
Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Anodizing prolongs the lifespan and improves the overall look of Aluminum. It is applied across different industries. This guide will take you through the step-by-step tips and tricks to achieve grinding on complex anodized aluminum parts. The beauty of understanding this process is bound to transform results for manufacturers, engineers, and curious individuals alike.
In this article, we discuss what aluminum anodization entails, the importance of the process, and the challenges that follow it. Numerous tools are available to grind hard anodized aluminum; however, a deeper understanding of techniques that achieve the highest precision and efficiency is essential. We will cover common challenges and their solutions without compromising the integrity of the parts. Finally, you’ll be able to know how this information applies in real-world contexts.
Anodizing is an electrochemical treatment for aluminum components that improve their surface characteristics. It requires submerging the aluminum in an electrolytic solution and passing a current through the part. This process enables the anodic oxidation of aluminum and builds a controlled oxide on the surface. This layer enhances durability, improves corrosion resistance, and improves the adhesion of finishes like dyes and sealers. Due to its advantages in both function and aesthetics, anodizing is helpful in many industries, from aerospace to consumer electronics.
Anodic and cathodic reactions that contribute to an overall electrochemical phenomenon happen concurrently in a solution during the anodizing process. The aluminum surface at an anode undergoes a reaction with oxygen ions and is further built into a stable aluminum oxide layer. The major anodic reaction can be depicted as:
Anode reaction:
[ 2Al + 3H_2O → Al_2O_3 + 6H^+ + 6e^- ]
The produced oxide coating renders the required decorative and protective features. Water molecules undergo reduction at the cathode, resulting in the release of hydrogen gas:
Cathode reaction:
[ 6H^+ + 6e^- → 3H_2 (gas) ]
Important Considerations to Optimize Anodizing
Several technical parameters, as outlined below, are of utmost importance to achieve optimal outcomes with the anodizing process:
Electrolyte composition: Most often, sulfuric acid (H₂SO₄) is within the range of 15–20% concentration.
Voltage: Standard anodizing usually requires 10–20 volts; however, the desired quality and thickness of the oxide layer affect the voltage.
Current density: Set at 1–2 amperes per square decimeter (A/dm²).
Temperature: The optimal range for preventing burning is 65–75°F (18–24°C), where balance with oxide formation is achieved.
Duration typically varies between 20–60 minutes, depending on the necessary oxide thickness.
By overseeing these parameters, industries can customize the anodized surface to particular functional or aesthetical requirements while guaranteeing standardization and quality in its uses.
Appropriately prepared electrolyte solutions are vital in the anodizing treatment process because they enable the formation of the oxide layer on the surface of the metal. In most cases, sulfuric acid is the most frequently used electrolyte and is generally available in concentrations of 15 – 20% by volume. For other specific purposes, chromic acid (3 – 10% by volume) or phosphoric acid (10 – 15% by volume) are used alternatively, depending on the finishing and functional requirements.
As a solution, the electrolyte serves as a medium by which electricity flows between the anode and cathode. This flow of electric current results in oxidation of the metal surface. Some important aspects to pay attention to in the management of electrolyte solutions are:
Concentration: For everyday purposes, sulfuric acid concentration will be kept at 15 – 20%. Chromic acid is often used at lower concentrations (3 – 10%) to improve corrosion resistance.
Temperature: These are usually maintained between 60 and 75F (16 – 24 C) to ensure even oxide growth and prevent the part from overheating or burning.
pH Level: A range of 0.5 – 2.0 is maintained to promote oxide growth when anodizing with sulfuric acid.
Agitation: Electrolyte agitation ensures uniform anodization at all times by enabling even ion movement and preventing localized overheating.
The selection of electrolyte solutions and the maintenance of proper conditions guarantees the desired thickness, durability, and appearance of the anodized layer for industrial and commercial applications.
Sulfuric acid anodizing is incredibly popular among consumers because it is cost-efficient and easily integrated into various applications. Sulfuric acid is cheaper than chromic acid, which provides unmatched corrosion resistance for aerospace components. High-cost hard anodizing is used when creating components that endure high levels of wear. When compared, hard anodizing has a granite advantage, having a thicker and superior oxide layer. The only drawbacks are its expensive processing costs and precision requirements.
Moreover, sulfuric acid provides a much better balance between performance and cost compared to anodizing with chromic acid. It has a decent oxide layer of 5-25 microns, good corrosion resistance, dyeability, and tremendous appeal for decorative purposes. Elements such as operating voltage, electrolyte temperature, and current density profoundly impact layer properties, making them essential. Unlike other forms of anodizing, this one has a wide range of applications and a minor environmental impact, making it more appealing for general industrial use.
Anodizing hardening is distinct from normal anodizing due to the oxide it employs, which is thicker and more rigid. While ordinary anodizing tends to be decorative and lighter, hard anodizing is denser and tougher after formation. It is ideally suited for its intended applications that require high strength and wear resistance. It is common for this process to have higher current densities and lower electrolyte temperatures due to the finish being more profound and more rigid. Furthermore, hard anodizing is usually more industrial or mechanical than aesthetic due to its porous surface, which can withstand harsher conditions easily.
Assessing the specific features, technical details, and parameters of Type II and Type III processes is fundamental to analyzing their distinctions.
Applications:
Type II anodizing is excellent for avoiding corrosion and for decorative purposes. The most common examples are consumer products, architectural components, and lightweight parts.
Type III hard anodizing is perfect for industrial design, mechanical wear resistance, and strength, as seen in aerospace, automotive, and heavy machinery parts.
Layer thickness:
Type II is usually in the range of 0.0002 to 0.001 inches (5 to 25 microns).
Type III: Possibly the thickest type due to its high-end thickness ranging from about 75 microns to 125 microns depending on the application purpose.
Environmental Conditions:
Type II: This type uses a moderate sulfuric acid electrolyte temperature of 20–22 °C for more effortless operation at 68–70°F.
Type III: Denser and thicker oxide layers are created at lower rates of 32-50F or 0-10C.
Current Density:
Type II: Typical ranges are from 12-18, averaging 15 ASF Amps per Square Foot.
Type III: Higher current densities are required to obtain the more challenging, durable layer, usually around the 20-40 ASF mark.
Surface Properties:
Type II: High surface roughness properties allow for better dyeing and finish treatments.
Type III: Surfaces hardened to micro-resistance level of wear with low porosity are functional in extreme conditions but not so aesthetically pleasing, allowing for some unique applications.
In a world where nothing works flawlessly, understanding these unequal divisions gives manufacturers and decorators hope to optimize anodizing processes precisely for precise requirements. Both types offer unique benefits when applied correctly, making them versatile solutions in different industries.
Stronger Durability and Resistance to Wear
The aerospace, automotive, and manufacturing industries often use components that experience extreme friction and impact. Hard anodized surfaces are perfect for these applications because they are highly resistant to wear and abrasion.
Usual quantity: 25 – 150 microns (1 to 6 mil): Hard anodized surface thickness varies based on customer requirements.
Hardness levels: 500 – 600 HV
Better Resistance to Corrosion
Hard anodizing improves a material’s ability to resist severe chemicals and moisture by covering it with a dense oxide layer. These properties are ideal for marine, outdoor, and industrial purposes.
Sealant options: Pouring hot water or nickel acetate improves the seal and enhances corrosion resistance.
Electrical and Thermal Insulation
Hard anodized coatings have excellent electrical insulation and thermal resistance, which helps manage heat and electrical shortages in specific applications.
Heat resistance: Material and conditions specific, but can withstand temperatures up to 500F (260C).
Dielectric strength: Around 2000 V/mil, good for electronic components.
Requires Less Upkeep and Lasts Longer
The combination of mechanical and corrosion resistance of hard anodized finishes makes them easier to maintain and increases the life of the components. Due to their economic value, this is especially beneficial for more hostile environments.
Better Surface Characteristics
Intricate anodized layers frequently have better lubricating properties, making them easier to operate in machines. Because of their strong bond with the substrate, they are also resistant to cracks and peels.
With careful specification of the technical parameters and these advantages, industries can customize hard anodized surfaces to provide the best performance and dependability for their application.
Type III anodizing, or hard anodizing, provides the highest wear resistance of all the anodizing types. This can be attributed to the thicker oxide layer, typically between 25 and 150 microns, which significantly increases the surface’s resistance to abrasive and mechanical wear. In contrast, Type II anodizing, used for decorative anodizing, has a thinner coating (5 to 25 microns) that offers good wear resistance but focuses primarily on aesthetics and protection from corrosion.
Important details are the coating thickness, hardness, usually 350-600 HV for Type III anodizing, and the sealing used. These factors greatly influence the performance of the anodized surface, especially on wear-prone surfaces. Operating temperature during anodizing, 0 °C to 5 °C for Type III, and electrolyte composition also matter.

Grinding is essential for machining anodized aluminum to obtain desirable tolerances and surface finish quality. Under Type III anodizing, anodized layers are very wear-resistant. Thus, careful control of the material removal rate is critical so the substrate is not damaged. Grinding also makes it possible to achieve tight tolerances and smooth surfaces essential for functional and aesthetic requirements. In addition, surfaces of components with critical dimensions can be adjusted to improve fit and performance regarding precise dimensional accuracy.
Selection of Appropriate Grinding Tools
Consider using grinding wheels or abrasive belts designed for aluminum workpieces. Silicon carbide or aluminum oxide are the most effective abrasives for anodized layers. Depending on the surface requirements, the minimum grit size for fine finish work should be 320, and the maximum should be 600.
Speed and Feed Parameters
Set the grinding machine’s speed and feed to prevent the anodized surface from overheating. Use a grinding speed between 3,500 and 6,000 SFM. Use moderate feed rates to avoid overheating the substrate and help control material removal.
Coolant Application
While grinding, always employ water-based dissipative coolants or lubricants to diffuse heat and minimize friction. These techniques prevent elution or cracking of the anodized layer while ensuring smooth grinding operations.
Controlled Pressure
Avoid excessive pressure application while grinding as much as possible, as this risks deforming the anodized surface and eluting more material than desired. Moderate to light pressure still accomplishes adequate precision while maintaining control over the layer’s structural integrity.
Incremental Passes
Instead of heavy passes, light incremental grinding passes are better. A depth of cut of roughly 0.001 to 0.005 inches in each incremental pass is ideal in maintaining control over dimensional tolerances and preserving the anodized coating.
Inspection and Finishing
Throughout the procedure, check the workpiece frequently to confirm that surface finish requirements have been met. In the end, other than polishing using finer abrasives to achieve superior smoothness, alignment with aesthetic requirements should be enforced.
All these parameters and techniques allow for grinding anodized aluminum surfaces while maintaining the material’s functional and visual quality.
How abrasive materials behave in conjunction with anodized layers depends on the abrasives’ type, hardness, and particle size. A tough oxide layer protects the surface of anodized aluminum, though abrasive material that is too forceful or abrasive can damage the coating. Below is a technical summary:
Abrasive Hardness
Silicon carbides and diamonds can be referred to as the anodized layer abrasives because they can penetrate and damage the oxide surface. The anodized layer’s corrosion resistance and aesthetic appeal will be lost. For the coating to be preserved, softer abrasives like aluminum oxide or ceramic materials must be used for most finishing processes.
Grit or Particle Size
Using coarse grit sizes, such as 60 through 120, can remove material, which may leave scratches or uneven finishes. Fine-grit pulverized glass or ceramic abrasives with diameters from 320 to 600 offer a better finish because they inflict minimal damage on the oxide layer.
Lubrication and Cooling
Correct application of coolants or lubricants is important in grinding to remove heat and avoid overheating the anodized layer. Water-based coolants are widely used because they control abrasive action and help reduce thermal damage.
With the proper selection of abrasives, some operational parameters, and some cooling procedures, the anodized aluminum surface can be machined while maintaining its functional and decorative features.
It is essential to maintain corrosion resistance while grinding anodized aluminum. I like to utilize non-aggressive abrasives with a grit number between 120 and 320, as they do a good job of roughing out material without taking too much of the anodized coating. Also, I like to control the speeds while grinding to less than 3,500 RPM to ensure that not too much heat that could damage the oxide layer is generated. Proper cooling is significant to preserve the protective characteristics of the material effectively; I tend to use water-based coolants with a flow rate of about 1.5-2.0 liters per minute to ensure that the tool and surface temperature are regulated. Maintaining the anodized surface’s corrosion-resistant integrity is possible by abiding by these technical parameters and being careful during the operation.

The application of anodized aluminum components is beneficial in a variety of ways. They can be used in many fields because they are corrosion resistant, preventing environmental damage, such as chemicals and moisture from deteriorating the base metal. This significantly increases the life of the material. Moreover, anodized coatings improve surface hardness, wear, and abrasion resistance. Also, anodized aluminum is easy to handle. Being lightweight and durable simultaneously further retains the base material’s structural integrity. The process also improves aesthetic appeal by giving a sleek, metallic finish that can be dyed in various colors. Therefore, the surface can be satisfying to the eye. Finally, they are non-toxic and environmentally friendly, which makes them suitable for use in applications that prioritize sustainability.
The aluminum surface is anodized, which enhances corrosion resistance by applying a tough protective oxide covering. The following parameters are highly technical and essential when considering optimizing the process:
Coating Thickness
A standard coating of 5-25 micrometers is suitable for everyday use. For harsher conditions, such as marine and industrial environments, coatings of 50 micrometers are ideal for providing more resistance.
Sealing Process
The anodized layer must be appropriately sealed to prevent porous surfaces, which is problematic. Hot water sealing, nickel acetate sealing, or cold sealing can be done.
Sealing temperature for hot water = 96 to 100 degrees for 20 to 30 minutes.
Type of Acid Used
The most typical electrolyte, sulfuric acid, is used for anodizing, which offers excellent corrosion resistance.
Typical concentration of sulfuric acid varies from 15 to 20 percent.
Voltage and Current Density
Depending on the thickness and application, voltage can vary from 10 to 20 volts.
Current density is generally between 1 to 3 A/dm^2.
Considering these factors, anodized aluminum is more corrosion-resistant than unprotected aluminum for aerospace, automotive, and construction applications.
To improve the wear resistance of aluminum alloys, it is necessary to optimize the surface characteristics using surface treatment methods, coatings, and alloy modifications. Key approaches are listed below, along with essential considerations:
Surface Hardening
Hard anodizing is a widely used technique for improving wear resistance. After the anodizing bath, the oxide layer on the aluminum thickens.
Recommended Parameters:
Type of acid: Sulfuric or oxalic acid.
Temperature: -5°C to 5°C for hard anodizing.
Voltage: 30-60 volts, depending on alloy thickness.
Thickness range: 25-150 microns to maximize durability increment.
Thermal Spray Coatings
Plasma spraying significantly enhances wear resistance by applying hard ceramic or metallic coatings such as tungsten carbide (WC) or chrome oxide.
Typical Parameters:
Coating thickness: 100-300 microns.
Substrate temperature Therma application: Less than 150 °C to avoid thermal distortion.
Material Alloying
Adding components like silicon or manganese into aluminum alloy enhances its abrasion resistance.
Example Alloys:
Al-Si alloys with 12-25% Silicon for excellent wear and casting properties.
Al-Mg-Si alloys strategically balance the strength-to-weight ratio as well as wear resistance.
Sealants and Surface Treatments
Post-anodizing sealing with nickel acetate or boiling water enhances wear resistance by closing the pores in the oxide layer.
Sealant duration boiling water: 20-30 minutes 96-100°C.
Incorporating complex anodizing techniques with thermal spray coatings or alloying can enhance the wear resistance of some aluminum alloys for high-end applications in aerospace, automotive, tooling, etc.
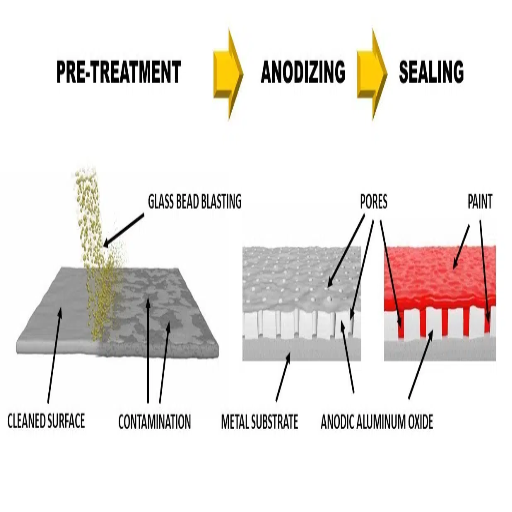
It is well-known that achieving good surface finishes using anodizing is a complex activity involving machining and aesthetics. The anodizing process improves the aluminum surface by applying a protective and durable corrosion-resistant oxide layer, which can either be colored or left uncolored, retaining the metallic appearance. This generally consists of pre-treatment, anodizing, optional coloring, and sealing.
The vital process characteristics are:
Anodizing Voltage: 15 – 20 V is typically used for Type II (decorative anodizing) or 30-100 V for Type III (hard anodizing).
Electrolyte Solution – 15-20% concentration of sulfuric acid is standard.
Temperature – kept at 20-22 degrees Celsius (68-72 F) for repeatability.
Anodizing Time: 20 to 45 minutes, depending on the required thickness, typically 10 to 25 microns for aesthetic reasons.
By carefully managing these factors, anodized surfaces with uniform thickness, brightness, color, or mattress can be obtained, making anodized aluminum a preferred material in architecture, consumer goods, and the arts.

To guarantee the right coating on anodized aluminum, make sure you follow these key procedures:
Surface Preparation: Clean and degrease the aluminum surface to be anodized to remove all contaminants that may affect adhesion.
Proper Anodizing Layer: Confirm that the anodized layer is of accurate thickness and uniformity for the particular application.
Sealing: After coloring or finishing, seal the anodized layer immediately to enhance durability and corrosion resistance.
Coating Material Compatibility: Avoid using coating materials that do not meet the specifications of anodized aluminum, as they will result in peeling or discrepancies.
Quality Control: Inspections or tests for adhesion and abrasion resistance are performed, or the coating and its features are confirmed to have the required reliability.
Following these practices can enhance your chances of getting a durable finish on anodized aluminum surfaces.
The oxide layer is crucial in the coating process because it is the surface to which the coating will adhere; it will stay intact for a long time. This aluminum oxide layer is naturally formed or anodized and has high hardness and corrosion resistance. As such, it protects the metal underneath the oxide coating.
The most appropriate oxide layer thickness differs according to the use case. For most purposes, a thickness between 10 and 15 microns will suffice; however, for some industrial and outdoor applications, 20-25 microns is preferred. Moreover, after anodizing, the oxide layer is highly porous, which allows for the better retention of pigments and sealants that further enhance the coating. Achieving a uniform and accurate oxide layer requires tight control of electrical current density, generally at 1.0 to 1.8 A/dm², and anodizing time.
When the integrity and properties of the oxide layer are maintained, the coating process yields unparalleled results in aesthetics and functionality over extended periods.
Hot Water Sealing
Place the anodized components in deionized water heated to 180-212°F (82-100°C) for 15 to 30 minutes. This process ensures that the pores in the oxide layer hydrate and seal. Ensure that the water is clean and well maintained to prevent contamination, which could impact the quality of the coating.
Nickel Acetate Sealing
A nickel acetate solution is used for industrial applications where strong seal durability and color retention are needed. The solution concentration should be approximately 0.5-1.0% nickel acetate, and the bath should be maintained at 170-200°F (77-93°C). Soak the parts for 15-20 minutes while ensuring universal seals.
Cold Sealing
Employ cold seal processes for higher explanation rates and better energy efficiency. These processes include fluoride-based solutions that operate at temperatures of 75-95°F (24-35°C). The immersion time can be 5 to 15 minutes, depending on coat thickness and the solution composition. To achieve a pH level of 5.5-6.0, attention must be paid to ensure repeatable results.
Steam Sealing
Submerge the anodized pieces in saturated steam at 100°C for 10-20 minutes. This method effectively seals the pores while hydrating them for small to medium batches and optimally seals the oxide layer. Regular equipment calibration is necessary to achieve stable steam pressure and temperature over long periods.
Post-Sealing Rinse
A post-sealing procedure always involves rinsing with deionized water to remove any remaining chemicals and eliminate the chance of staining. This process also helps prevent contamination of the sealed layer, allowing it to retain its protective and aesthetic functions.
Choosing the proper sealing method for your application allows you to achieve optimal durability, resistance, and finish for anodized coatings. Careful monitoring of each step is necessary to ensure the precision and consistency of the results.
To determine the corrosion-resistant characteristics post-coating, I focus on the defined testing methods that will give dependable and measurable outcomes. One of the standard tests is the salt spray test, in which anodized parts are placed in a saline mist for a given time. Coated parts should usually be able to survive without significant damage for 500 to 1000 hours so that they can be said to have good corrosion resistance.
Another straightforward approach is electrochemical impedance spectroscopy (EIS). This is where I measure the impedance of the coating to determine the amount of ionic penetration the coating can resist, where higher values indicate better resistance. Also, after environmental exposure, I inspect the pieces for pitting, discoloration, or any surface irregularities.
Coating thickness control (18-25 microns for Type II anodizing) and sealing accuracy are critical technical issues. I always consider these. This careful attention guarantees that anodized coatings are consistent, durable, and resilient over time.
Leading CNC Metal Machining Provider in China
A: Anodizing aluminum involves an electrochemical process that creates a layer of aluminum oxide on the aluminum surface. This enhances the corrosion resistance and wear of aluminum components.
A: Aluminum can be anodized using sulfuric acid, chromic acid, or hard anodizing. Each process has benefits and is used for specific applications based on the desired finish and performance.
A: Hard anodizing creates a thicker and more durable aluminum oxide layer than other types. It is ideal for aluminum components that require enhanced corrosion and wear resistance.
A: Aluminum anodization results in a smooth, aesthetically pleasing finish. It can also be dyed in various colors, allowing for a customized appearance while maintaining the protective layer of aluminum oxide.
A: The process of anodizing aluminum is vital in machining because it increases the corrosion resistance of aluminum parts, adds durability, and provides an improved surface for subsequent treatments or finishes, like polishing.
A: The acid solution, such as sulfuric or chromic acid, is crucial in the anodizing process as it facilitates the electrochemical reaction that forms the protective layer of aluminum oxide on the surface of the aluminum.
A: Anodized aluminum generally has reduced electrical conductivity due to the insulating properties of the aluminum oxide layer. However, this can be beneficial in specific applications where insulation is desired.
A: The etch process cleans the surface of the aluminum by removing impurities and creating a uniform texture. This improves the adhesion of the anodized layer and ensures a consistent finish.
A: Chromic acid anodizing offers excellent corrosion resistance and is less likely to cause fatigue in aluminum parts, making it suitable for aerospace and other high-stress applications.
A: The thickness of the anodized layer is controlled by adjusting the duration and conditions of the anodizing process, including the type of anodizing solution and the electrical current applied.
Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →