

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
It can be anodized or electroplated to increase the durability and beauty of aluminum. Different in their mechanisms, benefits, and scope of application, both attempt to improve the surface’s properties. In this blog post, we will compare the processes of anodizing and electroplating while dissecting how they function in steps. We will examine the processes’ methods of interacting with the aluminum surface, their pros and cons, and what uses they are best suited for. Sectors such as aerospace and the consumer goods industry would benefit from their ideal applications. In the end, the audience will grasp the approaches well enough to know the considerations to abide by when selecting an option that best caters to their requirements.
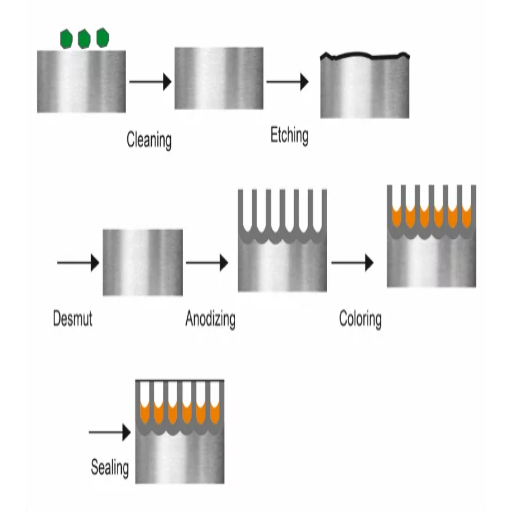
Anodizing is defined as an electrochemical procedure that increases the corrosion resistance of aluminum by enhancing the existing oxide layer on its surface. The anodizing operation requires the immersion of aluminum in an electrolyte medium, usually composed of sulfuric acid, while an electric current is passed through the medium. The process causes oxidation to be controlled, resulting in a strong and protective layer that is part of the aluminum instead of being a coating. Anodizing increases surface hardness, strengthens abrasion resistance, and allows for coloring and sealing. Thus, it is extensively used for aerospace, automotive, and architectural devices.
Anodizing is a controlled process where a thick homogeneous oxide layer is produced on a given aluminum surface, increasing the corrosion resistance. This layer formed is anodic and nonreactive, acting passively on the aluminum substrate and significantly reducing corrosion possibilities. The anodized coating is thin for decorative applications with a range of 5 to 25 microns, while for industrial or marine applications, the thickness can go up to 60 microns. The anodized surfaces can also be sealed using unique compounds to close the pores, further increasing resistance to corrosion and abrasion.
One of the most essential electrolytes used during the anodizing process is sulfuric acid, which helps form a controlled oxide layer on aluminum surfaces. During the anodizing process, sulfuric acid provides an acidified solution that enables electricity to flow through the aluminum substrate and out the other side. This causes a porous aluminum oxide layer to be formed. Sulfuric acid concentration is usually 10-20% by weight, and processes are performed at 20 to 25 degrees centigrade. Current density varies from 12 to 18 amps per square foot (ASF) depending on how thick the oxide layer is. This allows for the controlled use of sulfuric acid to yield consistent quality results from anodized coatings and simultaneously balance the growth of the coating.
The perfect option for wear resistance is hard anodizing since it produces a resistant surface capable of withstanding great frictional and mechanical forces. It generates a thick, hard oxidation layer on the aluminum parts, effectively resisting abrasives, corrosive materials, and age-long wear in extreme environments. Key technical parameters for this procedure also include lower electrolyte temperatures from thirty-two to fifty degrees Fahrenheit (zero to ten degrees Celsius) and higher current densities with twenty-four to thirty-six amps per square foot (ASF) for greater coating hardness. Moreover, the coatings can be hardened to 60-70 on the Rockwell C scale and be 2-3 mils (50-75 microns) thick, which makes this anodizing procedure excellent for increasing the durability of highly stressed industrial and mechanical components.
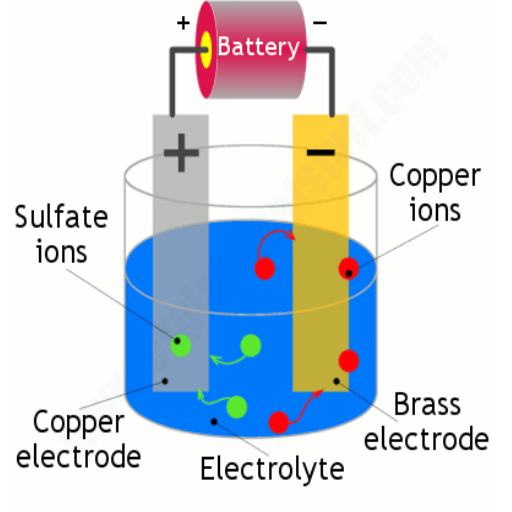
Electroplating involves covering a surface with a metal finish, and in this case, aluminum is plated with an electric current to improve its desirability and structural features. Maintenance cleaning is conducted ahead of time, which scrubs every inch of the aluminum piece, as it is of utmost importance to look after every detail to avoid a minimum amount of debris that would hinder the metal layer from adhering to the aluminum. The electric current supplied to the electrolyte solution enables the metal ions to bond themselves with the surface offered, wrapping the substrate in a constant coating. Chromium, nickel, and gold are commonly incorporated into the process as they provide diversified metal features and their designated deployment purposes.
In this first segment, the electroplating process is described. It is defined as the procedure of coating a substrate (like aluminum) with a thin layer of metal for its improvement, whether for corrosion resistance, wear resistance, or appearance improvement. It comprises of:
Surface Preparation
The aluminum undergoes purging and cleansing processes to create a smooth, even surface on which the metal can be fused.
Electrolyte Solution Composition
A solution containing metal ions is assembled. A nickel sulfate solution is often used in nickel plating.
Electrical Setup
The aluminum substrate is joined to the cathode (negative port), whereas an anode (positive port), which consists of the plating metal, is subsumed in the electrolyte solution.
Electroplating Parameters
Current Density: This lies typically between 1 and 5 A/dm², depending on the required materials and the thickness of the layer.
Voltage: This is set to be 2-12 volts to secure an uninterrupted deposit.
Temperature: 20‘C to 60 is the most strategic range for the electrolyte solution temperature for best results.
Plating Time: The time depends on the desired thickness, but it is, on average, between 10 and 60 minutes.
During the procedure, the electric current promotes the migration of metal ions, which deposit and bond at the surface of the aluminum coating, thus forming a strong and uniform layer. This allows for custom application requirements from both functional and aesthetic perspectives.
Electroplating and electroless plating are techniques for removing electrically conductive materials or transfers using two types of electrodes. Both methods perform a similar coating function but have different execution rest processes.
Electroplating
Electroplating depends on a controlled external current of electricity that assists in depositing metal molecules to the substrate. The method needs the electrode submerged into an electrolyte while the electrodes control the current flow. Essential parameters in electroplating make the procedure vary in thickness, adhesion, and production rate relative to the voltage supplied to the plant. These include:
Voltage: The amount is usually set between 1 to 10 volts depending on the metal and intended use.
Current Density: Usually ranges 1-10 Amperes-per -decimetrium squared unformly distributed.
Temperature: The most common temperature is between 20 and 70 degrees Celsius, depending on the process.
Advantages: Very industrial friendly as they are great for high volume production, providing reasonably low cost, providing adhesion, and fast rates.
Limitations: Higher initial equipment setup and other external power sources may be required.
Electroless Plating
Unlike electroplating, electroless plating does not depend on external electrical currents. Whatever metal is being deposited on the material surface will instead rely on the surface’s chemical reductive reaction for it to take place. Sodium hypophosphite, as the reducing agent, uses an electroless plating solution. Key parameters for electroless plating include:
Temperature: Set generally between 70 to 90 degrees Celsius.
pH Range: 4.5 to 9.0, concentrating on the pH of the specific plating solution and its desired coating characteristics.
Deposition Rate: Usually in the range of 5-25 micrometers/hour.
Advantages: Thick deposits can be uniformly plated on even the most complex geometries. This process provides better corrosion resistance, and no electrical equipment is needed.
Limitations: Slower deposition rate as compared to electroplating, also materials are more expensive because of the specialised solutions.
Key Differences
Mechanism: Electroplating applies an electric current, while an electroless plating process occurs by way of a chemical reaction.
Surface Coverage: Electroless provides more uniform plating thickness over irregular surfaces than other deposition forms.
Cost: While the equipment cost for electroplating is high, that of electroless plating is the solution cost, which is generally higher.
Applications: Electroplating is the method of choice for decorative finishes and wear resistance. However, corrosion protection and uniform coatings over intricate designs are best accomplished using electroless plating.
Both have their respective benefits and can be opted for depending on surface quality requirements, environmental conditions, material properties, etc.
I understand that nickel plating has multiple advantages over aluminum parts. Firstly, it improves corrosion resistance by establishing a proactive barrier towards aluminum degradation in strongly corrosive environments. Secondly, it increases the surface hardness of the components, thus increasing resistance against mechanical impact and friction. This is particularly important in high-friction or load-bearing scenarios. Furthermore, nickel plating makes soldering and conductivity easier, improving the electronic and electrical industries.
Vital Technical Specifications:
Plating Thickness: 0.0005 to 0.005 inches (12.7 to 127 microns) to ensure the optimal compromise between sturdiness and finesse.
Hardness: 400-600 Vickers (HV) for electroplated nickel, up to 1000 HV for the hardened types.
Adhesion Strength: >6700 psi to guarantee good adherence to aluminum substrates.
Corrosion Resistance: Pass salt spray testing (ASTM B117) for 48+ hours with the right conditions.
Nickel plating’s effectiveness and technical advantages make it a highly efficient coating for aluminum parts.
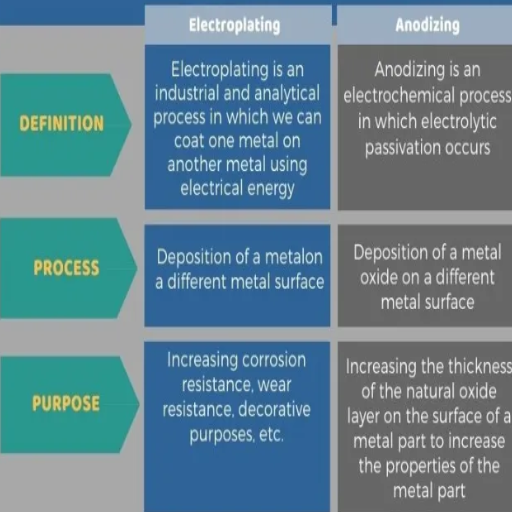
Anodizing and electroplating are different surface treatment processes with different goals and approaches. Anodizing improves the appearance of aluminum parts subjected to corrosion by applying an electrolytic process that thickens the natural oxide layer. It increases the item’s corrosion resistance, durability, and visual characteristics and mainly protects the substrate instead of building up material. In contrast, electroplating adds value by improving a part’s wear resistance, conductivity, or aesthetics by coating it with a thin layer of nickel, gold, or chrome. While anodizing is for aluminum anodizing, electroplating is helpful for many metals and substrates. In addition, the surface finish due to anodizing is either a matte finish or colored, while electroplating usually produces a shiny or metallic surface finish.
Layers of oxide, such as anodizing ones, are strongly resistant to corrosion, non-conductive, and can endure high temperatures of around 600-800 °C scan age, depending on the material. Such layers are usually made of wear-resistant materials and have a 300-600 HV hardness. Also, the oxide’s thickness usually ranges from 5-25 microns, designed so that adhesion to the base material is strong and no resizing is necessary.
Electroplating metal coatings improve the surface’s aesthetic appeal, conductivity, and hardness. For instance, nickel electroplating achieves an impressive hardness of 150-500 HV and can sustain temperatures between 150-200 degrees Celsius. The thickness of the coating is also subject to change, ranging from 5-50 microns, depending on the use of the coating. In addition, metal coatings have the advantage of adhering to more substrates than oxide coatings.
Some critical notes include the need to assess corrosion resistance, conductivity requirements, and aesthetic design, as well as other details, such as the cost of the substrate and the desired environmental factors.
Applying coatings like electroplated nickel offers more durability to aluminum surfaces by improving corrosion, hardness, and wear resistance. Furthermore, nickel coatings increase the lifespan of aluminum products by providing strong shielding from environmental factors like moisture, chemicals, and temperature swings. Ordinary nickel electroplated coatings have a hardness of 150-500 HV, which proves their ability to withstand mechanical damage from wear and tear.
As with most electroplated coatings, these will also survive operational temperatures of about 150-200 degrees celcius, making them favorable for use in moderately hot environments. Usually, the thickness of the coating varies from 5-50 microns, depending on the specific application and environmental factors. This range is favorable as it enhances surface properties while ensuring aluminum’s weight benefits are not compromised.
Another point worth mentioning is that performance can be improved through post-treatment work, such as Heat Treatment or passivation, which boosts the coating’s adhesion uniformity. When considering coating solutions for aluminum surfaces, it is crucial to analyze the operating environment, expected functional properties, and overall cost to balance performance and durability appropriately.
Regarding treating surface costs, my utmost interest lies in the equilibrium of performance and price. Usually, the total cost value depends on the coating procedure, material difficulty, and the quantity of items to be manufactured. For instance, anodizing aluminum is priced at approximately $5 – $10 for every square foot of surface area, giving the product extraordinary beauty and excellent protection against corrosion. Also, another inexpensive powder coat substitute is priced from $2 to $5 for every square foot and offers good security, along with a great variety of colors. Also, PVD coating treatments are more expensive, around 15-30 dollars a foot, but provide much greater hardness and resistance to wear.
For technical parameters, I consider the following:
Coveting depth is required, for example, 5-50 microns, for desired surface features.
Exposed environmental factors like sunlight, moisture, or other chemicals mark the durability threshold.
The level of treatment performed before the part is reliable in service after being produced for specified needs.
Operating surroundings, functional objectives, and lifecycle expenses must be studied to find an optimal solution.

There are many anodizing methods for aluminum, each serving a particular purpose.
Type I (Chromic Acid Anodizing): This method incorporates chromic acid, resulting in a finer, weaker oxide coating. It is best suited for operations needing protection from corrosion and minimal damage to fatigue strength, such as aerospace components.
Type II (Sulfuric Acid Anodizing): The most widely used anodizing type is sulfuric acid, which produces a thick, strong oxide coating. This method is multipurpose and requires good corrosion surface resistance and aesthetic dyeing.
Type III (Hard Anodizing): Hard coat anodizing utilizes sulfuric acid at lower temperatures to generate ultra-dense thick oxide coating. This is best suited for processes needing high wear resistance and durability, such as industrial and military use.
The types differ in surface characteristics, thickness, and application suitability, which implies a need to choose depending on operational and performance requirements.
The characteristics, thickness, strength, and durability above average for Type III or hard anodizing make it particularly useful for components operating under extreme conditions.
Process Parameters:
Electrolyte: This comes in the form of a sulfuric acid solution.
Operating Temperature: For dense oxide layers, they are usually between 32°F (0°C) and 50°F (10°C).
Current Density: The current density is between 23 and 37 amps per square foot (ASF) for optimal hardness.
The thickness of the coating varies from 0.002 inches (50 microns) to 0.004 inches (100 microns), depending on the application.
Hardness: With aluminum alloys, hard anodizing achieves 60 to 70 Rockwell C.
Exceptional wear resistance protects against abrasion. Enhanced corrosion resistance extends component lifespan—dimensional precision when controlled carefully during application.
Benefits:
Aerospace and military-grade parts that require durability. Industrial machinery components that are exposed to harsh environments and have low temperatures. Medical and automotive industries that need long-lasting performance.
Sales, research, and publication of medical materials and magazines imbibe professionalism and responsibility with the quality of materials circulated. Medical systems require full functioning to ensure standards and measurements are employed.
Type III anodizing guarantees performance to meet extreme engineering needs, adjusting appropriately about all parameters and other environmental factors.
The distinctions between sulfuric acid and chromic acid anodizing are their differences in processing methods, layers attributes, and target applications.
Processing Parameters:
Sulfuric Acid Anodising uses a solution of sulfuric acid (15 to 20%) at current densities of 12 – 24 Aft² and temperatures of 68 to 72°F. This process forms a substantial anodized layer approximately 0.0001 to 0.001 inches thick.
Chromic Acid Anodizing uses chromic acid electrolytes at a 2.5 to 3.5% concentration, lower current densities (1- 5 A/ ft²), and a temperature range of 95 – 100°F. The resulting layer is usually thinner, up to 0.0001 inches.
Corrosion Resistance:
Sulfuric acid anodizing has excellent corrosion resistance relative to other types and is used in various industrial and consumer products.
Chromic acid anodizing has a similar corrosion resistance, however, it excels on stress-sensitive or fatigue-sensitive applications because of the flexible oxide layer which is thinner and more durable.
Environmental Concerns:
Sulfuric acid anodizing is less harmful to the environment as chromic acid includes hexavalent chromium, a hazardous and regulated substance that needs considerable waste management methods.
Applications:
Sulfuric Acid Anodizing: Used for applications related to colored finishes on decorative parts with moderate wear resistance.
Chromic Acid Anodizing: Used for high fatigue strength or crack-sensitive military and aerospace components assemblies.
Such differences would determine the choice of anodizing technique considering particular design, operational, and ecological factors.
The advantages of anodizing and electroplating are dependent on the application at hand. Anodizing can toughen and resist a metal oxide layer that bonds with the base metal, providing exceptional durability and abrasion resistance. Moreover, it allows vibrant and durable colors, especially on aluminum, enables surface hardening in a significant volume addition-free manner, and raises the hardness of the surface without much increase in weight. In addition, it is eco-friendly and is sulfuric acid anodizing as it does not require super poisonous substances.
Electroplating gives a synonymously highly reflective finish for aesthetic and conducting purposes with chromium, nickel, gold, and metals. It provides an appealing effect and protects the underlying structure against corrosion; moreover, it enhances the surface by aiding conductivity, albeit by applying a thicker coating and other troubling environmental components. To decide between the two, one must consider which is more important: durability, weight considerations, environmental impact, or decorative and conductive properties.
Anodized aluminum possesses superb long-term wear resistance due to the high-quality oxide layer formed during anodizing. The resistance is markedly lower during the first 1-2 years, but surface hardness values can later reach from 300 up to 600 HV on the Vickers hardness scale. It is also particularly susceptible to abrasion or surface damage from extended use due to the enhanced oxide layer.
The anodized layer’s thickness, generally between 10 and 25 microns for general applications and up to 50 microns for hard anodizing is a key parameter that influences wear resistance. Increased layer thickness lowers typically the rate of damage and wear. Other elements include sealing pores (hot water, nickel acetate sealing), which protect the layer from damaging foreign particles while boosting longevity in harsher environments.
Anodized aluminum is perfect for aerospace, automotive, and industrial components because it is unmatched in weight, resistant to damage and wear, and capable of performing in high-friction applications. However, choosing the optimum anodizing type and setting the proper parameters are crucial to achieving the desired balance of weight, wear resistance, and durability.
Coatings designed for surface protection are a barrier against corrosion, wear, and other environmental damage. In my opinion, the selection of the coating should take into consideration the use and requisite features. Standard options are anodizing, powder coating, and galvanization, each with distinct benefits. For instance, anodizing is suitable for lightweight metals such as aluminum, whose thickness can be increased by 10-50 microns depending on the application’s requirements. Powder coating is characterized best by superior durability, impact resistance, and wide color selection. Galvanization also ranks high among coatings that prevent rust by applying a zinc coating as a protective layer. Important considerations are the roughness of the surface, strength of the adhesion, and amount of environmental exposure, which, in turn, need to be compatible with the operational demands placed on the component.
Leading CNC Metal Machining Provider in China
A: Anodizing and electroplating are electrochemical processes that modify the aluminum surface but differ in several key aspects. Anodizing creates a protective oxide layer on the aluminum surface, while electroplating involves depositing a thin layer of another metal onto the aluminum surface. Anodizing enhances the natural properties of aluminum, while electroplating adds new properties to the plating material.
A: Aluminum anodizing offers several benefits: it increases corrosion resistance, improves wear resistance, provides electrical insulation, and enhances the aesthetic appearance of aluminum parts. The anodic coating is integral to the metal surface, making it more durable than other surface treatments. Additionally, anodizing allows for a wide range of color options and can be combined with different finishes for unique effects.
A: Some disadvantages of anodizing include: it can only be applied to aluminum and its alloys, the process may slightly alter the part’s dimensions, it can be more expensive than other finishing methods, and strong acids or bases can damage the anodized layer. Additionally, the anodizing process involves chemicals that require careful handling and disposal.
A: Electroplating involves depositing another metal layer onto the aluminum surface, while anodizing creates an oxide layer from the aluminum itself. The electroplating process uses an external source of metal ions in an electrolyte solution, whereas anodizing uses the metal anode ions from the aluminum part. Electroplating can be applied to various metals, while anodizing is specific to aluminum and its alloys.
A: Common types of aluminum plating include nickel plating, which provides a challenging, wear-resistant surface; copper plating, often used as an undercoat for other finishes; chrome plating, for a bright, decorative finish; and gold plating, for electrical conductivity and corrosion resistance. Zinc plating is also sometimes used for its sacrificial corrosion protection properties.
A: Anodizing technology differs from powder coating in several ways. Anodizing is an electrochemical process that modifies the aluminum surface, while powder coating is a dry finishing process that applies a separate coating to the metal surface. Anodized finishes are typically thinner and more durable than powder coatings. However, powder coating offers a broader range of colors and can be applied to various materials, not just aluminum.
A: While combining anodizing and electroplating on aluminum parts is possible, it’s not common due to potential adhesion issues. Typically, anodizing is done first, followed by electroplating. However, this requires careful process control as the anodic coating can interfere with the electroplating process. In most cases, manufacturers choose either anodizing or electroplating based on the specific requirements of the aluminum part and its intended application.
A: Aluminum’s relatively low melting point (around 660°C or 1220°F) affects both anodizing and electroplating processes. For anodizing, the maximum temperature of the anodizing tank is limited, affecting the speed and characteristics of the oxide layer formation. In electroplating, the low melting point can cause issues with some high-temperature plating processes, potentially leading to warping or other defects in the aluminum part. This is why careful temperature control is crucial when working with aluminum in both methods.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →