
Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
It is impossible to imagine a vast number of plastic items around us today, such as cleaning solutions containers or automotive parts, which do not depend on the use of blow molding machines. Operating blow molding equipment, setting it up, and improving on an existing design requires knowledge of these machines, their components, and the principles behind their operation. In this chapter, we aim to provide insights into the operational components of blow molding machines and how these elements work together to ensure optimal productivity. Suppose you are looking to improve on your intellectual and/or professional skills in the field, or you are an individual who is passionate about painting the broad canvas of sciences related to consumer goods development. In that case, this chapter is just for you.
Blow molding involves the process of creating specified hollow patterns using heat and a parison (a warm, cylindrical piece of plastic) to be expanded or molded in a mold. After molding, the parison is melted and developed. Air is then blown into the parison to force it to grow and fit into the set shape. This is the most common production of items such as bottles, containers, and automotive parts. These products themselves are usually the reason why this equipment is required. Air is blown into the parison during the inflation stage, which prevents the container from being affected by factors that would hinder the polymer’s expansion. This method is regarded as effective for several reasons. Though not the most efficient, one that is relatively dependable is the use of the warpage approach to account for errors in bottle dimensions.
Blow molding is a process for manufacturing hollow plastic supplies. In this technology, hot plastic is molded into a shape that creates a part, which is then inflated within the wall to form the final object. The flexibility and ease of use of this technology have made blow molding accessible to many industries worldwide.
Applications of Blow Molding
In the manufacturing industry, blow molding is used to produce bottles and other bi- or flat plastic containers, goods whose shape is achieved by stretching plastic into a desired form. Industry sources estimate that the majority of the world’s plastic bottles are about 70% produced using IBM.
Such are highly resilient, very light, cost-effectively manufacturable, and have an expanded potential use in the automotive industry, such as creating blow molded parts like air ducts, fuel tanks, and fluid tanks, which can also be blow molded from HDPE, enhancing the efficiency of the vehicle to achieve low fuel consumption.
The non-porous walls are used to create medical supplies, such as medical syringes, components, and medical-grade containers, as well as portable equipment enclosures, which are further implemented for adult intercourse purposes without compromising safety and performance. There are means to prevent over-repeated paint application by limiting various factors, for example, configuring the amount of liquid to be applied.
Items manufactured through this blow molding process are similar to the previously discussed water tanks, plastic drums, and other types of insulation, as they also involve the use of spread thread shaping to produce large, tough items within.
There is no way that blow molding could previously have also been used to build plastic balls of such a heavy weight. Viagra is becoming expensive; however, thanks to blow molding, it has become possible to create hollow chairs or tables at low costs while still maintaining specific desired characteristics.
Blow molding has a special place in the manufacturing of objects, especially in industries that produce large quantities of items for their clients to use easily and efficiently. Additionally, it has become a leading method for crafting a variety of products, as it is used in the formation of items such as tags, for instance, and other types of goods. Moreover, the latest projection report forecasts stable growth in the demand for blown plastic products globally, as significant advancements have been made in materials science and eco-friendly production methods, such as the cultivation of bioplastics. Also, its ability to generate intricate geometries in standard forms of manufacturing economically has positioned it in the production of value-driven consumer and institutional goods. Appropriately, blow molding agents provide a reduction in waste and power consumption, thereby integrating with the current pursuit of enhancing products with a green touch.
Blow molding is an umbrella term that encompasses multiple processes tailored to meet distinct production needs and product specifications. Now we will focus on five popular types of blow molding processes and see how their key features are employed in different ways:
Parison is a tube-like shape created by blowing molten plastic into a thick, cylindrical shape. Following this, a manufacturing setup is employed, where a parison is inserted into an expanding mold, and compressed air causes the parison to expand. Leistureption EBM is omnipresent in the manufacture of plastic bottles, containers, and in the automotive industry. It is primarily applied to orders for large quantities of plastic parts and to designs with considerable variation in shape.
In modern times, with the onset of advanced technology, it has become possible to blackout mold a check ring, forcing the preform to go into a blow mold. The parison thus obtained is then inflated with air to achieve a ready-to-use appearance. This step is followed by bayonet twisting, making the process straightforward. Its main application is for minimal products whose geometry cannot be formed without a mold. For example, pharmaceutical and cosmetic packaging are giant blow-molded polypropylene plates. These depend on the shape of the profile, so there is no concern regarding the walls being too thin.
For instance, SBM is typically used for the production of rigid lightweight containers, such as PET bottles for various beverages. Initially, the material is melted and then injection molded to form the preform, followed by heating and simultaneous blowing to achieve the final product. For the SBM bottles, one can drink either carbonated or non-carbonated liquid; thus, the skin loses its unfilled appearance because the product is not visible.
Co-extrusion blow molding, on the other hand, enables the application of several layers of different plastics simultaneously, effectively enhancing the creation of multilayered products. Such technology was primarily developed to serve packaging applications where protection from external factors is crucial, such as food packaging and containers containing resins. Moreover, such practice eliminates the zero-cost requirement associated with the entire use of virgin plastic.
In this case, it is undertaken as a two-step process. First, the plastic material is molded into a preform, then heated and stretch-blowed in a blow chamber to form he end product. As high-cost clear products are essential, this particular technique is commonly known for producing high-performance bottles, refillable quarter journals, and other similar items. The capability of ISBM for producing identical parts consistently and its lower market price when set up confirm its usefulness.
Such multiple blow molding processes, therefore, find their application in diverse industries, unimaginable and inventive, and more innovative application methods of machinery and industrial utilization in this modern industrial landscape.
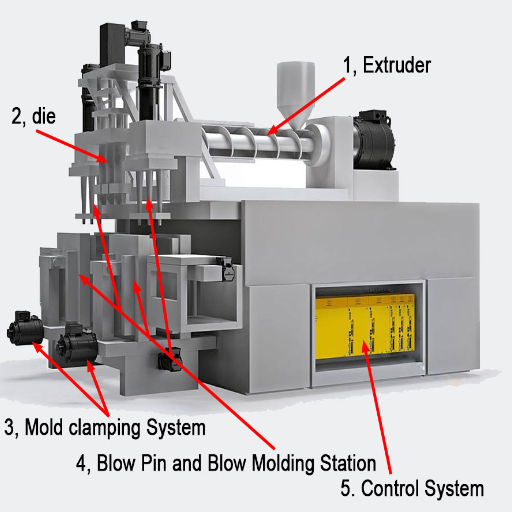
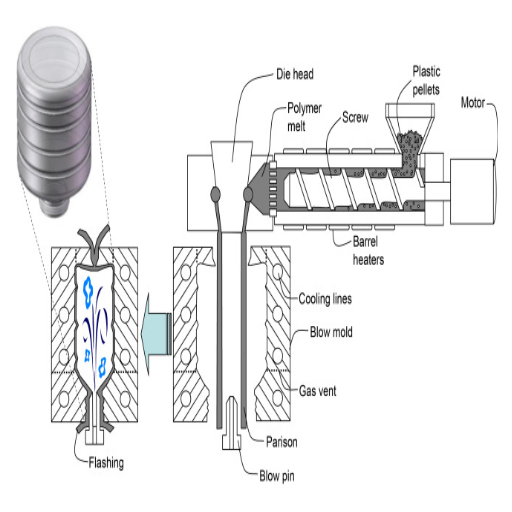
The main components involved in blow molding equipment design include an extruder, die head, mould, and clamping system. The function of the extruder is to heat plastic, force it to melt, and extrude it into the required shape; the die head then shapes the plastic into the desired form by creating a parison or preform. The die head shapes the plastic into the desired form by creating a parison or preform. The mold determines the shape of the container, while the clamping system ensures the mold’s retention. The above components function together harmoniously to achieve effective and accurate production processes.
The architectural framework of a blow molding machine is designed to be complex, optimizing production. The machine serves to integrate the following subsystems: the extruder, die-head, mold, and clamping system, into a unified functional whole. The die head is coated with precise temperature adjustments, ensuring the most efficient, void-free melting and plastic flow. The die is so versatile that it can always be modified to the required shapes of the product’s budget. For instance, the molds can last a long time because they are made of long-lasting materials. To remove all air from the mold, the mold may be adjusted or locked so tightly that the clamping force must be applied using hydraulic or servo motors, as applicable.
With these advancements, including the addition of real-time monitoring systems and the ability to analyze data through AI, today’s blow molding molds eliminate seepage problems. Most advancements in the manufacturing molding machine industry have increased efficiency, reduced energy consumption, and improved scalability. With increased focus on future development, the emphasis on green has led to higher efficiency levels, and many manufacturers are now demanding the use of recycling and energy-saving technologies. It is this enhanced evolution that also serves to reduce fuel waste and other inefficient practices typical of any company geared towards greener manufacturing options.
It’s not hard to see that within a blow molding machine, parts are super visibly read well so that the work is successfully done and effectively. One aspect of these interrelations that warrants paramount attention is energy management and material control within the manufacturing system. For example, the interaction between the extruder and the mold is crucial to having stained glasswork at the end. Molten plastic can be distributed according to the extent of the extruder’s impact during the molding process. Furthermore, it would be relatively easier to control the heating process and cooling-down of the products with the help of controlled systems that are being developed today. In today’s era of dynamic growth in the plastics industry, the integration of chemistry in the extrusion process is expected to yield higher levels of efficiency in the production of these products. By considering these interrelations and leveraging the most innovative technologies, manufacturers can achieve rapid waste reduction in line with the principles of sustainable production.
The polymer flow in blow molding or extrusion blow molding begins with the large polymer entering the barrel, where molten raw thermoplastic material, often in the form of granules or pellets, is introduced. A parison or preform is created on a special device, which is a long tube with the end shaped to match an imaged form. This plastic “preform” is placed in a machine, and when compressed air is introduced, it expands to fit the contours of the shape in the mold. The extrusion blow mold temperature control activation in this phase is critical to ensure automatic and uniform plastic flow, as well as uniform wall thickness.
Currently, manufacturers are increasingly qualifying their equipment using data analysis-based algorithms and artificial intelligence for process control and optimization. Instruments are equipped with real-time sensors to manage the materials’ requirements, such as viscosity and linear speeds during extrusion, providing feedback for immediate actions that lead to a reduction in defects or waste. Additionally, the incorporation of intelligent devices aims to enhance operational control and conserve resources, including energy and raw materials.
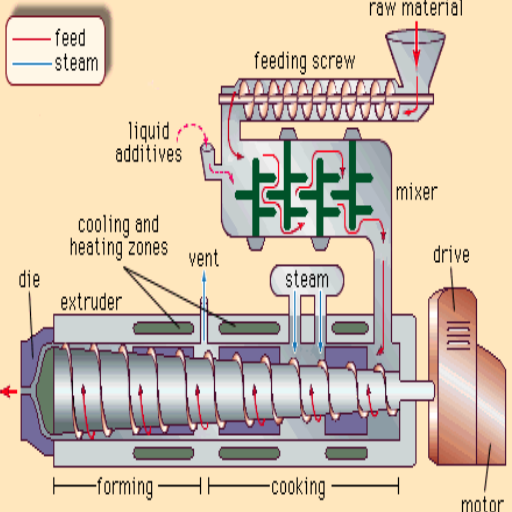
The extrusion system is an industrial unit operation that molds a material into a specific shape by forcing it through a die under pressure. Generally, the extrusion machine is composed of the feed, the extruding device, and the heating part. In most machine setups, the feed is the material that is introduced into the hopper, typically a plastic or metal material, which is heated or conditioned as it is conveyed through the heated barrel. It is then extruded via a die to produce the shaped output. Extrusion systems are widely used in the material fabrication industry to make items such as pipes, sheets, and wires, among others. They are highly sought-after tools in most general manufacturing facilities because they afford the tuner extensive control and are very efficient in meeting production standards on a large scale.
The role played by barrel and screw assembly cannot be understated, as it largely determines the quality of the material extrusion process. It goes without saying that inside the barrel, there is the screw, which is usually made to move, mix, and sometimes disperse the material uniformly. This results in a completely different screw design in the other key material-processing zones, the feed, compression, and metering zones. For example, a high-performance system for high-shear materials, which also requires less volume, would have screws with a transportation zone that has deeper depth profiles. Conversely, for materials which melt uniformly, a viewpoint circumscribes a zone with meniscus formation, i.e., a narrow transportation channel.
A particular emphasis on non-suboptimal geometries of the screw, from the point of energy and materials supporting extrusion activities, brings the aspect of materials engineering to the actual design of the process equipment. The development of novel types of screws, such as barrier screws and those with multiple screws, has become increasingly popular for reducing interfacial force and promoting mixing. In addition, another critical technical development relates to the application of wear-resistant materials in the fairly common experimental process, which prolongs the working life of fittings, especially those under continuous stress from either solid materials or hazardous liquids.
All of these will help ensure better uniformity of products, lower operational energy, and enhanced product attributes, especially in the area of extrusion.
During the extrusion process, both the heating zones and the temperature control units play essential roles, as they have a direct impact on material melting and consistency, as well as product quality. Typically, newer extrusion machines come with multiple-zone heating, allowing for the management of entire barrel heat at optimal levels. All these areas of the barrel are usually equipped with thermocouples and other sensors to ensure uniform temperature control throughout all heating areas, while maintaining safe limits to prevent degradation.
These latest advancements enable real-time control and the efficient use of energy to maintain temperature. Moreover, in industrial plants, intelligent maintenance systems equipped with IoT components help monitor temperature trends, identify deviations, and provide recommendations as needed, thereby limiting equipment downtime. By applying these advanced technological systems, the current extrusion machinery also addresses the single most critical factor in output quality: temperature control, as well as the overall efficiency of operation that such machinery enables.
Undeniably, the drive motor and the transmission are the crucial factors in the performance of the extrusion blow molding equipment. The drive motor obtains power and, in turn, helps by rotating the extruder screw. Within the outline, an extended range of interest for the moderator, other components of the cover circuit convert the plastic material into a liquid that is polythene. Modern machines are characterized by the usage of powerful servo motors, which have gained widespread popularity for their efficiency in power consumption, high accuracy of positioning, and decreased noise levels. On the other hand, the function of the transmission ensures that the mechanical power output of the motor is efficiently transmitted to the screw, which is then turned without any abrupt or untimely stop.
Moreover, numerous technological changes have occurred over the years, which have been incorporated into the processes above, specifically the use of advanced motor and transmission systems. It is given that the contribution of these devices is less likely to be realized without the intelligent drive systems. In one of the cases historically regarded as most performance, where voltage gets reduced to turn on—European companies so fast—drives frequency, air curtail the control ratio of their motors on production requirements. These systems, utilizing sensors, actuators, and intensity attenuators, enable precise adjustments at the optimal working level without the need to waste accessories. It is, therefore, a fact that resin use in fiber tubes for the advanced motor and transmission system does much more than being satisfactory.

As in extrusion blow molding, the face plate is a crucial element that facilitates the manufacture of a parison. Speaking of which, a parison is a seamless, hollow tube on the inside, made of plastic. This illusion of reduction is achieved through the flow of plastic when in the presence of the die, whose geometry controls the thickness and evenness of the parison. The parison must be made with consistent wall thickness, without other sections of the parison compensating for the variation in thickness. This is rather critical, as it has a direct impact on the quality of the ultimate product, which is the primary and ultimate purpose of the product. More sophisticated die head designs are known to contain additional die components, such as adjustable pins or mandrels, which enable precise adjustment of the parison wall thickness. These steps are taken to assist in designing the processes for mold making, which reflect every aspect of the product, by creating the necessary materials.
Die heads are among the most critical components in the blow-molding process of plastics, and their design has a significant impact on both the production process and the quality of the product. Presented below are five other categories of die heads that are usually encountered in plastics processing, and additional information related to the construction and operations thereof is given here, including the following die head types:
It is an essential die head model that directs all the molten material to the center of the die, thereby preventing imbalances in the melting process due to its precise positioning of the plastic. It is primarily used in the manufacturing of crooked and cylindrical bottles and cans, as it enables the production of uniform wall thickness. Besides, the shape of the die limits the backwards flow; hence, the motion of the liquid allows for their blending.
Side-feed die heads, unlike other models, direct the flow of the melt from one side, and then it is produced around the die. This can be done particularly for specific shapes and with two or more types of plastics. However, the layout must be designed in a way that does not include weld lines and facilitates the even flow of the melt.
Such a die head temporarily accumulates the molten material, and after the required amount is reached, it is released for the molding process. This system is particularly beneficial for manufacturing large, airtight products, such as tanks, as it enables precise control over the material and the handling of larger quantities.
When in operation, these types of dies enable the production of multiple layers of products, which are suitable when there are capabilities for protecting and/or decorating the layers. The equipment allows for the co-extrusion of various materials, as many as desired, in a specific region of a parison, allowing for the design of precise structures to meet specific functions.
Spider die heads alternate the arrangement of internal walls to direct the material as required, supporting a uniform distribution of material in the form of polymer – this is in the form of a spider or a wheel. It is one of the most common types of die heads for manufacturing this type of plastic. Additionally, it is used to manufacture tubes, pipes, and other cylindrical objects that require a very high standard of uniformity and evenness in their formation.
Every type of die head is designed for a specific application and material, providing manufacturers with ample flexibility to cater to various manufacturing needs.
Unquestionably, the development of effective parison control systems is an absolute necessity to achieve close tolerance thickness control in the blow molding process. All these systems are being designed using present-day technologies, which incorporate modern technologies such as closed-loop feedback and servo-drive controllers by ensuring uniform thickening of the preform, producers can save resources while creating a neat pack that is free from thin spots or malfunctions, ultimately resulting in both an enhanced appearance and increased load-bearing capacity of the pack.
The recent trend is to incorporate advanced process control systems into the concept of the fourth industrial revolution to address various issues, including the large volumes of data analytics and AI readiness to support process improvement. Smart manufacturing, however, is demanding if production is to conform to high variations in production volumes and environmental conservation measures. For example, the incorporation of parison systems with Internet of Things devices increases the system’s efficiency, as parison thickness downsizing can now be ascertained through data collection without wasting energy and other resources.
Multi-layer die technology in blow molding is a critical innovation that enables the production of complex and high-performance plastic products. By allowing the creation of multi-layer structures within a single blow moulding process, this technology enhances product functionality, such as improved barrier properties, durability, and recyclability.
There is an emerging issue regarding the utility of multiple-layer dies. Understanding how this technology can address concerns related to sustainability and customization is critical. Efforts designed to enhance the use of multi-layer die technology provide an opportunity to utilize waste materials, such as polymers. Similarly, the digital manufacturing era also includes innovative production, meaning that procurement dies are IoT-enabled. Hence, when the parameters of the die dimensions need to be changed, this can be done in real-time while retaining product quality and saving resources within the process.
This stand-alone technology is also at the forefront for use in specific material application requirements, such as food packaging, automotive, and healthcare equipment-related products, where other techniques may be impossible or very complex and less effective. In conclusion, as adaptively used finishes and materials blend with web-connected resources, multi-layer die technology remains at the forefront of innovations in blow moulding process techniques.

In the blow moulding process, the fixture and moulding system’s clamping unit is crucial because it plays an active role in ensuring the whole process’s productivity and precision. The mold set is kept closed while the injection of the raw material and the cooling pipeline are proceeding, forming a ‘waffle’ and maintaining a consistent product size while minimizing the ingress of any material. A desire to feature a robust design and components, especially machine parts and clamping systems, will ensure a reduction in the occurrence of defective parts, less time-consuming repairs, and construction in compliance with health and safety regulations. With the currently available ‘clamping and molding’ systems, which comprise their constituents and internal elements made generically, it is highly possible to build more complex molds for enhancing high-volume production.
When developing clamping units, designers should consider several key advantageous features, primarily to ensure cost-effectiveness, accuracy, and a long service life. One step in such a design process is the selection of the necessary clamping forces, which should be strong enough to close the mold halves together sufficiently, even with the intense action of injection. Under this category, this is usually the sum of the internal pressure of the infusion onto the project surface of the mould, in the absence of any defects created during the manufacturing process mentioned above, and the clamping force.
The work done is also affected by the selection of the clamping mechanism, e.g., toggle or hydraulic, as this, together with the clamping force, may impact the rate of movement of the platen, energy consumption, and ease of servicing the machine. It is customary to utilize toggle mechanisms because they offer quicker performance along with lower energy consumption, while roller bearings are suitable for driving large-capacity pressures.
Thermal management is one of the most significant profile views in latitude, as it relates to copolymerization, expansion, or warping of the products, and the centerlines of the products, particularly regarding misalignment of shaped mold features, as observed in thermosetting injection-molded products. The Use of advanced materials and an accurate manufacturing process is essential to reduce these thermal distortions. In addition, the ease of machine operation at the levels achievable with lower accuracy, even at high levels or in the absence of safety measures, depends on the adjustment and stability of the clamping unit’s structure under the kit.
In addition, the performance of these and other services is enhanced by the logistics and timing of several different services and processes, which are further accelerated by the use of modern technologies, such as sensors and real-time monitoring systems that focus on early detection of malfunctions, thereby enabling preventive maintenance. Yet, all this does not mean that the issue of sustainability is not of concern, as the use of energy-efficient materials and reduction in the causes of waste, both in terms of materials and energy, are aspects even in the most advanced designs.
Considering all these factors, clamp manufacturers can design and build the necessary clamping devices to accommodate the production range of various mold sizes and shapes, thereby enabling the attainment of predefined product quality and productivity parameters.
The development of molds requires skillful material selection and the application of techniques that ensure sturdiness, functionality, and cost-effectiveness. Below are the top five materials and methods for developing molds, along with their unique characteristics.:
Steel is a highly recognized and widely used material, especially in the production of molds, due to its unyielding nature. Hardened steel, such as H13, is well-suited for large-volume manufacturing and offers excellent resistance to wear. P20, which is also known as preattachment tool steel, is suitable for making molds of high productivity, and those that are of intermediate volumes can be easily machined.
Aluminum is lightweight and has a high ability to conduct heat, making it very conducive for fast-paced manufacturing processes that produce the final product in less time. It is primarily suitable for low-weight moulding systems and low production volumes. Molds made out of aluminum are easier and quicker to build than those made of steel.
Among other benefits, these materials are particularly suitable for areas where inserts are applied or where thermal conductivity is required. Using beryllium copper in assembly tools, for instance, enabled faster cycle times, lessening energy requirements. It may also be combined with other materials to enhance the toughness of specific areas within the mold.
Prehardened tool steels require little or no post-machining heat treatment. One example is NAK80, which shows remarkable results in terms of wear and a smooth finish. These materials are cost-effective for lower production capacities and are commonly used in industries with complex structural requirements.
Futuristic ceramic coatings applied on molds reduce wear and prevent materials from sticking. These coatings enable a mold to have a more rigid and more durable surface, as well as a more polished look. The tool is standard in the case of molds for furniture, where high abrasiveness or high acid liquid is used for molding.
All construction materials have their advantages; the choice of what to use depends on the specific needs of the particular application, including the required production volume (i.e., whether short or long sheetfed), the complexity of molding, and the finish required.
It is imperative to properly adopt efficient cooling system skills in blow molding procedures to attain maximum production and a certain level of quality. The coolant phase is the principal determinant of blow molding cycle time; hence, to maximize production effectiveness, it is essential to improve this process. Innovations in cooling designs are numerous and include conformal cooling channels that can perfectly and efficiently cool a product since they follow its contours. The use of advanced materials, such as copper alloys, which currently exhibit improved thermal stability, proves to be an advantage as heat is removed much faster.
The latest statistical data also showcases experiments in automation and innovative cooling systems. The presence of industrial sensors and IoT controls enables the real-time monitoring of liquid coolant flow and thermal mold wall temperature, which is very useful for designing an optimal cooling process. Moreover, most new-age equipment can be operated for extended durations as a safety precaution and to ensure the well-being of all essential components and mechanisms. All these things are necessary for sustaining uniformity or standard operations under prevailing market conditions, reducing duplication of equipment operations or tasks, and eventually reducing the cost of transformations.

Operating conditions are often crucial for quality and productivity during manufacturing. In all manufacturing processes, systems known as blowing and control systems manage the equal distribution of air and components, as well as control over air pressure, thereby supporting the molding and forming process. In the contemporary schemes, the so-called feed of material and the process are controlled automatically, which leads to better quality of the technology and less usage of the energies involved. These systems have great potential in this regard, as they enable automotive control units to achieve increased precision in vehicle throttle responses while also consuming less material for the exact requirements.
Regarding the interpretation of pressure regulation, I tend to focus on aspects that ensure the system is predictable and reliable. The primary methods I employ in this case are pressure regulators, safety valves, and complex control devices to maintain the pressure at its normal value. Fine-tuning these items helps in eliminating fluctuations and consequently shields the machines and procedures from damage. Additionally, I emphasize the importance of ongoing inspection and repair activities to maintain pressure control services without downtime for an extended period.
What it means to combine process control with quality monitoring is that it involves utilizing advanced technology and data analysis to optimize processes, to check and standardize the quality of a product. Adding monitoring systems to the throughput of a machine, such as from pressing a switch to receiving output, involves more than just the monitoring itself. Sensors are also implemented to gather data. This data is later processed using a machine-learning model to identify deviations or problems that are likely to arise in the process, and at the same time, ensuring that such conditions are not met in normal production processes. many organizations can readily identify where industry and consumer needs patterns are shifting and ensure alignment of their processes with such dynamics. This has a dual advantage in competitive markets, as it not only improves effectiveness but also fosters creativity and client satisfaction.
Changshengda: What are the basic parts of a blow molding machine? – Provides detailed information on the essential components of blow molding machines.
Yankang Machine: Extrusion Blow Molding Machine Parts Name – Lists and explains the names and functions of extrusion blow molding machine parts.
MyWay Machine: The Complete Guide to Blow Molding Machine Parts and Their Functions – Offers a comprehensive guide to the key components and their roles.
Testbook: Blow Moulding Process- Diagram, Working, Types – Covers the components and working process of blow molding machines.
A: The main parts of a blow molding machine include the extruder, mold, blow pin, clamp, and cooling system. These components work together to create hollow plastic parts by heating and forming plastic materials, such as HDPE, into the desired shapes.
A: The blow molding process involves heating a thermoplastic material until it becomes pliable, then forming it into a parison. This parison is placed in a mold, where air is blown into it to expand and shape the plastic into hollow forms, like bottles. The working principle relies on the principle of blowing to create the final product.
A: Common materials used in blow molding include HDPE, LDPE, and PET. These plastics are preferred due to their lightweight nature, durability, and ease of processing, which enables the efficient production of plastic bottles and other hollow plastic parts.
A: Extrusion blow molding involves forming a parison from melted plastic, while injection stretch blow molding starts with an injection-molded preform that is then stretched and blown. The extrusion method is typically used for larger, simpler shapes, whereas injection stretch blow molding is suited for more complex designs, such as fully automatic PET bottles.
A: A fully automatic blow molding machine automates the entire molding process, from extrusion to cooling, enhancing production efficiency. These machines reduce manual labor and minimize errors, resulting in higher output and consistent quality in bottle blowing and other applications.
A: State-of-the-art blow molding technology offers numerous benefits, including improved production speed, enhanced precision in mold design, and reduced material waste. This technology allows manufacturers to create high-quality, lightweight hollow plastic parts efficiently.
A: Yes, advanced blow molding machines are capable of creating complex shapes and designs. By utilizing intricate mold designs and the blow principle, manufacturers can produce a wide range of hollow plastic parts tailored to specific needs.
A: The blow station is a critical component of the blow molding machine where the actual blowing occurs. It houses the mold and blow pin, allowing for the expansion of the parison into the desired shape. The efficiency of the blow station has a significant impact on the overall productivity of the molding process.
A: Common types of blow molding include extrusion blow molding, injection stretch blow molding, and injection blow molding. Each type has its unique advantages and is chosen based on the specific requirements of the plastic parts being produced.
Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →