

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
The advantages of lightness and low cost make aluminum extrusion a very important process for industries to manufacture components. However, it has its cons, too. This article outlines the shortcomings to ensure design engineers and project managers are fully apprised. The processes discussed in this article incorporate material restrictions, production expenses, and application challenges to offer the audience the essential information to make educated choices about their manufacturing processes.

Bounding The Strength of Material
Aluminum extrusions have lesser strength when compared to steel or other metal substitutes. This makes them unfit for use in situations that require high load bearing capabilities along with superior strcutural strength.
Ability To Withstand High Temperatures
Use of aluminum is restricted in high temperature environments due to its low melting point and loss of strength at high temperatures.
Machining Expenditure
Even though aluminum is abundant, the costs associated with tooling or extrusion machinery for low-volume production runs can make it economically unfavorable.
Applicational and Functional Specific Limitations or Restrictions
The method is less efficient for intricate geometries having a very high degree of accuracy, whereas alternative methods may be more effective.
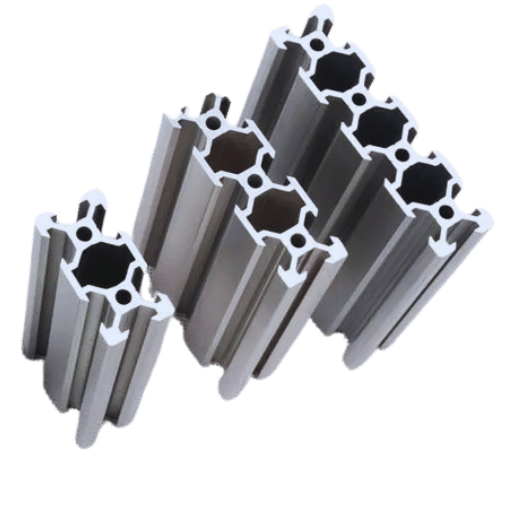
The extrusion process consists of applying pressure to a metal, like aluminum, to pass it through a die, which cuts a specific cross-shaped section. Due to its effectiveness in creating uniform profiles, this method is widely utilized in extrusion industries which, in structural components, depend heavily on efficiency. Important steps comprise heating the material (when necessary), loading it into an extrusion press, and utilizing hydraulic pressure to push it through the die. After cooling down, the product is cut to the desired length and, if required, finished through additional processes such as anodizing or machining. Due to its multiple efficiencies, this method is preferred for creating highly durable components.
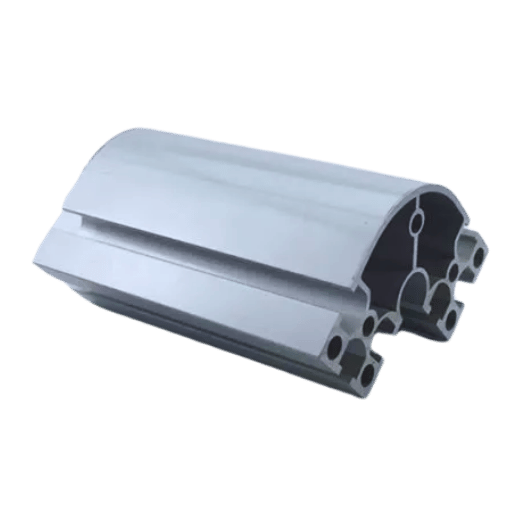
The surface finish from extrusion molding is a result of many factors, including the die configuration, material characteristics, process parameters, and levels of technology. Technology has enabled great strides in the quality of the surface finish of components. A case in point is aluminum extrusions with polished dies, which can achieve a surface roughness (Ra) of 0.8 µm. Such smoothness is necessary in aerospace or automotive industries where smooth surfaces translate to aerodynamic and aesthetic appeal.
Among the operational factors, control of extrusion speed and temperature is also important. Increasing extrusion speed can lead to surface defects such as transverse lines or die lines, while controlling temperature can alleviate them. Tolerances on imperfections in post-extrusion anodizing, powder coating, and other treatments can also improve surface quality as well as give additional features such as corrosion resistance.
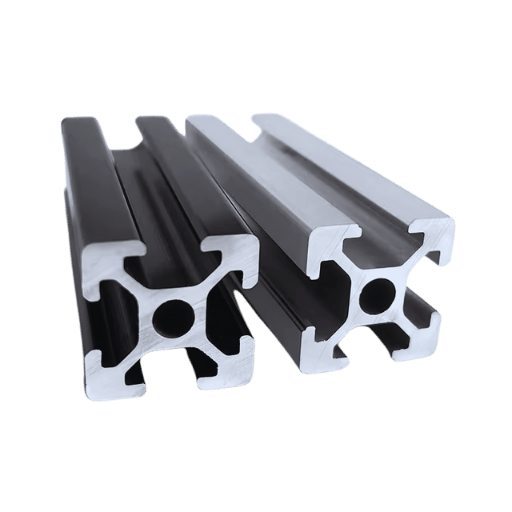
Moreover, the type of material has a considerable influence on the finish. Softer alloys, like 6063 aluminum, are used more frequently in highly polished projects because they can be extruded through a die with a higher surface finish without being harmed. These factors ensure that the modern extrusion molding industry will meet the ever-expanding requirements for smooth and consistent, durable surfaces.
Although aluminum offers an array of benefits, it also comes with certain drawbacks that have to be thought through based on the specific application. The following is an outline of the most critical disadvantages:
Weakness in Comparison to Steel
Vulnerability to Dents and Scratches
Fatigue Resistance
Thermal Expansion and Conductivity
Cost Issues
Some regions with high corrosion risk
Reduced applicability for high temperatures
Low Weldability for Some Alloys
Knowing these constraints helps engineers and designers optimize the use of aluminum while mitigating its weaknesses.
The grain structure of aluminum is aligned in the direction of extrusion during the physical working of the metal, and this changes the mechanical properties of aluminum. This enhances the strength and ductility in that direction and makes the metal useful for applications that need a certain load-bearing capacity. However, this alignment may also weaken the strength perpendicular to the direction of extrusion, which makes the material anisotropic. Some thermal processes applied during extrusion, like the heating of the working medium to improve its flow, can also change the hardness and temper condition with respect to the alloy and cooling rates employed.
The mechanical properties of alloys, which dictate their suitability for deformation processing, are the outcome of the composition, microstructure, and processing conditions of the alloys. Deformation is particularly favorable in alloys with a high degree of ductility, like aluminum, copper, and some grades of steel, owing to their ability to undergo extensive plastic strain without rupture. Aluminum alloys, for example, 6061 and 7075, are often selected in cases that require a feasible balance between workability and strength.
Research suggests that certain alloying elements, for instance, magnesium in aluminum alloys or nickel in steel, significantly affect the deformation behavior. For instance, magnesium increases the strain-hardening effectiveness while nickel enhances the toughness and thermal stability. Moreover, the temperature of deformation has a considerable effect on how the material will perform. Forming at elevated temperatures, especially above the recrystallization temperature, hot deformation allows for increased formability with minimized risk of cracking. On the other hand, cold deformation below the recrystallization temperature enhances strength via strain hardening but tends to be more forceful.
Research shows that some alloys are extremely versatile to different kinds of deformation. For instance, research suggests that 316 stainless steel retains almost 90 percent of its tensile strength after undergoing a process of cold rolling, which makes the alloy perfect for severe environmental conditions. While room temperature magnesium alloys are not very ductile, magnesium alloys hot worked with temperatures above 300°C become more malleable, supporting their application in lightweight structural components. Further refinement of material attributes still calls for more optimization of deformation processes, which include controlling strain rates and changing die shapes to meet specific engineering needs.
The choice of aluminum alloys is affected most by their mechanical characteristics, resistance to corrosion, and weldability based on their intended use. For structural applications, 7xxx and 2xxx series alloys are preferred as these have higher strength-to-weight ratios along with good structural properties. However, 5xxx series alloys having great resistance to corrosion are frequently used in marine and chemical settings. In addition, 6xxx series alloys are inclined to be used because of their combined properties, making them useful for the automotive and building construction industry. The relative simplicity of fabrication and how compatible an alloy is with a certain processing technique, extrusion or rolling, for instance, are also very important criteria for selection, assuring compliance with manufacturing and engineering needs.
The design of extrusion dies intended for customized aluminum profiles presents a variety of technical problems that require both accuracy and experience. The designers would have to complex shapes, tolerances, and surface finish engineering and computational modeling strategies. For instance, sharp angles and thick walls in a design could create a material flow imbalance which can result in defects like warping and cracking.
An important factor in extrusion die design is the flow rate of the aluminum alloy. Negative flow imbalance causes pressure differential, which interrupts the quality and dimensional accuracy of the product. CFD (Computational Fluid Dynamics) simulations are often used to estimate and optimize flow within the die for uniform velocity distribution.
Moreover, die wear and thermal stress which dictate the performance and durability of the die over time is another critical consideration. Furthermore, nitriding treatment of high-strength steel alloys can serve to increase the lifecycle of dies to some degree. Up to 15% reduction in production downtime due to improved cooling systems and advanced die materials is what industry data indicates.
Modern approaches such as additive manufacturing and 3D printing have transformed die prototyping by facilitating quicker cycles and more intricate shape designs. With these advancements comes the need for specialized skill and capital investment, which tend to be barrieres for smaller firms.
Dimensional Variability
Surface Defects
The extrusion ratio and the flow of metal are pivotal factors in aluminum extrusion processes concerning the quality of the product and the efficiency of production. As stated earlier, the material properties, including strength, surface finish, and dimensional accuracy of the outcome, are affected by the extrusion ratio, which measures the area of the cross-section of the billet against the area of the cross-section of the profile that had been extruded. Increased extrusion ratios tend to facilitate better mechanical properties and finer grain structures because of the enhanced formation of the elongated ferrite grains but may require higher extrusion pressures that result in increased wear on tools and dies over time.
However, metal flow must be controlled as it is the other important aspect of extrusion that needs to be controlled to obtain consistent results. Defects like warping and dimensional changes or internal voids may arise with uneven flow. The ability to predict and optimize metal flow behavior has been enhanced by technological progress, such as finite element simulation and real-time process monitoring. According to research conducted in the sector recently, a reduction of up to 15 % from the waste of raw material was reported, along with an improvement of up to 20 % in cycle time for processes by optimizing the flow of metal.
The management of the temperature is also crucial to obtaining effective control with respect to the extrusion ratio and the metal flow. Billets, along with the dies, should be pre-heated to a constant temperature so they do not create thermal gradients that could obstruct the flow of metal and create defects in the product. Moreover, modern-day lubricants and die coatings have improved control of the flow of metals by reducing friction and surface defects. The application of these new techniques, in combination with process control knowledge, will proficiency improve the objectives and effectiveness along with efficiency in production.
Direction of Material Flow
Required Force
Efficiency in Metal Flow
Design of the Equipment
Temperature Regulation
Suitability for Applications
Understanding the differences allows manufacturers to choose the proper extrusion process for the materials based on their characteristics, desired product, and economical pendants.
Hot and cold extrusion are the two most common types of processes for metal forming and differ substantially in temperature of operation, material properties, as well as their application.
Operating Temperature
Material Properties
Energy Efficiency and Tooling
Applications
Production Speed and Cost
Knowing this information, manufacturers can pick the process that best suits their project for the perfect balance of material, efficiency, and cost.

Aluminum extrusion optimally improves a business’s production processes with its lightweight, flexible, and strong components. It enables specific shapes to be engineered while ensuring that the final product is both customized and structurally sound. Furthermore, the technique enhances productivity by minimizing excess material use, often negating the requirement for complex secondary operations. In other industries such as construction, aerospace, and automotive, aluminum is favored because it can easily be recycled, which promotes sustainable manufacturing values.
Over different sectors, the importance of aluminum extrusion cannot be underestimated because of its distinct features and versatility. Structural frameworks in construction, electronic devices’ heat sinks, the aerospace industry’s lightweight components, and crash-resistant frames in automotive design are common applications. In particular, within the automotive industry, the use of extruded aluminum results in reduced vehicle weight, which, in turn, improves the associated fuel economy and decreases emissions. Recent data points out that the automotive industry will increase aluminum consumption by around eight percent every year due to expanded extrusions, which is expected to happen from now until 2030.
Regardless of its broad usage, the extrusion process has some inadequacies. For instance, the die shape and the extrusion press have limits regarding the wall thickness and complexity of some forms. Furthermore, the cost of production for low-volume, complex outputs can be too high due to initial tooling costs. Also, some extruded components made from aluminum have to go through secondary machining or finishing operations, which prolongs the production cycle, thus raising costs. In addition, some specific environmental conditions, like extremely hot or corrosive conditions, might need some coating or treatment to work efficiently. Awareness of this information is very useful when determining whether extrusion is suitable for a given application.
To my mind, the effect of aluminum extrusions on the industry’s output is significant. This process allows for the manufacture of durable, lightweight parts essential in many industries, such as automobile, aerospace, and construction. Though, I do acknowledge some problems, like die design limitations, need for secondary finishing, and ecological impacts that must be analyzed very thoroughly so that the efficiency and economy aspects in regard to construction operations are optimal.
A: An advantage is that extrusion allows the production of complex shapes as well as having a good surface finish, which is economical in large production runs. Some disadvantages include high initial tool costs, limitations on wall thickness, and inconstancy of material properties through the profiles.
A: This is the most common method of extrusion of aluminum. There is a good degree of control during the process, and a variety of aluminum extrusion products can be produced. However, compared to indirect extrusion, direct extrusion tends to give less uniform products, especially while using longer profiles.
A: A limitation of aluminum extrusion molding is that it is hard to accomplish complex cross-sections and alterations in wall thickness. Moreover, certain details that are made during the extrusion process may not be appropriate for precise, sharp edge features.
A: Some few but important issues may arise in aluminum extruded products. Quality issues include surface defects, deviation in dimensions, and mechanical property inconsistencies throughout the extrusion. The surface layer of the extruded metal may also differ in character from that of the core.
A: Though aluminum products are recyclable, extrusion as a method of production is quite energy-demanding. The creation of aluminum billets and the extrusion procedure itself produce greenhouse gases. On the other hand, extrusion feeding is performed with less wastage than most metal forming operations, so in this respect, it is more favorable to the environment.
A: In comparison with other techniques, such as aluminum die casting, aluminum extrusion is relatively cheap for medium to large production runs; however, initial expense on the tooling dies for large-scale production can be detrimental. While these issues make other techniques like machining or casting more favorable for prototype and small production runs, in the long run, it’s all about how detailed the item needs to be and the quantity one desires to produce.
A: Maintaining a consistent surface finish in aluminum extrusion is tough. Several factors, including die geometry, extrusion rate, and temperature, can influence surface quality. Surface imperfections such as die lines and scratches may appear, which could need post-processing for complete mitigation.
A: Even when aluminum extrusion has broad applications, it cannot be suitable for all product needs. As an illustration, it is not ideal for products with high strength-to-mass ratios or for those that encounter very high or very low temperatures. Furthermore, the dimensional constraints of extrusion machinery limit the length and cross-section size of the extruded shapes.
1. Effects of Operating Temperature on the Service Life of Aluminum Extrusion Dies
2. Determinación de los principales factores geométricos que influyen en el desgaste de las matrices de extrusión directa empleadas en la obtención en frío de perfiles de aleaciones de aluminio
3. Numerical Simulation and Multiobjective Optimization of Fluid-Structure Interaction in Aluminum Extrusion
4. Reducing the Environmental Impacts of Aluminum Extrusion
5. Metal
6. Aluminium

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →