

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
From the medical sector to the automotive industry, plastic injection molding serves to be useful in modern manufacturing as it enables the creation of precise high-quality devices. However, understanding how to perform efficient and effective injection molding comes down to more than learning a process; it also includes knowing how to utilize modern machinery. This article aims to analyze the major aspects of plastic injection molding, including core concepts, some advanced techniques, and the importance of modern injection molding machines. This is ideal for anyone who wishes to advance their knowledge in the subject matter whether a novice or an industry veteran.
To make a component, a form of material, usually plastic, is heated to a molten state and injected into a cavity of a pre-made mold where it cools down and hardens. This process can be used to develop injections in bulk which are airtight, exact, repeatable, and cost-effective. Its repeatable quality makes it favorable in industries such as automotive, medical, and consumer goods.
Owing to the applied technologies plastic injection molding has gained popularity in various fields due to these notable factors:
With such features, plastic injection molding serves as the primary method for manufacturing strong, yet complex parts in bulk.
Choosing and Processing the Appropriate Material
Selection of the desired thermoplastic material happens first based on the desired features of the final product. Warm drying of the material is often done as it enhances performance; excessive moisture impedes the movement of the plastic and the output quality. Common materials include polypropylene, polyethylene, and ABS. Certain engineering plastics, such as nylon, for example, must be dried to nearly absolute zero to avoid hydrolysis during molding, which is often very difficult to achieve.
The molding machine uses specific granules of the material, which are melted in a rotating screw at a temperature of 180 degrees Celsius to 250 degrees utilizing frictional heating. The screw is connected to a barrel, which helps in melting the material. Depending on the type of material the temperature differs. The heated material is injected into a mold under high pressure which ranges from 10,000 to 30,000 psi to make sure the molten plastic fills the mold cavity perfectly.
Cooling and Solidification
When the molten material is poured into the cavity of the mold, the cooling starts while it is being cooled, due to its interaction with the walls of the cavity. The time for cooling can change from a few seconds to a couple of minutes, depending on the thickness of the part and the material used. Water-filled channels built in the mold are an example of cooling systems that can increase production efficiency, decrease cycle time, or both.
Mold Opening and Ejection
Upon solidification of the materials, the part can be removed from the mold using ejector pins or plates. Precise methods of ejection are means of avoiding the risk of damaging the part, which is critical in this case. Stripping of the mold may also be carried out using mold release agents, especially where intricate or high-friction features are involved and need assistance.
Post-Processing and Quality Inspection
Due to the processes used in manufacture, components generally need very little work done to them afterward. In this section, additional work such as flash trimming or surface treatment will be detailed. Parts made using injection mold tooling go through quality control procedures like dimensional inspection and mechanical testing; therefore, they are within the specified tolerances. In our case, the use of advanced technologies such as automated optical inspection (AOI) increases precision.
Companies can apply optimization techniques for greater productivity and minimal waste due to new technologies like AI-based predictive analytics and real-time tracking systems. Such technology allows businesses to improve production defects by roughly 30%, while simultaneously decreasing cycle time by 20%. As a result, the injection molding process becomes less expensive and more environmentally friendly.
Maximum Efficiency and Accuracy
Machining centers have the flexibility to manufacture precise components within a short period. Advanced automation and real-time monitoring systems allow the manufacturers to achieve tolerances of ±0.05 mm in injection mold tooling, which reduces errors and ensures product consistency.
Cost Efficiency
Due to the reduction of material waste and increased production speed, Injection Molding has greatly improved manufacturing economics. Research shows that businesses that utilize the process of plastic injection molding with optimization of the molding processes have experienced a decrease of up to 25% in production costs.
Suitable for Bulk Production
Injection Molding is most suitable for bulks for repetitive production because of its precision, speed, and efficiency. Scalability decreases cost per unit, which is very advantageous to the automotive industry, consumer goods production, and medical device fabrication.
Wide Range of Materials
All of these machines can process a vast range of materials including Thermoplastics, Thermosets, and even hybrid materials. Approximately 70% of polymers, for instance, are industrial grade and can be injected molded, which offers variation in product design.
Waste Reduction and Energy Efficiency
Compared to older machines, the newest models of injection molding machines feature energy-saving designs and closed-loop material systems that reduce energy usage by 50%. In addition, material waste is recyclable, contributing to better environmental health.
Post-Processing and Design Productivity
With the application of modern molds, injection molding lets manufacturers create parts with complex geometrical shapes and intricate features. Such features reduce or eliminate post-processing activities, therefore streamlining production.
Automation Safety and Ergonomics
Modern injection molding machine technology has placed greater emphasis on the safety of operators by automating processes such as material feeding, issuing AI-driven alerts for mold maintenance, and integrating other features like automated material feeding. These changes enhance productive efficiency by 15% due to reduced inaccuracies and faster operational workflows.
Improved Product Durability
For instance, with the use of injection molding, it is possible to construct over 40% of the high-strength plastic parts produced for aerospace applications. This is possible because advanced manufacturing methods, like over-molding and insert molding, are supported by technology.
In terms of quality, efficiency, and environmental impact, injection molding has become the most advantageous option in various sectors.

The plastic injection molding machine is made up of several important parts that coordinate with one another to manufacture plastic components with high precision. The description of the components and their role is given below:
Injection Unit
The injection unit is in charge of melting the plastic resin and pouring it into the mold. This system has a hopper, reciprocating screw, and a heating barrel. The hopper holds the raw material that is to be used, and the raw material is put into the heated barrel which is filled with a revolving screw that slowly melts the raw material. In modern injection units, material temperature control systems are always integrated to ensure the right viscosity of the poured material to obtain the required molded product. Injection pressures are normally between 10,000 to 30,000 PSI for various materials and cases.
Clamping Unit
In the cooling and injection procedures, the mold is kept tightly in place by the clamping unit which merges two parts of the machine. This unit has a movable platen, a stationary platen, and a clamping device. Toggle clamps or hydraulic clamps are often seen as the ideal aid to fill the part with adequate force to keep the mold from opening during the injection phase which is under a lot of pressure. Some big industrial machines offer clamping force of as low as 50 tons, and also higher than 4000 tons, these huge figures cause the machine to be able to create very complex and large parts.
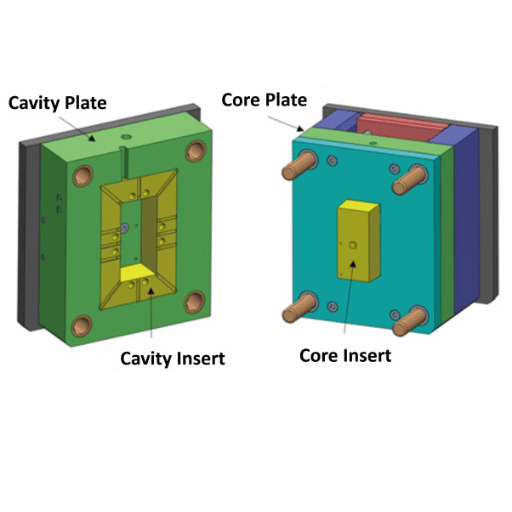
Mold
To create a specific part for a machine or piece of equipment, the mold is a specialist instrument that modifies the molten plastic into the predetermined shape. Molds are customarily composed of steel or aluminum, which has undergone hardening and possesses finely crafted cavities and cores. Multi-cavity molds permit several components to be made at the same time, thus enhancing productivity. To aid in diminishing cycle times and augment production rates in low-volume manufacturing, modern molds now have the capability of incorporating cooling channels for rapid heat dissipation.
Electric or Hydraulic Drive System
The drive system uses electric power or hydraulic power to facilitate the motions of the screw, clamp, and other auxiliary mechanisms of the machine. For their strength and reliability, hydraulic systems have been used since the beginning, but electric-drive systems are becoming more in use because they have a good energy economy and can control movements accurately. The use of electric injection molding machines saves energy during the manufacturing process of thermoplastic resins by 30-70% in comparison to traditional hydraulic systems.
Control Panel
As the brain of the injection molding machine, the control system integrates all the functioning parts of the machine. It gives the operator the right to preprogram adjustable variables and monitor followable ones like the temperature, pressure, and injection rate. Most modern machines are now more accurate and consistent because they have easy-to-use computers combined with sophisticated control features. By improving the effectiveness of production and lessening downtime, features like real-time data monitoring and diagnostics in the plastic injection molding process are a great step towards progress.
The incorporation of these important elements allows plastic mold injectors to operate with outstanding precision, productivity, and versatility. Recent progress in materials and engineering has perfected these machines, allowing for the effective manufacturing of intricate, robust plastic parts needed in various fields.
The nozzle directs the flow of molten plastic from the injection unit to the mold cavity efficiently. It is constructed to bear high temperatures and pressure to maintain flow consistency and avoid material destruction. Contemporary nozzles frequently include features such as thermal insulation and precise geometric configurations to minimize heat waste and leakage of material. Customized nozzles can also be provided to accommodate the viscosity of the polymer as well as the intricacy of the mold for better freedom.
Yes, I may not have access to certain information after October 2023. However, injection pressure is an important consideration when it comes to injection molding. It dictates how much plastic needs to be injected under pressure through a nozzle into a mold cavity. Most industrial-grade injection molding machines work at a maximum of about 10,000 psi to 15,000 psi of pressure but in some cases, pretty detailed designs or large sections might need even higher values. Proper filling of the mold is desirable as it minimizes the chances of voids and weld lines forming, as well as improving the surface finish. On the other hand, if the pressure specified for a fill is too high, flashing or in some cases damage to the mold can happen, which makes clear the need for precise control systems in modern machines. Interaction between the nozzle geometry and the injection pressure set has an impact on how the material is moved through the machine, which thereby affects product quality and efficiency.
The design of injection parts mold tooling contributes significantly towards part quality, production cycle times, and cost efficiencies. The cavity volume of the mold to an extent determines the contour, form, and accuracy of injection molded pieces. In other words, it is the negative image of the part manufactured, into which liquid material is poured, cooled down, and turned to a solid state. For instance, a well-designed mold cavity can have smooth transitions with minimal flow restrictions which guarantees optimized material filling and distribution.
The surface finish and temperature of the mold cavity are known to affect product quality as data shows. Typically, mold temperatures are between 68 degrees F and 302 degrees F (20 degrees C to 150 degrees C) though this can change based on the material used and the complexity of the part. Control of temperature is important to reduce defects such as warping, internal stresses, and sink marks. Also, more and more advanced simulation software is used now for optimization of cavity profiling where flow path is predicted along with spotting problem areas before production.
In addition, the use of multi-cavity molds in plastic injection molding aids in maximizing production efficiency, with some molds holding as many as 128 cavities for mass production. Achieving dimensional accuracy for all cavities is essential. Tighter tolerances, frequently at ±0.005 inches, have become more common due to cavity pressure monitoring and precision machining. These techniques have enabled greater control over the medical, automotive, and electronics industries. By focusing on cavity design and maintenance, manufacturers can greatly improve process reliability, decrease scrap, and improve the quality of the end product.

Polypropylene (PP)
With a large number of applications around the world, Polypropylene or PP stands third after polyethylene and polyvinyl chloride in terms of production volume, This is due to its unique cost-to-benefit ratio, ability to withstand different chemicals, and mechanical properties. Businesses utilize this material in the healthcare industry for parts such as surgical containers and also in the automotive industry for bumpers. Polypropylene is also known to resist fatigue, making it useful for hinges, caps, and lids exposed to repetitive movement. It is estimated that PP accounts for approximately 30% of the total amount of thermoplastic produced. Due to its multi-functionality, PP has a vast number of applications which have resulted in it becoming a mainstay material throughout the world,
Acrylonitrile Butadiene Styrene (ABS)
Striking a perfect balance between resistance to impacts and strength, ABS is a polymer that has rapidly become popular in the production of interiors of vehicles, electronics, and toys including LEGOs. It is lightweight compared to its exceptional strength making it the prime candidate for high-precision parts such as housings of smartphones and other daily appliances. In industries that require proper electrical insulation or are exposed to high temperatures, ABS is used extensively.
Polystyrene (PS)
Polystyrene is usually used in two different forms, rigid and foam. Most commonly used for disposable cutleries, different types of packaging, as well as insulation, some polystyrene types have better insulation properties than others, primarily expanded polystyrene, EPS. This type of Polystyrene eps is widely used in construction. Due to the vast demand in the packaging and construction industries estimations put the polystyrene production at millions of tons annually.
Polyethylene (PE)
Polyethylene as a subcategory of plastic includes Low-Density Polyethylene (LDPE) and High-Density Polyethylene (HDPE) which have differing properties in regards to their strength, flexibility, and durability as chemicals. HDPE is best suited for piping, containers, and bottles, while LDPE works best for flexible packaging and films. It is estimated that over a hundred million tons of polyethylene is produced worldwide each year which firmly reinforces its position as one of the most vital plastics in modern times.
Polycarbonate (PC)
Polycarbonate serves as high impact and high durability plastics due to its optical clarity. Its common applications include its use within eyewear lenses, dashboard lights in cars, and electronic display panels. Due to it possessing a tensile strength of 60-70 Mpa, polycarbonate can be used in various safety-critical areas.
Nylon (Polyamide, PA)
Nylon as a polyamide with a non-aromatic feature is well known for its high wearing resistance, strength, and thermal stability and is, therefore, the number one option for mechanical parts such as bearings, gears, and bushings in manufacturing and automotive fields. This heat resistance capability along with its unparalleled ability to perform under friction resistance makes the material invaluable in high-tension environments.
Thermoplastic Elastomers (TPEs)
TPEs are a special class of polymers that have distinctive rubber-like elasticity combined with the binary advantages of a plastic material. The application of TPE materials is widespread in grips of soft-touch parts, pad seals, and car components. Due to its versatility and ease of recycling, TPE materials have seen a rapid increase in their use.
This group of materials stands for a part of the vast collection of molding plastics. They are chosen based on the needs of the application such as the desired physical characteristics, exposure to the environment, and rules that need to be satisfied.
The molding process is initiated with resin, which not only determines the quality and performance of the product but also its functionality. The choice of thermoplastic resin is crucial as it controls differentiated attributes like mechanical strength, thermal resistance, and flexibility, as well as the compatibility of the resin with the injection molding. Polypropylene (PP), acrylonitrile butadiene styrene (ABS), and polycarbonate (PC), among others, are thermoplastic and thermosetting resins that are commonly employed in injection molding and each boasts their own advantages for various applications.
Take, for instance, the use of polypropylene in packaging and the automotive and medical devices industries. Polypropylene is lightweight, resistant to many chemicals, and extremely versatile. Recent industry insights suggest that the use of polypropylene in injection molding is expected to reach 30% of the total global thermoplastic use in 2023, indicating a significant shift in the industry.
The choice of resin will also affect sustainability in production. With increasing legislation on environmental considerations, recycled and biodegradable resins are becoming more popular. The growing appeal of polylactic acid (PLA) resins due to their renewable sources and biodegradability illustrates the shifts in trends for more environmentally sustainable approaches.
Furthermore, the use of modern engineering polymers, such as PEEK (polyether ether ketone) resins, has advanced polymer chemistry, aiding manufacturers’ ability to achieve outstanding heat resistance and durability in precision applications like aerospace, medical implants, etc. It is expected that the global market for high-performance resins will increase at a compound annual growth rate (CAGR) of almost 6.3% until 2028, indicating the greater importance of these materials to specialized industries.
In conclusion, the selection of resin in injection molding is just one of many processes affected. It determines molding productivity, economy, and adherence to rigid industry requirements. Thus, accurate analysis of resin properties relative to specific application needs is vital for effective product development.
Choosing the appropriate material for the mold is key to the accuracy and productivity of the injection molding operation. Molds can be constructed from steel, aluminum, or beryllium-copper alloys, all of which have different respective benefits and downsides that match particular production requirements.
Steel molds are among the most common because they are durable and can withstand high-volume production. Hardened steel molds are most known for their exceptional wear resistance and longevity, which is ideal in the mass production of components that require tight tolerances. However, they come with higher upfront costs and extended lead times for manufacturing.
On the contrary, aluminum molds are lightweight, allowing for faster cycle times due to their superior thermal conductivity. These molds are best used for prototyping as well as low to medium production volumes where cost and lead time savings take precedence. Downsides to aluminum molds include lesser resistance to abrasion compared to steel as well as unsuitability for high-pressure applications.
Superb thermal conductivity, as well as strength, make beryllium-copper alloys useful for inserts or other particular mold parts. These materials aid in the mitigation of hot spots in molds, assuring flawless cooling along with warp or shrinkage defects. Even though beryllium copper is more costly and has additional safety measures while being handled, precision and cycle time savings justify the investment for many specialized uses.
Data on The Performance of Mold Materials
As industry data suggests, aluminum molds can achieve up to 30% cycle time improvement in comparison to standard steel molds due to better heat dissipation. Furthermore, hardened steel use is said to increase mold life by 50-70%, which reduces the variable cost per piece in high-volume production cases and is significantly cheaper. All these data points clearly indicate the effective part-to-cost ratio for choosing materials should correspond with production requirements.
By evaluating characteristics, these manufacturers can streamline their operational and market demands by optimizing mold material selection through data-driven decision-making.
Creating a custom plastic injection mold is challenging as it requires an optimal balance between function, strength, and efficiency. Below are some pivotal guidelines that should be followed:
1. Selecting Appropriate Materials
The first step is to select a material for the mold, which will greatly determine its effectiveness. Options such as hardened steel, aluminum, and composite alloys are widely used as they differ in parameters like cost, thermal conductivity, and resistance to wear. For instance, hardened steel molds are the most durable, making them perfect for high-volume production. Aluminum molds, on the other hand, have excelled in lower-volume prototypes and short-run productions due to their ability to dissipate heat quickly and their short cycle times.
2. Cooling System Design
An efficient cooling system will improve the dimensional stability of the part produced as well as cut down on time. The adoption of cooling channels encompassing the geometry of the mold, termed conformal cooling channels, is being adopted at a rapid rate. Research suggests that conformal cooling is capable of increasing productivity while reducing energy expenditure by 20 to 40 percent due to its increased efficiency over traditional straight-line channels.
3. Placement of Ejection and Parting Line
Improper design of these two systems can result in flash or warping defects. Careful consideration of the placement of the parting lines and ejector systems will allow born parts to be released seamlessly without hurting the molded product. The use of advanced simulation software can assist in optimizing these systems by providing approximate values of part deformation and shrinkage.
4. Gate Design
The quantity of material that flows through the mold cavity is controlled by the gate location and dimension. In order to minimize material loss and consistently keep melt temperatures optimal, hot runner systems tend to be favored. Research suggests that for high-volume production, the use of hot runners will reduce scrap rates by as much as 50%, making these systems particularly advantageous.
5. Tolerance and Dimensional Accuracy
To ensure uniformity for each production run of a product, injection molds cannot be crafted without defined tolerances. High-precision machining processes like CNC and Electrical Discharge Machining (EDM) are widely used in the industry because they can achieve tolerances of ±0.001 inches. This is particularly important for automotive and medical manufacturers.
6. Ventilation
Good venting stops air traps from forming which can then result in defects, like voids or burns. Vent holes are not random, and typical vent gaps between 0.001 – 0.003 inches are common as they allow air to escape without forming a flash.
7. Maintenance Factors
During the design process, scheduled maintenance is a consideration that must be made. Many of the newer approaches include modular components, such as replaceable inserts and wear plates, which help to prolong the life of the tool and reduce downtime. Unexpected failures can be avoided by using automated sensors and monitoring systems that record mold wear over time.
Following these design principles enables manufacturers to construct molds which, in turn, achieve elevated efficiency and performance with prolonged tooling lifespan, thereby improving production levels and reducing costs.
I focus on precision, material choice, and iterative testing while creating prototypes and molded parts. CAD software, junto with 3D printing and CNC machining, allows me to validate initial designs most efficiently. For molded parts, I prioritize durable, flexible, and heat-resistant thermoplastic and thermoset materials as the parts requirements dictate. Iterative refinement in injection molding helps to eliminate performance concerns in the final product while ensuring cost-effectiveness.
To enhance cycle time and production, I analyze processes, automate, and improve procedures. I aim to eliminate bottlenecks and waste using lean manufacturing techniques. Also, investments in technology, like robotics and IoT-based monitoring systems, allow me to increase accuracy and reduce downtime in multiple injection processes. Frequent reviews of performance with data analysis maintain continuity of efficiency and adaptability to changing production needs.

Due to their accuracy and dependability, injection molded parts are important in medical device and equipment manufacturing. Their applications in accurate precision housing include diagnostic devices, syringes, IV Connectors, and other surgical equipment. These parts are precise, consistent, and capable of meeting extreme cleanliness requirements, which makes them appropriate for medical purposes. And, it allows for economical bulk production leading to the availability of high-quality undertakings needed for patient care.
Injection molding is applied to soft plastic fishing baits so that their shapes, sizes, and even textures portray live bait as closely as possible. Injection molding entails the use of liquid plastic polymers which are heated, molded into a specific shape, then cooled to achieve flexible yet durable fishing bait. These baits can be made in endless designs and colors to target different fishing conditions and species. Because of the high accuracy and cost-effectiveness of producing baits using injection molding, it is the preferred method when manufacturing baits in bulk.
Through processes like injection molding, custom plastic parts are designed and constructed to meet specific performance and aesthetic needs. This technique is flexible to a high degree as it is possible to fabricate parts of specific sizes and geometrical complexity with specific material characteristics using different injection approaches. To meet their client’s expectations, manufacturers work together with clients to find the best materials and tooling design which ensures optimal production setting. Because of the uniform quality, economical costs, and automated production scale, injection molding is the most common method to make specialized parts for various industries.

A: In plastic injection molding, dual injector systems can have many benefits. They facilitate the simultaneous injection of two different materials or colors, minimizing cycle times and improving production efficiency. This method is effective for producing plastic parts that are multi-colored or made of different materials. With dual injectors, the control of the processes for manufacturers is enhanced, resulting in uniform quality for every production run.
A: Choosing the right injector kit can be more difficult than it sounds. Assess the size and detail of your plastic pieces, the form of your plastic resin, and the amount you’ll be producing. Look for kits with 1.5 oz, 4 oz, or 6 oz injectors to better accommodate your project. Smaller parts may only need a 45 ml injector, and 9.5 oz injectors will be necessary for larger projects. Also, make sure that your injection molding machine and mold tooling will accept these units.
A: To fabricate molds for plastic injection molding, it is necessary to have tools such as CNC machines for precision cavity mold creation, EDM (Electrical Discharge Machining) for complex features, polishing tools for finishing surfaces, and measuring devices for inspection purposes. CAD is used for mold design while simulation software is used for mold design and injection optimization. Don’t forget safety equipment and proper mold release agents for effective processes.
A: For better production of plastic parts, material choice, mold design, and process parameters should be the focal point. Use of a simulator can help with most issues before production starts. Designing molds with appropriate cooling channels will also help bring down cycle times. In short production runs, aluminum molds which have better heat transfer can be used. Optimize settings in the injection molding machine such as pressure, temperature, and cooling time. Also, consistent maintenance of equipment and molds is important for quality and efficiency.
A: When using injection molding, plastisol has many benefits. It’s a flexible material that can create soft, durable parts as easy as pie. It is perfect for tool handles, toys, and even medical products. Its low melting point provides an economical advantage due to less energy being used in the molding process. Plastisol is also easy to color match and can be engineered to desired attributes of hardness, flexibility, or chemical resistance.
A: The right size for the injector is proportional to the size of the plastic parts to be produced as well as your production needs. A 4oz (or 4 oz) injector is appropriate for medium-sized parts and two or more smaller pieces in one injection cycle. To determine the correct size, calculate the total volume of plastic needed, along with the running and sprue parts of the mold. Increase the calculated volume by approximately 10 to 20 percent to ensure enough material plastic for the injection. If a larger amount of material is needed to manufacture the part, larger injectors such as 6 oz or 9.5oz would be more appropriate. For smaller parts, an injector of 45 ml or 1.5 oz would be the best option.
A: The most common injection molding mistakes are sink marks, flash, warping, short shots, and one that is rather drastic: freeze when the material fills the cavity but does not touch the mold walls. To avoid all of these, make sure that the method chosen for material selection, the method of molding, and the mold design with appropriate venting and cooling channels are done correctly as well as the settings for the injection molding machine. Also, check your molds and equipment regularly. You might also want to look into simulation software to figure out possible problems before you go into actual production. This enables you to do best practices in your manufacturing, material handling, and other controls so defect rates can improve and the quality of parts increases greatly.
A: You can receive an accurate quote by providing specific details about your plastic components and providing several supporting documents. Use the online quoting tool to upload your 3D CAD files, along with your project specifications such as dimensions, material requirements, production volume, surface finishes, special tolerances, lead times, and secondary operations. For most reputable injection molding companies, you will receive an accuracy-based estimate but remember that complex projects can be better scoped through direct consultation.
1. Title: A Novel Feature Extraction of Sensor Measurements, Based on Mold Temperature and Melt Pressure, for the Evaluation of Quality in Injection Molded Plastics
2. Title: Investigation on the Efficiency of Conformal Cooling Channel Implementations Made by Additive Manufacturing on Plastic Injection Mold Cores (Inserts) in the Automotive Sector.
3. Title: Cooling Channel Design Optimization in a Plastic Injection Mold with Taguchi Method Integrated Principal Component Analysis (PCA)
4. Plastic

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →