

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Acetal or polyoxymethylene (POM) is an engineering thermoplastic with highly versatile features and good durability, which is used mostly in injection molding. Because POM plastic possesses excellent mechanical characteristics, dimensional accuracy, and wear resistance, its gained wide acceptance in many applications including automotive, consumer electronics, medical, and precision devices. The focus of this article is general information on the injection molding technology of POM, including basic machine elements, technological parameters, and process standards. With the help of this guide, we intend to assist not only the professionals trying to employ strategies for optimization or the learners trying to get a basic understanding of POM, but also everyone involved in manufacturing operations of POM.
Polyoxymethylene, or POM, more commonly referred to as acetal, is an incredibly powerful engineering plastic with a range of applications owing to its exceptional mechanical properties. It is a thermoplastic which means it has a broad range of strength and rigidity and is low in friction. This makes it ideal for applications which require precision as well as endurance. POM is extensively used in several industries including automotive, electronic and consumer goods for fabricating components like gears, bearings, and fasteners, and even housings. Its excellent resistance to wear, solvents, and fatigue makes him suitable for even the toughest environments. These characteristics make it an incredibly reliable material for the creation of parts and components expected to have a high level of performance over long period of time.
POM has a number of important mechanical properties that enhance POM engineering applications as follows:
All these properties put together enhance the strength and effectiveness of POM in performing intence applications.
The properties of POM are beneficial in almost every industry:
The application of these various sectors demonstrates the range of POM’s performance optimization in conditions where its composition facilitates high durability.

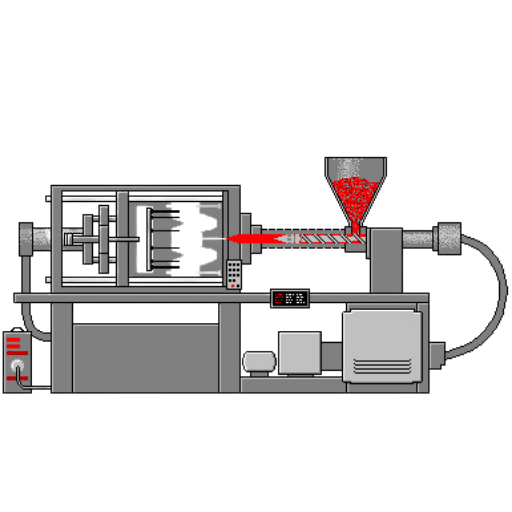
Like with all other polymers, the injection molding process of POM starts off by injecting the raw material in pellet form into the hopper of a molding machine. In the first step of the process, the barrel is expected to heat up to temperatures high enough to fully melt the pellets. The molten material is injected into a specially designed high-pressure precision mold, which is intended for injection molding and needs to be shaped optimally for the engineered part. Once the product is shaped, the injected POM is cooled to a temperature at which it becomes solid POM. At this point, the dimensions and shape of the piece are set simultaneously. The final step of the process is opening the mold and ejecting the final product. This technique allows for the efficient production of robust components with high durability and sustaining strength, all while keeping dimensional tolerances at the minimal level.
Owing to its exceptional characteristics, POM resin or polyacetal is one of the most significant resins utilized during the injection molding process. POM possesses a multitude of advantages that makes it one of the most sought after polymers in the world. Due to it’s strength, adds mechanical power, rigidity and heat stability, it is extensively used in the automotive sector, manufacture of consumer products, and electronics.
One POM resin’s large number of merits is the low friction coefficient and high wear resistance that makes POM ideal for moldering precision components such as gears, bearings , fasteners and components that encounter friction. Most importantly, POM’s chemical structure enhances its performance and wear characteristics that makes POM an ideal resin to use. In additional industries, molded parts are known to operate under stressful environments, and POM parts can sustain oil, fuel and even solvent, improving the functionality of mechanical components. Additionally, POM exhibits powerful thermal endurance, which allows its versatility in numerous ways. This particular property makes POM ideal for high strength mechanical and thermal applications.
Modern innovations in the injection mold technology have improved the processing efficiency of POM resin. Manufacturers of the components have achieved shorter production cycles while maintaining quality, which translates to increased profitability, thanks to improved mold designs and temperature controls during the production process. Furthermore, the ability to recycle POM resin adds to its value as a sustainable material in injection molding, which is why it has been considered important.
Several important process parameters must be maintained in order to achieve the best results with POM resin in injection molding.
Maximizing production efficiency is also one of the advantages of setting the parameters discussed above: appropriate calibration and continuous monitoring of those measurements will ensure high-quality and durable components.

POM is available in two primary grades, POM Homopolymer and POM Copolymer.
It is the specific operational environment and constraints that dictate whether POM Homopolymer or POM Copolymer should be used.
In choosing the correct grade of POM, it is always relative to the purpose. For instance, if the factors of mechanical strength and stiffness are crucial, then POM homopolymer is preferred. However, I recommend the use of POM copolymer when dealing with heat, moisture, or chemical environments, as the thermal stability and chemical resistance is greatly improved, and POM is capable of working conditions like these. Proper evaluation of the operating conditions and load requirements in addition to the surrounding environment simulates ranges that help ensure the proper grade is selected for the expected performance.
The dimensional stability in POM influences POM components and products in such a way that they perform the intended function without any hindrance throughout their service life. Materials with high dimensional stability exhibit little to no dimensional changes from their initial mold state and design contour when subjected to temperature differentials, moisture, or mechanical force. Such dimensional consistency is necessary for products with close tolerances which do not allow additional space to compensate for inadequate dimensions; tolerance mismatch can lead inefficiency, and in more severe cases, catastrophes. Ensuring dimensional stability enables reliable operation over an extended product life which is dimensionally atributable to how components are manufactured, which makes it an essential aspect of engineering products with POM.
The importance of mold temperature on the dimensional accuracy of POM components cannot be overstated. Optimized mold temperatures improve polymer fluidity and surface appearance leading to an increase in shape conformity between the mold and the polymer. With mold temperature set properly, internal stresses that could have resulted in warping or shrinkage of the part during cooling are reduced. These endeavors aim to ensure an accurate construction of the component and using the correct mold temperature helps to minimize the differences in dimensional features between parts produced in different batches. On the other hand, low mold temperature leads to problems like non uniform cooling, inefficient crystallization, and dimensional changes which are all detrimental to the performance of the component. These parameters are significant and therefore mold temperature has to be controlled for tolerances and accuracy of POM components.
POM injection molding suffers from friction which happens to be a low hanging fruit in molding machines overheating. Unattended, excessive friction between the barrel and screw can result in high levels of wear and tear while also rendering the machine useless. POMs are deleteriously affected by high temperatures and pressures, therefore, firms custom build lubrication systems to meet the requirements. Preventative maintenance of machine parts is required to curb the adverse effects of friction, and further, increase the life of the barrels and screws. The inclusion of self-lubricating POM grades reduces machinery friction and facilitates quicker flow of material. Emphasis on these activities promotes the life of the equipment and the integrity and quality of the manufacturing processes.
Challenges regarding temperature, pressure, and even the speed of injection have been known to affect the material property as well as the quality of the end product. These process parameters impose certain limits and challenges in the POM injection molding technique. Such challenges can be resolved by ensuring that there is a robust automatic system in place. One important step is to balance the melt temperature in order to optimize flow while preventing excessive overheating of the material. Similarly, the effective injection and holding pressures help diagnose problems such as voids or achieving warpage in the final product. Furthermore, maintaining constant rates of cooling is important in order to avoid shrinkage as well as the change in dimensions. The molding process would be reliable and of great quality if these parameters are monitored and adjusted appropriately, given the characteristics of POM.
In a variety of applications, the reliability and performance of Polyoxymethylene (POM) is directly correlated with its mechanical and chemical properties. The first point of focus to accomplish this is selecting the finest raw material with minimum impurities. Moreover, routine testing of materials is needed such as performing tensile strength, impact, and thermal tests are needed in order to obtain important data that would meet the standards expected. Furthermore, advanced techniques such as spectroscopy or chromatography can be utilized to ensure the chemical structure is consistent eliminating unwanted contaminants.
Process control is equally important; ensuring adequate moisture content within the material during slope and process prevents hydrolysis which could threaten the chemicals\/components of the material. The material or compound is invariably altered, if parameters of the business’s processing melting temperature, pressure, and cooling times are not followed. Together with high quality assurance procedures, these practices eliminate variability so that POM parts are manufactured within strict industry specifications and are able to operate stably over long periods in hostile environments.
A: Acetal is even referred to as POM (Polyoxymethylene) is a type of thermoplastic. POM is known for its salient features like elevated crystallinity and density. It is a crystalline polymer that is easily injectable because of its melting characteristics. It is an industrial polymer with many outstanding characteristics like high strength, stiffness, dimensional stability, low friction, and good wear resistance, making it a perfect candidate for a wide variety of engineering uses.
A: POM plastic is usually provided in the form of granules for the injection molding process. The injection machine melts and molds the polymer, plastic into the desired form. Engineering polymers with high density require melting to be efficient while simultaneously being easy to handle during production, this is made possible with POM because it is in granule form.
A: The melting point for POM plastic depends on its specific grade, though it is generally between 165°C and 175°C (329°F and 347°F). Because of this high melting point, enhanced temperatures are necessary for production. Operators should have close control over the POM melt to attain a balance between molding flow and prevention of degradation during molding.
A: The differences in characteristics of each homopolymer POM and copolymer POM can affect the injection molding process. Polyoxymethylene homopolymer or Homopolymer POM has higher crystallinity and higher melting points, therefore has better mechanical and chemical properties. On the other hand, Copolymer POM has better thermal stability and center-line porosity is less of a problem for them during molding. The selection for either of them depends on aspects of the end product.
A: Injection molding of POM plastic offers the possibility of producing many types of products for different sectors. Common uses include parts used in the automotive industry, for example, components of the fuel system and gears, parts of consumer electronics such as zippers and keyboard switches, medical devices like insulin pens and atomizers, and components for industrial machinery. POM is generally used to manufacture highly accuracy, hard wearing, low friction parts because of its excellent material characteristics.
A: The injection molding machine has a multi-step process for POM plastic. To start, POM granules are loaded into the machines hopper. This is done to ensure that POM processing occurs without degradation. The chamber is supplied with heat, and as a result, the barrel melts the material using a rotating screw. After this step, the POM melt is inserted into a mold cavity at a high pressure. After injection, the POM is allowed to cool. The cooled mold is opened, and the part is extracted. Injection molding of POM plastic is done with tight measures to ensure part quality and repeatability.
A: Indeed, POM is a versatile polymer which can be molded using several other methods apart from injection molding. For low volume production and prototyping, CNC machining is often preferred. Extrusion can also be employed for rods, profiles, and sheets. Other techniques include blow molding for hollow parts and thermoforming for thin-walled parts. Despite these techniques, it is important to note that injection molding is by far the preferred method for mass-produced POM components due to production efficiency and ease of forming complex shapes.
A: POM indeed has various benefits, but there still exists disadvantages which stem from the use of injection-molded POM parts. The most notable is cooling shrinkage and warping which are prevalent during the cooling phase which have a direct impact on removing tolerances and dimensions. Furthermore, POM will always have the risk of stress cracking under specific situations. The increased melting temperature of POM in comparison to other thermoplastics further implies longer cycle times. Consider thorough design of the mold, processing parameters, and material selection to produce quality injection-molded POM parts.
1. Study of impact of deep cryogenic treatment on the structural and mechanical properties of polyoxymethylene copolymer (POM-C) materials.
2. Study the effect of CNC milling parameter on surface roughness of POM material
3. Mechanical and thermal properties of short banana fiber reinforced polyoxymethylene composite materials dependent on alkali treatment
4. Statistical Analysis of WEDM Machining Parameters of Ti-6Al-4V Alloy Using Taguchi Method and Artificial Neural Network Based Grey Relational Analysis
5. An Overview of Minimum Quantity Lubrication in the Machining Processes of Titanium Alloys for Sustainability Vertices.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →