

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
The ability to transform various materials into intricate items makes waterjet cutting much more advanced than other cutting techniques. It can be done using a single or multi-head nozzle, allowing for more versatility in its intricate procedures. The headlines represent modern-day machining evolutions claiming that waterjets alone do the cutting – they do it right. This post explores the range of materials waterjet cutting technology can handle, from textiles to heavy industrial metals and the most fragile glass. Suppose you’re an engineer, a do-it-yourself enthusiast, or an industrial technology geek. In that case, this article is for you, assisting with the growing phenomena of water jet technology, its favorable applications, and the mechanisms behind its functions.
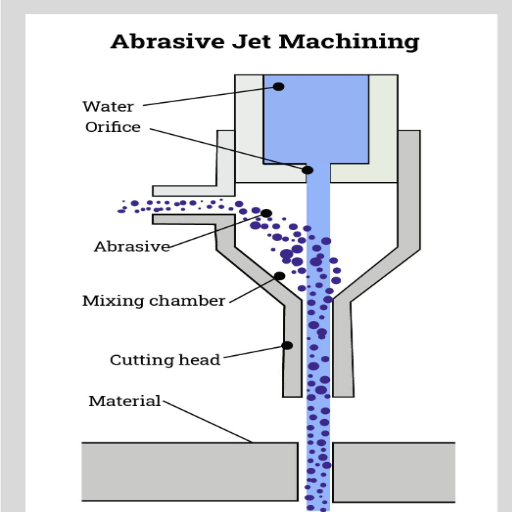
A compelling aspect of a water jet is the high-pressure water stream it expels, which is usually mixed with an abrasive substance such as garnet. The waterjet cutter uses a pump to develop intense pressure within the water, forcing it through a small nozzle to form a powerful and focused jet. When abrasive garnet material is included in the water stream, the water jet can cut through more complex materials like steel and stone. The process entails no heating of the material being cut through, thus guaranteeing no heat-related damage. Unparalleled accuracy is achieved with the waterjet, along with immaculate edges.
What is a waterjet cutting?
Water jet cutting is the precise cutting of materials using a high-pressure stream of water combined with abrasives. The process does not involve heating, so it is classified as cold cutting. More importantly, the materials being worked on retain their integrity.
What materials can be cut with a water jet?
Waterjet machines can cut virtually any material, including soft foam, rubber, durable steel, glass, titanium, stone, and even hardwood.
How accurate is waterjet cutting?
Waterjet cutting is one of the most precise methods of cutting. The tolerances and cleanness of the edges are exacting, usually around ±0.005 inches. This cutting method works well for industries requiring intricate and detailed cuts.
What are the advantages of water jet cutting?
Water jet machining has many benefits, such as eliminating heat-related damage, reducing material wastage, and cutting intricate shapes, which are difficult to achieve using conventional cutters. It is also eco-friendly; water is the only resource needed, and minimal by-products exist.
Are there any limitations?
Even though waterjet cutting has raised efficiency, it is slower than laser cutting for some delicate materials. It is also not cost-effective for every application.
Abrasive materials improve the cutting efficiency of waterjet machines when working on more complex substances such as metals, ceramics, and stones. When fine abrasive particles like garnet are introduced into the waterjet’s high-pressure stream, the resulting flow possesses powerful erosion capabilities that can cut precise shapes into laborious materials.
Primary Uses of Abrasives in Waterjet Cutting:
Water Penetration: Abrasive particles break through rigid materials that are impossible to cut using water alone.
Increase Edge Quality: It ensures smoother and cleaner cuts, eliminating the need to finish them using processes requiring further treatment.
Increased Versatility: Abrasive water jets can be cut and used on aluminum, steel, and more delicate materials like glass and granite.
Essential Features to Take Into Consideration are:
Type of Abrasive: Garnet water jets are the most commonly used abrasive. Its widespread use is mainly due to the hardness and abundance of garnet, as well as its being an effective abrasive.
Particle Size: This type of equipment typically ranges from 50 to 120 mesh. A finer particle size produces smoother cuts, while coarser particles increase the cutting speed.
Flow Rate: For materials with increased thickness, the flow rate must be adjusted to between 0.3 and 1.5 pounds per minute (0.14 to 0.68 kg/min) to achieve the desired flow and cutting speed.
Cutting Pressure: This tool’s ideal cutting pressure is between 50,000 and 90,000 psi (3,500 and 6,200 bar). However, this will vary depending on the material type and application.
Nozzle Diameter: These generally fall between 0.01 and 0.015 inches (0.3 and 0.4 mm) to allow precise abrasive flow rates.
Adjusting these parameters, rounded to the nearest percentage, should allow companies to achieve optimal performance by maximizing speed while maintaining high accuracy and reasonable costs.
Using water jets in cutting employs high water pressure, a common ingredient. Still, the application and process of water jets differ drastically because of the absence and presence of abrasive materials. Pure and abrasive waterjets are different, and their mechanisms are categorized below.
Cutting Mechanism:
Pure Waterjet: The high-pressure stream of water is the only cutting instrument, enabling it to cut through soft materials such as foam, rubber, textiles, and food.
Abrasive Waterjet: The inclusion of abrasive particles enhances the cutting mechanism. An abrasive Water jet adds abrasive particles, such as garnet, to the water stream, enabling cuts on hard metals, ceramics, and stones.
Material Applications:
Pure Waterjet: It only works on non-metallic and non-abrasive materials. It is used in the food industry, where precision cuts are critical to avoid food product contamination.
Abrasive Waterjet: Works on rigid materials like stainless steel, titanium, glass, and concrete and performs intricate cuts on them effortlessly.
Pressure and Speed Parameters:
Pure Waterjet: It works on high pressures ranging from a minimum of 40,000 psi to a maximum of 60,000 psi (2,750 to 4,100 bar), which is optimal for light cuts that require swift product processing.
Abrasive Waterjet: The pressure levels mentioned above are more than suitable, but adding an abrasive modifies the speed at which it cuts, depending on the thickness and hardness of the material.
Tolerance and Edge Quality:
Pure Waterjet: This method achieves exceptional edge quality on soft materials, requiring less post-processing. Tolerances are usually between ±0.005 to ±0.010 inches (0.13 to 0.25 mm).
Abrasive Waterjets diverge from the norm, allowing much tighter tolerances in more complex cuts with more rigid materials. Depending on the size of the part, they often achieve ±0.003 to ±0.005 inches (0.08 to 0.13 mm).
Cost Considerations:
Pure Waterjet: These have low operating costs because Pure Waterjet uses no abrasive materials. Most economical for low-density materials.
Abrasive Waterjet: Operating costs are high due to abrasive consumption, but these costs are justifiable with the versatility of cutting tasks.
Assessing those differences lets a company decide which waterjet cutting method suits particular materials and project needs.

The precision of waterjet cutting is famous, but its versatility and adaptability across all industries make it even more helpful. Waterjet can clean and cut a wide range of materials, including steel, aluminum, titanium, and even non-metals like plastic, rubber, and glass. Wood and foam are relatively softer materials and can be cut effectively with a pure water jet. Moreover, abrasive waterjet offers clean and accurate cuts on thicker materials without compromising the material’s structure. Because of these attributes, water jet cutting is considered an invaluable tool across tirelessly diverse industries.
Waterjet cutting of metal is one of the most accurate cutting methods available. High-volume steel, aluminum, copper, and even hardened titanium can be cut with water jets without losing the integrity of the material. One of the few perks of using a waterjet with abrasive particles is the precision and the clean cuts delivered on thick or hardened metals. Since cutting is done without generating heat, there is no creation of a heat-affected zone. The metal can retain most of its properties, which makes this method perfect for highly accurate work. What is even more astounding is that waterjet cutting doesn’t require any extensive work to be added. No unnecessary waste is produced, and no harmful gases are emitted. It remains reliable for intricate designs and industrial projects alike.
Waterjets are particularly efficient at cutting robust materials because they are powerful and flexible. This method can accurately cut some of the most challenging materials: titanium, steel, and ceramics. The process combines high-pressured water streams with abrasives, producing waterjets that operate at 30,000 to 90,000 psi pressures. The most significant benefit of such pressure is that the water jet can easily penetrate through robust materials without worrying about thermal stress or deformation.
Key technical parameters to consider include:
Adjustable abrasives are garneted since they are the most efficient and have a low impact on the cutting nozzles.
The rate of Abrasive Flow is 0.5–2 pounds per minute, but this value shifts based on the required precision and density of the material.
For highly detailed designs, Kerf Width: 0.02–0.05 inches (0.5 – 1.27 mm).
Efficiency and effectiveness, in addition to achieving high-quality work without losing any integrity, are the two traits these parameters emphasize in waterjets.
Waterjet cutting for soft materials such as foam, rubber, and gaskets is incredibly effective and precise. The process best utilized is devoid of any heat-affected zones, ensuring the material has not undergone any burning, melting, or deformations during the cutting process. This feature is essential, especially when dealing with soft materials and their structural and functional integrity.
Recommended Technical Parameters:
Abrasive Usage: Unlike most materials, an abrasive is seldom needed to cut foam, rubber, and gaskets, which can save money and reduce equipment wear.
Pressure Setting: The pressure should be adjusted between 30,000 and 40,000 psi. Anything lower is adequate for efficiently cutting soft materials without the hassle and extending the system’s longevity.
Cutting Speed: 200-600 inches per minute, contingent on the thickness and flexibility of the material in question.
Kerf Width: For even more precise cuts that cut down on material wastage, 0.02 to 0.03 inches round is best between 0.5 and 0.76 mm.
Material Thickness Range: While softness and compression affect performance, cutting is efficient for elastomeric materials up to 12 inches thick.
Waterjet cutting is the perfect solution for soft materials. It creates clean and accurate edges while eliminating fraying and undesired damage. This method can be applied in many industries, including automotive, aerospace, and bespoke manufacturing.

Precision and Accuracy: Waterjet cutting is exact, often achieving tolerances as close as ±0.003 inches. Using any other cutting technique, such accuracy is challenging.
Versatility: Water jets can cut seals, gaskets, rubbers, and metal parts without changing tools, which is not the case with laser or conventional methods.
No Heat-Affected Zones (HAZ): Water jet cutting does not introduce a head into the material, thus avoiding the risks of thermal distortion or weakening. Such problems are common in plasma and laser cutting.
Environmentally Friendly: Water jet cutting has no waste of chemical substances, nor does it produce any secondary waste, which makes it an environmentally friendly process.
Cost-Effectiveness: Water jet cutting results in lower production costs than conventional methods. This is due to minimal material waste, no tool wear, and reduced secondary operation requirements.
I believe methods such as water jet cutting offer unparalleled precision and efficiency in material processing without incurring additional costs. The absence of heat distinguishes it from other methods and enables the material’s structure to be preserved, preventing warping, cracking, or other forms of thermal distortion. It is also an environmentally friendly technique because it produces little finish and does not use toxic materials, which complements my sustainability goals. Furthermore, the economic benefits are enormous because quality replacement parts and secondary finishing processes are unnecessary, which leads to an increase in quality and a reduction in costs simultaneously.
Multiple technical aspects should be considered to obtain precise cutting using waterjet machining. Here are the brief answers together with the needed parameters that would cut the work to any expectation:
Water Pressure
Water pressure between 50,000 and around 60,000 PSI delivers optimal cutting efficiency. At the same time, some systems utilize pressures up to 90,000 PSI for extraordinarily thick or rigid materials. Increased water pressure more accurately achieves the desired cut.
Selection of Abrasive Type
Garnet is the standard abrasive for more complex materials and is widely used. The coarser the abrasive, the faster the cutting speed, while the finer the edges, the smoother. The grain size affects the cutting quality between 80 and 120 mesh.
Speed of Cutting
The cutting speed is determined and altered by the material thickness and the intensity of design detail. When dealing with thick substances, the speed should be slower to increase precision and lessen the taper or edge irregularities.
Diameter Of Nozzle
The standard nozzle diameter from 0.010 to 0.015 inches for specific needs ensures fine precision. The standard value can be adjusted depending on the material and how much detail is needed.
Width of Kerf
Maintaining a constant kerf within the 0.03 to 0.05 inches allows for a precise cut, particularly for complicated designs. The kerf with the cut produced by the blade is maintained.
Spacing Of Material From The Nozzle
The standoff distance provides energy exchange between 0.060 to 0.120 inches for delicate and sharp cuts.
These parameters are set in place and form a range that achieves accuracy while optimizing the obstacle course of the waterjet cutting process. By adjusting these variables, we can respond according to the waterjet’s material properties and comprehensive design requirements, providing high-quality results.
Because of its limited environmental effects, waterjet cutting is often considered an eco-friendly production method. It does not utilize harmful substances or emit dangerous fumes, making it more ideal than conventional cutting techniques. The approach employs a jet of water, which may or may not be combined with an abrasive, under high pressure to slice through various materials, thus reducing separate waste and thermal distortion.
Main Benefits to the Environment
No Hazardous Waste Production
Like laser or plasma cutting, waterjet cutting does not use toxic gases or residues. Instead, the waste is usually reduced to fine dust trapped in the water, which can be filtered and adequately disposed of.
Efficient Water Usage
Waterjet systems recycle water more efficiently than most systems. Most industrial-grade waterjet cutting machines are drafted under closed-loop systems, significantly reducing water usage. Average water consumption during cutting is about ½ to 1 gallon per minute, depending on the material’s thickness and the nozzle’s size.
Reduced Material Waste
Because of the precision endowed by waterjet technology, material waste is minimal. With its intricate design abilities and tight tolerances of ±0.003 inches, transforming scrap material into offcuts is severely decreased, and resources are used much more effectively.
No Heat-Affected ZONES (HAZ)
Materials do not significantly change their structural features or properties because no heat is produced at any point in the cutting process. This allows for omitting post-processing activities, usually done to reduce additional energy and resource expenditure.
As with other industries seeking to mitigate carbon emissions, the ability to utilize waterjet cutters stems from the optimal outflow and very low mechanical and chemical outflow for the given operation.

Abrasive waterjet cutting can easily cut complicated patterns with precise tolerances in various materials, from metals to ceramics, glass, and composites. The process is so versatile that it can be used on even the most difficult to work with materials. Moreover, cold cutting is free from heat-affected zones, ensuring the material is not compromised and significantly reduces secondary processing. Along with these benefits, since abrasive waterjet cutting is more environmentally friendly than other approaches and produces almost no material waste, it further enhances the efficiency of the work. The rest of the industries looking for quality, sustainability, and flexibility in operations will benefit immensely from using abrasive waterjet cutting.
Because of the accuracy and effectiveness of abrasive waterjet cutting, it is widely employed in several industries. One example is the aviation industry, where workers must cut complex shapes from titanium or carbon fiber. The aircraft components are complex shapes and parts that camel fabricates during one work step. Thermal distortion is avoided in the automotive industry as well. Each vehicle part is machined using precise methods to ensure proper details and edges. It is common in the construction industry to use it to cut architectural stone and glass elements. The borders and details make it look like the design was sculpted from the materials. The application extends to creative fields like art and design, where intricate outlines must be etched onto metals. In contemporary manufacturing, water jet cutters are used more than ever because of their versatility for demanding tasks and their retention of material properties.
The pure waterjet cutting method works best on soft, non-metallic materials because it does not require the addition of abrasive particles. This method is excellent for applications that require properties as much as the cut itself, i.e., clean and precise cuts.
Recommended Applications:
Foam and Rubber: Soft foam or rubber may be used for gaskets and insulation.
Plastics: More sensitive plastics that may warp or discolor with other cutting methods.
Textiles and Leather: Fabrics or leather may be cut into complex shapes without the risk of fraying.
Key Technical Parameters:
Pressure: Most water jet cutters operate between 40,000 to 60,000 psi for softer materials differing in thickness.
Cutting Speed: Productivity is ensured over the quality of thinner materials as higher speeds cut them.
Kerf Width: This enables precision of 0.1 to 0.35 mm (approximately 0.004 to 0.014 inches) in intricate designs.
Nozzle Diameter: 0.08 to 0.25 mm (0.003 to 0.01 inches) is most common for optimal performance.
Pure waterjet cutting is especially suitable for precision jobs that aim to preserve the integrity of the material. It delivers outstanding outcomes without inflicting any heat-affected zones or requiring further work.
Waterjet cutting offers advantages and limitations compared to other methods, such as laser or plasma cutting and even traditional machining. These benchmarks consider the procedure’s accuracy, the materials involved, and the conditions under which the cutting will be done.
Material Compatibility
Waterjet cutting is favorable because it can accurately and perfectly cut through and process many diverse materials, such as metals, ceramics, glass, composites, and even plastic and rubber, without causing thermal damage. On the other hand, laser cutting is more challenging when dealing with materials that are too reflective or heat-sensitive. In contrast, plasma cutting has a limited scope, as it can only cut through electrically conductive metals.
Precision
Precision is another exceptional aspect of water jet cutting. Its tolerance level can be as low as ±0.003 inches (±0.08 mm), which is achievable due to its fine kerf and the absence of thermal distortion. Water jet cutting’s counterpart, laser cutting, does remarkably well with delicate materials, while plasma cutting finds it hard to achieve precise cuts due to increased kerf widths.
Thickness Capabilities
Waterjet systems can cut through thick materials over a foot long, depending on the system setup. They are easily accessible for most applications, so they are versatile. On the other hand, laser machines excel in cutting materials that are less than an inch thick. Plasma cutters and machines can cut midrange but find cutting extraordinarily thick or thin materials challenging.
Heat-Affected Zones (HAZ):
The absence of a zone of heat-affected cutting (HAZ) is highly beneficial during the processing of water jet cutting. HAZ will stipulate that there will be no warping, microcracking, and material alterations during the process. Unlike water jet cutting, devices such as laser and plasma cutters, which employ thermal-based technologies, will automatically create a HAZ, which may compromise some materials’ structural integrity.
Environmental and Maintenance Considerations:
Water jet cutting is more environmentally appealing because it lacks toxic fume emissions and can recycle water, thus reducing waste. On the other hand, laser cutting and plasma systems, in comparison, generate harmful emissions and have a significant expense on electricity. Still, comparatively lower costs are estimated for the maintenance of water jet systems over plasma systems that require demanding electrode and nozzle replacement.
Summary of Technical Parameters:
|
Method |
Tolerance |
Material Thickness Capability |
Kerf Width |
HAZ Presence |
Environmental Impact |
|---|---|---|---|---|---|
|
Waterjet Cutting |
±0.003 inches |
Up to 12 inches |
0.004–0.014 inches |
None |
Low |
|
Laser Cutting |
±0.002 inches |
Up to 0.4 inches |
0.002–0.02 inches |
Present |
Medium |
|
Plasma Cutting |
±0.01 inches |
0.06 to 2 inches |
0.05–0.25 inches |
Present |
High |
By harnessing precision, flexibility, and environmental sustainability, waterjet cutting ensures dependable performance across various industries, from aerospace to manufacturing, while addressing the limitations often encountered with other cutting methods.

Tempered glass can’t be cut with a waterjet in its final hardened state. Any significant cutting or applying stress to it will likely cause it to shatter into many blunt pieces due to the internal stress formed while tempering. However, a waterjet does cut glass tempering before the process. Once the cutting is completed, the glass can be tempered to the desired, more burdensome state.
It is my understanding that a waterjet will cut non-tempered glass perfectly. The abrasives combined with high-pressure water ensure clean cuts that do not crack or damage the glass. But I also understand that the same does not apply to tempered glass. Tempered glass is designed to shatter when there is an application of force, and it will do so if an attempt is made to cut it while tempered. In situations where cutting is desired, a glass does need to be tempered, but only after undergoing shaping in the form of annealing.
Due to its unique properties, tempered glass poses a significant safety risk. Cutting it is not recommended, as it is manufactured to shatter upon stress. Cutting the glass in its annealed state before the tempering process is essential if reshaping is required.
For those working with annealed glass before tempering, the following technical parameters should be maintained to ensure precision and safety:
Once the glass is cut, it must be tempered in a controlled furnace at approximately 600–700°C and then rapidly cooled to achieve the required strength. When handling glass in any form, always wear protective equipment to prevent injuries and adhere to safety protocols.
The result of achieving a finely polished glass edge is having the correct procedures and tools. Below are some of the considerations recommended for optimum results and their respective technical specifications:
Scoring Technique: To score and maintain even pressure while cutting into the glass. After achieving the desired score, remember to use a glass cutter that mounts a JBL MkII sphere or recently produced diamond-tipped scoring wheels.
Cutting Surface: A protective countertop is ideal to ensure that the glass piece stays in position and is undamaged during the process.
Lubrication: Apply glass cutting oil to the area where cutting is desired to lower friction and improve the ease of the process.
Breaking Method:
Straight Edges: Position the score line across the table and tilt it towards the edge of the tabletop. Gently force the score line and snap the glass cleanly.
Intricate Shapes: Cut along desired lines using pliers, ensuring no hair goes out of the boundary.
Edge Polishing:
Grinding: A glass grinder may be used on edges where finesse is necessary or is desired with fine grit (e.g., 400-600 grit).
Sanding: Gentle hand sanding with sandpaper does wonders for touch-ups or details.
Polishing Tools: Use a cerium oxide polishing powder with a felt wheel and rub out all surface scratches to achieve a defined border polish.
Recommended Technical Parameters:
Scoring Force: In scoring applications, microfractures can be avoided by using light pressure—5-10 pounds is usually sufficient for most applications.
Cutting Angle: The cutting angle should be maintained at 90 degrees during scoring to ensure an accurate cut.
Glass Thickness: The tools must be adjusted in terms of thickness—conventional glass cutters perform well on sheets of glass up to 12 mm thick, while more advanced cases may demand specialized tools.
Cooling Tools: If glass routers or mechanical cutting tools are used, make sure there is enough water to cool the tools and avoid overheating or damage.
Following the pre-described measures and precautions will guarantee superb finishes for glass edges on custom projects and industrial glass fabrication works. Remember to always protect yourself by using gloves and protective goggles.
Leading CNC Metal Machining Provider in China
A: A waterjet can cut many materials, including metals, stone, glass, composites, plastics, and food items. The versatility of waterjet cutting allows it to handle complex and soft materials efficiently. However, there are some limitations, as a waterjet cannot cut certain materials like tempered glass or diamonds.
A: A water jet cutter uses a high-pressure stream of water mixed with abrasive particles to cut through materials. The cutting head focuses this stream onto the material, allowing for precise and efficient cutting. This method is considered a cold-cutting method, which means it doesn’t generate heat that could potentially damage or warp the material being cut.
A: Abrasive waterjet has significant advantages over other cutting methods. It can quickly and cleanly cut through various materials without causing heat-affected zones. The waterjet cutting machine is versatile and capable of cutting complex shapes and thick materials. It’s environmentally friendly and produces less waste than traditional cutting methods.
A: Waterjet cutting is highly versatile but cannot effectively cut some materials. These include tempered glass, which may shatter under pressure, and rigid materials like diamonds. Additionally, some very soft or porous materials may not be suitable for waterjet cutting, as they can absorb water and become damaged.
A: Yes, waterjet cutting is used in the food industry. Water-only cutting (without abrasives) is often employed for slicing soft foods like cakes, cheese, and some fruits and vegetables. This method ensures clean cuts without contamination and is especially useful for mass production in food processing plants.
A: The thickness a waterjet can cut depends on the material and the specific machine. However, industrial waterjet cutters can handle materials up to 6 inches thick. For example, they can cut through several inches of steel or even thicker sections of softer materials. The UK’s leading water jet cutters often offer services for cutting a wide range of thicknesses across different materials.
A: Waterjet cutting is highly versatile but has some limitations. The cutting stream can sometimes cause slight tapering on very thick materials. It may not be suitable for water-sensitive materials or can corrode easily. Additionally, the initial cost of waterjet cutting equipment can be high, which may impact the availability of cutting services in some areas.
A: Compared to other cutting methods, waterjet cutting offers several advantages. It’s more environmentally friendly than plasma or laser cutting, produces fewer heat-affected zones than thermal cutting methods, and can cut a broader range of materials than many other techniques. However, it may be slower for some applications than laser cutting and can have higher operating costs due to using abrasives and high-pressure water.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →