

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
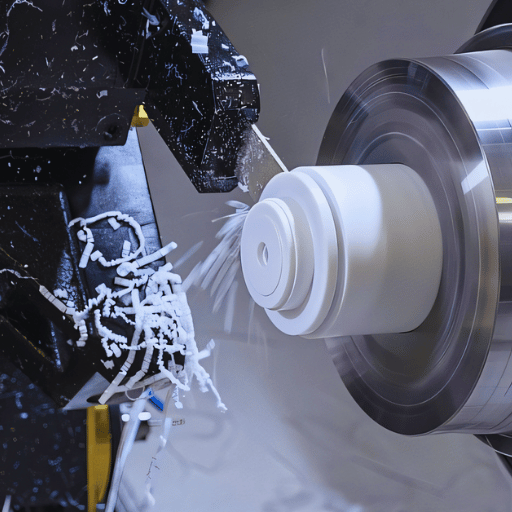
CNC machining of acrylonitrile butadiene styrene (ABS plastic) is standard in modern manufacturing because of its flexibility in making final components, robustness, and cost efficiency. However, the results are optimal only when the machining parameters, mainly feeds and speeds, are well understood. These factors significantly affect surface texture, shape accuracy, and overall efficacy. This guide will serve manufacturers, engineers, and CNC operators seeking information on how to machine ABS effectively. From appropriate tooling selection to machining parameters, this guide will outline essential strategies to achieve proficient results while working with ABS on your projects.
In CNC machining of ABS plastic, it is essential to observe the following aspects for perfection:
Following these considerations would lead to efficient machining of professional CAD output.
ABS plastic is a flexible dura that is widely used due to its lightweight nature. This polymer is manufactured from acrylonitrile, butadiene, and styrene and is well-known because of its high tensile strength, impact resistance, and flexibility. Its use is widespread in consumer electronics and 3D printing, in addition to automotive components. ABS has a smooth surface that is easy to machine, allowing seamless prototyping and manufacturing. Although its dimensional stability is excellent and can endure moderate heat, it is unsuitable for use in areas of high temperatures, which is the case for other thermoplastic polymers. Due to these characteristics, it is extensively employed in various industries that require high precision and enhanced strength materials.
Tools specially manufactured for plastics should always be selected to ensure accurate and clean edges when cutting ABS. Materials like carbide or high-speed steel (HSS) tools are best suited due to their ability to hold a sharp edge and durability. During the plastic machining processes, single or double flute tools should be utilized to achieve precision while managing chip build-up. While maintaining speed and feed rates, great care must be taken, as excessive heating can induce warping or melting of the cut edges.
The life of a tool and its wear are important for the performance quality while machining ABS and other materials. If tool life is not managed correctly, it will result in excessive surface finish, rough geometries, and idle time to replace the tools. One of the most important considerations for quality is achieved only when high-quality tools are used at prescribed cutting speeds and regular maintenance is performed on the tools. Effective tool management minimizes costs incurred and guarantees high-quality performance during machining processes.

There are several parameters to consider when determining the feed rate and spindle speed for ABS plastic machining. The formula to calculate spindle speed (RPM) is listed below:
Spindle Speed (RPM) = (Cutting Speed × 12) / (π × Tool Diameter)
The formula’s cutting speed is a value usually given by a specific tool vendor and works with the accompanying material to be cut, in this case, acrylonitrile butadiene styrene or ABS.
With the spindle speed known, one can calculate the feed rate using:
Feed Rate (IPM) = Spindle Speed × Number of Flutes × Chip Load
The chip load or feed per tooth is the cutting volume material each tooth of the cutter extracts in the process and, like previous calculations, is prescribed by the tool supplier. These calculations, while complex, are essential in that when working with ABS, tool wear is decreased, and machining results are enhanced. Manufacturer instructions should always be followed together with cutting tests to check the setting’s accuracy.
In the production of ABS parts, cutting speed affects accuracy, finish, and integrity. Too high of a cutting speed produces excessive heat, which can melt or deform the material, while too low can result in an unrefined surface finish and tool degradation. To achieve the best results, an intermediate cutting speed should be used as prescribed by the manufacturer of the tool. Furthermore, excessive heat should be avoided through appropriate cooling and cutting conditions. Always stay alert to the machining procedures to adjust to any changes quickly.
Surface melting, a subpar finish, and increased tool wear are common issues when machining ABS. To minimize surface melting, ensure proper cooling is performed through procedures such as air mist coolant and check that cutting speeds remain within recommended ranges. Examine the cutting tools’ sharpness. The rough surface finishes should be smoothened out by applying better tolerances for the feed rate. To mitigate tool wear, one can utilize cutting tools composed of superior materials like carbide and refrain from operating with too much heat or stress. Periodic equipment review and cooperation with the manufacturer alleviate some of these problems.

Achieving a good surface finish on ABS parts heavily relies on the chip load and the depth of cut. The chip load should always be controlled correctly, as it refers to the amount of material removed per tooth during a single rotation. If the chip load is too high, it can cause unnecessary tool pressure and heat. We recommend moderate chip loads to finish the ABS components flawlessly.
The rigidity of the setup and the features of the cutting tool influence the depth of the cut. Therefore, shallower depths are advised during the finishing passes, as they minimize the stress imposed on the workpiece. Striking the right balance between these two parameters guarantees that the surface is polished properly.
Appropriate cooling and lubrication practices must be used to control heat generation during machining operations. Heat can be removed from the work area and the piece part using flood cooling or misting, thereby averting any thermal injury. Selected tool arms with sharp edges also generate less heat than those with suitable heat-resistant coatings. Another set of parameters that can be changed to facilitate less friction is the speed, feed rate, and depth of cut. A more comprehensive regular tool condition check-up is vital because more heated, worn metal cutting tools generate worse quality enduring parts.

ABS (Acrylonitrile Butadiene Styrene) possesses some of the best balanced mechanical properties and is easily machined compared to other thermoplastics. The material’s medium hardness and good dimensional stability make ABS less prone to undue damage to tools during the cutting process. Compared to materials such as polycarbonate, ABS has low brittleness and good impact resistance, which significantly reduces the chance of defects being produced. Furthermore, because ABS is a thermoplastic polymer that is highly resistant to impacts, it also emits less heat during the machining process, which reduces the chances of warping and other distortions. Because of this, it is preferred in applications that require a high degree of accuracy and repeatability.
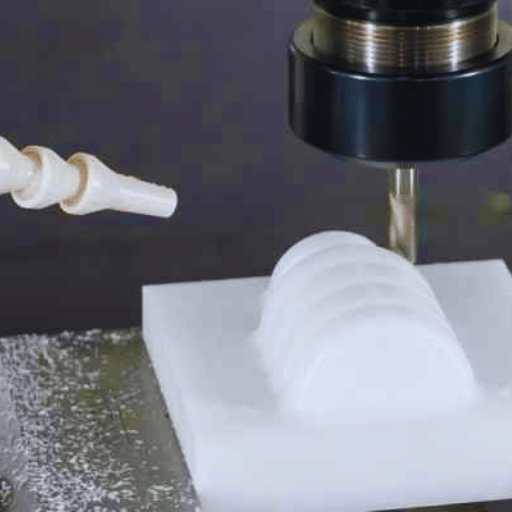
Milling of ABS requires proper regulation of several factors, such as cutting speed, feed rate, tooling, and cooling methods. For milling operations on ABS, the recommended cutting speed lies around 200-400 meters per minute, depending on the tool material and configuration. The material is not melted because it uses lower speeds, which avoids compromising dimensional accuracy.
The feed rates should be moderate, probably within 0.1 to 0.3 mm/rev, so there is a reasonable compromise between cutting speed and finishing quality. High-speed steel or carbide tools are much more desirable since they can sustain thermal stress and retain sharp edges. Notably, higher speeds can plunge, and extended work periods can be suffered with carbide tools.
Compressed air or mist cooling is preferred for cooling aengn Air rather than flood coolants. These methods assist in limiting thermal buildup without risking chemical action, which can change the properties of ABS. In addition, vibration is reduced, and surface quality is improved when the workpiece is firmly clamped.
By adjusting these parameters, tools are provided with high precision while reducing tool wear and material wastage, thus making ABS milling very effective for engineering and industrial purposes.
The application of ABS in automotive manufacturing is of great importance because of its high-impact strength, low weight, and superior toughness. It enables precision manufacturing of dashes, panels, and enclosure cases. Proper machining practices guarantee close conformity and good surface finish, which the industry requires. Adapting appropriate cutting instruments alongside modern cooling techniques produces rugged and economical parts for the automobile industry.
Carbide tools are the optimal choice for machining high-impact ABS because of their excellent resistance to wear and ability to withstand high temperatures. Always choose tools with sharp edges to reduce the frictional force and deformation of the workpiece. Single-flute or two-flute carbide end mills are particular types of tools that are very effective because of their chip removal and finishing characteristics. Using titanium nitride (TiN) as a coating will also improve tool life and reduce wear. Tools specially made for plastics always enhance productivity and the dimensional accuracy of the product.
While assessing router bits and cutter types to be used on ABS, my focus is on tools tailored for working on plastics. This ensures they work as expected. Spiral upcut bits are the best option for chip removal and clogging prevention, and I tend to use them the most. I consider straight-cut bits for operations that require a smooth edge and midrange speed. Furthermore, the compression cutting geometry of the bits helps in getting clean edges at the top and bottom surfaces and dramatically minimizes the chances of material burrs or tearing. I undertake these measures to maintain utmost precision and efficiency while improving the overall quality of the part and ensuring it remains functional.
In the case of refining flute designs for machining ABS, my key considerations involve tools with a two-flute or single-flute configuration. These tools are relatively efficient since they provide effective chip evacuation with the minimum possible heat buildup, thus averting the possibility of melting. The choice of the flute configuration has measurable effect upon the effectiveness of the cut and the quality of the surface finish, therefore I finely adjust it according to the material and the particular detail of the task.
A: The speeds and feeds for machining ABS plastic on a CNC machine depend on the cutting tool used, the machine’s capabilities, and the geometry of the workpiece. The recommended spindle speed is 2,000 to 6,000 rpm, and the feed rate is 0.1 to 0.5 mm per revolution. It is essential to speak to the tool manufacturer for the optimal settings and modify the feed rate to minimize the chances of tool breakage while ensuring evident machining is accomplished.
A: Because of the heat generated, coolants and lubricants are a standard part of machining. Because of this, any material being worked on should always retain its absolute integrity. ABS plastics are very suitable for this: they will not deteriorate due to maintainable chemical factors during a CNC machining project. This property helps shield the cutting tools and ensure that the integrity of the machined parts is preserved during the manufacturing processes.
A: Coolants reduce the excessive heat generated during CNC machining of ABS plastics. Excessive heat, when exceeded, can lead to warping or even deformation of the workpiece. Coolants also decrease friction and warping, restoring the cutting edges to ensure continued high-quality results in plastic machining.
A: Obstacles may include the material’s thermal expansion, which changes its dimensions, tool breakage, and ABS plastic’s tremendous toughness and impact resistance. Proper cutting parameters, such as speeds and feeds, must remain in place to address these challenges, eliminate obstructions, and ensure effective machinability.
A: Annealing tends to enhance dimensional stability and raise the mechanical strength of ABS plastic parts by relieving internal stresses experienced during machining. It also improves the product’s overall toughness and impact strength.
A: High-heat ABS has better thermal resistance than other forms of ABS and is the preferred choice for projects that require endurance in higher temperatures than usual. However, the general use of ABS is still widespread for CNC machining because of its toughness, chemical resistance, and ease of machining.
A: When cutting, achieving an optimum feed rate and RPM will significantly reduce the chances of a sill breaking while machining ABS. Sharp and high-quality tools, alongside an appropriate coolant, will help mitigate the risk of sill breakage.
A: The ability of ABS to provide exceptional figures of mechanical strengths and impact resistance makes it one of the most preferred thermoplastic materials in CNC machining. Its wide range of properties makes it suitable for a range of industries, especially for parts intended to undergo impact throughout their use.
A: While vertical and horizontal surfaces of a workpiece are cut to shape a piece, drilling only creates holes. Plastics are milled with great care to respect cutting speeds and feeding rates due to their sensitivity. Drilling, on the other hand, is simply the action of producing circular holes in a workpiece.
1. “Design of ABS Plastic Scrap Recycling Process for 3D Printer Filaments” by Alif Ngimbi Diambu (2021)
2. “Surface Characteristics of Machined Polystyrene with 3D Printed Thermoplastic Tool” – K. Sandhu et al. 2020
3. “Prediction and Experimental Validation of Part Thermal History in the Fused Filament Fabrication Additive Manufacturing Process” by Mriganka Roy et al. (2019)

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →