

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Waterjet cutting has developed into a multi-purpose and effective technique that significantly benefits industries in material processing. Waterjet cutting is one of the most precise, clean, and flexible solutions for plastic materials, and it can be helpful in large-scale production and sophisticated design work. This blog post aims to highlight the details of a water jet cutter: how it operates and its distinctive features for cutting plastics. Furthermore, we will evaluate particular industry uses, demonstrating why this technology has revolutionized the manufacturing of sophisticated and customized plastic components. This article intends to explain why waterjet cutting is increasingly becoming the preferred method of choice in plastic material processing, discussing all significant aspects of its practical features and reach.

Waterjet cutting is one of the most versatile manufacturing processes used today. It employs a water jet whose pressure is highly controlled and mixed with abrasive materials to cut through various materials, including plastic. Waterjet cutting offers clean, precise cuts on plastic without thermal distortion or melting, which is familiar with other cutting methods. A high-pressure water stream is delivered through a small nozzle. This approach makes it possible to create intricate designs while preserving the integrity of plastic. The ability to handle various plastic types and thicknesses makes water jet cutting one of the most crucial components in industries that demand high-quality exportable components.
It is precise and adaptable when cutting numerous materials, including plastics, making water jet cutting an efficient technology. The process relies on a stream of water under tremendous pressure, often mixed with abrasives, to increase cutting ability. This makes it possible for leaves to be cut without heat damage or warping, which is typical of other cutting methods. In addition, the technology works well with different materials, regardless of their thickness, which is helpful for industries needing accurate parts. Waterjot cutting is mainly used today for its efficiency, reducing waste products and other materials that can be easily altered to suit its use.
Waterjet cutting is a method for cutting plastic that provides the best precision and accuracy while eliminating the chances of damaging the material by warping or melting it. Below are the steps and specifications describing the process and methodology:
Plastic Cleaning
The plastic should be washed to remove any dirt that might interfere with the waterjet cutting. The common types of plastics that can be cut through with waterjet technology are acrylic, polycarbonate, pvc, and polyethylene.
Machine Calibration
The nozzle dimensions and abrasive type should be chosen according to the plastic’s thickness and width. Cutting without abrasives is adequate for thin materials, such as those thinner than half an inch. However, thicker plastics would require an abrasive water jet.
Cutter Adjustments
Pressure: Commonly, the range is between thirty thousand to sixty thousand psi, which is two thousand to four thousand bar, but can vary according to the material’s density and thickness.
Speed: When using a water jet, the cutting speed is determined by the details cut into the thicker pieces of plastic. The standard precision is 100 – 200 ipm.
Stand-Off Distance: The ideal distance from a nozzle to a material is between 0.06 and 0.12 inches.
Kerf Width: It is usually set between 0.02 to 0.04 inches so that there is strength in precision.
Plastic Waste Disposal
The material is cooled down and cut simultaneously to prevent heat damage during water cutting. In addition, the system collects wastewater and separates it from abrasives, making recycling easier.
Quality Control
After cutting, check the edges for cleanliness and sharpness. This process is very efficient, so very little post-processing is needed.
Following these steps provides precise and high-quality results on various plastic materials, all while being environmentally friendly and non-invasive.
Water cutting is universal and can be used for nearly all plastic fabrication companies. That is why it is very accurate and is not violent on materials. Here are the details of the different plastic materials that can be machined using this method, as well as their specific requirements:
Acrylic (PMMA)
Waterjet cutting is popular on acrylic plastics because of their transparency and toughness. The material does not split or chip during the cutting process, and the low amount of heat produced during cutting ensures no color change.
Range Of Thickness: Up To 4 Inches
Tolerance In Cutting: ±0.005 Inches
Polycarbonate (PC)
Polycarbonate has a wide range of applications in the industry and construction sector because of its toughness and impact resistance. Stress cracking and deformation of the material come with waterjet cutting, which does not occur with other methods.
Range Of Thickness: Up To 2 Inches
Optimal Cutting Speed: 50-150 inches/minute dependent on thickness
High-Density Polyethylene (HDPE)
HDPE is ubiquitous in piping and marine applications because of its lightweight, flexibility, and strong resistance to chemicals and moisture. Waterjet cutting offers clear-cut edges without distorting the material.
Range Of Thickness: Up To 3 Inches
Ideal Pressure: 50,000-60,000 PSI
Polypropylene (PP)
Waterjet cutting has made it easy to produce parts for the automotive industry with clean detailing. In addition to that, polypropylene is used in the packaging industry because of its low weight and excellent chemical resistance.
Range of Thickness: Maximum of 2 inches.
Cutting Precision: ± 0.010 inches.
PVC or Polyvinyl Chloride.
While rigid and fire resistant, PVC benefits from waterjet cutting since no melting or harmful gases are released.
Range of Thickness: Maximum of 1.5 inches.
Cutting Speed: Moderate settings to maintain material integrity.
These categories of plastics emphasize the benefits wide-water jet cutters provide, which include superior intricacy, precision, finishes, and sustainable water consumption. These devices enhance productivity while ensuring that all water intake-cutting parameters prescribed by water conservation dictates are followed for maximum results.
Water jet cutting is efficient and flexible when working with different plastic materials. This is because it is a good option for many industries. One benefit to water jet cutting is that it is non-invasive, so there will be no heat damage like melting or warping. This allows the water jet to cut without posterior structural damage to the plastic. Because water jet cutting is so precise, it can easily make delicate and intricate designs, removing the need to polish them afterward. Finally, unlike other cutting forms, water jet cutting does not waste plastic or produce harmful gases, making it appealing to environmentally conscious people.
Water jet cutting gives me flexibility when working with plastic because it eradicates waste and harmful emissions while still getting the job done efficiently. The precision that comes with it allows me to bypass the possibility of intricate cuts damaging the cut area, further enhancing its suitability for complex applications. All types and thicknesses of plastic effortlessly integrate with water-cutting equipment, allowing me to further customize based on differing requirements. Water jet cutting works magic in industrial and commercial work and ensures excellent results in artistic endeavors.
Cold cutting includes processes like water jet cutting, which removes the possibility of HAZ, which is familiar with plasma and laser cutting. Traditional thermal cutting procedures, such as laser or plasma, possess distinct heat-affected zones, such as HAZ. Heat-induced deformation can change the material’s properties through warping, brittleness, or microstructure alteration. By employing cold-cut methods, no heat is introduced, ensuring the material’s structure and mechanics are intact.
An example of a material that can be cold-cut is tempered glass. Waterjet cutting is the term used, and it uses water containing garnet at 90,000 psi to cut. It allows cutting without introducing heat, making it great for cutting facets of glass, composites, certain plastics, and metals such as aluminum and titanium. Additionally, there is no need to perform secondary processes to counter damage caused by heat.
Some important parameters to consider for cold cutting include:
Pressure Range: Depending on the material, it is usually 40,000-90,000 psi.
Cutting Tolerance: Ensured tolerances can go up to ±0.003 inches.
Material Thickness: Suitable for a maximum thickness of 12 inches.
Cutting Speed is determined by the material and thickness. For steel, it varies from 4 to 12 inches per minute, depending on the pressure and rate of abrasive flow.
This cutting method is accurate and precise, but it is also environmentally friendly, reducing waste and excess emissions. Thus, it is advantageous to industries that need a clean and precise cut with minor material damage.
Compared to other technologies, waterjet cutting is unique as an eco-friendly waterjet cutting technology. Its environmental effect is lower, and it is ecological. This procedure employs water, usually with garnet, to cut with precision without creating heat, smoke, or poisonous gases, a common side effect of most other cutting techniques. The main advantages it has over other technologies are:
Reduction and Recycling of Waste: The waterjet cutting process is so effective that it reduces material waste and increases it in the case of recycling. Furthermore, any bits of material that are cut and would have been added to a landfill can be easily recycled.
No Martins Thermal Energy: Waterjet systems do not create thermal energy distortion, harmful gases, or detrimental chemicals like fumes, making it better than plasma or laser cutting. These systems ensure a safe working environment and less polluted surroundings.
Reuse of Water: These devices can have cutting heads and advanced filtration devices that can save up to ninety percent of the water consumed for cutting. This means that water can be saved.
Water jet systems use electricity but consume less power than other cutting systems that rely on high temperatures, making them economical.
Reduction of Social Impact: Garnets and other abrasives can be reused or recycled to reduce their impact on the environment further.
Versatility: Waterjet technologies can cut different materials simultaneously, such as metals, glass, composite materials, and plastics. This allows the industry to enhance resource efficiency and eliminates the need for several specialized processes.
Watec is proud to advertise that with JetCut services, there are no restricted zones and worrying by-products. JetCut can be advertised as a very eco-conscious solution for precise manufacturing because it reduces waste and recycles water.
Waterjet cutting has several plastic-cutting benefits compared to other methods. It has no heat-affected impact zones, such as laser cutting, that protect the material. Unlike mechanical cutting, waterjet cutting eliminates direct contact with the material being cut, which makes it less subject to cracking or stress fracturing. Another benefit is that many different types of plastics can be worked on with extreme accuracy, and they are cutting-friendly to the environment due to low waste production. Because of these factors, it is a top option in plastic cutting.
Waterjet cutting is more efficient than laser cutting because it produces no excessive heat. This feature, in particular, makes protecting the material’s structure easier and prevents warping or discoloration from thermal damage. Because of its immense versatility, cutting through many types of plastic is now easy. In addition, it is very accurate and produces minimal waste, so it does not harm the environment.
On the other hand, laser cutting is highly effective for thinner plastics and provides unmatched speed and precision, particularly for complex cuts. However, it does produce heat, which can create problems in the form of melted edges or stress on heat-sensitive plastics. If I had to decide, I would do so based on the particular use case—choosing waterjet cutting when there is a need to avoid thermal damage and opting for laser cutting for high-detail and speed projects with suitable materials.
Improved Accuracy and Detail
Waterjet and laser cutting can do more because they achieve more complex designs than CNC machining. The tolerances for laser cutting are at ±0.003 inches, and for waterjet cutting, it’s ±0.005 inches. This level of precision makes it possible to create intricate 3D shapes that are too difficult for conventional tools.
Material Integration
Waterjet cutting can be used on various materials, including composites like metals, glass, and plastics. It does not risk thermal distortion. Laser cutting has limitations, but it works quickly with thin metal and plastic sheets.
Reduction In Material Disposal
Because of their noncontact approach, both methods lose practically no material compared to CNC processes. This benefits companies that want to be environmentally friendly, as reducing waste means saving on costs.
Increased Cutting Rates
Other cutting services cannot match the speed of laser cutting, which can reach 20-70 inches per minute depending on the material. It is most effective with thin and identical sheets. On the other hand, waterjet cutting is much slower but does not require additional steps like finishing because of its distinct cuts.
Reduced Tool Wear
As opposed to physical contact machining, laser and waterjet systems contact no material directly, leading to much lower maintenance costs and longer uptime for equipment due to less wear and tear.
Post-Processing Requirements
Generally, additional finishing after waterjet cutting is not required because the edges are smooth. On the other hand, laser cutting will almost always require some finishing due to the severe heat-affected zones of the operators. However, both processes have significantly reduced post-processing requirements compared to traditional CNC processes.
All these parameters—such as material type, thickness, and precision—are considered so that industries can improve efficiency, cost savings, and quality in their cutting applications.
Waterjet cutting is an effective method for cutting plastic parts because of its accuracy and flexibility. It also makes cuts quickly. It not only helps with keeping the integrity of the material but also with no heat involved, so there’s no melting and deformation of the parts. Eliminating sophisticated setups and tools means money will not be wasted on complex equipment. Less waste makes waterjet cutting an environmentally friendly option, which saves money.
Waterjet cutting parameters for plastics are set between 40,000 and 60,000 psi, with tolerances of ±0.005 inches. High precision eliminates the need for secondary processes, saving time and money. Water cutting requires little force to cut through plastics, avoiding the cost of abrasives. High accuracy, material efficiency, and cost-effectiveness make waterjet cutting the best option for industries that manufacture plastic parts.

Waterjet cutting techniques can suit a variety of plastics with high accuracy. This includes acrylic, polycarbonate, polypropylene, polyethylene, ABS, PVC, and newer Teflon and Delrin plastics. Because of the flexibility of the water jet method, most plastics, hard or soft, suffer little from any thermal damage, thus maintaining the material’s plastic structure.
The water jet technique delivers high versatility and precision for various plastic materials with various physical and technical requirements. Below is a summary of critical technical aspects of widely used plastics:
Acrylic: Cuts at a pressure of 30,000 – 60,000 with smooth and polished edges with little to no risk for cracks.
Polycarbonate: This material uses lower pressure (20,000 – 50,000) to prevent heat stress or microfractures while cutting, ensuring accuracy and cleanliness.
Polypropylene and polyethylene: These softer plastics are well-suited for waterjet cutting with minimal deformation and are best at moderate pressures (25,000 – 45,000), which is optimal for water jetting.
PVC: Cuts best at 20,000 – 40,000. It guarantees no thermal degradation and prevents the release of harmful fumes.
ABS: Cuts best within 30,000 – 50,000. It leaves a clean edge while ensuring the material’s toughness is intact.
Teflon (PTFE): Cuts within the range of 25,000-50,000 with regulated settings and non-stick properties of Teflon are undamaged.
Delrin (Acetal): Best cut between 30,000 – 50,000. High precision and dimensional stability is ensured.
The water jet technique ensures that the cutting is done without using heat. This allows for achieving intricate designs with high accuracy and guarantees these plastics’ structural integrity. Altering the pressure between soft and hard plastics is simple, making it suitable for various industrial applications and design requirements.
Waterjet cutting is very nuanced when cutting different plastics, but some particular restrictions and complications accompany it.
Melting or Warping: The cutting process can generate incremental heat through friction, and since thermoplastics like PVC or HDPE are used throughout the process, slight deformation is likely. Diminished pressure settings adequately alleviate risks (a range of 20,000 to 30,000 psi is best), although slower cutting speeds will be a side effect.
Material Brittleness: Plastic types like polycarbonate and acraglass are exceptionally fragile; thus, their edges are susceptible to cracking or chipping off. Decreased feeding speeds alongside optimal abrasive flow rates of 0.2 to 0.4 lbs/min will ensure smoother edges.
Environmental Concerns: Specific styles of plastics, PVC in particular, release harmful micro-particles on their surfaces, resulting in debris that is risky to dispose of. To minimize the negative impact, adequate ventilation and water filtration systems are essential.
Thickness Limitations: When cut, any plastic that is more than 2 inches thick can lead to inconsistent edges or tapering due to varying degrees of focus on the jet stream. Higher pressure ranges (40,000 to 50,000 psi) alongside smaller-diameter nozzles can achieve extra accuracy on thicker materials.
Cost Factors: Operating expenses shoot up when cutting PTFE or UHMW specialty materials due to the constant alteration of the abrasive or nozzles in the process.
If these hurdles are tackled and resolved, plastic manufacturers can improve the cutting parameters to bring about uniformity, accuracy, and effectiveness while preserving the strength of the plastic materials.

By following these steps, manufacturers can enhance precision, minimize waste, and ensure efficiency in waterjet cutting plastic.
I have preferences for adjusting various plastics’ cutting speed and water pressure. While maintaining an adequate cutting speed for efficiency and precision, softer plastics like polyethylene (PE) require medium pressure for water and a slight decrease in water pressure. For more rigid plastics like acrylic and polycarbonate, the water pressure must be higher to cut cleanly. Alongside this, the speed must be adjusted to prevent the melting of the edges due to heat accumulation. When dealing with thermoplastics such as PVC, chipping and warping can easily be avoided through controlled cutting speed and water pressure. I often rely on trial runs to fine-tune these settings. I ensure clean, accurate cuts with minimal waste by tailoring these factors to the material’s properties.
Change Water Pressure and Cutting Speed According to the Material
Soft Plastics (e.g., PE): Soften the water pressure a bit (for example, 20,000 to midway into 30,000 PSI) and set the cutting speed to a moderate level to make clean cuts without deforming it.
Hard Plastics (e.g., Acrylic, Polycarbonate): Higher water pressures with a range of 50,000 to 60,000 PSI should be used, but the speed should be decreased to cool the surface and avoid overheating it while cutting the edges clean.
Thermoplastics (e.g., PVC): Accurately set the speed and pressure at 40,000 to 50,000 PSI while slow feeding to avoid chipping or warping the edges. You may need to do trial runs.
Select The Right Abrasive Material
Finer grains, like diamonds, are used for softer plastics so that no additional wear and edges are maintained. Coarser-grain diamonds can be used on more rigid materials requiring faster removal.
Check Alignment of The Nozzle is Proper
Ensure the waterjet nozzle is appropriately aligned and calibrated to provide even cuts throughout the surface and allow for precision with each cut.
Achieve The Recommended Feed Rate
Adjust the feed rate to the material’s hardness. For unyielding plastics, reduce the feed rate to avoid cracking, while for soft plastics, slightly increase it to prevent excessive dwell time.
Check all parts, including the nozzle and abrasive bits, for damage regularly. Broken pieces can lower the quality of cuts and lead to rough edges.
When tips and settings are combined with a specific project, accurate cuts are achievable along with smooth edges.
Proper support structures and fixturing are critical in waterjet cutting to guarantee accuracy, prevent damage to materials, and minimize waste. Adequate adherence to the workpiece will reduce vibration that would otherwise lead to uneven cuts and cutting displacements. In addition, excessive load while supporting the material can cause it to form under pressure, which may ultimately harm the precision of the cut and the machine itself.
With regards to fixturing and material support, the following needs to be noted:
Secure Clamping
Utilize vises or clamps designed explicitly for the material to affix the material without permeating alterations.
Ensure that fixtures are adjustable to accommodate varying material sizes and thicknesses.
Proper Support Structure
Install a rigid grid frame or a slat system on the cutting table to help reduce backside splash and protect the underside of the material.
Additional backing support may be necessary for thin or flexible materials to facilitate a flat cutting area.
Spacing and Clearance
Clamp spacing between slats should be appropriate enough not to restrict water and abrasive flow while providing structural integrity support to the material.
The ideal clearance ranges from 3mm to 6mm, depending on material properties.
Technical Parameters
Cutting Distance: 1mm to 2mm is the best for the nozzle and material surface.
Applying uniform pressure helps to mitigate damage to sensitive rooms such as plastics or composites, which, if not managed, may lead to over-tightening.
When operators use adequate fixturing tools and ensure the supporting parts are within the dimensions and properties of the material, cut quality improves significantly, prolonging the equipment’s lifetime.
Waterjet-cut plastic parts’ precision and smooth edges make them applicable in various industries. Their applications include automotive interior components, gaskets, and other lightweight parts. The aerospace sector utilizes waterjet-cut plastics for custom panels, insulation, and structural parts. These components are essential for the electronics industry’s housing, protective covers, and circuit board supports. Waterjet cutting is widely used in advertising and sign-making for complex lettering, motifs, and soft forms, as well as for medical devices where the accuracy and preservation of the material are of utmost importance. All these features and uses of waterjet-cut plastics serve both industrious and creative purposes.
While many industries depend on waterjet-cut plastic parts, the automotive, aerospace, and electronics industries are the biggest consumers. Waterjet cutting is utilized for gaskets and lightweight custom parts in the automotive sector. Aerospace applications include precision panels, insulation parts, and structural elements. Likewise, the electronics industry counts on these parts for durable and protective housings, covers, and supporting structures for circuit boards. These industries depend on waterjet cutting technology because it delivers intricate, accurate, smooth-edged plastic parts.
Waterjet technology enables unparalleled design capabilities because of its accuracy, versatility, and ability to manage different materials. This method makes waterjet cutting possible without sacrificing the quality of the material. For example, tolerances as tight as ±0.005 inches are standard, sufficient for even the most precise industries. This process also employs a cold-cutting method, so no heat-affected zone (HAZ) keeps the material’s physical and chemical properties intact.
Waterjet systems can accurately cut a lot of different thicknesses as well, ranging from a material with a thickness of 1/32 of an inch to several inches, making it useful for finely detailed structural and decorative components. In addition, the ability to do multi-axis cutting further increases the design possibilities for creating 3-dimensional components and beveled edges. These functionalities allow many fields, like architecture, art, and engineering, to surpass design imagination while working within practical performance limits.
Leading CNC Metal Machining Provider in China
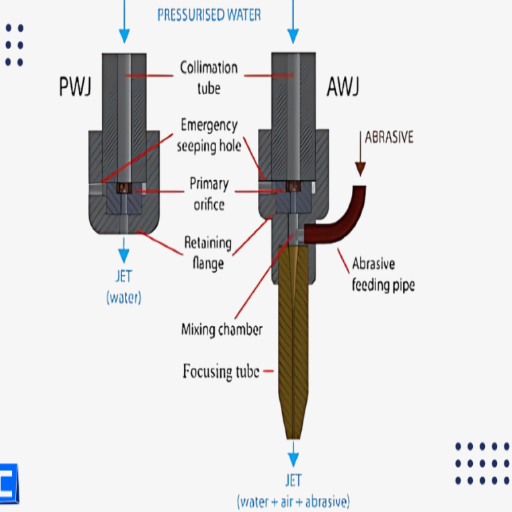
A: Water jet cutting is a versatile process that uses a thin stream of water at high pressure to cut through materials, including plastic. Two methods can be used for trimming plastic: pure waterjet cutting for softer materials and abrasive waterjet cutting for more rigid plastics. The waterjet cutting process is precise and efficient and can easily cut through a wide range of plastic materials without causing heat-affected zones.
A: The advantages of waterjet cutting for plastic include precision cutting with minimal material waste, no heat-affected zones that can distort the plastic, the ability to cut complex shapes, an environmentally friendly process, the versatility to cut a wide range of plastic thicknesses, and the capability to cut almost any type of plastic material. Additionally, since waterjet cutting produces no toxic fumes, it’s safer for operators than other cutting methods.
A: Water jet cutting offers several benefits over laser or plasma cutting for plastic. Unlike laser or plasma cutting, waterjet cutting doesn’t generate heat, preventing the plastic from melting or warping. It can cut thicker materials than laser cutting and produces cleaner edges than plasma cutting. Waterjet cutting is also more versatile, cutting a wider range of plastic materials, including those that may be reflective or heat-sensitive.
A: A waterjet cutter can cut almost any type of plastic, including acrylic, polycarbonate, PVC, HDPE, LDPE, nylon, Teflon, ABS, and composite materials like carbon fiber-reinforced plastics. The machine’s versatility allows it to handle soft and hard plastics, thin sheets, and thick blocks.
A: The waterjet cutting process for soft and hard plastics differs. Soft plastics can often be cut using a pure water jet, which uses only water at high pressure. Hard plastics, however, typically require abrasive waterjet cutting, in which fine abrasive particles are mixed with the water to enhance cutting power. The abrasive water jet can cut through more rigid and thicker plastic materials more efficiently.
A: Waterjet cutting is highly versatile but has some limitations. It may not be the most cost-effective option for high-volume production of simple shapes. The cutting speed can be slower than other methods, especially for thicker materials. Some very soft or porous plastics might absorb water, which could affect their properties. Additionally, the initial investment for a waterjet cutting machine can be high, so many businesses opt for waterjet cutting services instead.
A: Waterjet cutting is known for its high precision when cutting plastic materials. Modern waterjet cutting machines can achieve tolerances as tight as ±0.003 inches (0.076 mm) or better, depending on the thickness and type of plastic. This level of precision makes waterjet cutting ideal for intricate designs and applications requiring tight tolerances. The absence of heat-affected zones also contributes to maintaining the dimensional accuracy of the cut pieces.
A: Yes, there are several environmental benefits to using a waterjet for cutting plastic. The process uses water as the primary cutting medium, which is natural and non-toxic. Unlike other methods, no harmful fumes or gases are produced during cutting. The abrasive used in abrasive waterjet cutting is typically a natural mineral like garnet. Additionally, the process generates minimal waste, as the kerf (width of the cut) is very narrow, maximizing material usage. Many waterjet systems also recycle and reuse water, further reducing environmental impact.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →