

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Plasma cutting is a highly efficient and precise method for cutting through various metals, but the type of gas you use plays a critical role in determining your cuts’ quality, speed, and cost. This guide will provide a comprehensive overview of the most commonly used gases in plasma cutting, including their specific advantages, disadvantages, and ideal applications. Whether you’re a hobbyist or a professional fabricator, understanding the characteristics of different gases—such as air, oxygen, nitrogen, and argon-hydrogen mixtures—can help you decide which option best suits your needs. By the end of this guide, you’ll have a solid grasp of how gas selection impacts performance and how to optimize your setup for maximum efficiency and precision.

Commonly used gases in plasma cutting operations are compressed air, oxygen, nitrogen, and argon hydrogen mixtures.
Compressed air: This method is inexpensive and multifunctional, making it ideal for working with low-carbon, stainless, and aluminum sheets of thinner sizes.
Oxygen: Utilized for the quickest operations that leave smooth edges, renowned when used on low-carbon steel. This, however, results in increased expenditure.
Argon-hydrogen mixtures: Due to their edge quality, they are best for cutting thick stainless steel and aluminum. However, they are very costly.
In summary, selecting the right gas is essential to achieving the best cutting results. Choosing the wrong type could prevent the best-anticipated results.
Compressed air stands out as one of the most economical and versatile options for plasma cutting. It is an effective cutting tool for mild steel, stainless steel, and aluminum and can also be utilized as a gas for plasma creation and secondary shielding. This multifunctional trait makes it an excellent selection for reducing costs on operational activities while maintaining standards in plasma cutting. Although it does not guarantee the finest edge quality compared to premium gases like nitrogen or argon-hydrogen mixtures, its reliability for everyday tasks and practicality for professionals and hobbyists make it a suitable option. Its price and easy access make it more appealing, especially for low-scale operations or mobile cut systems.
Nitrogen is widely accepted as the best gas for cutting stainless steel and aluminum because of its inert properties, which help avoid oxidation and discoloration on the cut edges. Nitrogen is also perfect as an assist gas in laser cutting systems because it ensures smooth and clean edges required for precision and artistic quality works. This makes it suitable for the aerospace, automotive, and food industries.
Pressure Range: The procedure’s standard pressure range is 100 – 300 PSI (pounds per square inch), but it varies depending on the material thickness and the desired cutting speed.
Flow Rate: For thin sheets about ~1mm thick, a nitrogen flow rate of 10-20 scfm (standard cubic feet per minute) may suffice. Thicker materials around ~8-10mm may require flow rates exceeding 50-60 scfm.
Material Thickness: Nitrogen can effectively cut stainless steel and aluminum up to 25mm (1 inch) thick, but the precision of the cut may suffer as the thickness increases.
Cut Edge Quality: The cut surfaces will minimize dross formation and have no oxidation, which results in smooth surfaces suited for further processing.
The efficiency of the process and the stringent criteria mean that extensive cleaning or finishing after the cut is unnecessary. The effective use of nitrogen achieves this result.
Though oxygen may not have the most appealing reputation, it is known as ‘the gas’ for cutting mild steel because of its exothermic progression, often regarded as adrenaline in the procedure. While oxygen cuts steel, the heated metal produces iron oxide. This reaction releases energy, accelerating the process and making it useful for high-output cutting work.
Advantages At A Glance:
Cutting Speed: Oxygen is faster than other gases when cutting because it over-stimulates heat via the exothermic reaction.
Cost Efficiency: Reducing mild steel dramatically reduces operating costs by using oxygen, a treatable and inexpensive gas.
Thicker Cuts: With proper setup and parameters, mild steel can be cut to a maximum thickness of 100mm or 4 inches.
Important Parameters:
Gas Pressure: The optimum cutting results can be achieved with an oxygen pressure between 0.2 MPa and 0.7 MPa (30 PSI to 100 PSI) tailor-made to the material thickness.
Nozzle Design: Use nozzles specifically made for oxygen-assisted cutting to maintain a stable gas flow and precise cuts.
Cutting Speed: The speed should vary relative to the thickness of the steel. For example, the speed for 12mm (0.5 inch) thick steel should be around 600 mm/min.
Material Thickness: Mild steel can be cut with extreme precision and efficiency if the thickness is within 1 mm to 100 mm. For more robust materials, high pressure and lower speeds are necessary.
When oxygen is used, cuts made on mild steel are clean, quick, and reliable. Because of its versatility and effectiveness, numerous industries prefer it for manual and automated cutting processes.

Components of gas selection such as type, flow rate, and pressure directly impact cut quality efficiency and productivity. The range of gases such as oxygen, nitrogen, hydrogen, or argon offer a unique benefit depending on different materials being cut. For example, oxygen is the best option when cutting mild steel as it produces clean cuts. Nitrogen, conversely, ensures clean edges on nonferrous metals like aluminum and stainless steel. Properly selecting gas increases precision and decreases dross and consumable life, delivering the ultimate cutting effectiveness.
Beyond argon balance, gas selection is a determining factor in cutting speed and quality. From my readings, I note that oxygen is more valuable when cutting mild steel because of its readily available properties. Nitrogen, due to its non-oxidation tendency, provides the highest-quality cut and edge when working with stainless steel and aluminum materials. For outstanding dross-free surfaces, argon-hydrogen mixtures are essential, providing smooth cuts and professional results. Adequate effectiveness can maximize professionalism and improve overall productivity.
Steel (Mild, Carbon, or Alloy):
Gas Choice: Oxygen
Reason: More effective cutting speeds and enhanced thermal efficiency.
Key Parameters: Depending on thickness, the pressure range is 4-10 bar. The nozzle size is set up for detail work or general cutting.
Stainless Steel:
Gas Choice: Nitrogen or Argon-Hydrogen Mixture
Reason: Nitrogen blocked oxidation, thus providing clean finishes, while argon-hydrogen further enhanced the surface quality of thicker materials.
Key Parameters:
Nitrogen pressure of 10-20 bar for most applications.
The argon-hydrogen ratio of 95% Argon and 5% Hydrogen is ideal for stainless high-quality surface cuts.
Aluminum:
Gas Choice: Nitrogen
Reason: Reduces the amount of dross and oxidation that would form while enabling edges to be cut smoothly and precisely.
Key Parameters: Pressure of 12-18 bar depending on cut thickness and precision.
Copper and Brass:
Gas Cut: Nitrogen or Compressed Air.
Reason: Nitrogen’s inert properties keep cuts clean, and starter industry compressed air is good for warming applications.
Key Parameters: 6-12 bars for economical cutting performance.
When you match the gas type with the material requirements, they will perform well, reduce waste, and improve edge quality.
The correct selection of gas for the cutting systems significantly lowers the cost of consumable parts. The type and regulation of the gas used can minimize the wear and tear of consumables by ensuring optimal cutting conditions and minimizing contamination. For example, applying cuts while employing high-purity nitrogen gas will reduce oxidation of the cutting surface, which is mainly done for stainless steel and aluminum cutting. This will improve quality and reduce the wear and tear of the consumables.
Key technical parameters include ensuring adequate gas is supplied so as not to induce uneven wear on components. For oxygen-assisted cutting, the optimal pressure usually ranges from 3 to 6 bar, depending on the material thickness. Utilization of compressed air should have an oil and moisture filter and be maintained between 5 and 12 bar. Gas supply system maintenance includes regular leak checks and filter replacement to maintain adequate flow for consumable parts and reduce wear and tear.
Considering all these practices and the precise control of gas parameters, the effectiveness of the gas supply maintenance systems can be maximized, resulting in higher expenses on gas supply systems. However, these practices will lead to fewer operating and purchasing costs while ensuring high cutting quality in the long term.

Indeed, distinct gases can be utilized for several plasma-cutting processes. Each gas offers a unique advantage depending on the material and the expected outcome. Air, for example, is quite versatile as it can be used on mild steel, stainless steel, and aluminum, all of which produce clean cuts with little to no preparation work. While oxygen increases cutting speeds on mild steel and delivers excellent edge quality, nitrogen takes the crown with stainless steel and aluminum plating due to its oxidation resistance. Argon-hydrogen mixtures are preferred for thick materials and high-quality cuts, but adjusting the gas supply also helps achieve optimal performance.
I recommend oxygen for mild steel as it helps cut speed while providing clean and sharp edges. The best gas for stainless steel and aluminum is nitrogen due to its smooth, high-quality cuts and lack of oxidation. In argon, hydrogen mix excels when working with thicker materials or when cut quality needs to be exceptional without compromising precision or the ability to take on demanding tasks. Choose the right gas for the material, as this directly impacts the efficiency and result of your cutting process.
Depending on where an individual will operate, selecting gas mixtures when plasma cutting is needed is quite specific. Below are direct explanations and technical parameters for everyday plasma-cutting needs:
Nitrogen (N2): Nitrogen gas is ideal when cutting stainless steel and aluminum since it has excellent cut quality for thinner materials. Nitrogen works well at upper arc energy levels, providing good cut quality for thin materials even at high power levels. The recommended thickness range is up to 1 inch.
Argon-hydrogen (Ar-H2): This gas mixture is best suited for cutting thicker stainless steel and aluminum. Typically mixed in a 65% argon to 35% hydrogen ratio, this combination produces clean cuts with little dross formation. It is recommended for materials over half an inch thick where excellent quality is needed.
Oxygen (O2): Oxygen is frequently used to cut carbon steel because it has better cutting speed and edge quality than other gases. This gas is best for cutting thicknesses between a quarter and one inch and requires adequate exhaust ventilation to mitigate oxidation.
Air: Air width can be described as a low-priced gas with many applications. It is used for cutting mild steel, aluminum, and even stainless steel. Although air plasma cutting is not as effective as other gases in precision cutting, it is perfect for general-purpose cutting where tighter tolerances are not required. It is best recommended for pieces thinner than one inch.
Mixtures of Compressed Gas: For specific industrial uses, a blended gas like argon-helium or argon coupled with nitrogen offers a unique performance for stubborn cutting operations.
Considering the material’s type and thickness and the required quality, the right blend of gas can significantly improve the effectiveness and productivity of your plasma-cutting processes; always remember to check the equipment limitations and safety instructions.
Due to the high degree of accuracy and low degree of reactivity required for the material, inert gases like argon and helium are ideally suited for plasma cutting. These gases are also well suited for cutting non-ferrous metals such as aluminum, copper, and brass because they inhibit oxidation and result in a smoother, cleaner edge.
Argon, for example, is often used in combination with hydrogen. A typical mixture for stainless steel and nickel alloys is 65% argon and 35% hydrogen. This helps attain excellent edge quality and less dross. Argon is particularly useful for cutting thicker materials because it has a high thermal conductivity, which ensures deeper penetration and better stability for the arc.
Inert gases have greater efficiency and result in specific materials than reactive gases. However, they are generally much more expensive. As a result, they are typically reserved for applications with high-quality finishes or specialty metals. Always check the manufacturer’s directions for gas type, flow rate, and pressure settings to guarantee the best performance and safety.
Nitrogen possesses several key qualities that make it a beneficial plasma-cutting gas. It is non-oxidizing, providing clean, precise cuts to stainless steel, aluminum, and various non-ferrous metals. In addition, due to nitrogen’s chemical stability, thermal damage and discoloration are reduced, ensuring the quality of the material’s surface is preserved. Nitrogen is also efficient with high-volume cutting applications and works well over an extensive range of material thicknesses, solidifying its place in the industrial sector.
Cutting stainless steel and aluminum using nitrogen is much easier. First, there is no oxidation, so clean edges are effortlessly achieved. Furthermore, nitrogen prevents thermal damage, which helps keep the metal’s structure and surface finish intact. Combined with efficiency across a range of material thicknesses and cost-effective solutions for high-volume applications, nitrogen is the industry’s go-to solution for precision and reliability.
When comparing nitrogen to other gases used in plasma cutting, several key factors include performance, material suitability, and cost-efficiency.
1. Nitrogen vs. Oxygen:
Oxygen enhances cutting speeds and creates an oxide layer during cutting, which can be advantageous for welding preparation. However, oxygen is less adequate than nitrogen in preserving the material’s surface quality, as the oxide layer can cause imperfections. Furthermore, oxygen can lead to more significant thermal input, potentially distorting thinner materials. Nitrogen, on the other hand, excels in clean cuts without oxidation, making it ideal for non-alloyed steels, stainless steel, and aluminum.
|
Parameter |
Nitrogen |
Oxygen |
|---|---|---|
|
Cutting speed |
Moderate |
High |
|
Oxidation level |
None |
Moderate to High |
|
Material heating |
Low |
There is a higher risk of warping |
|
Common materials |
Stainless steel, aluminum |
Mild steel |
2. Nitrogen vs. Air:
Compressed air is cost-effective, convenient, and often used to cut mild steel and aluminum. However, its mix of nitrogen and oxygen can result in less clean edges and a higher risk of surface contamination. Nitrogen ensures higher precision and cleaner results, particularly for applications requiring aesthetic appeal.
|
Parameter |
Nitrogen |
Compressed Air |
|---|---|---|
|
Cost |
Higher |
Lower |
|
Edge cleanliness |
High |
Moderate |
|
Surface contamination risk |
Low |
Higher |
3. Nitrogen vs. Argon-Hydrogen Mix:
Argon-hydrogen is commonly used for thicker materials and delivers excellent cutting arcs, but its cost is significantly higher. Nitrogen is a more economical choice for thin-to-medium thicknesses, balancing performance with operating expenses.
|
Parameter |
Nitrogen |
Argon-Hydrogen Mix |
|---|---|---|
|
Cost |
Lower |
Higher |
|
Suitability for thickness |
Thin-to-medium |
Thick materials |
|
Cutting arc stability |
Moderate |
High |
Ultimately, the choice of gas hinges on the specific application requirements, including material type, thickness, desired surface finish, and budgetary considerations. Nitrogen stands out for its versatility and clean-cutting capabilities across various use cases.
An appropriate equilibrium between service delivery and budget is vital to assessing nitrogen gas pricing. Different variables, such as supply method, purity levels, and overall consumption rates, define the cost of nitrogen gas.
Supply Methods: Nitrogen gas can be provided in bulk liquid tanks, compressed gas cylinders, or generated on-site. Although a nitrogen generator may incur high upfront costs, it is very economical for high-volume users in the long run. On the other hand, pre-packaged cylinders are advantageous for irregular usage but are expensive in the long run.
Consumption Rates: Depending on the application, a higher flow rate of nitrogen gas will necessitate higher operating costs to maintain functionality. For example, high-power laser cutting systems require 300 to 600 cubic feet per hour. Estimating the usage accurately will allow a user to prevent overspending and will also help determine the most efficient supply method.
Purity Levels: Nitrogen purity levels will determine the cost of nitrogen gas. For example, 99.99% or above high-purity nitrogen will always cost more due to the extensive filtration processes needed. However, cheaper options like 95%- 98% purity level filters will suffice for cutting thicker materials or having a slightly oxidized edge.
If nitrogen is produced on-premise, assess the expenses involved in operating the generator. Newer nitrogen generators may be energy efficient but consume extra energy if not carefully monitored.
If nitrogen gas is stored in cylinders or tanks, Transportation and storage also contribute to overall expenses. In addition, routine servicing of gas delivery systems or gas-powered generators must be considered in financial plans to reduce the chances of interruptions and wasteful activities.
Those companies knowledgeable about these criteria can manage the expenses of using nitrogen gas without affecting the performance of their operational processes.

Oxygen is a possible choice for plasma-cutting gas, especially for cutting mild steel. Although costlier, oxygen improves cutting speeds and quality by providing a clean edge and producing less dross. Dross refinement is not particularly effective for aluminum or stainless steel. Ultimately, the material’s type, thickness, and quality needing cutting will determine the best gas for plasma cutting.
The most significant benefit of using oxygen to plasma-cut milled steel compared to other gases is improved cutting speed. Oxygen’s reactive properties allow for deeper cuts, augmenting productivity for time-sensitive projects.
When oxygen is used with mild steel, dross is minimized, and edges exhibit greater precision. Therefore, little to no finishing touches are required after the cut to make it look good.
With mild steel, oxygen cuts more effectively with consistent power and depth when the steel creates thicker cut sections.
While there are certainly higher costs associated with oxygen, these make it favorable for cutting mild steel, albeit alternative materials and other factors should be considered.
Increased Costs of Operation
Though oxygen economically provides excellent quality and cuts, it is slightly costlier than other plasma-cutting gas options such as air or nitrogen. This cost increase can affect operational budgets, especially for businesses with large-scale cutting operations.
Restrictions on Material Compatibility
Oxygen has the best performance cutting efficiency on mild steel. It is ineffective on other materials, such as aluminum or stainless steel. In contrast, other gases like argon-hydrogen or nitrogen would do much better because of their specific characteristics.
Oxide Build Up
Oxygen utilization during plasma cutting would result in oxide build-up on the cut surface in thick materials and would need to be cleaned or processed more to receive the required finish.
Decreased Life of Consumable Elements
Oxygen plasma cutting accelerates consumable wear faster than other gases because of quicker operational temperatures. This leads to increased cutting of thrust excess, which loads more frequently and results in downtime.
Narrow Cutting Range of Thickness
For some very thick steel of 2 inches or 50 mm, an em or oxy-fuel gas may have a lower cutting speed than other gas or mixed gas, such as oxygen, which is most suited for such applications. More than one single pass or thin wire may be needed.
It is vital to counterbalance these limitations with the benefits of using oxygen in plasma cutting while ensuring it serves the project’s intended purpose.
There is much to deliberate on before deciding whether oxygen is best suited for plasma cutting and whether it matches the project’s needs. The utilization of oxygen is ideal in certain situations; however, consideration must be given to the cutting requirements that need to be accomplished. Here are the main points that have been drawn from technical facts and practical experiences:
Mild Steel Cutting
Oxygen is the most suitable cutting fuel for mild steel because it enables clean edges and reduced dross formation. The reaction of oxygen with the steel gives even higher cutting speeds, resulting in higher edge quality outputs than the other gases. It is familiar with thick carbon steel of 0.5 to 1 inch (12 to 25 mm).
Quality of Edges and Accuracy
When oxygen is available, the objective of cutting can be easily achieved with adequate smooth edges. Oxygen is also excellent for cutting since the edges can be finished in precision and square. This makes it highly applicable in ozone plasma cutting in automobile and structural steel industries where appearance or beauty and accurate measurements of the products are fundamental.
Speed and Efficiency
Utilizing oxygen permits higher cutting speeds on thinner mild steel (up to 1 inch), outperforming nitrogen and air in all other aspects. This boosts productivity in many industrial applications. On the other hand, oxygen cannot cut extremely thick steel with high speed or efficiency.
Material Compatibility
Oxygen is adequate on steel with low carbon content. However, it does not work well on non-ferrous materials such as aluminum and stainless steel because it causes oxidation at the edges. For those materials, edge quality is best preserved using inert gases like nitrogen or argon.
Technical Parameters
The Cutting Current Range is 50–400 A, depending on the material’s thickness and the cutter’s specifications.
Cutting Speed (Mild Steel, 0.5 inches): Depending on various factors, the speed may be set up to 60 inches per minute.
Gas Flow Rate: The gas flow rate for oxygen is generally 40 – 80 psi, with figures fine-tuned to material and torch needs.
When choosing oxygen, ensure it corresponds with material type, edge quality, and operational speed considerations. Alternative gases like nitrogen or argon-hydron-gen mixes may be better for non-ferrous metals and thicker steel. Always refer to equipment instructions to determine ideal settings.

Picking gas for your plasma-cutting system relies on criteria like the material being cut, the cut quality, and the key operational priorities, which could be speed or cost. While oxygen cuts carbon steel with high speed and clean edges, nitrogen is used to cut aluminum and stainless steel as it oxidizes very little. Argon-hydrogen mixes are great for cutting thick materials and non‐ferrous metals with high accuracy and precision. Always check on your equipment’s specifications or compatibility with the material to give it the best supportive performance.
Selecting a cutting gas for plasma cutting is crucial because I need to achieve the specified results. To achieve optimal results, I ensure that the type of material I am cutting is well defined: non-ferrous metals, aluminum, carbon steel, and stainless steel since various materials work best with specific gas types. For example, oxygen works best when paired with carbon steel,l while nitrogen is efficient with non-ferrous metals such as aluminum. Additionally, I focus on the quality and the finish of the cut. Nitrogen or an argon-hydrogen blend would be ideal if smooth and clean edges are required. Lastly, elements such as cost and speed need to be factored in. Other gases may help with precision cutting, but oxygen can deliver faster cuts, which is best suited for high-volume enterprises. Seeing these guiding factors and considering my equipment’s specifications allows me to make the appropriate decision.
To match the gas type to the specifications of the plasma cutting machine, some key points must be made systematically:
Material Compatibility
Oxygen Suitable For: Cutting of mild steel and carbon steel as it has a good cutting speed and edge quality.
Nitrogen Suitable For: Non-ferrous metals like Aluminum and stainless steel for good cutting accuracy and quality.
Argon-Hydrogen Mix suits thick stainless steel or aluminum; cut quality for thicker materials is essential.
Desired Cut Finish:
Nitrogen – Recommended For: Non-ferrous materials where edges must be smooth and clean.
Oxygen works well when an edge has to be oxidized to some extent, and cutting is economical.
Argon-hydrogen mix works well in high-precision applications.
Speed Versus Cost Efficiency:
For cutting oxygen will work best, prefer cost more than accuracy – recommended gas pressure should be between 40 to 70 psi depending on the sheet thickness,
Nitrogen is equally focused on precision and cost efficiency, and the recommended pressure is 50 to 75 psi.
Argon Hydrogen is more dominant, adding positive with lower pressure, whereas 35 to 50 psi is recommended for accuracy on tough jobs.
To improve the machine’s performance, always consult the manual provided for the plasma cutter to see which gas type is recommended for each material and the pressure levels to ensure cost and safety measures while using the machine.
Choosing the best gas for plasma cutting requires careful consideration of cost, availability, and performance per the project specifications.
Oxygen
Performance: Cutting with Oxygen results in a high-speed cutting process. The edge look is superior for anyone working with carbon steel. Therefore, oxygen is the best gas for any mild steel application.
Cost: Oxygen is not that expensive, and it becomes cost-effective since there is lower waste when cutting.
Technical Parameters: Gas pressure in normal ranges of 40-70 PSI, depending on the steel’s thickness, provides optimal cutting results.
Nitrogen
Performance: Nitrogen is best for cutting stainless steel and aluminum. It provides clean, smooth cuts with minimum dross furnishings and is compatible with high cutting speeds.
Cost: Pricing is moderate and fair compared to the cutting performance in nonferrous metals.
Technical Parameters: Recommended ranges usually are around 50-75 psi; precision and efficiency are ensured.
Argon-Hydrogen Mixture
Performance: This mix is perfect for cutting thick pieces of stainless steel and design aluminum. It produces significant desirable cuts with the best precision and minimum oxidization.
Cost: Argon Hydrogen is expensive compared to others; however, it is less costly when dealing with rigid materials requiring high accuracy.
Technical Parameters: Controlling pressure at 35-50 PSI assists in creating the best and smoothest edges on more challenging jobs. The melter section can provide various upper edges to make threads remarkably smooth.
Compressed Air
Performance: This option is effective for general-purpose cutting while remaining affordable. It works on mild steel, stainless steel, and aluminum, but it may not perform as well in edge quality as other gases.
Cost: Since this type of gas is inexpensive and readily available, it can be used for small-scale or workshop applications without hassle.
Technical Parameters: Typically, operational pressure falls between 90-120 psi, although it varies according to the machine specifications.
Final Recommendations
In terms of cost, performance, and availability, it is best to find the sweet spot and have it all by doing the following:
Oxygen is used for mild steel due to its high quality and speed.
Nonferrous metals like stainless steel or, at times, aluminum, nitrogen, or an argon-hydrogen mix should be used. The choice depends on the thickness of the metal and the required precision.
For budget-friendly operations, one can use compressed air where the ideal edge quality does not matter as much.
Always consult your plasma cutter manual for safety and optimal performance settings specific to the material and application.

Of course, safety comes first while handling gases in plasma cutting. When working with Inert or even reactive gases like nitrogen or argon-hydrogen, proper ventilation must be given priority to avoid the accumulation of harmful fumes or gases. Always be cautious while dealing with compressed gas cylinders. Secure them properly and prevent them from tipping over. Use proper gloves and eye protection; these are fundamental when dealing with high temperatures and glare. Ensure that the device remains compliant with all the requirements of the target gas and with the device’s pressure, flow rates, and gas compatibility settings for all the minimal risks to be avoided.
I have strict guidelines to follow when I am tasked with storing and handling plasma-cutting gases. First, I check that every gas cylinder is stored upright in a well-ventilated space and is secured with chains or straps to prevent them from tipping over. In addition, I also ensure that they are kept away from heat sources, open flames, and direct sunlight, as this can increase the chances of pressure buildup. While transporting the cylinders, I carefully inspect for any signs of leaks or damage so that I can use pressure regulators suited for that particular gas. In terms of storage, I ensure that all flammable gases are kept in a place different from the oxygenators to avoid risky chemical reactions. Lastly, I crosscheck my safety datasheets and the manufacturer’s instructions for suitable use and maintenance.
Proper ventilation is essential when dealing with plasma-cutting gases to create a safe working space and prevent inhaling toxic freon fumes and gases. Below is a list of the most critical ventilation requirements for the different types of gases used:
Argon: Argon is an inert, non-toxic gas. However, it is heavier than air and can occupy areas without oxygen. Therefore, exhaust ventilation should be considered to avoid hypoxemia, where the oxygen level drops below 19.5%.
Oxygen: The presence of oxygen under enriched conditions can lead to the risk of fire. General ventilation should always use non-sparking instruments, and measures should be implemented to keep oxygen concentration under 23.5%.
Nitrogen: Nonflammable krypton gas can still be dangerous as it can lead to suffocation when concentrated. To control oxygen levels, local exhaust ventilation or air exchange systems must be deployed.
Hydrogen: Extremely flammable, hydrogen gas can produce highly explosive compounds when mixed with air. Always take ventilation measures to suppress hydrogen levels below the lower explosive limit (LEL) (4% in air).
Compressed Air: Even if compressed air poses no immediate threats, cutting can create chemicals and harmful fumes. Local exhaust ventilation is encouraged to reduce the scavenging of contaminants in the room.
Every ventilation system must be designed for adequate air exchange and aligned with OSHA and ANSI guidelines. It may be advantageous to invest in portable airflow monitors to check gas levels and further guarantee employee safety.
When categorically plasma cutting, I pay particular attention to safety measures by utilizing the correct personal protective equipment (PPE). For example, I put on a snug welding helmet with a shade between Shade 5 and Shade 9 – depending on the amperage used – designed for goggles or glasses with side shields that may shatter (ANSI Z87.1 certified) during cutting. These glasses also protect from dangerous UV radiation.
Additionally, I wear a NIOSH-approved respirator in areas without ventilation or when cutting stainless steel or aluminum, which gives off dangerous fumes. I also wear heat-resistant gloves, usually made of leather or another rigid material, to protect my hands from burns caused by high temperatures or sparks during the cutting process.
For my job, I wear flame-resistant clothes that cover my arms and legs, along with steel-toed, non-slip boots for added workplace safety. I also wear earmuffs or earplugs to block out the excessive noise when cutting with a plasma cutter.
Using the provided PPE and safety rules ensures my safety in the first place during plasma cutting operations.
Leading CNC Metal Machining Provider in China
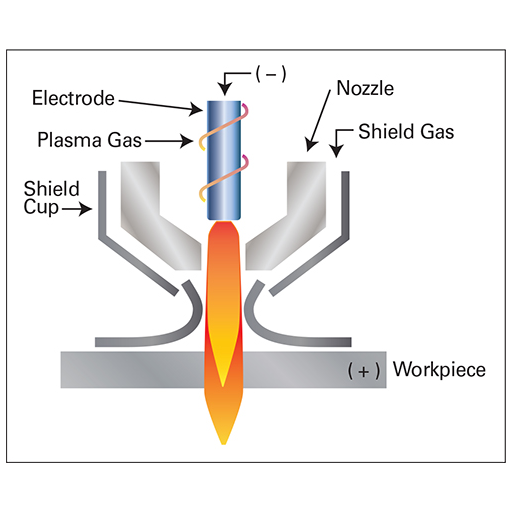
A: Plasma gas is the primary gas used in a plasma cutting system to create the plasma arc. It’s crucial because it determines the quality of the cut, cutting speed, and the types of materials that can be cut. Common plasma gases include air, oxygen, nitrogen, and argon, each offering different benefits for various cutting applications.
A: Plasma cutters typically use compressed air as the primary plasma gas for most applications. It’s cost-effective and suitable for cutting a wide range of materials. However, other gases, such as oxygen, nitrogen, or argon, may be used for specific materials or to achieve higher-quality cuts and faster cutting speeds.
A: Oxygen can be used as a plasma gas, particularly for cutting carbon steel. Oxygen plasma provides faster cutting speeds and cleaner cuts on ferrous metals. It’s often used in CNC plasma cutting systems for precision cuts on thicker materials. However, oxygen should not be used for cutting stainless steel or aluminum, as it can cause oxidation.
A: Nitrogen plasma is excellent for cutting stainless steel and aluminum. It provides high-quality cuts with minimal dross and a smooth edge finish. Nitrogen is also used as a secondary gas or shielding gas in some plasma cutting systems to improve cut quality and extend consumable life. It’s particularly effective for cutting materials up to 3 inches thick.
A: Argon gas produces the hottest plasma arc among standard plasma cutting gases. While it’s not typically used as a single gas for cutting due to its slow cutting speed, argon is often mixed with other gases like hydrogen to create a high-temperature plasma for cutting thick materials or for plasma gouging applications.
A: Yes, many advanced plasma cutting systems use dual-gas configurations. These systems employ a primary plasma gas to create the plasma arc and a secondary gas or shielding gas to protect the cutting area and improve cut quality. For example, a system might use oxygen as the plasma gas and air as the shield gas for cutting mild steel.
A: To determine which gases suit your plasma torch, consult your equipment manual or the manufacturer’s recommendations. The choice of gas depends on factors such as the cut material, desired cut quality, cutting speed requirements, and your plasma cutting system’s capabilities. Using the correct gas guarantees optimal performance and prevents damage to your equipment.
A: While some gases used in plasma cutting, such as argon and nitrogen, are also used in welding processes, it’s important to note that plasma cutting and welding are distinct processes with different gas requirements. However, depending on the specific applications and equipment setup, some fabrication shops might use the same gas supply for plasma cutting and welding operations.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →