

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
The adoption of waterjet cutting technology has dramatically improved the efficiency and accuracy of the manufacturing and fabrication industries. However, the question remains: how effective is a waterjet when cutting thicker materials like steel? In this blog post, we dive deep into the inner workings and capabilities of waterjet cutters by analyzing various concepts, such as the determining factors of cutting thickness, which incorporates water pressure, the abrasive materials used, and the general characteristics of steel. In doing so, we will juxtapose waterjet cutting with other methods, outline its benefits, and shed light on its ordinary misconceptions and practical applications. This guide looks at the limitations and strengths of waterjet cut steel and helps fabricate professionals, engineers, and anyone interested in learning more about this revolutionary technology.

The thickness of steel cut using a waterjet depends on the power of the waterjet system, the type of abrasive, and the quality of the steel. While Industrial-grade waterjet machines can cut up to 12 inches thick, cutting speed and edge quality are only suitable for thinner materials. The most suitable cutting thickness is between 2 and 6 inches for precision and efficiency.
As I learned from my research, waterjet technology seems incredibly versatile. Waterjets can be cut through steel, stone, glass, and composites. Most industrial waterjets cut steel up to 12 inches thick, though 2-6 inches is most suitable for optimal speed and accuracy. Since the process is non-thermal, issues concerning material distortion and warping are avoided. That makes it ideal for delicate and heat-sensitive work. Moreover, the efficiency and edge quality of the cut are affected by the choice of abrasive material and water pressure.
These are some of the variables that dictate the possible maximum thickness of materials that a given waterjet system can cut:
Water Pressure
Higher water pressure makes the cutting action more effective. Most industrial waterjets function between 50,000 and 90,000 PSI, which helps them cut thicker materials.
Abrasive Type and Flow Rate
The particular type of abrasive, commonly garnet and the flow rate directly determine cutting efficiency. Most applications work best with 0.5-1.0 pounds per minute. Where the material is thicker, coarse abrasives are faster and more powerful but less accurate.
Nozzle Size
Larger nozzles increase the abrasive that can be used, allowing thicker materials to be cut. However, this can reduce the degree of cutting precision, as cutting abrades softer materials. Standard nozzle orifices are cut with controlled diameters between 0.030 and 0.050 inches.
Material Properties
Material density, hardness, and brittleness changes dictate the ease of cutting. Softer materials like aluminum can be cut quickly, allowing for greater thickness than dense metals like steel or titanium.
Cutting Speed
Lower speeds mitigate the fragility of the edges being cut, allowing for the removal of greater thickness. However, reducing the speed too much can lead to inefficiency and increased costs.
Pump Power
The pump’s output power is related to water pressure and flow rate. Pumps between 50 HP and 150 HP are most commonly used for various material thicknesses.
Waterjet systems can maximize practical thickness, enhance system capability, and optimize material requirements by adjusting these factors for the best efficiency and precision.
Waterjet cutting is known for its effectiveness and skill among techniques for cutting metal. It can cut many different types of materials without using heat. Below is a brief overview of waterjet cutting articulated in juxtaposition with other popular techniques, along with their technical parameters and benefits:
Waterjet Cutting vs. Laser Cutting
Precision: Regarding precision, both techniques are effective, but waterjet cutting is more achievable with thick materials that reach up to 0.005 inches, making it finer than laser cutting at its lower tolerance of 0.002. Waterjet cutter tolerances also depend on the thickness of the material; waterjet hoses are cut with tolerances of ±0.003 inches, while waterjet saws are cut with tolerances of ±0.005 inches.
Material Compatibility: Waterjets can cut almost any substance, such as metals, composites, stone, or glass, while laser cutting is restricted to thin sheets of plastic and reflective metals like aluminum or copper.
Thickness: Waterjets can cut stone, composites, and metals up to 12 inches thick. However, depending on the strength of the laser, water laser cutting is only effective for sheets of low thickness, around 1-2 inches.
Heat-Affected Zone (HAZ): One key benefit of waterjet cutting compared to laser cutting is eliminating the heat-affected Zone (HAZ). The process does not use heat; hence, the HAZ is non-existent. Unlike waterjet cutting, laser cutting generates heat, which can change the material’s properties around the cut.
Waterjet Cutting vs. Plasma Cutting
Precision: Waterjet cutting is more precise and cleaner compared to plasma cutting. The latter is less accurate; cutting edges are rough with kerf width between 0.04 to 0.06 inches and cuts with increased slag or dross.
Material Thickness: While waterjets can cut pieces of thicker materials, plasma cutting works more efficiently with metals of six inches or less in thickness.
Cost Efficiency: Applications that do not have strict requirements on edge quality, such as thinner metal cutting, use plasma systems because they are faster and more economical.
Material Variety: Waterjets can cut almost every material, unlike plasma cutting, which is only restricted to electrically conductive materials.
Waterjet Cutting vs. EDM (Electrical Discharge Machining)
Precision: EDM is the best in ultra-high precision and intricate work with tight tolerances, which can be done quickly with high precision. Although waterjets also have high precision, EDM is more suited for highly detailed work.
Material Thickness: Waterjets can take on thicker materials, reaching 12 inches, while EDM can only work with comparatively thin materials due to the electric erosion process.
Cutting Speed: Unlike EDM, which is calm and precise, waterjet cutting is nearly always speedier.
Application: Waterjets are more suitable for cutting larger pieces of various materials than EDM, which is more commonly used for tool and die-making.
Summary of Technical Parameters for Waterjet Cutting:
Cutting Tolerance: ±0.003 inches to ±0.005 inches
Material Thickness: Up to 12 inches
Material Types: Metals, composites, ceramics, glass, stone, rubber, and more
Kerf Width: 0.02 to 0.04 inches
Power Output: Pumps operate at 50 HP and 150 HP, at pressures 90,000 PSI
Learning these differences allows the manufacturer to consider each material’s most appropriate waterjet method. Waterjet cutting’s versatility in precision and the lack of heat make it a fantastic option for many applications in various industries.
Waterjet cutting can carve thick steel using a dense water stream mixed with abrasive elements, such as garnet. The water stream is pressurized to around 90,000 PSI, which creates a well-focused jet capable of accurately and efficiently cutting through multi-inch steel plates. A vital aspect of the process is that no heat is generated, therefore allowing preservation of the structural integrity of the steel. Waterjet cutting poses no risk of warping or changing the material’s properties. Because of these characteristics, waterjet cutting is ideal for thick steel in the construction, aerospace, and manufacturing industries.
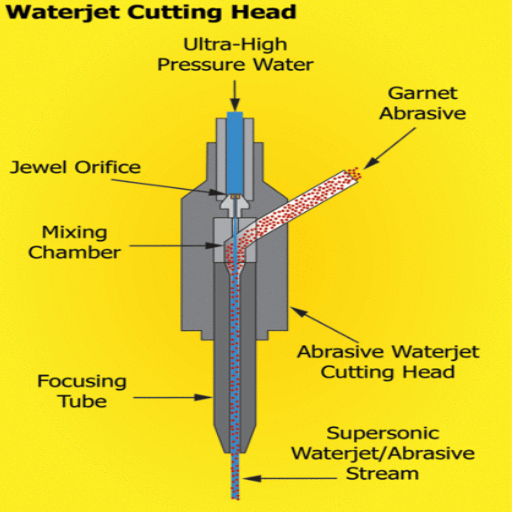
Waterjet cutting involves using a high-pressure jet of water, which may be mixed with garnet, to cut through materials with great precision. The process begins with pumping water and pressurizing it through a pump to approximately several tens of thousands of PSI. The water is then released through an orifice, which changes the pressure to a low level and causes it to expand into a fine jet. If abrasives like garnet are included, they improve the cutting efficiency by destroying the material’s surface with the water jet. Abrasive waterjets use the mechanical power of fast-moving water and the cutting forces of the garnet. These jets are mighty, flexible, and suitable for materials sensitive to heat damage, like composite materials or thick steel.
Waterjet cutting allows the matching of greater thicknesses and more challenging materials when a suitable abrasive is used. For example, cutting steel, titanium, or ceramics is possible with great accuracy and precision by including garnet, which is a common abrasive. These materials are used for cutting due to their high durability and hardness.
Some of the details that need to be considered include the abrasive’s grain size (usually 50-80 mesh for general cutting and finer for engravings). This abrasive feed rate is measured in pounds per minute and varies from 0.5 to 1.5 depending on the thickness of the material, along with the pressure, which ranges from 50,000 to 60,000 PSI for more complex tasks. These relations must be developed to meet cutting speed, edge quality, and operational costs while computing the optimization. The assistance of abrasives in the cutting procedures guarantees that complexity of any kind is tackled effectively and precisely.
In abrasive water jet cutting, success is determined by adjusting parameters to suit the material and the result. Below are tips derived from practical experience:
Waterjet Cutting Recommendations
Soft materials such as foam and rubber require a water pressure of 20,00030,000PSI.
Medium-density materials like wood, plastic, and thin sheets of metals are usually cut at 40,000 to 50,000PSI.
For very dense or tough materials like steel and stone, the water pressure should be set to 50000-60,00PSI. Components experience more wear, but cutting speeds for steel and stone increase.
Use 80 mesh garnet for faster speeds and a decent surface finish for general-purpose cutting.
Consider finer abrasives like 121 mesh to decrease kerf width and increase precision for detailed or delicate cuts.
For high-power cuts, use coarser abrasives such as 50 and 60 mesh.
The abrasive flow rate usually ranges from 0.5 to 1.5 lbs/min. This value is flexible depending on material thickness and hardness. Lower flow rates work better on thinner materials to save costs, whereas thicker metals or stones require higher flow rates.
Ideally, higher flow rates result in improved efficiency. However, they tend to compromise edge quality.
For precise cuts, especially on deep and intricate designs, slower speeds and higher precision are ideal.
Choosing Your Nozzle and Orifice
Most applications can use a standard nozzle size of 0.030 – 0.040 inches. Larger orifices may accept higher abrasive flow rates, but precision could become an issue.
Replace worn or damaged nozzles on time to achieve consistent quality.
These criteria require trial and error to perfect, but following them will help achieve clean cuts, minimize material waste, and maintain operational efficiency. Consult the manufacturer’s recommendations for your specific waterjet model and materials.

Waterjet cutters have many benefits when it comes to working with thick steel. First, they can slice through an unsually thick material, often more than a couple of inches, without losing accuracy. Being a cold-cutting method, no zones are affected by heat risks, thus maintaining structure and eliminating the possibility of warping. Burr-free edges are produced by water jet cutters, allowing the additional secondary finishing process to be minimal. They can also maintain various steel grades and compositions, making them valuable tools in different industries. Last but not least, water jet cutters are very friendly to the environment since little waste is produced and no toxic fumes or substances are emitted.
To my knowledge, water jet systems are beneficial for precision and accuracy in cutting thick materials. Waterjet systems cut with high-pressure water and abrasive particles perform excellently in tight tolerances, even in dense materials. This cutting method guarantees no heat generation, preventing overheating problems. Moreover, thermal distortion is avoided, keeping the material’s properties intact. Waterjet cutters can maintain consistency and accuracy for even the most complex shapes, so they are instrumental in the most demanding industries.
The cold-cutting process has numerous advantages for maintaining steel integrity, mainly because it is non-thermal. Since no heat-affected zones (HAZ) are formed, the microstructure of the steel and all of its mechanical properties are preserved. Alloyed or high-strength steels sensitive to thermal impacts will benefit most from this. Cold cutting also reduces the chances of warping, cracking, or degradation of the material, which is common when using thermal cutting.
Key technical parameters include:
Cutting Accuracy: Clean cuts with intricate details can be achieved with high precision – up to ±0.1 mm.
Surface Finish: Edges are of higher quality and require little to no post-processing since there are no thermal burrs.
Pressure Levels: Waterjets with abrasive materials cut best at 60,000 to 90,000 psi. This provides the most consistent cutting power.
Abrasive Material: Common garnets, when used at 0.5–1.5 lb/min, achieve effective cutting and minimal material loss.
Material Thickness: The range is very effective, as it can cut steel thicknesses from 0.1 inches to 12 inches, depending on the equipment’s capabilities.
Cold cutting is used in industry steel in aerospace, automotive, and construction, as it maintains the structural and chemical integrity of the steel.
The various techniques we apply in cold-cutting technology enable the industry to process multiple steel grades and thicknesses with high efficiency, precision, and excellent results. This technique proves its versatility by efficiently cutting carbon steel, stainless steel, alloy steel, high-strength steel, and blades. Whether delicate or robust, thin sheets and thick materials can be processed through cold cutting, and the material properties remain unchanged.
Steel Grades:
Carbon Steel (Grades A36, 1018, etc.) – This grade is widely used for structural and general-purpose applications.
Stainless Steel (Grades 304, 316, etc.) – Extremely corrosion-resistant and, therefore, ideal for use in food, medical, and marine industries.
Alloy Steel (e.g., 4140, 4340) – This grade provides superior strength and resistance to wear.
High-Strength Steel (HSLA) – Mostly used in industries where high durability is required while reducing weight.
Material Thickness:
Thin Sheets (<0.25 inch) – Useful for exact cuts and details, especially in the aerospace and electronics sectors.
Medium Thickness (0.25–6 inches) – Commonly used in automotive construction for structural parts and machinery.
Heavy Thickness (6–12 inches) – Used in heavy-duty shipbuilding and energy industries.
This adjustment can be attributed to sophisticated equipment like abrasive waterjets, which guarantee clean and precise edges, and efficient plasma or laser-cutting machines for thicker sections. Factors like cutting speed, pressure levels (30,000–60,000 psi for waterjets is normal), and other specific material advanced methods are used to maintain peak performance alongside steel preservation. Cold cutting’s ability to modify and adapt to various grades and dimensions explains the technology’s broad utility in many industry segments.

Indeed, limitations do exist in the waterjet cutting of thick steel. However, waterjet operations are rather versatile; the precision and cutting speed drop significantly when dealing with highly thick steel. Furthermore, the process may be less effective with awkward, harsher settings and abrasives, escalating operational costs. The denser the materials are, the poorer the edge quality tends to be, and specific finishing processes need to be done to attain adequate quality.
Discussing how the material thickness can impact the cutting speed is excellent. Usually, as the material’s thickness increases, the cutting speed reduces. This is because thicker materials require more time and energy in the form of pressure to penetrate fully. Take, for example, laser or waterjet cutting systems – they all have to deal with thicker metals that offer louder resistance, and as a result, the precision and edge quality suffer. When the loss has to be mitigated, slower operational speeds are a common way to do this, which is less efficient and cost-effective.
Achieving a high cut quality on thick steel plates is quite a challenge. One will have to face problems related to accurate parameter settings and optimized operational parameters, along with several other concerns. Here are a few considerations:
Thermal Distortion
Processes like laser cutting have the potential to overheat and cause deformation. The heat distribution mechanisms and proper cooling systems will matter significantly in such cases.
Edge Roughness
In most cases, your steel will have rough or precise edges. Changing the feed rate, nozzle height, or cutting head alignment can dull these rough edges.
Cutting Speed
When cutting thick steel, the speed must be reduced to 1 to 1.2 inches per minute. Cutting any faster will result in a rough cut.
Assist Gas Pressure
Pressure settings between 5 and 10 bar using nitrogen or oxygen and molten materials help cleanse the area during the cutting. However, thicker materials work best for these pressure settings.
Beam Focus or Tool Calibration
Concrete beam focusing ensures that no harmful lasers cut clean penetrations. Aligning the machine and having an adequate abrasive feed rate are essential for waterjet cutters. The all-important figure is around 1 to 1.2 lbs per minute.
Material Hardness Variation
Uniform steel hardness is crucial for ensuring quality. To reduce differences, pre-inspecting the material before cutting gives the best results.
If these criteria are correctly handled, steel of considerable thickness can improve accuracy and dependability.
The Y-cutter from Hi-Tech Fabrication saves time and money when processing thick steel in a single pass. The Automatic Waterjet Cutter Y-Cutter dramatically reduces the cost of machining medium to thick ferrous metals. Let’s break it down:
Machining Time and the Cost of Labor
For instance, workers don’t have to spend hours changing tools to saw metal. Using the Y-Cutter’s jet saw won’t take long at all. A person can easily cut up to 50 to 70 pipes per hour with fantastic quality at such a fast pace. Set the speed to 4 inches for steel with a thickness of 4 inches and let the saw do the work. The cutter will take care of the rest.
Initial Investment and Operational Expenses
A whole squad is no longer required to cut metal pipes. Save money by getting a waterjet cutter that’s easy to transport. In addition, there is no need to hire extra workers. You can now use your entire team to operate the device without worry. The Y-Cutter enables you to reclaim your time. When you set the electric cutter to lower than 200 amps, it will take care of everything. The time savings is where the money is.
Therefore, it can be concluded that the cost of operation and fabrication gets significantly reduced while maintaining the same level of accuracy.
Energy Usage
Electricity can be expensive when processes like plasma cutting thick steel plates, but spending varies with the source and duration of the cut. A distinctive power supply and preferred settings based on steel thickness can ensure optimal consumption.
Consumables and Maintenance
Heavy-duty cutting tools also have a service life while worn out, especially when dealing with heavy materials. Changing the nozzles, electrodes, and abrasive materials significantly increases the service costs. Set budgets ensure that the cutting tools perform consistently, but they must be spent time and again.
Striking harmony with the cost elements incorporates reasonable estimates, optimum utilization of the machinery, and selection of practical techniques regarding the material and the project. Formulating these factors helps control the expenses of cutting highly thick steel plates.

Cutting thick steel is done accurately and precisely; waterjet cutting is one of the best methods. Unlike the laser or plasma cutting methods, waterjet cutting does not heat the material. Therefore, the material’s integrity is preserved, and no heat-affected zones exist. The waterjet cutting method is exact and yields the least waste. In addition, it can cut very thick and dense materials. It can also accommodate a vast range of materials that vary in thickness and composition; hence, it is unmatched. Waterjet cutting has disadvantages, like high initial costs, slower cutting speeds than plasma cutting, and dependency on project requirements. Lastly, waterjet cutting is the most helpful method for projects that value extreme precision and material preservation.
In my examination of the effectiveness of waterjet and plasma cutting for thick steel, it is clear that both approaches are beneficial depending on the nature or purpose of the project. Waterjet cutting is exact and does not have an area affected by heat, which is crucial in maintaining the structural integrity of the steel. Moreover, it is versatile since it can cut thicker and diverse materials with minimal waste. Plasma cutting is not as precise but faster, cheaper, and more effective in high-volume projects. Overall, if the critical factors are the preservation of material and accuracy, my preference would be for waterjet cutting. On the other hand, plasma cutting is the better option for cheaper solutions that require a faster completion time.
Waterjet and plasma cutting each provide distinct advantages compared to traditional mechanical tools for modern industrial demands.
Waterjet Cutting
Precision: Waterjet cutting can achieve accuracy within ±0.003 inches, making it suitable for highly intricate designs.
No Heat-Affected Zone (HAZ): Waterjet cutting does not utilize heat, preventing warping or other alterations to material properties. This is necessary for tempered steel.
Versatility: Waterjet cutting can cut thick materials up to 12 inches, such as metals, composites, and ceramics.
Minimal Waste: Waterjet cutting aims to ensure precision, reducing high-quality cut waste and cost.
Plasma Cutting
Cutting Speed: Plasma cutting can operate at significantly faster rates than waterjet, achieving speeds of 200 inches per minute for thinner materials.
Cost-Effectiveness: Adjusted operational costs make plasma cutting desirable for high-volume production and cutting that is not complex.
Material Range: Plasma cutting excels for conductive materials, efficiently handling thicknesses up to 2 inches.
Portability: Plasma cutters are considerably more portable than waterjet systems. They are compact and ideal for on-site operations.
Both methods provide efficiency, precision, and adaptability and utilize the technical parameters of the tools and the project’s demands to stand out as superior alternatives to traditional cutting.
Waterjet cutting is excellent when looking to maintain precision and material integrity. Waterjet cutting utilizes a high-pressure stream water jet or abrasive substance instead of other cutting methods that generate heat, providing a “cold cutting” feature. Since cutting using water does not generate heat, no zones are affected by heat. A range of sensitive materials benefit from this procedure so much.
Key Scenarios for Choosing Waterjet Cutting:
Intricate Designs: Waterjet machines allow engineers to create highly detailed and elaborate designs with tolerances as tight as ±0.003 inches.
Broad Compatibility: Water jet cutting can cut metals such as steel, aluminum, and titanium, as well as rubber, foam, and glass. It can also utilize the layered method, which cuts up to six inches.
Heat-Sensitive Components: Composed tempered plastic and specific glasses are heat-sensitive components that tend to crack and warp when exposed to heat. A water jet cutting does not expose any components to heat.
Eco-Friendly: Water jet chamfering does not create hazardous fumes or waste, which makes it eco-friendly.
Multi-Layered Components: Allows operators to cut multiple material layers while enhancing productivity.
Due to their unique requirements, waterjet cutting achieves the best results in aerospace, automotive, construction, and even art design projects.

Steel Waterjet Cutting can cut steel to different thicknesses and grades with the same precision and efficiency. Carbon Steel, stainless steel, tool steel, alloy steel, or any other kind of steel can all be waterjet cut regardless of their thickness and hardness level. Water jet cutting ensures that even tricky steels with extreme sensitivity to heat or reflectivity are dealt with properly, as the method does not alter zones due to heat or change through distortion.
One of the most significant advantages of the Waterjet process is cutting stainless steel and tool steel. The material’s strength and corrosion resistance are retained with stainless steel because the HAZ (heat-affected zone) is eliminated. Clean cuts are achievable on varying thicknesses of sheets, from delicate, thin sheets of 0.01 inches to some heavy plates around 6 inches or even more, depending on the water jet machine’s pressure and abrasive settings. The average range of cutting tolerance for stainless steel is about ±0.003 inches, marking a spearhead accuracy level.
Waterjet machines cut through various grades of tool steel like A2, D2, M2, and others while maintaining the grade’s hardness and durability. Stainless steel is also easily handled without losing the alloy’s crucial properties. Even Waterjet’s futuristic capabilities come at a cost. As a compromise, the machine does need to work with an astounding amount of 60,000 to 90,000 PSI. However, so much pressure from the waterjet machine yields exquisite results. The fine garnet abrasive waterjet cutter ensures post-processing is kept to a minimum.
The adaptability and flexibility of waterjet machines make them the gold standard for modern-day manufacturing. They can dominate various industries that require intricate designs and components with grueling specifications.
Waterjet technology has completely transformed the way we approach steel; whether it’s stainless steel, tool steel, or various alloys of steel, waterjet technology can be trusted as a sure guarantee. Waterjet efficiently works with both thick steel plates or thin steel sheets, cutting with an eye-watering tolerance of ±0.003 inches, and at no point does the waterjet lose accuracy or control. Smooth edges with very few burrs, if any, are produced. In summary, waterjet technology doesn’t matter the grade; it has a solid grip on every single form of steel.
One key feature is that waterjet cutting does not utilize heat, eliminating thermal stress or distortion risk. Because of this, intricate designs that cut across industries with exacting specifications will not require Waterjet services. The technology also provides unmatched versatility for tackling different steel alloys, with advanced pressure settings ranging from 60,000 to 90,000 PSI and consistent fine abrasives like garnet.
In the areas where accuracy, flexibility, and maintaining the integrity of the material are fundamental premises, waterjet cutting is uniquely compelling. Some noteworthy examples are described below:
Aerospace Industry
Waterjet cutting is extensively used in the aerospace industry to machine high-performance steel alloys into turbine blades, brackets, structural components, and more. Its ability to produce intricate cuts in Complex Geometry with Thermal Stress Relief assures AeroSpace compliance. Here, the average accuracy tolerances are ±0.003 inches, and the processed material can be up to 6 inches thick.
Automotive Manufacturing
This technology allows the efficient machining of complex parts like gears, exhausts, and even suspension brackets. Waterjet’s accuracy and freedom from thermal distortion cutting make it suitable for high-strength steel used in automotive structure parts. Manufacturers set the water jet pressure at 60,000 to 90,000 PSI when cutting stainless steel.
Medical Devices
The medical industry utilizes waterjet cutting for surgical tools and implants from tools and stainless steel. The precision requirements of these components, which are safety-reliant, are exceptionally high. The use of fine-grade garnet abrasives guarantees clean and smooth edges with no possibility of affecting the material’s properties, even in micro details.
Oil and Gas Sector
Water jet cutting can produce steel components such as pipelines, flanges, and valves that endure high pressure and extreme temperatures. Additionally, the absence of a heat-affected area offers a competitive advantage because it guarantees the preservation of the steel’s precious metallurgical features.
Artistic and Decorative Applications
Water jet cutting allows artists, jewelers, and architects to create custom steel designs. Controlling the cutting of intricate patterns enhances the strength and surface finish of the material.
Though customized steel works can be accomplished for decoration or advanced engineering purposes, water jet cutting works are outstanding in the computer-aided world.
Optimal Results Technical Parameters
Pressure Settings: 60000-90000 PSI
Tolerances: Typically ±0.003 inches
Cutting Materials Thickness: Up to 6 inches plus
Abrasives Used: Fine garnet or equivalent
Regarding steel alloys, industries will no longer be forced to sacrifice performance and adaptability by introducing water jet technology. Its advanced capabilities guarantee above-average precision and adaptability to unbelievable extreme conditions.
Leading CNC Metal Machining Provider in China
A: Waterjet cutting is a process that uses a high-pressure stream of water, often mixed with abrasive particles, to cut through materials. The water jet cutting machine directs this stream at the material, effectively eroding it away to create precise cuts. This method is particularly effective for cutting steel and other metals.
A: The benefits of cutting steel with a waterjet include precision cutting with minimal material waste, no heat-affected zones that can alter material properties, the ability to cut complex shapes, and versatility in cutting various thicknesses and types of steel. Waterjet cutting is also environmentally friendly and does not produce harmful fumes or dust.
A: The thickness of steel a waterjet can cut depends on the specific machine and setup. Generally, most commercial waterjet cutting machines can cut through steel up to 6 inches thick. Some advanced systems, like the OMAX waterjet, can cut through even thicker materials, potentially up to 9 inches of stainless steel. However, cutting time increases significantly with thickness.
A: Pure waterjet cutting uses only a high-pressure stream of water and is typically used to cut soft materials. On the other hand, abrasive waterjet cutting mixes the water with abrasive particles (usually garnet) and is used to cut more complex materials like steel. Abrasive waterjet cutting is more powerful and can cut through thicker and more complex materials than pure waterjet cutting.
A: A water jet cutting machine can cut through hardened steel. The abrasive particles in the water stream can cut through even the hardest steels. This makes waterjet cutting an excellent choice for cutting tool steel, armor plate, and other hardened steel materials that might be challenging for other cutting methods.
A: One of the main advantages of the waterjet cutting process is that it doesn’t generate heat, unlike many other cutting methods. This means there’s no heat-affected zone that could alter the properties of the steel. The cut edges are clean and usually don’t require secondary finishing. However, very thick cuts may show a slight taper or lag lines at the bottom of the cut.
A: Waterjet cutting machines are versatile and can cut virtually all types of steel, including mild steel, stainless steel, tools, springs, and exotic alloys. Water mixed with abrasive particles can effectively cut through any steel grade, from the softest to the hardest.
A: Compared to other cutting methods, waterjet cutting offers several advantages. It can cut thicker materials than laser cutting, produces no heat-affected zone like plasma cutting, and can create more intricate shapes than traditional mechanical cutting. While it may be slower for thin materials, it becomes more competitive as material thickness increases, especially for steel blocks or plates several inches thick.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →