

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
As everything has evolved, so has the world of precision machining. One machining process that has greatly benefited us over the years is abrasive finishing, which gives us the surface finish and accuracy we desire for our complex structures. Whether for aerospace, medical devices, or automotive, these structures are all intricately connected. MAF’s knowledge and skills could greatly benefit this complex, intriguing engineering world.
This article will explain and explore the Fundamentals of Abrasive Magnetic Finishing. We will break down the process and MAF Mechanisms Stride by Stride with its unique features. Additionally, we will discuss the benefits it expands to modern engineering and machining, such as higher surface quality, fewer defects, and improved overall productivity. We will provide additional practical tips to help you optimize the whole process, covering material selections, problem-solving, and everything in between. At the end of this post, you will understand how applying MAF will help you enhance the craftsmanship and requirements of precision industries.
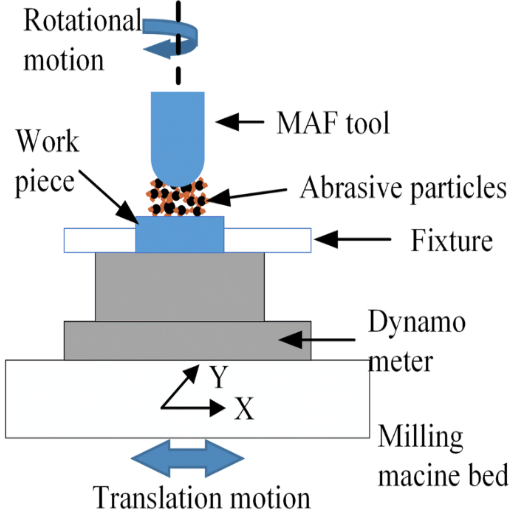
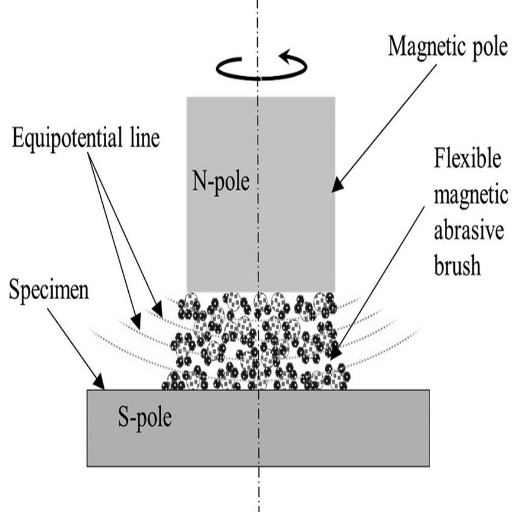
Combining the benefits of a magnetic field and abrasive particles, the MAF process achieves surface finishing with unprecedented precision and polish. A strong magnetic field generates a flexible magnetic abrasive brush, which assists in polishing the workpiece with high attention to detail. This modern technique is best suited for polishing internal surfaces, complex shapes, and other intricate features that are difficult to access. MAF is most commonly employed in the aerospace, medical devices, and automotive industries, where ultra-fine surface finish is mandatory due to its ability to produce consistent and high-quality work.
As with other MAF procedures, the abrasive component combines the magnetic field, abrasive particles, and the workpiece. Applying a magnetic field assembles magnetic particles into a flexible abrasive brush. This brush can use a controlled amount of force on the surface of the workpiece, enabling the abrasive particles to polish and eliminate a fine layer of material to produce high-precision surfaces.
Key technical parameters outline:
Magnetic Field Strength (H): Opened from 0.2 to 1.5 Tesla, controlling the rigidity and performance of the abrasive brush.
Abrasive Particle Size: Usually lies between 1 to 50 microns, controlling the level of achievable surface finish.
Workpiece Speed: Depending on the desired material type and degree of precision, the rotation speed should be kept within the 50 to 500 rpm range.
Brush Pressure Must be kept between 2 and 6 N/cm² to achieve effective polishing without damaging the workpiece.
Gap Between Tool and Workpiece: The ideal gap between the Tool and the workpiece is 0.5 to 2 mm, with enough distance for frictional interaction but not so much that it creates needless wear.
By reverting these parameters, industries can meet surface finish targets and exceptional accuracy and quality standards during MAF Processes.
The MAF (Magnetic Abrasive Finishing) uses a unique magnetic field to abrade the materials in a specific fashion while the particles operate in the procedure. Soft materials, complicated shapes, and fragile components can be scaled ideally using the guaranteed finishing field and focused attention in the defined work area.
As known, with an increase in the focused magnetic flux area and intensity, the field pressure also rises with the abrasive particles’ height/volume. The finishing quality relies directly on particle flux density to pressure height ratio. For most materials with a good finish, a magnetic flux density value between 0.5 and 2 Tesla is sufficient for polishing and removing abrasions. Simplistically managing the strength of the magnetic field enables fine control of the forces of the workpiece, ensuring consistent material removal with defects minimization.
Moreover, a soft flexed machining force is advantageous when combined with the MAF process due to the interaction of the magnetic field and abrasives. This is especially applicable where intricate shapes and highly finished soft or hard components are to be produced. Thus, these adjustments in the magnetic field values can define tighter limits in the MAF parameters.
In my opinion, Magnetic Abrasive Machining (MAM) is extensively used in sectors where accuracy and surface finishing completions are necessary, such as polishing gears, molds, and engine parts that require a micro-level surface finishing along with high levels of precision. MAM is also applied in deburring and chamfering, particularly for hard-to-machine materials such as hardened steels and complex alloys.
Important Technical parameters within MAM are the magnetic flux density (usually from 0.4 to 1.2 Tesla), abrasive particle size (generally 20 to 200 μm), and machining gap constrained from 0.5 to 2 mm depending on component geometry and desired finish. These parameters must be set correctly to achieve high material removal rates, low abrasive wear, and the needed roughness value, often given in submicrometer (e.g., Ra ≤ 0.05 μm).
This method is undoubtedly exact and versatile, making it equally helpful in the aerospace, automotive, and medical device manufacturing industries.
In MAF, the material is removed due to the abrasive particles in a flexible magnetic brush formed by applying a magnetic field. The particles have a motion vector in a direction parallel to the surface of the workpiece, and as such, they do micro-cutting and plowing operations. With machining pressure and the relative motion of the brush and the workpiece, the material is removed at a microscopic dimension with great accuracy and surface finish. Such factors as the strength of the magnetic field, the type of abrasives, and the machining conditions for MAF are primary factors that affect its efficiency and quality.
The dimensions of abrasive particles highly influence Magnetic Abrasive Finishing (MAF) performance. Heavier abrasives are more effective in material removal because they apply greater cutting forces. A more rough surface finish often accompanies this. In contrast, lighter abrasives remove material at a much lower rate, which results in finer surface finishes because of their refinement polishing actions.
Important Parameters: Abrasive Particle Dimensions: 10 µm to 300 µm
Material Removal Rate (MRR): Heavier Abrasives (150 µm – 300 µm): Coarse finish, higher MRR. Lighter Abrasives (10 µm – 50 µm): Ultra-fine polishing, lower MRR.
Target Surface Roughness (Ra):
Larger Particles: Ra ~ 0.5 µm is achievable.
Smaller Particles: Ra ~ 0.05 µm or better is achievable.
The material removal rate and surface finish quality must be balanced to meet specific requirements. This is also true when selecting the size of the abrasive particle. Modifying the particle size improves machining accuracy.
The density of magnetic flux is a critical factor in the process efficiency and productivity of magnetic-assisted polishing and machining operations. The polish’s magnetic field strength affects the orientation and distribution of the abrasive particles, directly influencing the material removal rate (MRR) and the surface finish quality.
Key Effects and Parameters:
Surface Finish Quality:
Polishing with low flux density (< 0.1 T) results in poorer particle alignment, leading to lower MRR and more significant polish inconsistency.
Moderate magnetic flux density (0.1 T—0.3 T) achieves an adequate polish, optimal material removal, and minimal damage to the surface.
High pole density (> 0.3 T) usually produces more desirable control over MRR and polishing; however, over-polishing or extreme polishing force may cause damage.
Abrasive Particle Behavior:
Higher flux density increases the magnetic force available to effective abrasive particles, making them behave more predictably during machining.
Improper flux density levels may worsen clustering behavior, diminish cutting action, and improve surface finish.
Material Removal Rate (MRR):
Best flux density levels within the 0.2 T – 0.4 T range have demonstrated the highest surface finish ratio (Ra < 0.05 µm).
Too little magnetic force leads to random material removal that fails to achieve the desired polish.
When magnetic flux density is maximized for a specific application, controlling the processes, productivity, and machining quality is greatly enhanced.
As I see it, process parameters are crucial in estimating machining operations’ efficiency. For example, primary factors like magnetic flux density, rotational speed, working gap, and abrasive particle concentration all significantly affect the material quality and the rate of its removal. For instance, it is essential to maintain a specific magnetic flux density within the range of 0.2 T – 0.4 T for uniform force during the process, and a certain rotational speed (500-1500 rpm, depending on the material and application) is beneficial for forceful removal without damage.
Moreover, the working gap should also be modified precisely—narrow levels around 1 mm and 5 mm are standard to stabilize the magnetic field and surface interaction. The abrasive particle concentration expressed in the slurry volume (10%—20%) can significantly affect finish quality and operational time. Precise alteration of process parameters will yield maximized efficiency, material reduction, and high-quality output for multiple use cases.

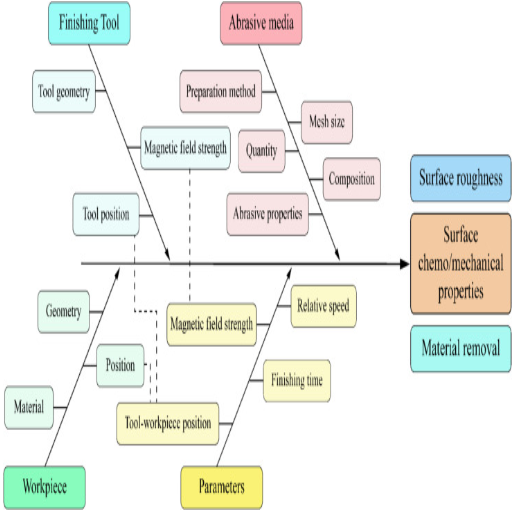
The integral components of Magnetic Abrasive Finishing (MAF) processes are the magnetic field strength, type and dimension of the abrasive grains, the slurry’s abrasive concentration, and the workpiece’s movement about the magnetic pole. The field’s strength directly affects the abrasives’ force, which subsequently controls the rate of material elimination and surface quality. The abrasives’ size, nature, and concentration in the powder determine the accuracy and roughness of the finished surface, where higher concentration yields smoother results. In addition, the concentration of abrasive particles is a critical factor that, when optimized, can reduce time spent in finishing while improving efficiency. Lastly, the relationship and movement between the workpiece and magnetic pole determine the contact area and material removal, thus impacting the target objectives.
To reduce machining time while ensuring the quality of the surface finish, the following parameters need to be adjusted and improved:
Abrasive Particle Size and Type
Use finer abrasives (e.g., 1-5 µm) for smoother surface finishes. In contrast, coarser abrasives (e.g., 10-30 µm) achieve sufficient removal during rough machining operations.
Use appropriate abrasives for the workpiece material, such as aluminum oxide for metals or silicon carbide for ceramics.
Concentration of Abrasive Particles
The weight concentration should be balanced between 10% and 30% to achieve maximum performance while avoiding build-up and inefficiency.
Workpiece Alignment and Motion of Magnetic Pole
Rotational speed should be set between 500-1500 RPM to correspond to material needs and help reduce imperfections.
Proper alignment should be retained to enable consistent abrasion without causing too much contact for the workpiece.
Time Needed to Finish Work
Process time should be established based on the desired finish and material. For soft metals, precision surfaces should take 5-15 minutes, and for more complex surfaces, up to 30 minutes.
Systematically adjusting these parameters allows machinists to lower finishing time while meeting required surface quality and precision.
The working gap, which defines the distance between the machine tool and the surface being worked on, is essential for precision and surface quality. Proper adjustment of the working gap helps maintain contact with the surface and minimizes errors during machining or finishing processes. Here are the most important notes, along with technological parameters to take into account when setting the working gap:
Material Type and Thickness
A working gap of 0.1-0.3mm is sufficient for softer materials like aluminum and brass to avoid damage without compromising functionality.
More rigid materials like steel and titanium unwaveringly require a tighter working gap of around 0.05-0.1 mm to sustain precision without unnecessary wear.
Tool Characteristics
Abrasive tools and wheels with finer grit sizes need about 0.02-0.08 mm gaps to ensure higher accuracy.
Coarser tools have more lenient restrictions. Since they are geared toward material removal rather than delicate edging, gaps in the 0.1-0.2 mm range can be utilized.
Machine Speed and Load
Lower rotational speeds (1500-3000 RPM) make controlling the working gap much more manageable, even though smaller gaps are proposed as more suitable. Overheating can cause too much material deformation.
The gaps are usually set slightly wider for lower speeds (500-1500 RPM) to balance the required force and precision, especially for intricate details.
Tailored Modifications for Certain Applications
The gap is micrometer-sensitive for precision machining; hence, it has to be checked constantly during the operation.
The working gap can be made less stringent, ranging from 0.2-0.5 mm, depending on tool life and depth of cut, to improve tool life while significant amounts of material are being removed.
The working gap can be adjusted based on material attributes, tooling, and process parameters to achieve a specified level of geometrical accuracy, surface roughness, and productivity. Real-time tracking and frequent adjustments are necessary to achieve consistency across varying applications.
To assess the finishing force requirements, my starting point is to balance the material properties, desired finish, and tool capabilities. Typical finishing force must be as low as possible to minimize tool wear or material deformation while providing a reasonable finish. Important design variables include:
Material Hardness (HRC or Brinell): Increased hardness often slightly increases the required force, but damage control requires precision.
Feed Rate (mm/rev): Lower feed rates during finishing result in less surface roughness.
Tool Radius (mm): Increased radius allows better force distribution and surface finishing.
Spindle Speed (RPM): In most cases, higher speeds match lower forces, although this is material and tool-dependent.
By adjusting these parameters on the fly and tracking the results, I ensure that the finishing force can be helpful without causing the tool to fail or the material to be damaged.
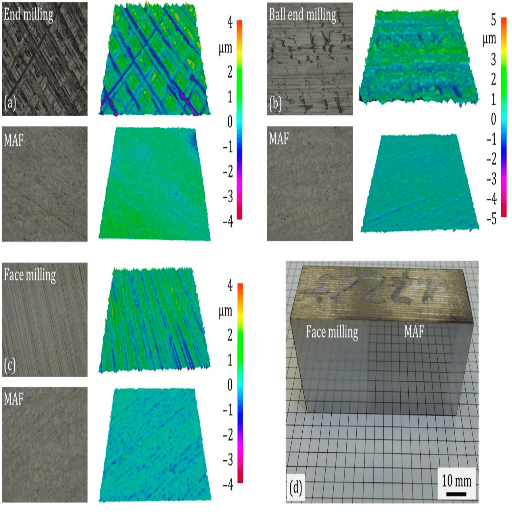
MAF relies on the action of both magnetic forces and abrasive particles to enhance surface finish. Abrasive particles are guided towards specified zones with a proportional micro-level material removal cap, achieved by controlling a magnetic field with great precision. As a result, the surface becomes smoother by removing irregularities, scratches, or residual stresses. Moreover, a high-quality uniform finish on complex geometries with minimal thermal or mechanical damage is ensured during MAF.
Parameters like Ra (Arithmetic Mean Roughness), Rz (Mean Peak-to-Valley Height), and Rt (Total Height of the Roughness Profile) quantify the surface roughness after finishing. These parameters provide a thorough analysis of the surface quality and texture.
Ra (Arithmetic Mean Roughness) measures the deviation of the surface profile from the mean line and its mean value. Typical Ra values after MAF vary with the material and finishing time, ranging from 0.02 to 0.1 µm.
Rz (Mean Peak-to-Valley Height) measures the height difference between the highest peaks and lowest valleys in a sampling length. Surfaces after being finished have an Rz value of 0.1 to 1.0 µm, which is a significant improvement over the pre-finishing values.
RTag (Total Height of the Roughness Profile) displays a surface’s vertical roughness and helps measure its flatness. After finishing, the Rt measurements usually drop dramatically, indicating that the surface is smoother.
Modern measuring technologies, such as optical profilometers or contact probe devices, enable reliable measurement of these values, guaranteeing that the necessary surface quality meets the required standards.
Based on my research, the efficiency of finishing processes relies heavily on the application requirements and the material in question. Grinding, polishing, and lapping all have their strengths. For instance, grinding is best for irregularities greater than Rz 1.0, often ranging from 1.0 to 10 µm, and is further refined in polishing. Polishing reduces the value of Rz to 0.1 to 1.0 µm optimal for optics and medical tools. Lapping achieves exceptionally low values of roughness, which are sub-0.1 µm and is therefore suitable for precision instruments and mirrors.
Evaluating these processes requires consideration of several vital parameters, such as Ra for average roughness, Rz for the height of the peaks of the profile, and Rt for the overall height of the roughness profile. These values must align with the intended application and applicable engineering tolerances for assessment.
In recent years, Magnetic Abrasive Finishing (MAF) has experienced numerous innovations that have rendered it more effective, precise, and versatile. These advancements include the application of smart abrasives, like composite magnetic particles integrated with high-tech materials, which improve the surface finish and the material removal rate. Furthermore, an adaptive control system incorporating AI and real-time monitoring has been implemented to adjust the magnetic field and the abrasive action during the process to improve efficiency. Other methods, such as ultrasonic or electrochemical machining, are hybridized with MAF to achieve ultra-precision finishing on complex shapes and difficult-to-access locations. As a result of these developments, MAF has gained significant application in the aerospace, biomedical, and electronics manufacturing industries.
Ultrasonic-assisted Magnetic Abrasive Finishing (UAMAF) improves the conventional MAF process by adding ultrasonic vibration and incorporating high-frequency vibration. This results in a more drastic surface finish and material removal rate improvement. Additionally, the vibrational energy contributes to the even distribution of the abrasive particles, overcoming the magnetic field constraints and improving the finishing of intricate geometries.
Key Advantages:
Enhanced Material Removal Rate (MRR): The ultrasonic vibration helps the abrasive particles achieve more abrasive action, resulting in even quicker processing times. Best of all, the precision level is maintained.
Improved Surface Finish: Depending on the material and usage, the surface finish is between 0.02µm and 0.1µm Ra.
Uniform Abrasive Action: Applying ultrasonic vibration minimizes the risk of differential wear, favoring better uniformity throughout the workpiece.
Broader Scope: UAMAF is best suited for more challenging materials and complex features on curved or micro-geometry surfaces.
Technical Features:
Ultrasonic Vibration Frequency: Generally between 20kHz and 40 kHz. Consistent high-energy vibrations are produced in this frequency range.
Amplitude: The optimal values range between 10u m to 30u m to ensure adequate energy transfer to the abrasive particles.
Magnetic Field Intensity: The variable is set between 0.2 and 0.4 Tesla about the material hardness and geometry to its degree.
Abrasive Type: Typically in the range of 20μm to 50μm, composite magnetic abrasives bonded with the grade are used.
Processing Gap: For good performance, the most effective distance from the magnetic pole at which the working piece is positioned is recommended to be between 0.5 mm and 2 mm.
Workpiece Material: Materials classified as stainless steels (AISI 304/316), titanium alloys, and aluminum matrix composites are permissible.
UAMAF enables the finishing quality required by modern manufacturing by utilizing the synergistic effects of ultrasonic vibration and magnetic forces. Its flexibility and precision are especially useful in aerospace, biomedical, and electronic industries, making it a remarkable innovation.
High Efficiency: Simultaneous finishing of both sides of the workpiece effortlessly boosts productivity while maximizing the quality of the exposed surface. This technique is highly suited for mass production and high-precision engineering operations.
Enhanced Surface Quality: Ultra-smooth finishes with surface roughness values as low as 0.02 µm are achieved with precise control of the magnetic fields and abrasive distribution. This is perfect for the most demanding applications regarding surface tolerances.
Uniform Material Removal: The removal of materials is homogenous even on complex geometries due to uniform magnetic fields, with consistent pressure applied to all contact surfaces being the reason.
Versatility in Materials: For use with aerospace, medical, and electronic components, it is compatible with a wide range of materials like stainless steel, titanium alloys, and hard-to-machine composites, which makes it ideal for these sectors.
Reduced Thermal Damage: Using less efficient means of generating heat, the workpiece material is not thermally distorted or weakened, and thermal damage is avoided.
Customizability: Tailoring parameters like magnetic field strength from 0.2-0.5 Tesla, abrasive type with grain sizes of 20-50 micrometers, or processing gap of 0.5-2.0 millimeters can be done to fit the material type and specific application requirements.
Environmentally Friendly: This avoids harmful chemicals, making it a sustainable and ecologically friendly manufacturing method, unlike processes that finish chemically.
Double Disk Magnetic Abrasive Finishing offers unparalleled accuracy and dependability across various industries, making it a preferred option for the precision engineering sector.
Integrating machine tools with Magnetic Abrasive Finishing (MAF) involves the highest-grade mechanical and operational refinements. Integrating the machine tool and the MAF subsystem is the most challenging part, as their interfacing is highly dependent on the equipment’s spindle speed, feed, and oscillation rates working on the MAF set parameters.
Key Technical Parameters for Integration:
Spindle Speed: Ranges between 1,000 to 3,000 RPM, varying from the workpiece material and finish required.
Feed Rate: From 5 to 50 mm/min, allows control of material exhaustion while guaranteeing surface finishing.
Magnetic Field Strength: 0.2-0.5 Tesla. Enables control of abrasive particles.
Abrasive Particle Size: Generally in the range of 20 µm to 50 µm, depending on the surface roughness requirements.
The machine’s control logic should be able to program that range accurately. Adding a programmable control unit (CNC or PLC) also facilitates precise tuning and guarantees repeatability. Coordinating all these components makes MAF more efficient and accurate while improving machining quality.
Leading CNC Metal Machining Provider in China
A: The Magnetic Abrasive Finishing (MAF) process polishes and refines surfaces using magnetic abrasive particles and a magnetic field. It is beneficial for achieving high-quality finishes on complex geometries.
A: A magnetic field is applied to align and control magnetic abrasive particles in the magnetic abrasive finishing process. This magnetic field-assisted mechanism enhances the contact between the abrasive particles and the workpiece surface, improving finishing characteristics.
A: Using Magnetic Abrasive Finishing offers advantages such as finishing complex geometries, achieving high precision, and reducing surface roughness. It is also a non-contact process, minimizing the risk of surface damage.
A: Magnetic Abrasive Finishing can be adapted for internal finishing applications. For example, the internal magnetic abrasive finishing process effectively finishes the inner surfaces of tubes and other hollow structures.
A: The Magnetic Abrasive Finishing process is versatile and can achieve a fine surface finish on various materials, including hardened steels like AISI 52100 and other metals and alloys.
A: An alternating magnetic field can enhance the Magnetic Abrasive Finishing process by periodically changing the orientation and concentration of abrasive particles, leading to more uniform and efficient surface finishing.
A: The Journal of Materials Processing Technology publishes research and studies on advanced manufacturing technology, including the Magnetic Abrasive Finishing process. It is a valuable resource for understanding this field’s latest developments and applications.
A: Studies have explored magnetic abrasive finishing for the precise finishing of capillary tubes. This process ensures the smoothness and uniformity of the inner surfaces, which is critical for applications requiring high precision.
A: Magnetic Abrasive Finishing is known for achieving excellent finishing characteristics, including reduced surface roughness and improved surface integrity. It allows for controlled material removal, resulting in a high-quality surface finish.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →