
Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Choosing a coating for aluminum alloys is imperative for improving their performance and service. Aluminum alloys are lightweight and flexible, making them useful in various industries, including aerospace, automotive, and electronics. However, they are relatively soft and susceptible to wear, corrosion, and scratches, hence the need for protective functional coatings. One of the most effective options discussed is usually DLC (Diamond-Like Carbon) coatings and anodizing.
This article contrasts these two pertinent coatings of aluminum alloys, considering their individual properties and fields of application and virtually emphasizing each’s advantages and limitations. The discussion is designed to enable manufacturers and engineers to appreciate the differences that define anodized and DLC-coated aluminum and make well-placed decisions that correspond with their operational needs. This guide offers helpful information to assist users in determining whether the objectives are improving appearance, enhancing corrosion protection, or improving wear resistance.

Diamond-like carbon (DLC) coating is a thin polycrystalline diamond coating that combines two materials—diamond and graphite. It exhibits the best properties of both materials, having extreme hardness, low friction, abrasion, and chemical resistance. Alone, aluminum is weak and prone to getting worn and corroded. However, when DLC coatings are applied, these surface characteristics are ameliorated, leading to more reliable and longer-lasting components for severe conditions found in aerospace, automotive, and industrial machinery parts and for them to be used in different sectors.
The focus seems to rest on the outstanding value that DLC coating possesses. Among the values are incredibly high hardness, almost nonexistent chemical reactivity, and the lowest possible friction. The combinations make them help a wide range of components function significantly better than before. For brevity, ALL the attributes and relevant figures will be provided in bullet points for easier reading and comprehension.
DLC films have unrivaled attributes regarding hardness, boasting approximately 2500-3000HV, which dwarfs almost all metallic films. Moreover, this extreme hardness contributes to incredible wear resistance.
There is also very low friction observed with DLC films, achieving 0.05-0.2COF, depending on the surroundings. This results in near-perfect mechanical wear and is very energy efficient.
Chemical Resistance: The inert characteristics of DLC enable it to resist acids, alkalis, and oxidation. This guarantees excellent durability even under challenging environments of harsh chemicals and improves the lifespan of coated components.
Thermal Stability: DLC coatings can sustain up to 300 degrees Celsius. However, more sophisticated versions doped with particular elements like silicon or tungsten can bear greater thermal loads in specialized use cases.
Adhesion and Thickness: Standard coatings are between 1 and 5 microns thick. Due to PECVD and PVD techniques, they adhere well to aluminum, steel, and titanium.
These factors demonstrate the application of DLC coatings in improving the durability and efficiency of extreme conditions in the aerospace, automotive, medical devices, and tooling industries.
The application of Diamond-Like Carbon (DLC) Coatings gives aluminum alloys elevated advantages and thresholds, improving their overall value. Listed below are the notable features:
Improved Wear Tolerance
DLC coating increases aluminum alloys’ hardness ( the measured value can range from 2000 to 5500 HV), increasing their wear resistance. This makes them suitable for applications involving high friction and abrasion.
Frictional Resistance
Increased effectiveness is achieved with DLC coating because of reduced energy loss due to friction level that ranges between 01 and 02. This attribute is essential to the automotive and aerospace industries.
Oxidation Resistance
Aluminum alloys are prone to oxidation and corrosion in harsh environments, but shielding the substrate with a DLC coating provides excellent oxidation resistance, increasing durability over time.
Thermal endurance
DLC coating ensures thermal endurance. It can withstand up to 300 degrees Celsius during those rotations without burning off, increasing performance in the required thermal conditions.
Body compliance
DLC coatings are ideal for medical applications. They allow surgical instruments and implants to be nontoxic and biocompatible, ensuring their strength and safety in biological settings.
Maximized Performance Per Pass
Using DLC-coated aluminum alloys allows better performance while retaining the preferred low-weight characteristic of aluminum compared to other materials.
Everything mentioned above makes DLC coatings highly beneficial for aluminum alloys because of their exceptional life, dependability, and functionality in various industries.
Aluminum alloys have significantly improved wear resistance because of DLC coating application. I think DLC coatings are highly resistant to abrasive and adhesive wear. This can be attributed to their high hardness, low friction coefficient (generally around 0.1 to 0.2), and superior surface smoothness, which stems from the carbon-based microstructure that minimizes direct geometric contact between surfaces. Furthermore, DLC coatings outperform traditional coatings by exhibiting extraordinarily low wear rates of 10-9 mm3/Nm under certain conditions. Aluminum alloys coated with DLC have a long service life and provide reliable performance owing to these characteristics in high-stress, high-friction environments.
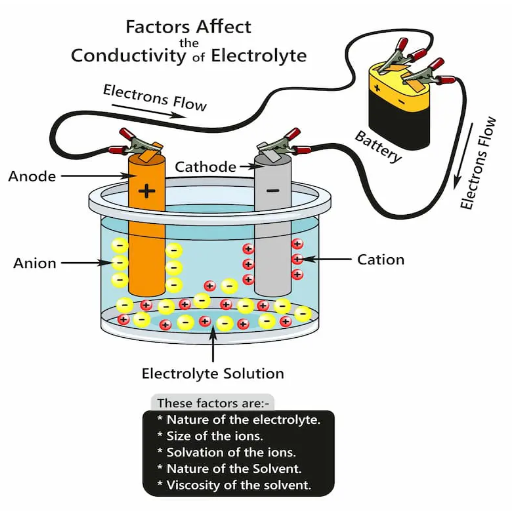
Anodized aluminum undergoes a surface treatment that is both electrochemical and mechanical. Notably, the anodizing process starts with the immersion of aluminum into an electrolyte solution, which involves a sulfuric acid that undergoes an external electric current. While the aluminum rod acts as the anode, the oxygen ions are pulled from the solution, fusing with the aluminum atoms to create a sturdy aluminum oxide layer. This oxide layer provides tremendous value and is super resistant to corrosion and friction while maintaining and improving the bond strength with paints and adhesives. Moreover, the layer can also undergo dyeing to facilitate various colors to achieve enhanced aluminum material properties.
Surface Prep
The aluminum surface is cleaned of debris, oil, and oxide layers. To enable uniform anodizing, the surface is scrubbed with an alkaline cleaner and rinsed with water. Mechanical treatment, such as buffing or sanding, may be used for improved surface quality.
Etching
Aluminum is often etched with a sodium hydroxide solution to remove minor imperfections on the surface and create a matte or textured finish. After the etching process, the metal is adequately rinsed to remove residual chemicals.
Desmutting
Acid solutions, such as sulfuric or nitric acid, remove unwanted etching residues or smut. This step prepares the surface to form a uniform oxide layer.
Anodizing
Aluminum undergoes the process of anodization after cleaning and prepping. It is placed in an electrolytic bath of sulfuric acid (10-15% concentration) and acts as the anode. An electric current of 12-21 volts is passed through it with a current density of 1-3 amps per square decimeter. As a result, the aluminum oxide layer is formed and thickens with prolonged anodizing.
Coloring (Optional)
The porous aluminum oxide layer can be dyed to achieve the desired aesthetic. Organic, inorganic, or electrochemical dyes can be utilized depending on the required application and durability.
Sealing
To further enhance anodized aluminum’s resistance to contaminants and moisture, it is sealed to prevent further absorption. For a more robust seal, hot deionized water (Undertaken at 85-100°C for 20-30 minutes) or a nickel acetate solution may be used to create a seal more permanently.
Final Inspection
The anodized parts are meticulously assessed for surface quality and uniformity concerning the specified parameters. This ensures that the finished product meets all requisite standards for application and performance.
Increased Endurance
The anodized aluminum is rugged enough to wear down and resistant to corrosion and weathering. The anodic layer is part of the metal, which makes it more wear-resistant than painted or coated surfaces, making it more durable. Depending on the alloy used and the thickness of the coating, the anodic layer’s hardness can go from 200 to 400 HV (Vickers hardness), which is most likely average.
Greater Curb Appeal
Anodizing produces a maximally uniform finish that offers a variety of customizable colors and textures and is outstandingly aesthetically appealing. The anodic layer is much thicker and more muscular, guaranteeing that the colors do not fade or wash out due to UV rays. For aesthetic purposes, anodizing is done between 10 and 25 microns.
Electrical and Thermal Properties
The thermal insulation of the anodic layer is good, however, it also acts as an electrical insulator which makes it ideal for use in electronic components such as heat sinks. Depending on the alloy and treatment used, the thermal conductivity of anodized aluminum can average between 150 to 230 W/m·K.
Easier with the Environment
Anodizing does not have harmful impacts and is a friendly process since it does not create hazardous waste like painting the surface or coating. The procedure mainly consists of water, aluminum, and electric energy, which, when handled properly, form nontoxic waste and recyclable pollutants.
Easy Maintenance: Anodized surfaces are easy to clean, as they are not stained by dirt or fingerprints and are not damaged chemically. A light scrub with soap and water will keep the surface looking and functioning well.
Lightweight with High Strength: Anodized aluminum retains the lightweight and high strength of the metal, contributing to its use in aerospace, automotive, and architectural fields where weight needs to be reduced for performance, but the structure needs to be robust.
Anodized aluminum is handy for different industries due to its remarkable strength, durability, and environmentally friendly features.
The differences between anodized and hard anodized coatings stem mainly from their thickness, strength, and application areas. My research suggests that regular anodized coatings are around 0.5 to 25 microns thick, which is excellent for corrosion resistance and aesthetically pleasing. However, hard anodized coatings tend to be 25 to 150 microns thick, making them suitable for more heavy industrial use due to their superior strength and resistance to wear.
Hard anodizing also incorporates a lower operational temperature with a weaker current pulse, yielding a more rigid, denser oxide layer. This lower temperature results in better protection against abrasion and chemical forces. For instance, hard anodized surfaces frequently demonstrate surface hardness of 60 to 70 HRC (Rockwell hardness). These levels are much higher than standard anodized coatings, which tend towards more decorative use and result in softer coatings.
Both anodized and hard anodized coatings are benign and non-polluting. Still, the choice is whether you need visual appeal with lightweight protection or firm performance under extreme conditions.
Diamond-like carbon (DLC) coatings’ surface hardness on the durability spectrum dramatically surpasses that of anodized aluminum. DLC coatings achieve a remarkable 2000-5000 Vickers hardness compared to anodized aluminum’s peak of 600-800 Vickers for hard anodized coatings. This difference illustrates the wear durability of DLC graphite coatings surpassing anodized coatings, genuinely showcasing their superiority for durable applications with extreme demands. Shifts in vice versa requirements allow for using anodized aluminum when focusing more on weight, corrosion resistance, or aesthetic functionality.
The application’s needs, alongside specific details of the processes, should also be analyzed concerning surface hardness concerned with the material’s use:
Measuring Hardness: Scales
The Rockwell Hardness Scale (HRC) and Vickers Hardness Number (VHN) are the most popular scales defined by surface hardness’s value placement. For instance, hard anodized aluminum surfaces reach 60 – 70 HRC, equal to 600 – 800 VHN, while DLC coatings have hardness values of 70 – 90 HRC (approximately 700 – 1200 VHN).
Resistance to Wear
When the hardness value increases, a correlation with improvement in resistance to wear can be noticed. This makes materials such as DLC coatings, which are subjected to abrasions and mechanically induced fatigue, easier to use in industry.
Resistance to Corrosion
Chemically controlled anodized aluminum corrosion is more of a matter of its oxidized surface that leads to anodized aluminum having better correlational resistance, so this parameter is not directly related to the hardness.
Considerations of Weight
In applications that require minimizing weight, the lower hardness of anodized aluminum compared to DLC is an advantage.
Specific/General Needs for Application
DLC coatings benefit the automotive, aerospace, and medical industries that need high-performance, wear-resistant components. Structures of lightweight architectural parts and consumer devices make anodized aluminum more useful.
Understanding these guides indicates how well a material surface`s hardness meets specific functional needs.
DLC (Diamond-Like Carbon) coatings are superior to anodized aluminum in hardness. Due to its carbon-based structure, DLC coatings can obtain diamond-like properties and hardness values of 2000-3000 HV (Vickers Hardness). On the other hand, anodized aluminum ranges from 300-500 HV depending on the thickness and type of anodization done to it (standard or complex anodizing).
Technical Parameters Comparison:
Hardness (HV):
DLC Coatings: ~2000-3000 HV.
Anodized Aluminum: ~300-500 HV.
Resistance to Wear:
DLC coatings are the best for components exposed to extreme abrasion, like cutting tools and automotive parts, because they are superior in wear resistance. Anodized aluminum provides moderate wear resistance but is ideal for decorative or lightweight structural applications.
Frictions Coefficients:
To DLC coatings, friction coefficients are very low (~0.1-0.2) compared to the anodized aluminum, which is around (~0.8), thus enhancing the performance of DLC coatings in dynamic environments where wear needs to be minimized.
Applications:
DLC coatings are ideal for precise applications involving high difficulty levels, such as engine components, medical instruments, and bearings. Anodized aluminum is commonly used in architectural designs, aerospace, and consumer products like smartphones for aesthetic purposes and corrosion resistance.
This comparison illustrates the effectiveness of DLC coatings for extreme durability and performance, whereas anodized aluminum has an advantage in weight and multifunctionality.
I will note their specific features while analyzing real-world applications of DLC coatings and anodized aluminum. DLC coatings are unmatched in their wear resistance. Their coefficient of friction is typically around 0.1-0.2 and ranges in hardness up to 2,500 HV, making them excellent in harsh working conditions. Automotive engine parts and cutting tool parts are good examples. Anodized aluminum is corrosion-resistant and lightweight. Its oxide layer thickness usually ranges between 5-25 microns, with an approximate density of 2.7 g/cm³. This enables its use in aerospace and consumer electronics, where beauty and functionality are necessary. Both materials give unique performance parameters customized to specific requirements, guaranteeing the best results in different industries.
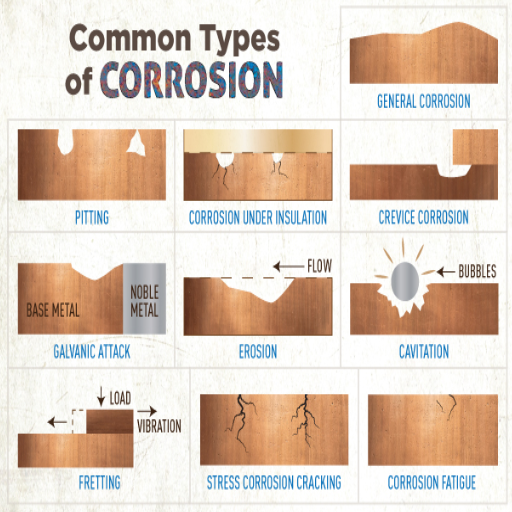
Coatings establish a protective barrier to mitigate corrosion caused by moisture, oxygen, and chemical factors. Because of their dense and complex structures, hard coatings reduce corrosion permeation and increase survivability in corrosive conditions. Similarly, anodized aluminum’s stable oxide coating resists corrosion and adds additional wear resistance, which is helpful for use in extreme environments over a prolonged period. All these coatings guarantee the efficiency of materials in countless fields over extended periods.
The corrosion resistance of aluminum alloys results from a thin and stable oxide layer (Aluminum oxide Al2O3) formed over their surface. This natural oxide film is self-generated and appears quickly when aluminum is exposed to air. It acts as a blockade that slows further oxidation or attack from corrosive agents. For example, this protective oxide layer can be artificially improved by anodizing, which increases its thickness and strength.
Some of the essential engineering characteristics concerning the corrosion resistance of aluminum alloys are listed below:
pH Range of Stability: Aluminum’s corrosion resistance is most functional in pH 4 to 9. The above and below this range can cause the oxide layer to dissolve.
Oxide Film Thickness: The thickness of naturally formed oxide films is in the range of ( 2-5 nm ). Anodized layers have a thickness that can exceed 10 microns and go over 100 microns, which makes anodization much more protective.
Alloy Composition: Changes in the concentrations of alloying elements like Magnesium (Mg) or Silicon (Si) improve alloy mechanical properties and corrosion resistance, although Copper (Cu) tends to decrease the alloy’s resistance to corrosion.
Environment Exposure: Performance is not constant and can change depending on the amount of chlorides, humidity, and temperature. In marine or coastal environments, a protective coating or seal reduces the effects of corrosion.
Aluminum alloys can be designed to fit specific applications with differing corrosion resistance requirements by adjusting these parameters.
Diamond-like carbon (DLC) Coatings, compared to anodized coatings, reveal that there are benefits to both, depending on the application and technical requirements. The following is a brief examination of their traits, custom attributes, and applicable cases:
DLC Coatings: DLC coatings are prone to wear and abrasion due to their low friction coefficient of about 0.05 to 0.2. This is ideal for mechanical components that undergo high stress or sliding contact. Their hardness tends to be between 1000 and 3000 HV on the Vickers scale; therefore, they offer exceptional protection from wear.
Anodized Coatings: Depending on the alloy and anodizing process, anodized aluminum has a moderate hardness within the range of 200 to 600 HV. Although slightly less effective than DLC coatings, anodized coatings are still durable enough to withstand some architectural and industrial applications.
DLC Coatings: One key benefit of DLC is its exceptional corrosion resistance. It serves as an impermeable barrier to moisture and other harmful substances. Nevertheless, such performance is subject to uniform application and substrate quality.
Anodized Coatings: Aluminum subjected to variable weather conditions is well protected by anodization. The protective oxide layer prevents oxidation while enabling sulfuric acid anodizing. Though it may degrade over time in highly acidic or saline environments, it does enhance endurance.
Adhesion and Substrate Compatability
DLC Coatings: Pretreatment with ion bombardment allows DLC to achieve exceptional adhesion to metals, ceramics, and polymers.
Anodized Coatings: Anodizing aluminum changes the outer skin into a protective oxide layer. Aluminum adhesion depends on an even substrate, while nonaluminum materials are incompatible.
Thermal Properties
DLC Coatings: The kind of DLC determines how well it preforms at certain temperatures, hydrogenated DLCs tend to remain stable at moderate temperatures but will degrade over 300-500degrees celsius whilst non-hydrogenated DLC preforms worse.
Anodized Coatings: Anodized aluminum, supportive of performance across other temperature ranges, does not have specific properties for thermal barrier materials.
Cost and Scalability
DLC Coatings: Scaling up the production of DLC for large or low-budget projects is limited due to the vacuum deposition processes (PECVD or sputtering) requiring high production costs.
Anodized Coatings: Due to cost efficiency and scalability, anodizing is widely used for large-scale projects and remains preferred in low-budget sectors.
Applications
DLC Coatings: DLC coatings are recognized for their low friction and wear resistance. They are used in parts of vehicles, medical devices, and electronics.
Anodized Coatings are extensively used in consumer goods, architecture, and aerospace due to their protective and decorative capabilities.
Technical Parameters Comparison:
|
Property |
DLC Coatings |
Anodized Coatings |
|---|---|---|
|
Hardness (HV) |
1000–3000 |
200–600 |
|
Friction Coefficient |
0.05–0.2 |
0.4–0.8 |
|
Thickness (Microns) |
0.5–3.0 |
10–25 |
|
Corrosion Resistance |
Excellent |
Very Good |
|
Thermal Stability (°C) |
300–500 |
Up to ~650 |
|
Cost |
High |
Moderate |
Both DLC and anodized coatings offer compelling benefits tailored to different engineering challenges. The appropriate choice depends on the required balance of wear resistance, corrosion protection, cost, and project-specific goals.
Regarding corrosion resistance over the long term, anodized coatings perform pretty well due to their thicker protective oxide layer, better shielding the base material from the environment. However, coatings of DLC (Diamond-Like Carbon) exhibit exceptional resistance in anodized coatings and stand out for their durability in corrosive environments, especially those involving wear or chemicals, where dense structures minimize permeability.
Key technical parameters include:
Anodized Coatings.
Corrosion Resistance Rating: ~700+ hours in salt spray tests.
Thickness Range: 10-25 microns.
Environmental Suitability: Suitable for moderate to harsh conditions but not extreme abrasion.
DLC Coatings:
Corrosion Resistance Rating: ~1000+ hours in salt spray tests (with adequate substrate preparation).
Thickness Range: 0.5-3.0 microns.
Environmental Suitability: Exceeds all others in abrasive, high-wear, or chemical exposure situations.
Although both options are highly corrosion-resistant in their respective applications, DLC coatings are preferred for high performance due to their extensive wear and long-term durability.
Correctly selecting anodized or DLC coatings is highly contingent upon the specific application’s needs.
Anodized. These coatings are well suited for everyday atmospheric exposure and moderate to severe corrosion environments where protection from abrasion and chemicals is not as significant. Typical applications include architectural components, consumer products, and lightweight, protective components for aerospace applications.
DLC is suited for extreme service conditions, including significant abrasion, high friction, and aggressive chemicals. These coatings are used in automotive, medical, and industrial tools that require high hardness, durability, and low friction.
In this fashion, integrating the coating particulars with the working environment and performance outcomes maximizes the expected reliability and life of the components.
Choosing a coating type for aluminum alloys requires thorough consideration of specific factors that may impact the intended coating’s functionality and longevity. These factors are:
Exposure Conditions
Identify the salts, pollutants, and moisture present in the operational surroundings.
If corrosion exposure is mid to low, anodized coatings should suffice.
DLC and comparable-performance coatings are preferred for dramatic environments involving wear, abrasion, and chemical interaction.
Mechanical Needs
Identify the necessary durability, wear resistance, and hardness that may be required.
DLC coatings with superior hardness of up to 3000 HV and lower coefficients of friction (<0.1) than anodized coatings make much more sense for high-stress applications than anodized coatings.
Thermal and Chemical Sturdiness
Identify whether highly high temperatures or aggressive chemicals are introduced.
Due to their porous structure, anodized coatings are limited in their ability to withstand abrasion. Still, DLC coatings withstand harsh chemicals and elevated temperatures much better than anodized coatings.
Visual Esthetic Appeal and Weight
Anodized coatings, available in multiple colors and finishes, are highly appealing for decorative applications and those where weight is a significant concern.
DLC coatings are primarily dark in color, and aesthetics do not matter much.
Economy and Manufacturing Restrictions
Estimate the costs of the application and how they fit the level of technology used in the manufacturing process.
While anodizing is better cost-wise, DLC coatings are more expensive because they are applied using complicated vacuum deposition techniques.
Considering these elements and the application requirements ensures the most suitable coating for the aluminum alloy parts is achieved.
Automotive Industry
Anodized coatings are used in lightweight body panels, housings, and decorative trim parts. These parts are electric vehicle-friendly because they help maximize weight reduction. The coating’s aesthetic versatility makes it appealing in electric cars, where weight is critical to performance.
DLC coatings are used for engines’ camshafts, piston rings, and fuel injectors because of their exceptional wear resistance, low friction, and high-temperature performance up to 500°C.
Key Parameters: The hardness of the coating DLC is usually 3000-5000HV, and the friction coefficient is 0.1.
Aerospace Industry
Anodized coatings are widely used in structural frames, fuel tanks, and control surfaces because they are lightweight and corrosion-resistant. Additionally, in aerospace applications, anodizing provides thermal control.
DLC coatings are used in bearings, seals, and fasteners in a vacuum environment. Low friction and reliability in extreme operating conditions ensure excellent service life.
Medical Industry
Anodized coatings are applied to implants and surgical tools where aesthetics, biocompatibility, and sterilization resistance are essential.
DLC coatings are ideal for medical instruments, including joint replacement and dental implants, because they are biocompatible and have strong adhesion and formidable resistance to wear in dynamic environments.
DLC coatings are 1-3 micrometers thick and are very biocompatible. Their durability does not add excessive bulk, which is another perk.
Industrial Equipment
Anodized Coatings are primarily used in tool, storage tank, and electronic enclosure fabrication when efficiency and corrosion resistance are primary objectives.
DLC Coatings are used in molds, cutting tools, and pumps where extreme wear resistance and durability under high-performance abrasive loads are required.
These studies demonstrate how specific industries take advantage of the unique benefits of anodized and DLC coatings in different applications.
In weighing the operational cost with the performance metrics of anodized and DLC coatings, I focus on the upfront costs, durability, and application-specific needs. Anodized coatings are very economical for mass applications because of their low cost and high corrosion resistance. They provide a hardness of ~200-400 HV and a thickness of 10-25 micrometers, which makes them ideal for industrial applications. On the contrary, DLC coating has a hardness of 2000-3000 HV and excellent wear resistance with a thickness between 1-3 micrometers. Although DLC coating has a more expensive upfront cost, its durability in high-friction areas, coupled with low friction and a long life span, ensures cost savings in the long run for highly abrasive and high-load surroundings. These technical parameters consistently demonstrate the balance each particular application has to accomplish between cost and performance.
Leading CNC Metal Machining Provider in China
A: DLC (Diamond-Like Carbon) coating is a thin film that is applied to the surface of aluminum alloys to enhance their wear resistance. It improves the tribological properties by providing a challenging, low-friction surface, which reduces wear and extends the lifespan of the aluminum frame.
A: Anodized aluminum involves an electrochemical process that increases the thickness of the natural oxide layer on the surface of the aluminum substrate, providing corrosion resistance and enhanced surface hardness. On the other hand, DLC coatings offer superior tribological behavior and reduce friction, making them ideal for applications requiring improved wear performance.
A: Anodic aluminum oxide provides a durable, corrosion-resistant surface that enhances aluminum frames’ mechanical and tribological properties. Its porous structure allows for better adhesion of additional coatings, improving the overall durability and aesthetic finish.
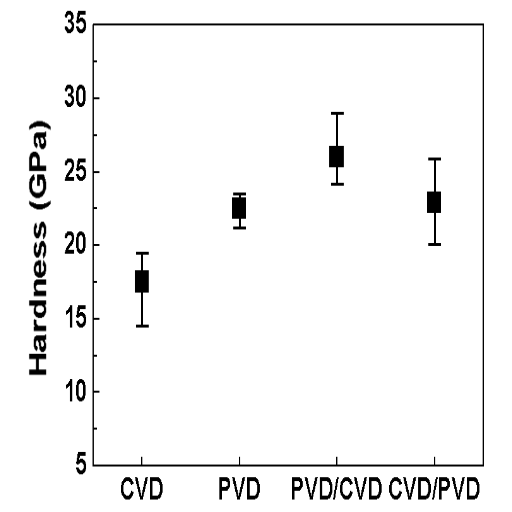
A: Combining DLC coatings with anodized aluminum can further improve aluminum alloy substrates’ wear resistance and tribological performance. The anodic oxide layer provides a robust base that enhances the adhesion of DLC carbon films, resulting in a coating system with superior mechanical and tribological properties.
A: Coating thickness is crucial in determining the effectiveness of DLC and anodized aluminum coatings. Adequate thickness ensures sufficient protection of the aluminum substrate while maintaining desirable surface roughness. Thicker coatings generally offer better protection but may also increase the weight and affect the dimensions of the alloy frame.
A: Wear tests evaluate coatings’ durability and wear resistance by simulating real-world conditions. DLC coatings typically outperform anodized aluminum oxide coatings in wear tests due to their superior hardness and low friction, making them more suitable for high-wear applications.
A: Anodized aluminum is often preferred in applications with critical corrosion resistance, such as marine or architectural environments. It provides a protective anodic oxide layer resistant to environmental factors, while DLC coatings are better suited for applications requiring high wear resistance and superior tribological behavior.
A: When selecting between DLC coating and anodized aluminum, consider factors such as the intended application, required wear resistance, environmental exposure, and the importance of surface finish. DLC coatings are ideal for high-friction environments, while anodized aluminum is better for corrosion resistance and aesthetics.
A: Proper surface preparation is essential for optimal coating adhesion, whether applying DLC or anodized coatings. This typically involves cleaning the aluminum substrate to remove impurities, followed by surface roughening or etching to improve mechanical interlocking and ensure uniform coating application.
A: Surface roughness affects the adhesion and overall performance of DLC and anodized aluminum coatings. A controlled surface roughness ensures better mechanical interlocking and coating adhesion, enhancing the coated aluminum alloy’s wear resistance and tribological properties.
Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →