

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Low-volume injection molding is a flexible method of production sitting somewhere between prototyping and full-scale production. This solution is the answer for those seeking fast product launches, design testing, or cost reduction, as it provides unparalleled efficiency. But, how does one go about low-volume injection molding, and how does it benefit your production demands? This guide will provide you with everything you need to understand the core concepts, primary benefits, and real-world uses of this innovative manufacturing technique. This article aims to assist engineering professionals, product developers, or any other business owners looking for budget-friendly manufacturing strategies.
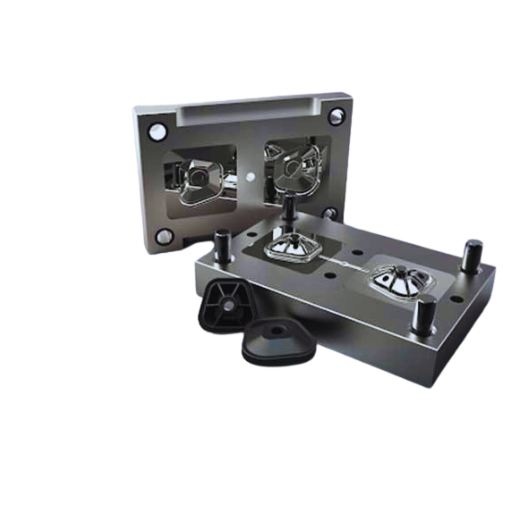
Parts low in volume can be produced using the slow-volume injection molding process. These parts number from several dozen to a few thousand at maximum. In its very basic form, the molding process employs the same principles as injection molding, in which a molten substance is poured into a mold, allowed to cool, and is afterward removed as a completed part. However, the main concern here is smaller output production which makes it superb for prototyping, bridge production, or producing tailored components. For lesser quantities, this method is also less expensive and quicker, as it frequently uses more basic tooling and processes.
The injection mold process begins with heating the material to its melting point. Once melted, it is injected into a cavity within the mold under specific pressure. After the materials cool and solidify into the chosen shape, the mold is opened, and the part is removed. After being cooled, the mold is opened to allow the part to be removed. The process guarantees accuracy, consistency, and repeatability which is essential for achieving complex designs with tight tolerances.
Different business strategies require different manufacturing approaches. These approaches fall under low-volume and high-volume production categories. Low-volume production is ideal for creating customized or prototyped products within the range of 50 to a few thousand parts. The entire process can take place on smaller production lines which, in turn, have limited capital and market setup costs. Market tooling sponsors can charge between $5,000 and $50,000 depending on the complexity of the product and the resources that go into it, which aids in making low maximum volume production much more appealing.
In contrast, high-volume production offers units within the tens of thousands to the millions mark. This extends the capabilities of mass production through automation where the process becomes more mechanized and standardized. Injection molding and rapid injection molding are perfect examples where large supply quantities serve specialized markets. Not only does bulk production increase the chances of making significant profits, but it also reduces the cost of each unit by approximately 70%. Despite the clear advantages of high-volume production, it requires a large upfront investment that covers tooling and equipment. The initial costs might be greater than $100,000 due to the injection molds oversaturating the market.
Another difference relates to lead times and the time taken to complete one production cycle, as these vary considerably with the different types of injection molding. 3D printing and soft tooling have longer lead times, but low-volume methods are capable of meeting tight deadlines or limited runs. On the other hand, high-volume production results in a steady output, but it takes longer for the tool and optimize the processes during preparation phases before mass production can take place. The factors that a company considering a particular strategy has to take into account are market demand, production volume and lifecycle of the end product, and total manufacturing costs incurred. In both cases, these policies are integral to the functionality of contemporary manufacturing because they determine the amount of flexibility and efficiency available, particularly in low-volume production.
The advantages of low-volume injection molding such as time and cost efficiency as well as flexibility make it a highly sought-after process across industries with the only downside being limited quantity production. Below is a breakdown of where it is used the most:
Prototyping and Product Development
It’s a known fact that engineers use low-volume injection molding during prototyping to produce highly realistic and functional prototypes. With this type of molding, designs can be tested and improved upon without having to spend money on large-volume production. The automotive industry is a great example of this since they use it to develop and test components that go through mass production.
Bridge Production
This technique can also serve as a bridge technique that lies between prototyping and full production. Companies that are looking to take advantage of low-volume molding need to get specialized molds prepared for when mass-volume production begins. This is often the case for consumer electronics where companies use low-volume molding to fulfill the initial market demand while waiting for the capacity for greater volume production.
Custom and Niche Products
Sometimes specific and niche industry sectors require custom precision parts designed for specific applications such as surgical tools or aerospace-specific components. Low-volume injection molding methods are perfect for these cases because precision is so important.
Market Testing and Pilot Runs
Companies traditionally employ market testing through low-volume injection molding ahead of full-scale production. For example, a consumer goods firm may offer a limited-scope product release, say 5,000 units, to analyze how effectively their target market adopts the product, and subsequently, alter the design or marketing techniques if needed.
Replaced or Spare Parts
Low-volume molding offers a cost-effective means of production for industries that require spare parts for mid to late-lifecycle products (e.g. industrial machinery). Data show that many replacement parts are produced in runs less than 10,000 units; hence this process seems to fit the bill quite well.
Short Lifecycle Products
Seldom do products exist in the market that have a long lifespan, such as easy-to-advertise seasonal items, promotional items, or startup items. Industry data suggest that low-volume injection molding is frequently employed by more established firms or start-ups looking to have some initial sales of 1,000-5,000 units.
Low-volume injection molding modifies the prototype made and the large-scale machining of the part to the functionality and fabrication requirements of various industries which in turn makes innovation, customization, and modification possible to satisfy the demand of the market.

Material Selection
The choice of mold material impacts its longevity, functionality, and efficiency. Mold materials that are commonly used include steel, and aluminum while beryllium copper alloys are less common. Hardened steel molds are preferred for high-volume production since they last the longest, being able to be used in over a million cycles before requiring a replacement. Although aluminum molds are more fragile, they are lightweight and are more economical for prototyping or lower-volume productions.
Mold Type
For production requirements, the need for single-cavity or multi-cavity molds differs. For precision-driven low-volume production, single-cavity molds work better but multi-cavity molds are preferred for large-scale production. For example, multi-cavity molds are useful for higher-demand industries since they can produce multiple identical parts in a single run which greatly reduces cycle times.
Part Design and Complexity
The mold designer must consider the part’s geometry, dimensions, and level of complexity while designing the mold. Maters like the wall thickness and undercuts or draft angles and rib patterns should be planned to avoid warpage or sink marks. Research shows that uniform wall thickness increases mold flow while reducing stress on the material which enhances the quality of the part.
The Cooling System plays a vital role in varying types of injection molding systems as it impacts the quality and productivity of the final product.
The use of cooling channels inside the mold is very important as it reduces cycle time and increases the quality of the part produced. A recent method known as conformal cooling, which takes advantage of 3D-printed mold parts, has demonstrated a reduction in cooling time of up to 30% when compared with traditional linear channel cooling. This not only increases productivity but also helps in achieving the desired dimensions.
Production Volume
The amount of units produced per year determines the cost of the mold and how it will be designed and is typically a more useful measurement of production volume. For smaller volumes, soft tooling, such as aluminum molds, can reduce initial tooling costs by 50%. However, for larger productions, hardened molds are more cost-effective in the long run due to their longevity and lower cost-per-cycle.
Tolerance and precision requirements
Certain industries like aerospace and medical devices require very tight tolerances and precision for injection molded parts. These demands also force us to design molds with high-precision machining and stringent quality inspections. The most common processes for producing these are Computer Numerical Control (CNC) machining and electrical discharge machining (EDM).
Cost Management
Howling upfront tooling expenses with long-term upkeep and efficiency needs to be done while considering costs. For high-volume cases, investment into a hardened steel mold might be pricey at the onset but can lead to savings down the line due to its prolonged lifespan and low maintenance requirements.
Gate Runner Systems
Minimizing wasted materials during the filling of the mold cavity can be achieved by the efficient design of gates and runners. In large-scale production, where efficiency is key, hot runner systems become preferred despite their expensive price tag because they improve cycle times while eliminating runner waste.
Taking the above into account, manufacturers can choose or develop injection molds that best meet their production objectives as well as materials and financial resources to achieve the best outcome at the lowest possible pricing.
Aluminum molds can be a great solution for manufacturers looking to improve productivity and reduce costs. One of the main advantages of aluminum molds is the faster cycle times, which can be five to ten times faster than steel molds, due to the remarkable thermal conductivity of aluminum. Since heat is dissipated rapidly, cooling of parts occurs faster resulting in shorter lead times.
Moreover, aluminum molds are easier to handle during setup and maintenance because they are more lightweight when compared to steel molds. Their lighter weight, combined with newer aluminum mold alloys like QC-10 and Alumec 89 which have higher strength and durability makes it suitable for low to medium production volumes (up to 100,000 cycles) with lower operational downtime due to easier handling.
Cost reduction is also another tremendous benefit. Aluminum molds are much more efficient in terms of reduced machining time and other manufacturing costs when compared to steel molds. This makes it cost-effective for prototyping, custom part production, or market validation due to the lesser investment needed.
Finally, aluminum can be machine-worked which allows for complex designs with high precision allowing for accurate and complex geometries within the molds. This feature is useful for industries that have high accuracy requirements for parts like automotive, medical, and general consumer goods.
When evaluating tooling costs, aluminum molds are considerably less expensive compared to steel molds. The savings mostly arise from the inexpensive material costs of aluminum and the lesser machining time required as it is easier to cut, shape, and drill than steel, making it more suitable for use in injection molded plastics. On average, aluminum tooling is 15-30% cheaper than steel tooling, depending on part complexity and quantity. Because of this, aluminum is preferable for projects with medium production volumes or cases that require speedy iterations.
The lead times for aluminum tooling are also much shorter than those for steel molds. Production time is reduced by 35-50% due to the increased machinability of aluminum, culminating in tooling lead times of 2-4 weeks, while steel molds have lead times of 6-10 weeks. This is especially useful for industries that require faster development cycles and want to introduce products to the market at a quicker pace.
Aluminum molds have important cost and time advantages, but their main drawback is the speed at which they wear out relative to steel molds. This means that they are better for low to medium production volumes (generally up to 100,000 injection mold cycles), while steel molds have a longer life which makes them more economical for high-volume production. Each option, aluminum and steel tooling, has its advantages and drawbacks which depend on production volume, part design complexity, and timeframe.

Low-volume injection molding has been made extra accessible to manufacturers who want to produce small quantities of parts at a lower initial investment. The use of aluminum molds in this process can reduce tooling costs by 30-50% when compared to traditional steel molds. This lowest-cost option for prototyping, market testing, or meeting niche product demands makes low-volume injection molds appealing to use.
The faster aluminum molds allow manufacturers to meet market demand, while positively impacting low-volume injection molds. The development cycle for low-volume injection molds can take from 2 to 4 weeks based on how intricate the part designs and requirements are. The medical and automotive industries are always looking to be ahead of the competition and this speed in production helps with that.
In addition, reducing waste with low-volume injection molds can improve cost efficiency while remaining environmentally friendly, benefitting both businesses and society. The resulting cost savings alongside faster turnaround times and improved sustainability make low-volume injection molding essential during modern product development and manufacturing.
Improvements in low-volume injection molding have helped manufacturers become more efficient by reducing their turnaround times. With advanced molding techniques and automation, the time needed for a small-scale production run can be reduced to 15 days from several weeks. Moreover, modern CAD and CAM technologies aid in design and production integration, thus minimizing the time spent on prototype and tooling preparation.
The increased speed aids in product cycle development and gives businesses, especially an injection molding company, the flexibility to respond to market needs, urgent orders, and even supply chain issues. Research shows that adopting short production cycles can enable a company to be more competitive by decreasing time to market by 30%, especially within the fast-paced consumer electronics and automotive, as well as medical devices industries. Because of these efficiencies, low-volume injection molding remains to be the solution where time is critical.
Low-volume injection molding utilizes high-quality driving surface finish within the manufacture by employing precision-engineered molds and controlled conditions during manufacturing. This process reduces damages from scrapes and warping, delivering flawless products that comply with rigid standards. Products manufactured with stringent guidelines are highly beneficial for sectors like consumer goods, and healthcare as surface appeal is essential.
While optimizing wall thickness and cavity design, I concentrate on sustaining a uniform wall thickness to mitigate the chances of warpage, shrinkage, and other defects in injection-molded plastics. This guarantees consistent material flow and enhances structural stability. Moreover, I consider cavity design features such as rounded corners and sufficient draft angles that allow for easier mold release and improvement in the quality of the part. All these techniques contribute to the design of efficient, dependable, and economical plastic components aimed at particular application requirements.
The development of 3D-printed prototypes has saved time and resources when designing plastic parts. Designers have been able to validate their designs early in the process while also enabling rapid iteration. Anytime Additive manufacturing techniques are employed, tangible prototypes can be generated in a matter of hours. This allows designers to test their designs and improve them accordingly. Research indicates that utilizing 3D-printed prototypes has the potential to decrease product development time by over sixty percent, which is incredibly important in competitive markets.
Being able to detect and fix a design issue before the creation of the product is one of the most useful features of 3D printing in prototyping. This capability is vital for succeeding in molding projects. Engineers can build accurate physical models of a part and test its fit, function, and manufacturability without needing to use expensive tooling. For example, assembly-compatible prototypes can be tested, or stress analysis on functional models can be conducted to help reduce costly alterations during production.
Moreover, 3D printing technology allows the use of several materials like thermoplastics and resins which imitate the qualities of the end product materials. This allows more accurate performance testing for a particular environment, like testing heat resistance or impact durability. Manufacturers can also test more complex geometrical shapes, which may be considered too complex for traditional means, thanks to 3D printing.
In conclusion, using 3D printed models alongside traditional methods in the design procedure of a plastic component improves the work quality and accelerates the process of bringing the product to market.
Ensuring quality in production and fulfilling customer demand relies on having strict consistency in production runs. One of the strategies employed to achieve consistency is setting up rigorous quality control (QC) processes within all levels of production. These processes include the application of modern inspection methods such as Automated Optical Inspection (AOI) systems and inline dimensional measurement for defect capturing. The adoption of these technologies has shown tremendous reductions in defective parts with some manufacturers claiming defect rates as low as 0.001%.
Standardization of processes and materials is another critical element. The use of automated manufacturing systems with set parameters ensures consistency across production runs of complex plastic parts. Proper calibration of the equipment coupled with the use of consistent raw material batches ensures variation in the finished products is reduced which helps maintain quality. Research suggests that the adoption of standardized workflows in certain industries leads to increased productivity by as much as 25%.
Monitoring production processes with data helps a lot. By connecting IoT sensors to the machines, it is possible to monitor the working conditions, including the temperature, pressure, and cycle times. Irregularities can be detected and resolved promptly, minimizing downtime or problems with uniformity in production runs. According to industry statistics, manufacturers impacted by IoT Solutions have enjoyed as much as 30% less unplanned maintenance.
Most importantly, proper employee training and following the documented standard operating procedures (SOPs) are key to sustaining consistency. Well-trained and equipped with detailed production processes, responsive teams can detect and correct deviations before they result in problems, ensuring constant production of quality products.

The efficiency, versatility, and precision of CNC machining enable the creation of highly accurate prototypes. Unlike traditional machining which requires manual labor, CNC machining can be done with the use of metals, plastics, or even composites, enhancing its range of efficiency. This ensures that engineers can test their designs for form, fit, and functionality while reducing the number of iterations needed during the entire product development process.
Additionally, the speed provided by CNC machines is remarkable when it comes to prototyping. Recently engineered CNC equipment can produce parts multiple times faster than traditional manufacturing equipment while boasting tolerances of approximately ±0.005 inches. Recent industry data showcases just how efficient this can be; CNC prototyping can reduce time-to-market by up to 50%. This greatly benefits industries such as automotive, aerospace, and electronics where the competition is fierce.
Additionally, CNC machining can support flexibility in design due to the ease with which complex geometry and intricate features can be constructed. Modern multi-axis CNC machines are capable of accommodating designs with undercuts, internal channels, and many other difficult features. This precision is so advanced that they do not require any secondary processes, making prototype production inexpensive. Its flexibility is further displayed through its ability to scale from single prototype production to low-volume production runs.
CNC machining also makes the testing of material properties easier. From strength and durability to thermal resistance, engineers can study how a material behaves in real life, which is crucial for choosing materials in rapid injection molding. This information helps choose the right materials for bulk production while decreasing risks and ensuring reliability in the long term for injection molding projects.
The combination of precision, speed, and flexibility is what makes CNC machining an invaluable asset in prototyping. This has further accelerated innovation and product development in virtually every sector.
The CNC-integrated injection molding machines are one of the greatest innovations in modern manufacturing. Currently, CNC machining is employed in the making of the molds. CNC’s integration into injection mold machining greatly improves the entire production process, reducing time spent in the market while ensuring the achievement of precision in products.
Misalignment of processes slows down automation. Modernized CNC machinery manufacturers feature molds with a tolerance level of ±0.005 mm. The use of high-performance materials, including hardened steel or aluminum, also enables the molds to outlast numerous production cycles withstanding frequent maintenance and replacement, thus, decreasing cost.
With change comes new possibilities. New changes in software and automation allow different CNC machining systems to be directly linked to injection molding machines. With this linkage, it is now possible to comprehensively optimize mold design, part shrink, and, material flow, improving efficiency. Spending done building and testing molds can be decreased by thirty percent using digital simulations rather than usual trial-and-error methods.
The further development also aids in the integration of hybrid manufacturing practices. For example, CNC machining works best with complex mold elements, and injection molding replicates these elements effectively at higher production quantities, from a couple of hundred units to several millions. This level of accuracy and efficiency is advantageous in medical device manufacturing and automotive production because these industries are required to meet strict quality regulations.
The incorporation of smart manufacturing technologies determines the future of merging CNC machining with injection molding. Monitoring systems with machine learning algorithms and IoT technology can track mold use and help in predicting defects to minimize project idle time by 25%. There continues to be greater efficiency and cost savings, further strengthening the role of these technologies in modern manufacturing systems.
Modern-day injection molding companies can make use of flexible processes and technologies to achieve efficiency during low-volume productions. Low-volume and high-quality parts can easily be produced through CNC machining as it has a fast design adaptability rate that does not require expensive tooling alterations. Moreover, 3D printing is a cheaper alternative for prototyping and small production runs due to its cheaper cost for rapid iterations and faster lead timelines. Integrating these approaches with optimized workflows and digital design tools facilitates the minimization of material waste and maximizes resource efficiency which makes low-volume production easier and cost-efficient.
A: Low-volume injection molding is a mechanical manufacturing method for the production of small quantities of plastic parts between a hundred to ten thousand pieces. It is useful when the production numbers fail to provide enough justification for the costs of an automated injection mold machine.
A: Low-volume plastic injection molding is appropriate for pre-specified limited quantities, such as prototypes, or small scale productions. The classic way of injection molding focuses on mass production and has a higher barrier to entry due to the more expensive requirement for investment in tooling.
A: Among others, the advantages of low-volume injection molding are reduced input expenses, time efficiency, and some measure of design freedom. This method is especially helpful in testing prototypes for market acceptance without incurring an order of magnitude in expenses to fill generic printer slots.
A: You should start thinking about low-volume plastic injection molding if you have a small number of component parts that you need to manufacture, such as during the prototype stage, for specialized or custom products, or when you are introducing a product into the market and are trying to determine its viability before committing to full-scale production.
A: Numerous materials can be applied in low-volume plastic injection molding, specifically thermoplastic materials which include polycarbonate, ABS, polypropylene, and nylon, to name a few. The selection of the material is determined by the characteristics of the molded item such as strength, flexibility, and heat resistance.
A: It is possible to implement low-volume injection molding for complex structures. With the improvement in technologies on mold-making, elaborate and sophisticated intricate features can now be included in the molded parts even on low volume production, which is the realm of many injection molders.
A: Low volume production usually leads to less initial tooling and setup costs provided, which allows easier access to plastic injection molding services for smaller businesses or developers that are more budget-conscious. The cost per part, however, is likely to be much higher than that of high-volume production because of the economies of scale.
A: The injection molder is the one who operates the injection molder machine, defines the process parameters, and ensures that the final output of the molded parts is of good quality. In low-volume injection molding, the molder is critical in refining the process for smaller production runs, especially in low-volume manufacturing situations.
A: Some of the constraints provided within low-volume plastic injection molding are relatively high costs compared to its high-volume counterparts, and certain design imitations due to rapid tooling methods which include 3D-printed injection molds.
A: The automotive, medical, consumer electronics and aerospace industries are within those that use low-volume plastic injection molding services because of high accuracy, custom needs, and quick turnaround times for molded components.
1. Rapid tooling for low-volume injection molding of cosmetic compacts: (Vella, 2023)
Informed Conclusions:
Method:
2. Evaluating the Appropriateness of Freeform Injection Mold Technology for Low Volume Injection Molded Parts: A Design Science Perspective (Sharifi et al., 2021)
Important Details:
Methods:
3. The Flowability and Moldability of Zirconia Micro-Part Via Micro-Powder Injection Molding (Amin et al., 2024)
Important Information:
How it was stepped:

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →