grade guarantees that the finish will meet the application’s intended aesthetic and functional requirements.
Grade 304 may be more versatile and cost-effective, but it still stands out compared to other alloy grades. However, it differs in comparatively lower performance. Below is a comparison that captures the essence:
Corrosion Resistance
304: Good corrosion resistance in mild environments but has pitting and crevice corrosion in heavy chloride environments.
316: Better resistance to chlorides and harsh chemicals because of 2-3% molybdenum; this makes it ideal for marine or industrial applications.
Temperature Tolerance
304 – High operational efficiency from ~ -195°C to 870°C – works well at elevated temperatures but may scale given enough time.
316 – Has comparable resistance to heat with added strength in high-temperature and corrosive environments.
Strength and Ductility
304 – Offers outstanding ductility and ease of fabrication with a tensile strength of 515 MPa and yield strength of 205 MPa.
430 (Ferritic Stainless Steel) – Has lower tensile strength (~450 MPa) and limited ductility, thus is often used for decorative or structurally non-critical applications.
Cost
304 – Considered more cost-effective than 316 because of lower nickel and molybdenum content.
316 – Chosen when the added cost makes sense due to molybdenum content and higher grade performance.
Application Suitability
304 – Considered for general manufacturing, kitchen equipment, and architectural components due to reasonable strength, good corrosion resistance, and low cost.
316 – Preferred in pharmaceuticals, food processing, or marine industries where more rigid, multi-directional loading conditions are present.
Manufacturers can ensure optimal efficiency and performance by adapting cost to environmental and technical demands by selecting alloy grades.
Oxide layers are significant in stainless steel because they dictate the surface finish and performance of the metal in different applications. These “Passive” and protective films are oxide layers created when chromium in stainless steel reacts with oxygen. In addition to protecting against corrosion, this layer also impacts the beauty and smoothness of the surface.
An oxide layer typically found on stainless steel ranges between 1 and 10 nanometers in thickness and is influenced by environmental factors and alloy makeup. For example, 304 and 316 grades have high oxide chromium layers, but some 304 grades do not. This means that 304 and 316-grade chromium usually have above 16 – 18 % oxide chrome, and 316 possesses 16 – 18% plus 2-3% molybdenum.
The thickness and uniformity of the oxide layer affect the color and surface reflectivity. Clean oxide layers make the surface appear smooth and bright; environmental factors, including high humidity, chlorides, and elevated temperatures, can produce blemishes or discoloration.
Surface treatments, including polishing and grinding, will influence the oxide layer. For instance:
Some elements like time, oxidation agent concentration, and temperature have decisive effects on the oxidized layer working:
Manufacturers can achieve enhanced performance by understanding the oxide layer behavior and incorporating specific surface treatments for the alloy and application. This allows for optimal corrosion resistance while maintaining aesthetic value.
The finish selected for a component is influenced by the weld and fabrication techniques employed, and the material’s performance and appearance are well regarded. Poor welding or fabrication may disrupt the oxide layer, leading to inconsistencies like discoloration, roughness, and regions prone to corrosion. Furthermore, weld thermal stresses may change the microstructure of the material, which would need to be treated after the welding to achieve surface integrity.
Some parameters of relevance under weld and fabrication processes are:
Heat Input – Welds done with too much heat, particularly with stainless steels, may lead to sensitization of the grain boundaries, increasing the likelihood of corrosion.
Surface Smoothness (Ra)—A very low Ra achieved from grinding and polishing extensively minimizes the surfaces subjected to corrosion or debris in food processing and pharmaceuticals.
Post-weld passivation – Ensures that an even and protective oxide layer on the stainless steel surface will re-form.
Residual Stress – Treatments performed after the weld, such as annealing, improve long-term durability.
Considering and incorporating the above parameters into the finish selection can guarantee that the final product achieved is enhanced and, at the same time, functional with added reliability.
Leading CNC Metal Machining Provider in China
A: Stainless steel finishes are varied and include mill, 2B, and polish options. These finishes are produced to enhance the appearance and performance of stainless steel in different applications.
A: A 2B mill finish is a bright finish achieved by cold rolling, followed by annealing and descaling. It is commonly used for its reflective finish and is suitable for various finishes requiring a smoother surface.
A: A 4 finish, a brushed finish, is less reflective than a 2B mill finish. It is achieved using polished rolls and is commonly used in applications like restaurant equipment and architectural elements.
A: A bright annealed finish is a highly reflective finish achieved through heat treatment in a controlled atmosphere. This finish is often used in decorative applications and offers excellent resistance to corrosion.
A: A 2D finish is a dull, non-reflective finish produced by cold rolling followed by annealing. It is used in applications where a less reflective surface is desired, such as in the manufacturing of surgical instruments.
A: An 8-mirror finish is a highly reflective, polished finish achieved through extensive polishing. It is used in decorative applications that require a mirror-like appearance.
A: The one finish, known as a “mill finish,” is the roughest finish produced directly from hot or cold rolled stainless steel. It is typically used in applications where surface smoothness is not critical.
A: Architectural elements often use various finishes, such as the four finish or bright annealed finish, due to their aesthetic appeal and ability to resist corrosion.
A: Heat treatment, such as bright annealing, can enhance the reflective qualities of stainless steel finishes and improve their resistance to corrosion, making them suitable for high-temperature applications.
A: The smoother the surface of a stainless steel finish, the better its ability to resist corrosion. This is because smoother surfaces have fewer irregularities where corrosive elements can adhere.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →