

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
In machining and manufacturing, stakeholders put a lot of emphasis on precision. One of the many aspects to grasp is the difference between tapped holes and threaded holes, which is crucial for engineers, designers, and machinists alike. These concepts are foundational for many activities ranging from automobile assembly to aerospace epitomizing their importance to the modern world. But, what differentiates them and when should each one be used? This article will address the characteristics of holes, the processes, and the tools employed so that readers are better informed in their projects. Get ready for an illuminating analysis that explains these technical processes and their importance in contemporary manufacturing.
Threads form an integral part of the part system in mechanization and manufacturing, being the basis of many fastening and connection systems. Among various methods for manufacturing these threads, tapping is considered one of the most accurate and reliable. But, how does one appreciate tapping, and how does such appreciation help improve the quality and efficiency of projects? The goal of this paper is to capture threading in tapping, outlining critical tools and best accepted practices. This document is designed to provide professionals and novices in the field with the information and knowledge required to confidently deal with tapping operations and make the appropriate technical decisions.
Most industries widely use tapped holes because they can hold screws and bolts with internal threads. Common uses are joining parts of machines, building frameworks, and installation of components on surfaces. These holes are important in the automobile, aerospace and manufacturing industries where accuracy and strength are critical for ensuring consistent stability and reliability. Also, tapped hole features are often found in electronic equipment and household devices as they are used for assembly while ensuring some functional requirements. Tapped holes help to fasten parts together in a manner that is durable yet allows easy dismantling hence their use in many industries.
A lot of various industries make use of threaded holes for their fastening abilities and their capacity to be relied upon.
These uses illustrate the role threaded holes play in the meeting of functionality, safety, and efficiency in diverse fields.
Pick the right tap and drill size using these steps:
Removing the guesswork always requires accuracy. Use reputable information sources such as the Machinery’s Handbook for more accurate results.
The following recommendations should be followed in order to minimize breakage while tapping:
These tips should increase productivity and safety in drilling operations.

Tapped holes and threaded holes are quite supportive of one another, but they stand as different terms in the realm of engineering and manufacturing.
The important distinction is: how do the threads get cut into the body? “Taps” specify the tool used to make the machined threads. “Threaded” is used when proposes all forms of an internal lead to a shaft obtained.
In some cases, a drill can be utilized as a standalone tool without taps or thread mills attached. For example, when drilling clearance holes where the hole’s diameter is wider than the screw or bolt’s shaft, the drill can solely be used to penetrate the material to let the fasteners go through the hole with ease without latching on to the material in any manner. This technique also works quite well with pilot holes that are used in guiding screws in softer materials such as plastic or wood, wherein the screw fastener smoothly self-threads into it. Furthermore, in situations where the hole does not need any integral threads like the holes meant for pins, rivets or spacers, the now drilled hole will perfectly suffice.
The properties of the material in question are of imporatnce as well. Drilling in softer materials often require no extra tool fittings. Nevertheless, it is imperative to use the correct bit in conjunction with the right dimension, and the correct rotation speed in order to drill indentations properly without harming the workpiece. In the case of tougher materials, proper lubrication and cooling while drilling is critical for tool longevity and maintaining the quality of the hole.
As with most joints, the first thing one should consider is its purpose. In tapped holes, the threaded fastener is moved vertically into the hole. Threads are not engaged in a clearance hole, so the fastener can slide through the components and secure the joints with clamps without any retarding torque. Like a bolted assembly with a washer and nut, motion or alignment is often needed for a fastener to serve its purpose.
Engagement of the threads in the material is the purpose of a tapped hole, which makes it useful in closing joints with a smooth finish or when space is restricted as opposed to several other applications. The other factors that need to be taken into account for the selection of the appropriate type of hole are the thickness of the material, its strength, and the load attached to it, which all together determines the overall design and sturdiness of the structure.

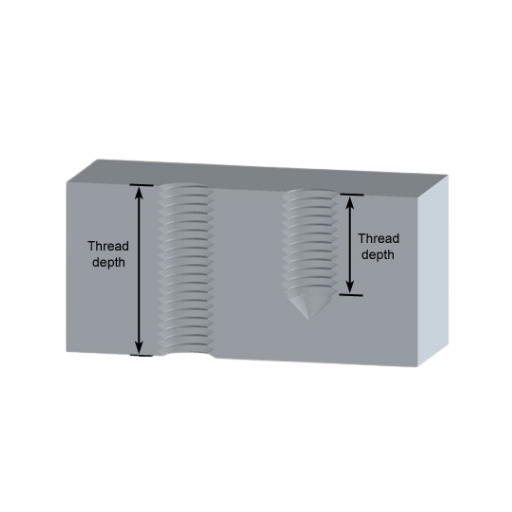
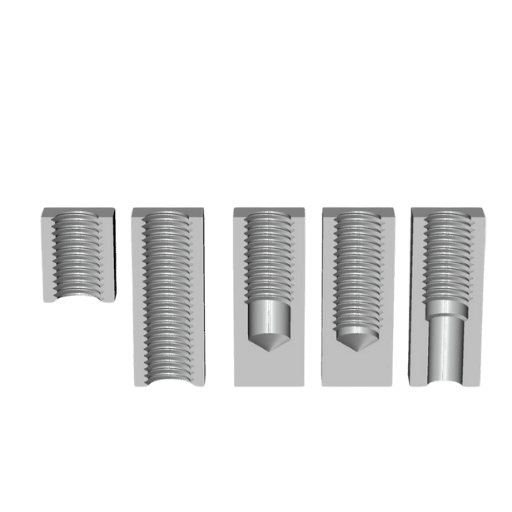
A blind hole is categorized as one that does not extend all the way through a material, meaning that it has a defined depth. It is most commonly recommended for use in scenarios where the fastener or component is not permitted to extend through the other side of the material due to aesthetics or other functional requirements. In engineering, construction, electronics, and manufacturing, blind holes are extremely common to provide restrain of certain components in the structure at specific measured depths. In order to effectively machine blind holes, it is imperative that accurate depth control is maintained to avoid compromising the design and ensuring structural integrity within the area of interest.
It is the joining of two or more components using screws, bolts, or other similar devices that creates a metric load, often called an assembly load. These devices are designed to create strong reliable connections by engagement with already pre-tapped holes or nuts. Commonly, these are used to hold together parts that make up machinery, frameworks, and to some extent components in the automotive or aerospace industries. Easy maintenance is the primary benefit of threaded fasteners, since unlike other forms of fastening, threaded fasteners can be loosened or removed entirely. For best practice, it is of great importance to ensure that proper thread alignment, torque, and material are applied.
In order to adequately cut a thread and not break the work piece or the tap, it is important to select the proper drill size when tapping. Drill size is based on the size and pitch of the thread to be cut and is available in standard tap drill charts. To choose the appropriate drill size:
Selecting an improper drill size leads to the creation of threads that are loose and weak, or broken taps. There are certainly less severe consequences, although all of them are undesirable, such as thread cuts that are lower in strength. Ensure always cross checking the chart data and if possible test on scrap material.
Selecting the right thread size entails measuring the suitability of the particular application to ensure it performs effectively and matches the accepted standards. Start evaluating the load conditions and the materials of the parts that are to be assembled together, as it will help decide between a threaded hole or a tapped hole. For applications inclined towards high strength, larger thread sizes may be more appropriate, but for smaller capacity, space-restricted, and light weight designs, smaller threads may be ideal, indicating that there is a difference in threaded holes and untapped holes. Check the industry-standard tables and select the size and pitch with regards to shoulder or head. Remember to always take into account the surrounding area, such as its vibration or temperatures, since these factors can affect the type of thread chosen.
Avoiding damage threads allows proper assembly fasteners to last longer in addition to being useful and reliable. A very plausible solution is to apply appropriate lubrication during the installation or removal processes with anti-seize compounds or thread lubricants which serve to reduce the friction and wear that occurs. Furthermore, the use of calibrated tools to apply a specific torque is necessary to prevent over-tightening which results in threads being stripped and deformed. Using good fasteners made with correct materials lowers the chances of gailing and corrosion occurring, especially in areas where high temperature and humidity exists. Inspecting and maintaining the threaded bolts on a periodic basis helps in early detection of wear and helps in taking appropriate and timely action to prevent further damage. Last but not least, the original threads can be damage by using inserts or helicoils which allow softer base materials to be put under pressure while enduring strength and stability.

A: Tapped holes and threaded holes are two different forms of holes that are used when screws or bolts are to be used. While tapped holes are made with the aid of a tool known as a tap, threaded holes can have its threads formed through the cutting or forming process. The difference is in the method in which the threads are produced and the purposes for which those threads are used.
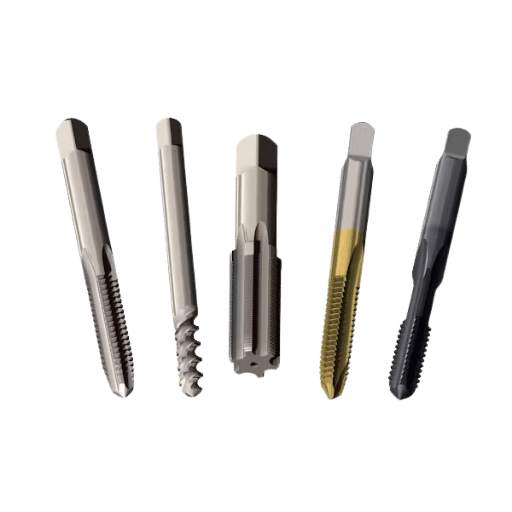
A: To tap a hole, one needs to drill the hole first and then put in a tap that is attached to a drill. After the hole has been drilled, a taper tap should be used to put the threads into the hole. To get the best results, make sure to apply cutting oil before the tap is used, as well as make sure to go slowly to avoid the tap breaking.
A: A pilot hole is the first and smaller hole that a cutting tool can use to make a bigger hole easier, while also doubly acting as a protective measure for damaging the cutting tool. Moreover, it is highly helpful in avoiding undesired placement of the hole, and therefore helps in positioning the hole perfectly without any discrepancies in misalignment.
A: A Taper Tap is generally used for machining a hole that already contains threads. This tap is easier to start feeding into a threaded hole since it has a belly that is tapered. It is also used in places such as blind holes that don’t require high degrees of accuracy.
A: Tapped holes are widely used in cnc machining for attachment of parts, to form internal threads in a workpiece, and to ensure accuracy in mechanical assemblies. These joints are high strength and durable which is critical in many industries.
A: To determine the correct size hole for tapping, it is best to consult a tap drill chart which details the recommended drill bit size for each tap size. The reasonable range ensures the thread major diameter is achieved without ruining the material being used.
A: A bottoming tap’s purpose is to create threads on blind holes up to the maximum depth of the hole. It has a full thread taper at the end of the tap which allows it to cut threads at the bottom region of the blind hole.
A: In drilled holes, the threads need to be deep enough to accommodate the full length of the screw or bolt. If the depth is too shallow, the threads will be weak or incomplete, compromising the connection’s strength and durability.
A: When using forming taps, the material that creates the threads is constructed without any material removal. This is referred to as forming. In contrast, cutting threads from a rod requires material to be removed starting from the rod’s surface using various cutting tools. Depending on the application, both methods offer their own benefits.
A: Threading is critical in sheet metal applications because the sheet itself is thin and, therefore, threading multi-directional joints needs a precise technique. Threads made in sheet metals also assist in securing parts and rapidly erecting lightweight constructions.
1. Numerical Study on Behaviour of T‐stubs with Bolts in Tapped Holes
2. Experimental Analyses on the Resistance of Tapped Blind Holes
3. A Comparative Study of Tapped and Untapped Pilot Holes for Bicortical Orthopedic Screws – 3D Finite Element Analysis with an Experimental Test
4. Parameters Affecting the Quality of Friction Drilled Holes and Formed Thread in Austenitic Stainless Steel AISI 304
5. Study of Tapping Process of Ti6Al4V Using Finite Element (FE) Simulation
6. Tap and die
7. Screw

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →