

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
In working with plastic materials, ABS is mainly known to be flexible and extensively utilized in many sectors. But can ABS be machined using a CNC machine? What do you need to know beforehand? This guide highlights the CNC machining of ABS plastic, its peculiarities, possible issues, and how to deal with them. It doesn’t matter whether you are an expert machinist or a novice to the world of plastics; this article will equip you with the essential knowledge necessary for achieving optimum efficiency in any ABS machining endeavor.

CNC machines can efficiently work with ABS plastic due to its durable nature and ease of machining. ABS plastic can be cut, drilled, milled, and engraved precisely, making it an excellent choice for CNC plastic machining projects and manufacturing purposes. These machines provide smooth surface finishes and tight tolerances, making complex designs more detailed. To ensure the integrity of the material during machining, adequate tooling, moderate spindle speeds, and controlled feed rates are essential for avoiding heat buildup. CNC machines can consistently produce high-quality results when adapted to properly cutting and manipulating ABS plastic.
Specific processes must be observed for end-users to realize the best results when machining ABS. Moderate spindle speeds and conservative feed rates must be established to prevent material deformation or warping. Using sharp cutting tools facilitates the creation of clean edges, in which surface defects are reduced. To avoid vibration and guarantee the accuracy of the dimensions, proper clamping and support must be put in place during CNC machining projects. Furthermore, using compressed air for cooling instead of liquid coolants offers better management of heat accumulation without altering the material’s properties. This guarantees consistent performance and high-quality outcomes when machining ABS.
To incorporate CNC machining for ABS plastic, the first step is to procure cutting tools, including carbide end mills, which are suitable for plastics. The ABS material must also be adequately clamped to minimize vibration, which impacts precision. Set the machine to appropriate speeds and feeds, as machining ABS typically requires moderate speeds to avoid overheating. Apply adequate cooling mediums like compressed air to maintain temperature and reduce the chances of warping. Lastly, check tools for wear regularly and recalibrate parameters when necessary to maintain the quality of the result.
While machining ABS, moderation when managing heat during the machining operation is important to avoid deformation or surface imperfections. Clamping must be done with care to limit vibrations, as this will improve accuracy and avoid tool chatter. Sharp tools with moderate cutting speeds must be employed to maximize production or cut clean without causing damage to easily fabricated parts made out of ABS. Compressed air or mist cooling must be applied to protect the material from heat. Inspection of the tools must be done regularly to determine the dullness of each tool and ensure the cutting effectiveness of parts throughout the process.

ABS is a common choice for CNC machining due to its many benefits. Its machinable characteristics allow easy cutting while maintaining clean edges with little tool degradation. The ratio of strength to weight allows for the fabrication of durable and lightweight functional prototypes and end-use parts, which is ideal. In addition, ABS has excellent impact resistance and dimensional stability, improving its long-term performance. Its post-production bondability also makes it flexible for modification and a reliable option.
Although ABS is popular for its many qualities, it has specific machining problems. One crucial issue is that ABS has a lower thermal resistance than some engineering plastics. This low resistance translates to heat build-up during machining, ultimately leading to the material melting or softening. Such phenomena cause a loss in part accuracy, especially when heating ABS plastic. Furthermore, the chemical composition of ABS tends to increase the wear rate on cutting tools. Tools will require more frequent maintenance and replacement than is ideal. Moreover, achieving a good surface finish will require added effort since ABS tends to be scuffed or marred during handling or post-processing. All these factors require special procedures and techniques in machining to ensure precision and accuracy.

ABS is broadly applied in the automotive industry for parts that demand strength, resistance to impact, and simplicity in manufacturing. Typical components are dashboards, cabin trim parts, door handles, and pillar covers. Likewise, its lightweight and easy-to-mold properties make it suitable for ventilation and electrical equipment housings. Those applications take advantage of ABS’s strength, flexibility, and low cost.
Due to its mechanical properties and cost considerations, ABS remains a go-to material for prototyping and producing end-use components. Many manufacturers in the automotive, electronics, and consumer goods industries, where durability and aesthetic value are important, depend on ABS for end-use parts. ABS parts, for example, can endure temperature conditions between -20°C to 80°C. Thus, they can be used in different environments.
ABS is utilized in Prototyping applications for a variety of reasons, one of them being its great supply of machinability and surface finish, as well as its ability to be used in various methods of additive manufacturing like Fused Deposition Modeling (FDM). The ability to produce parts with a high level of detailing and surface finish after post-processing greatly decreases the time taken for product development. Research on 3D printing shows that more than 50% of prototypes in the automotive and healthcare sectors are produced with thermoplastics such as ABS. The material’s low cost and optimal performance make it attractive to these sectors.
Moreover, ABS allows designers to easily alter prototypes while ensuring that the final models retain the mechanical characteristics of production parts. This feature enables engineers to test the functionality and aesthetics of a model at the same time, thus greatly mitigating risk in product development and increasing productivity.
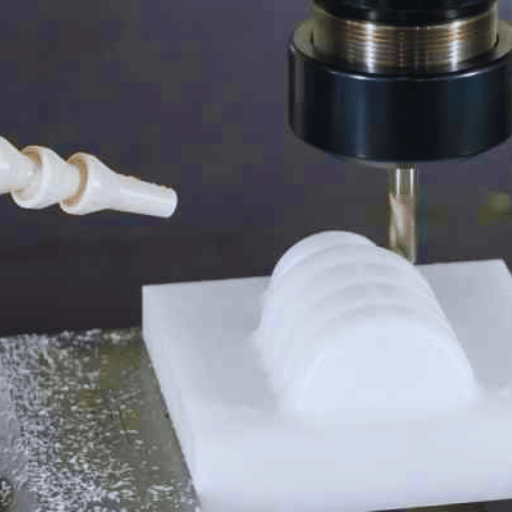
ABS products are manufactured through CNC machining, a precise fabrication process that is accurate and repeatable. This process includes using computer-controlled machines that cut the ABS material in layers until the desired figure is achieved. Because of CNC machining’s exceptional ability and stability, ABS is an accurate material for all types of CNC work. The material has a low melting point, which results in minor wear of tools while guaranteeing smooth finishes after cutting. Frequent use includes creating custom parts, creating usefulness prototypes, and creating parts that have critical measurements and tolerances. With CNC machining, durable ABS products are produced consistently and up to the standards of complex form requirements from multiple industries.
Specific procedures must be followed to achieve accuracy and quality when CNC mills ABS plastic. Firstly, high-quality cutting instruments must be used, generating less heat during machining and thus reducing material melting. Set the spindle rotation speed lower than usual while raising the feeding speed to improve the finished surface and reduce deformation. Secondly, air or lubricant can be utilized for cooling purposes to reduce frictional heat and ensure the stability of the material during machining. Finally, make sure that the ABS workpiece is clamped firmly to prevent vibrations or movements that may cause loss of accuracy. Following these steps will enhance the quality of machining processes performed on ABS plastic.
Choosing proper cutting speeds and tools when milling ABS plastic on a CNC machine is key to ensuring quality work. Use plastic-specific cutting tools, like carbide or high-speed steel bits, as they are more durable and stay sharper for longer. When machining ABS plastic in heat treatment, set the spindle speeds between 2,000 and 7,000 RPM depending on the tool size and desired finish. This will help with material warping and heat buildup. A moderate range of 10 to 30 inches per minute for feed rates will provide the best blend of efficiency and precision. I always prefer using faster speeds and sharper tools for surfaces that require minimum overheating.
It is advisable to manage heat while milling in CNC so as not to risk damaging the material qualities of ABS. If too much heat is generated, there is a risk that the material will soften and warp, rendering it structurally weak. Employ sharp cutting instruments and other cooling techniques like air or mist coolant. Moreover, ensure that there are no aggressive cutting or high spindle speeds to mitigate the excess friction produced. Clamping and securing the ABS workpiece will be necessary to ensure that there is no unwanted movement or stress that could impact the quality and dimensional accuracy during machining.

ABS is utilized in CNC Machining due to its excellent machinability and material strength. In my opinion, ABS is ideal for lightweight yet durable parts while exhibiting good impact resistance and thermal stability. Furthermore, its ability to be quickly bonded, painted, or finished offers versatility, making it a preferred material for prototype enclosures and other functional parts. In addition, the relatively low cost of ABS makes it great for many applications.
The remarkable combination of mechanical strength, durability, lightweight, and ease of processing makes ABS plastic particularly suitable for multiple applications. Its uses span numerous arenas, such as automotive, electronics, and various consumer goods industries, where impact resistance and resistance to temperature extremes are beneficial. ABS is also standard in prototyping and manufacturing applications because it is easy to form, assemble, and finish, which makes it ideal for producing dependable and valuable parts in almost any industry.
Machine-grade ABS plastics have superior mechanical properties and dimensional stability compared to standard ABS. For these reasons, they are widely used in industrial and manufacturing settings where precision is crucial. Machine-grade ABS is highly machinable, which permits detailed and accurate part fabrication. Furthermore, it can produce consistent results under load and possesses impact and abrasion resistance, thus providing durability in harsh environments. These benefits make machine-grade ABS the preferred material for high-quality and precision components.
A: Acrylonitrile butadiene styrene plastic (ABS) is primarily used in CNC machining because it is stable, impact-resistant, easy to machine, and versatile. Like CNC plastics, it is perfect for prototyping and end-use components, so it’s extensively used in plastic machining projects for ABS components.
A: The answer is yes. In CNC machining ABS, parameters like tool speed, feed rate, and, most importantly, excessive plastic heating should be avoided. To achieve optimum results, machining parts should be purposely designed for plastic.
A: CNC mills and routers are essential equipment for this work. These tools cut molded plastic parts precisely and create detailed, thin-adsorbed, or complex designs.
A: ABS plastic parts are used in various industries and sectors, such as automotive, electronic work, consumer goods, and more. Plastic is a universal material that fits many different types of machined components.
A: Some services specialize in machined products made from ABS plastic. These services are tailored to meet clients’ expectations while also considering the unique properties of ABS plastic.
A: Heat generation while machining is critical for CNC machining ABS plastic. While machining, the plastic may be heated, altering the surface finish and dimensions. Cooling techniques must be applied to avoid overheating.
A: The benefits of CNC-machined ABS plastic are numerous. It is affordable, easy to machine, and replicates final production pieces well, making it perfect for prototypes. It is beneficial for rigorously testing and aimed at iron-clad verifying designs before putting them into mass production.
A: Machining ABS plastic can be challenging. It requires controlling dissipated heat, preventing the part from deforming and maintaining dimensional tolerances. To overcome these issues, choosing the tool and machining parameters accurately is necessary.
A: In CNC machining, thin or complex ABS features may be easily managed using specialized tooling and cutting techniques specific to plastics. Precision can be achieved with the appropriate control of the feed rates and the tool paths.
A: ABS is considered a stable plastic for machining because it has an optimum combination of strength, impact resistance, and thermal stability. These characteristics make it dependable for achieving consistency and durability in machined components in different operations.
1. “Effect of CNC Machining on the Dimensional Accuracy of Additive Manufactured Plastic Parts” (2019)
2. “Performance of Copper Electroplated Plastic Electrical Discharge Machining Electrode Against Copper Electrode” (2017)
3. “Experimental Study of Mechanical Properties of Additively Manufactured ABS Plastic as a Function of Layer Parameters” (2015)

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →