

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
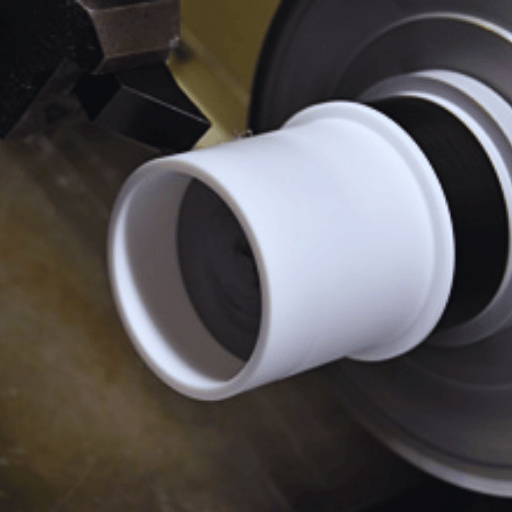
The process of machining polytetrafluoroethylene, or as many people know it, Teflon, has unique advantages and difficulties for engineers and manufacturers alike. Its extraordinary chemical resistance, low friction, and wide operating temperature range make it suitable for almost any application. However, PTFE’s soft, gummy, and viscoelastic traits can make machining challenging. This article is meant to provide you with the most relevant considerations, strategies, and advice to machine PTFE successfully. From aid in optimizing tool choices, improving surface finishes, minimizing common problems, and precision and accuracy issues, this article ensures that every aspect of Teflon machining is covered.

Working with Teflon, these actions will help achieve accuracy and improve structural integrity while optimizing the machining process.
Polytetrafluoroethylene (PTFE) is a man-made fluoropolymer that has outstanding characteristics. It is inert, which means it has no chemical reaction to corrosive elements; thus, it is ideal for use in severe chemical conditions. PTFE also has a very low frictional coefficient, which helps in situations where there is wear and lubrication. Furthermore, this material has a very low thermal endurance, so high temperatures do not affect its stability. Also, it is a superb insulator of electricity. Because of these properties, PTFE is used widely in aerospace, electronics, and medical engineering industries.
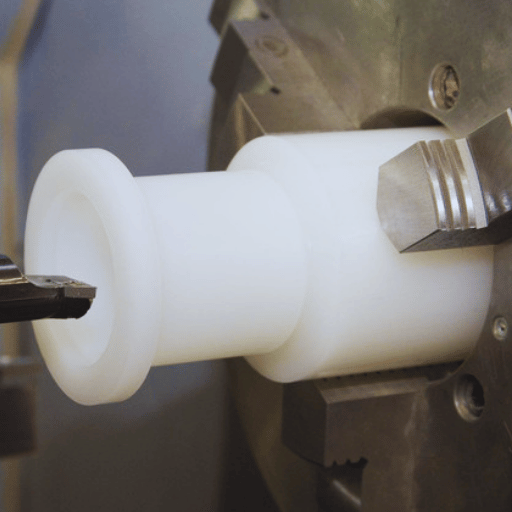
During the PTFE process, one needs to be careful while choosing a cutting tool because the friction and softness of Teflon make selection surface damage prone. Carbide or high-speed steel (HSS) tools with sharp cutting edges work the best. Also, single-point cutters or knives with straight blades produce cleaner cuts. Low cutting speeds with controlled feed rates are ideal for controlling the deformation or tearing of the material. To achieve the best results, clear the maintenance and alignment of the cutting tool beforehand.
Lubricate and cool the system as thoroughly as possible with cutting fluids or oils to minimize friction and heat generation during machining. This will improve tool wear and heat dissipation as well. Utilize sharp and high-grade tools to enhance the smoothness of the operations and reduce wear and tear at the tool-material interface. Set the cutting speed, feeding rate, and cutting depth to meet desired machining objectives without overheating the tool while enabling sufficient material extraction. Finally, use cutting tool materials that have improved thermal and mechanical wear resistance along with better material and coating selection.
Due to its capability to produce complex shapes, CNC milling works effectively to machine Teflon. Sharp carbide tools should be used to obtain optimal results while achieving material cuts with minimal deformation. Due to Teflon’s low thermal conductivity, moderate cutting speeds and lowered feed rates must be applied to prevent overheating. Proper clamping and fixturing methods should be utilized to achieve optimal stability and avoid workpiece movement during machining. Adequate application of coolant may also reduce heat while improving the overall surface finish.
Optimally choosing cutting speed for Teflon (PTFE) is fundamental for obtaining quality machining results. Because of PTFE’s properties, such as low melting point and high ductility, attention should be paid to the cutting parameters. As a rule of thumb, the optimum cutting speed for PTFE is between 200 and 400 surface feet per minute (SFM). However, this value is subject to change depending on the tool material, tool geometry, and the particular conditions of the machine work.
Higher chances of material overheating, deformation, or smearing make more passive cutting speeds often preferred. Moreover, the feed rate should be moderate, typically between 0.004 and 0.012 s IP, for constant speed cutting. A non-coated carbide or high-speed steel tool must be sharp to lower friction with the Teflon parts and thus improve the accuracy of the parts.
In addition, minimizing vibration and cooling when machining is equally essential. While PTFE does not tend to build up heat, using sufficient coolant will better control the dimensions while prolonging the tool’s life. Following these instructions and considering the machining setup’s specifics, optimal cutting speed working with PTFE becomes reliable and productive.
The low friction properties of PTFE allow tools to operate at higher machining speeds and feeds, increasing the material removal rate. This and minimized heat generation lead to improved surface finishes and tool life. On the contrary, such low resistance requires considerable precision in feed rate adjustments to avoid under-engagement of the cutting tool and inadequate dimensional control. An appropriate balance within the boundaries of optimal speeds and feeds facilitates the effective use of the material’s low-friction properties while assuring good machining quality.
Apart from choosing appropriate cutting speeds, achieving tight tolerance requires attention to the material characteristics, tooling, and machine stiffness. Research has shown that cutting speeds directly affect thermal expansion, vibration, and tool deflection, which can all be detrimental to dimensional accuracy. Most studies suggest that staying within the recommended speed ranges when operating for a specific material can decrease thermal deformation by as much as 15%, allowing for more precise machining.
For example, during high-speed machining operations with aluminum, cutting speeds of 500-1,500 SFPM (surface feet per minute) offer the best compromise between material removal rates and precision while minimizing chatter. For more rigid materials like titanium alloys, slower speeds around 100-300 SFPM are standard to prevent tool wear and thermally induced inaccuracies, particularly when Teflon is used. An enabling factor to achieving tighter tolerances is advanced machining centers, which have state-of-the-art vibration monitoring systems that allow real-time feedback adjustments of speed and feed control.
The combination of well-defined controlled environments, described tool selection, and tight speed settings enables the achievement of dimensional tolerances crucial in the aerospace and medical manufacturing industries.
Due to thermal expansion, PTFE tends to expand significantly, adversely affecting dimensional tolerances while machining. With rising temperatures, PTFE expands more than most materials, so this phenomenon must be mitigated in design and machining. Precise tolerances can be achieved if parts stabilize at a controlled room temperature before final inspection. In addition, both the lower and upper limits of the operating temperature range of the part should be considered when determining acceptable tolerances because the application environment will cause PTFE’s dimensions to change greatly because of thermal conditions.

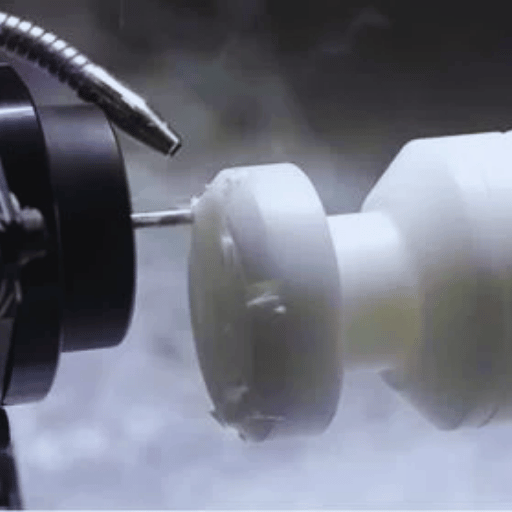
Drilling PTFE requires different approaches than other machining techniques due to its soft and non-abrasive nature. As a soft material, PTFE is likely to deform with pressure; therefore, efficient drilling requires sharp tools and low feed rates to prevent inaccuracies and tearing. Compared to rigid materials, PTFE also produces long, stringy chips that require efficient management to ensure drilling is not disrupted. Cooling of PTFE is also less of a priority since it has low thermal conductivity and does not produce a lot of heat during the process. Compared to the more abrasive and more complex materials, these aspects make tool selection and speed adjustments even more important when drilling PTFE.
The optimal machining processes for Teflon parts depend on the required accuracy and geometry. A sharp, high-speed tool at a low cutting speed minimizes deformation and provides clean surfaces during turning operations. Milling best uses high-speed end mills to produce smooth surfaces and accurate dimensional features. Rough sawing can be done, but laser cutting is preferable for thin Teflon sheets with high accuracy. Taps designed for softer materials for threading help reduce damage to the threads. For all operations, lower feed rates and proper sharpness enable better results while maintaining intact parts.
I use specialized machining services for intricate PTFE designs to guarantee accuracy and quality. These services possess sophisticated machines and knowledge specific to PTFE’s softness and low friction, which makes these processes suitable for Teflon components. With specialists familiar with the material’s hurdles, I can realize complex part shapes, narrow tolerances, and delicate surfaces while maintaining the structure’s robustness. This method is more time-efficient, minimizes material waste, and guarantees that the end product is manufactured to precise requirements.
A: PTFE can be processed using different machining operations like CNC machining, turning, milling, and drilling. These processes allow for adaptation and flexibility when achieving the required attributes of the PTFE material.
A: Some of the benefits of machining Teflon include its low coefficient of friction, superb chemical resistance, and strength retention within a broad range of temperatures. Such caring properties are very useful in manufacturing intricate and specific Teflon parts.
A: The low coefficient of friction in Teflon is beneficial in machining since it minimizes tool wear and tear and leads to effortless machining. Thus, it is most advantageous in precision machining, particularly in applications that need easy slippage and low resistance.
A: PTFE is considered difficult to machine due to its softness, tendency to deform under pressure and thermal expansion. These factors require careful attention to machining conditions and tool considerations to produce PTFE parts successfully.
A: CNC machining is the most suitable option because it can make precise, complex cutouts from PTFE materials.
A: Properties of PTFE, such as high thermal expansion, non-stick surface, and low mechanical strength, affect the machining significantly. These need specific strategies, such as lower cutting speeds and sharper tools, to effectively carry out the machining process.
A: CNC machining services improve the output of PFTE parts by ensuring accurate cuts can be made repetitively and speedily. It is also possible to have complex designs and strict tolerances working alongside each other, which is vital for PFTE components.
A: Specific tools such as high-speed steel or carbide must be employed and kept sharp to prevent Teflon from deforming while smooth finishes are made. These tools also need to be worked on at lower speeds.
A: Standard Teflon can be machined with standard machining equipment, but some adjustments, such as lower feed rates and speeds, must be made to prevent the material from being damaged.
A: Parts made of PTFE are preferred in industrial applications because of their inertness to chemicals, exceptional insulation properties, ability to function in high and low temperatures, and many more.
1. “An In-Vitro Study on the ‘Comparative Evaluation of Frictional Resistance Between Different Types of Ceramic Brackets and Stainless Steel Brackets With Teflon Coated Stainless Steel and Stainless Steel Archwires’” by K. Bhat and others (2022) (Bhat et al., 2022)
2. “AN INVESTIGATION OF SURFACE ROUGHNESS ON TEFLON MATERIAL USING ANOVA METHOD” by S. Ananthkumar et al. (2022) (Ananthkumar et al., 2022)
3. “Grinding performance utilizing the MQL process: A comparison of a wheel cleaning jet to a Teflon and Alumina block wheel cleaning” by F. Ribeiro et al. (2020)(Ribeiro et al., 2020, pp. 4415–4426)

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →