

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
The use of plasma cutting is becoming increasingly prevalent within the automotive and construction industries as a preferred method of precise cutting. With its skyrocketing adoption, there seems to be a knowledge gap regarding its practical workings – one integral question currently is whether plasma cutting uses an alternating current (AC) or a direct current (DC) system. Knowing this is critical because it affects the equipment’s effectiveness, its functionality, and the quality of the cut. Cuts made using plasma are efficient, and this guide will describe the basic components of plasma cutting and how the current type affects it so that you can better understand which configuration will best serve your needs. Experts and technology enthusiasts alike will appreciate the information presented in this instructional piece as it addresses the oft-neglected and not well-understood plasma cutting current type question – AC vs. DC.
The process of plasma cutting involves using a torch and an electric arc to heat and cut ionized gas into metals at high temperatures. It uses a combination of gas and electricity where gas is turned into plasma and an electric arc is created which is used to cut metals like steel, copper, and aluminum. The process is very effective in treating cuts with speed and precision along with its ability to cut almost any metal. The process can reach a temperature of 30,000°F which leads to plasma heating and melting the material. Above mentioned pros and ease make it widely used in industrial applications.
The advantages of plasma cutting are many, which explains its popularity within the metal fabricating industry. For one, plasma cutting is very flexible as it can cut different types of metals – steel, stainless steel, aluminum, copper, etc. – that are electrically conductive. In addition, plasma cutting is accurate, resulting in clean cuts that often do not require additional secondary processes, thus saving time during the entire production cycle. The latter point is also true because plasma cutting is aided by the CNC systems which produce highly accurate and repeatable results on big projects. All these factors make plasma cutting one of the most useful processes in industry today.
For the cutting to be effective and accurate, a plasma cutting system must comprise several parts working cohesively. Below are the primary components with their functions:
Power Supply
The power supply changes the alternating current (AC) to direct current (DC) and is plasma arc ready. AC power units are modern with great efficiency. These power supplies can produce steady power regardless of the thickness or type of material. They get rated by their output amperage, with some being lower than 30A for cutting thin materials and others exceeding 200A for heavy industrial work.
Plasma Torch
Cuts with a plasma system require a torch for cutting. The main plasma torch cuts into the workpiece composite material with the use of the plasma arc. It has several parts that are for immediate plasma contact use: the electrode and the nozzle that form a plasma stream. Durable and comfortable cutting torches are constructed with a compartment for cooling water or air, and these are delivered to the regions of the operator’s hands.
Gas Supply System
The precise cutting of plasma is reliant on a continual flow of gas to be maintained. The four types of compressed gases that can be used include compressed air, nitrogen, oxygen, and argon, with the selection depending on the target material and cut quality. Oxygen provides great results when cutting carbon steel, while argon-hydrogen mixtures are preferred for stainless steel and aluminum.
CNC Control System
Numerous advanced plasma cutting systems enable automated functions with precision plasma cutting under CNC (Computer Numerical Control) capabilities. The CNC system receives digital design blueprints and directs the torch over a pre-recorded operating path with correct coordinates marked for the cutting edges of the components. When used, CNC automation increases the efficiency of complex or serial cuts on plasma cutting tasks.
Cooling Unit
Prevention of overheating of the components and consumables are protected with the aid of a cooling system. It is ensured that the plasma arc does not overheat the torch and power supply. Preventative use of air or water-cooled systems is an essential process of enhancing the life of consumables and equipment.
Work Cable and Ground Clamp
The plasma cutting requires an electric circuit to be established with the aid of the work cable and ground clamp. The clamp is designed for safe and reliable connection to the workpiece to ensure proper conduction of electric current.
All components are essential to the operation and effectiveness of a plasma cutting system. Collectively, they enable high-accuracy machining across a large spectrum of industrial and fabrication activities.
The type of gas used in plasma cutting impacts the precision of the work as well as the efficiency and the quality. The gas also has a major impact on the cutting speed, edge quality, stability of the arc produced, and the material to be used. Plasma cutting utilizes compressed air, oxygen, nitrogen, argon hydrogen mixtures, and some other gases, each of which has specific applications to machined parts.
Nitrogen
For stainless steel and aluminum, Nitrogen plasma cutting leads to high-yielding cuts with reduced oxidation in comparison to other gasses. For high-current applications energized with top-tier stainless steel and aluminum, Nitrogen provides exceptional arc stability along with super clean edges.
Compressed Air
Compressed air is very versatile in that it can be used in cutting stainless steel, mild steel, and even aluminum to moderate levels of precision. Its cost efficiency combined with wide availability makes it an excellent choice, although it is worth noting that oxidized edges are certain materials can be an issue.
Oxygen
When working with mild and carbon steel especially, Oxygen greatly aids in increasing cutting speed while providing an electrically conductive gas to transfer energy. Though an exceptional aid in cutting, oxygen can lead to the combustion of material resulting in an excelled cut surface while on the flip side leading to harsher rough edges.
Mixtures of Hydrogen and Argon Gas
This combination of gas is used in cutting very thick materials with stainless steel and aluminum being the most common. Due to the presence of argon gas, a stable arc is formed and the hydrogen further enhances the energy of the arc, leading to smoother and cleaner edges. This mixture is used in hydrogen-argon welding where precision is critical, the reason being it is relatively more expensive.
The choice of gas also depends on the thickness of the material and the quality of the cut that is desired. Research suggests for certain thicknesses of carbon steel, cutting speed can be improved by 25% with the use of oxygen, instead of the traditional method of using compressed air. In the same way, argon-hydrogen mixtures are known to achieve optimal smoothness of edges which are ideal for surfaces that have to undergo a post-process machining, thus requiring minimal work.
Regulation and selection of gas are very important as cutting performance can be greatly reduced due to changes in gas pressure and flow. Modern developments in technology have incorporated automated controls into gas plasma cutting systems enabling greater accuracy and efficiency in operational performance.

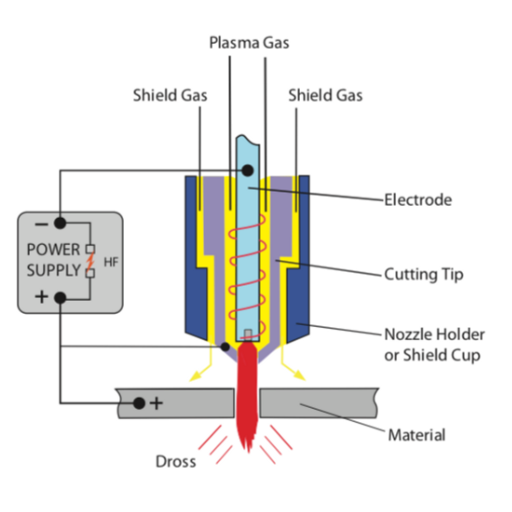
Plasma cutting systems are equipped with plasma heaters that’s why they utilize plasma cutting systems for energy efficiency. The systems are comp केंद dc inverter or AC Amplifier pants hich transforms alternating current coming from the power supply into an electric, DC Direct Current of the required grade. The negative electrode, which is the plasma torch, is connected to the power source, and the positive terminal of the power source is connected to the workpiece plasma gas is ionized easily.
Contemporary plasma cutting systems operate at voltes between 200 and 400 which ensures that the energy supplied is more than sufficient to sustain a plasma arc. Constant energy is supplied to enhance the efficiency by incorporating ‘start circuits’ which guarantees a high frequency for quick arc initiation. Amperage settings are adjustable by increments of 20 and exceed 200 for thicker metals while the maximum value is dictated by the type and thickness of the material and the desired quality of the cut window. The developments help guarantee the diverse metals that can be used for cutting including steel, aluminum, brass, and copper. The use of DC sources in plasmatic cutting allows quick and precise material removal which meets standards in plasma cutting utilized for industry purposes.
Due to its better control and efficiency, DC (Direct Current) is primarily utilized in plasma-cutting technology. It produces a stable arc which leads to finer and more precise cuts. Additionally, DC plasma cutters are effective on many conductive metals, which increases their versatility for industrial applications. On the other hand, AC (Alternating Current) is not commonly used in plasma cutting because it produces an unstable arc, which reduces both the quality and reliability of the cuts. In the end, a DC is always selected for its accuracy and flexibility in more advanced work.
An appropriate power setting can yield ideal results with a longer equipment lifespan. The cutting of materials using a plasma cutter is directly proportional to its technology power level since its thickness and cutting speed depend on power settings. Higher power outputs enable the cutter to slice through thicker materials while lower outputs facilitate thinner materials where precision is paramount. To ensure pads are cut to a clean, smooth contour without irregularities, power delivery must remain constant. Moreover, if the material’s type and thickness are set properly, the equipment is bound to have an extended lifespan.

A plasma-cutting torch includes the following components which collaboratively play a distinct role in facilitating the cutting action:
Equipment servicing must be carried out regularly to maintain the cutting performance on an industrial level, and periodic replacement of consumables such as electrodes and the nozzle is also needed.
The precision and efficiency of plasma-cutting operations rely significantly on consumables. Parts like the electrode, nozzle, and shield, which have mechanical properties for retaining high temperatures and conducting electricity, need to work optimally for precise cuts to be processed and for the plasma system to perform. Failure to upkeep or replace these worn pieces can lead to poor arc stability, worse quality cuts, and higher costs of operations.
One example is the nozzle, one of the most important, as it fuels the plasma arc with precision. A substandard orifice means even the smallest of changes can cause the leading arc to be misaligned, thus increasing the chances of having rough cuts which can have adverse impacts on the surrounding components. Research has proven that by managing consumables effectively operational downtimes can be decreased by 30% while simultaneously increasing the average lifecycle of tools, resulting in tremendous savings for industrial activities.
Electrodes serve as another important consumable, used for passing energy from the power source, helping them ready the plasma arc. The electrodes are subject to wear and tear due to the concentrations of electric arcs and high temperatures, thus undergoing replacement and inspection routinely. Substandard and excessively used electrodes bring forth instability of the arc, decreasing the velocity of the cut and bringing forth wastage of materials, as these consumables undoubtedly increase the cost.
The performance of consumables is best optimized through thorough maintenance routines and monitoring associated wear patterns. Other advanced technologies, like automated wear detection systems, improve the proper usage of consumables, thus benefiting high-volume operations. Also, using high-grade OEM (original equipment manufacturer) consumables designed for the plasma cutting system improves system efficiency due to compatibility augmentation.
Cutting system lifespan and operational efficiency can be strategically improved by prioritizing consumables care and replacement, allowing manufacturers to achieve better-cut quality and lower production costs, thus gaining a stronger edge in the industrial competitive landscape.
Within a plasma cutting system, the nozzle and electrode make a critical pair completely integrated into the cutting processes as they produce the plasma arc required for cutting plasmas with accuracy and speed. The insulated electrode, commonly made out of a conductive material like tungsten or hafnium, extends the initial electric arc towards the power supply which in turn creates an electrically ionized gas plasma. Plasma is a state of matter above the liquid phase where gasses are at extremely high temperatures and can slice through various metals with great accuracy.
The nozzle can also be referred to as the expansion component and is made from heat-resistant materials like copper. The nozzle restricts and guides the plasma arc, allowing the nozzle to concentrate a high amount of energy enabling higher speeds and precision while cutting. Change in the diameter of the nozzle orifice greatly impacts the concentration of the arc. For instance, smaller orifices provide tighter and more accurate cuts while larger ones accommodate thicker materials.
The use of modern designs of the nozzle-electrode pair in advanced plasma systems is common. For example, some systems have dual-gas or shield-gas designs in which the nozzle is important in controlling gas flow to stabilize the arc and reduce dross on the cut edges. Recent development data suggests that employing optimized nozzle-electrode alignment can increase cutting speeds by 25% and decrease consumable expenditures by 30%, which is economically beneficial and enhances productivity in industrial operations. These components need to be managed to ensure that the system remains effective and functional for as long as possible.

CNC (Computer Numerical Control) plasma cutting showcases tremendous benefits over manual plasma cutting especially in its efficiency, automation, and precision. The operator utilizes computer software to rendition cuts using the torch in a pre-programmed manner. The machining tolerances achievable is within ±0.01 inches. This is beneficial to industries like aerospace and automotive which are specification-driven. In contrast, manual plasma cutting has a higher dependency on the skills of the operator which decreases the reliability of the cuts and increases the chances of mistakes.
In terms of material fabrication, CNC plasma cutting is second to none. CNC systems utilize advanced nesting software which arranges parts on a given sheet in an optimal manner to reduce waste and save on materials. In contrast, manual plasma cutting is not nearly as efficient due to the constant need for optimum spacing and layout which are difficult to maintain without automated machinery.
Lastly, the operator fatigue that comes with CNC plasma cutting is greatly reduced and allows for lights-out manufacturing. The system is capable of running completely unattended for long periods. While manual plasma cutting does retain some flexibility for smaller or more complex tasks, the limitations in speed, accuracy, and versatility make CNC plasma cutting the most popular option for a majority of industrial processes.
Accuracy and Precision
CNC plasma cutters achieve exceptional precision with tolerances of ±0.005 inches, which is exemplary in virtually any industry. This high precision guarantees repeatability, ensuring that industries with demanding requirements in parts like aerospace and automobile manufacturing can seamlessly rely on these technologies.
Higher Speed of Cutting
When compared to manual techniques, CNC plasma cutters perform substantially faster. For example, the systems can cut through mild steel at a rapid rate of 200 inches per minute which leads to reduced time in production and improved throughput.
Ability to Cut Different Materials
These machines can work with different types of conductive materials including aluminum, steel, copper, and brass, with varying thicknesses of 0.5mm to over 50 mm depending on the machine type. Such capability allows for these machines to be used in many different industries.
Economical
The CNC plasma systems reduce material costs by decreasing waste through accurate nesting and cutting. With increased machine efficiency, manual cutting is much more expensive, saving a great deal of money in the long run.
Automation and Repetition
CNC plasma cutters are highly effective in mass-production environments where accuracy is paramount. The cuts can be programmed into the machine, enabling users to repeat the same cuts without deviation.
Sophisticated Design Cutting
CNC systems are remarkable in their ability to precision cut elaborate patterns, including angles, arcs, or holes that are nearly impossible to achieve manually. Additionally, CMC systems enable the effortless and accurate creation of sophisticated components.
Lowered Operator Stress
With automation, there is no need for operator involvement which helps lower fatigue and human error. Moreover, systems are fitted with security provisions that help reduce accidents.
Lights-out Production
Most CNC plasma cutters can operate without supervision, leading to ‘lights-out’ production. This feature enhances productivity by allowing non-stop processes even when the operators are not present or during off-hours.
Reduced Setup Time
Design-to-production integration with CAD/CAM software is far smoother when compared to traditional systems. Compared to other approaches, programming the unit and prepping it for work is drastically quicker.
Less Pollution
Compared to other cutting techniques, CNC plasma cutters are less wasteful with materials like grinding consumables. This expenditure makes it more suitable for industrial purposes and reduces its carbon footprint.
Such benefits demonstrate the capabilities and efficiency of CNC plasma cutting systems making them an essential resource in the modernization of manufacturing techniques.
Plasma Arc
When electricity turns gas into plasma, ionized gas is created and transformed into what is known as a plasma arc. This high-temperature arc can slice through metal like butter while reaching astonishing temperatures of 30,000 degrees Fahrenheit.
Torch Height Control (THC)
A notable aspect of CNC plasma systems is the Torch Height Control feature which guarantees that the torch is set at an appropriate distance from the workpiece. The correct height is crucial since it not only optimizes cut quality but also increases the life span of consumable parts.
Kerf Width
Kerf width is defined as the material that is wasted during plasma cutting. Kerf width is essential in determining the precision of the cut, as kerf width is one of the factors that can impact the fit of constructed parts together.
Cutting Speed
Measured in either inches per minute or millimeters per second, cutting speed pertains to how fast the plasma torch is moved across the surface of the material. Higher speeds alleviate warping and cut down on the amount of heat-affected zones raised, leading to increased productivity during plasma work.
Piercing
Before the designated geometry can be cut into shape, a starting hole must first be drilled – this interval is known as piercing. To ensure a smooth start, proper control of the torch height, along with delay times, has to be executed to block out blowback.
Duty Cycle
The Duty Cycle defines how much time a plasma cutter is capable of working within a 10-minute window about not overheating. For example, a system with a 60% duty cycle can cut for six straight minutes before it needs to cool down for four minutes.
Heat-Affected Zone (HAZ)
The Heat Affected Zone refers to the edges that are cut, and the material that surrounds them, which changes features owing to heat. It is critical not to have too much HAZ, as that would mean the structure would remain intact, but we would be losing valuable material.
Consumables
Consumables include the nozzle, electrode, and shield of the plasma cutting torch. Cut quality as well as operational efficiency hinges on tracking and replacing these worn parts frequently.
CNC Controller
Also known as the Computerized Numerical Control for the device, the CNC controller acts as the interface between digital designs and the respective machine cutting motions. Advanced features of powerful controllers include nesting optimization for material use, as well as enabling accurate complex path movements.
Gas Flow Rate
Gas Flow Rate refers to the quantity of gas needed in the creation of the plasma arc and the maintenance of its stability. Different types of materials can be cut with consistency and dross can be reduced, all due to the proper regulation of gas flow rate.
Grasping these terms makes it easier for operators to maximize the use of CNC plasma cutting systems, which increases productivity and improves results throughout different industries.

Both air plasma cutting and high-precision plasma cutting have their unique uses, and I can clarify their differences in a few sentences. For example, in air plasma cutting, compressed air is used as the plasma gas, which makes it fairly inexpensive as well as useful in many different fields and for less precise work. It works best when cutting thinner sheets where details are not very important. On the contrary, high-precision plasma cutting uses special torch designs with specific gas mixtures which achieves incredibly accurate and clean cuts with very little dross residue. This is used in areas of higher edge good quality requirements and in needing high precision, like aerospace or car manufacturing. It all comes down to the user’s preference of either method, material, and budget.
Plasma cutting systems are mechanized to operate automatically or semi-automatically, usually as part of a Computer Numerical Control (CNC) system which guarantees repeatable cuts of the highest quality. These systems are best suited for industrial applications that demand speed, efficiency, and exactness. For example, sophisticated mechanized systems can cut thin materials at a rate of 200 inches per minute (IPM), while cutting to a depth of 2 inches or more, depending on the power output of the system. They frequently incorporate features such as automatic height adjustment and advanced gas circulation control, which boost productivity and further improve the quality of the cuts.
On the other hand, handheld systems are more portable and therefore versatile, making such systems better suited for fabricating, performing maintenance, and doing repair work at job sites. These systems can also be used for cutting mild steel, stainless steel, and aluminum with thicknesses of 1 inch or less on standard units and greater on heavy-duty units. The latest handheld cutters utilize inverter technology and more ergonomic designs which enhance ease of use and overall productivity. While mechanized systems tend to dominate factory environments where mass production takes place, handheld systems are more adaptable for different work environments and are the better-priced option for smaller operations or those needing mobility.
Choosing a system is contingent on criteria like production scales, material specifics, and business objectives.
Inverter plasma cutters show an updated version of cutting-edge technology that combines advanced electronics to improve efficiency, portability, and performance. These systems inverter transformer technology is capable of changing the energy from high voltage input to lower, more stable output. With this, precise control of the plasma arc guarantees cleaner and faster cuts with minimal material waste.
Alijah with inverse plasma cutters gets endless possibilities with its lightweight and compact design which makes it easier to use on construction sites, mobile applications, and workshops. Unlike traditional transformer systems, these inverter-based models consume lower power while achieving higher output, making them more energy-efficient and ecologically sustainable.
Performance parameters of inverter plasma cutters come with duty cycles for 35-60 percent at higher Amperes for continuous work for challenging tasks. Every model has unique specs, however, most of them can cut steel, aluminum, and other conductive metals up to 1 inch thick. As much as these systems have improved, they also have great stability of arc and higher cutting parameters which allows people of every skill level to operate with ease.
With the use of pilot arcs and auto-restart features, operators can enjoy greater ease of use in cutting materials with rough surfaces or existing holes. Many inverter cutters have digital displays and programmable features that provide the ability to make fine changes for various industrial needs. As a whole, inverter plasma cutters offer the best combination of mobility, accuracy, and affordability, which makes them an advanced option for contemporary industry specialists.

Power Output and Capacity
Evaluating the power output of the plasma cutter you intend to buy about the thickness of the material you plan to cut is crucial. Most devices list the maximum cutting thickness for which they can be used, and this is usually dependent upon the maximum amperage output and power available to the plasma cutting system. For example, a 40-amp plasma cutter will efficiently cut materials not exceeding 5/8 inch thick, whereas the more expensive models which range from 60-100 amps can cut metal 1 inch or thicker. It is advised that you assess specific cutting conditions before purchasing a plasma cutter to guarantee it will achieve the needed requirements or exceed them.
Type of Input Power
Some models offer 110V and 220V input power while others offer a dual voltage feature. These type II voltage systems are useful for flexibility as the unit can work in places like home workshops (110V) and commercial shops (220V). Verify what the local area electrical construction is to avoid unnecessary problems.
Duty Cycle
The duty cycle reflects the duration a plasma cutter can function uninterruptedly before necessitating a cooling phase. For example, a machine with a 60 percent duty cycle at 50 amps can operate for 6 minutes non-stop for 10 minutes before needing to cool off. When it comes to high-capacity or industrial work, ensure you have machines that have higher duty cycles so that efficiency is maximized while downtime is minimized.
Portability and Weight
There are plasma cutters of varying weights and sizes. Lightweight models, particularly those with inverter designs, range from 20 to 60 pounds. Those who plan on frequent relocation of the equipment will benefit from a compact, lighter model with carrying handles or cases. Compact models do not have to sacrifice performance or must-have features for portability.
Additional Features and Technology
Pilot arcs or drag-cutting and post-flow cooling systems make machines more usable and durable. For instance, pilot arc plasma cutters are good for cutting through rusted or painted surfaces while not requiring contact, thus being more precise and useful. Torch consumables are cooled down after each cut, which post-flow cooling systems help to aid in. Consider features that help for your specific use.
Use the funds accordingly and available consumables. Electrodes, nozzles, and cups are considerable items alongside the nozzes and electrodes which also affect the process of plasma cutting. Buying a machine with cost-effective and easily suppliable consumables will guarantee smooth functioning for a long duration of time.
Customer service and warranty restrictions are the new warranties with great customer support. The other end of the scale gives warranties of 1 to three years to top branded goods as well as extremely ranged technical support. Check that offer the only holds for maintenance or replacements.
With these factors in check, planning for the suited plasma cutter model is straightforward while increasing productivity on the job is the desired outcome.
The consumption of power of a plasma cutter varies according to the type and thickness of the material being cut. For lighter cutting jobs, like those involving an eighth of an inch thick material, a cut output of twenty to thirty amps is usually adequate. For tasks with medium difficulty, concerning material thicknesses that range from one-fourth to half an inch, forty to fifty amps are needed. For heavy-duty cutting where materials are thicker than half an inch, it is best to use a plasma cutter with an output of sixty amps or more. In addition to these requirements, it is best to check the machine’s voltage compatibility, for example,110V or 22V, depending on the workspace conditions and needs.
To choose the ideal plasma cutter that meets your performance and budget expectations, you have to analyze your cutting needs and machine features alongside their costs. For simple, infrequent activities, cost-effective entry-level models with under thirty amp outputs often produce reliable results. However, for medium and heavy-duty tasks, higher amperage models are required. Although these models are more expensive, they are necessary for adequate power and material durability. Also, consider the impact of ease of use, duty cycle, and consumable lifespan on performance and operational costs throughout the years. Be sure to choose the correct manufacturers to ensure proper quality and support.

Operators are required to use the appropriate tools for personal protective equipment (PPE) to prevent injuries while using plasma cutters. These tools include:
Compliance with PPE that meets the industry standards is key to ensuring the safety of the users. Frequently maintaining and checking PPE will help provide protection.
To effectively conduct plasma cutting operations with predetermined safety measures, a workspace must be secured. The critical elements for consideration are highlighted below:
These and other measures not only ensure compliance with workplace safety regulations but also minimize disruptions to productivity caused by accidents or equipment failures.
In following these practices, there is improved performance, enhanced safety, and additional operational life of the plasma cutting equipment.

A: Plasma cutting is a means of cutting electrically conductive materials using the high-velocity jet stream of ionized gas. An electrical current flowing through a gas, usually compressed air, forms a gas which is delivered with high temperature in the form of plasma jet. This jet melts the metal, and due to its high temperature pushes the molten away to create a clean cut.
A: DC (Direct Current) power is predominantly required for plasma cutting. The power supply transforms AC input into DC output since cutting requires the plasma arc. More efficient DC burns less stable compared to AC circuits. However, certain systems use AC voltage for starting an arc or power factor correction.
A: There a many systems for plasma cutting fabrication, however, the basics include the following: power supply, plasma torch, electrode and nozzle, gas supply system and workpiece. The main function of the power supply is to provide us with current and voltage, while the torch holds the nozzle and the electrode. The gas flow has an important role in ionizing gas and maintaining the arc.
A: Power supply systems operate via the conversion of alternating current input into direct current output, generating the required voltages and currents for plasma arc-cutting processes. Such systems have a typical open circuit voltage of about 240-400 volts DC. The current during the active cutting arc is approximately 100-200V, depending on certain cutting conditions. High-performance power supply units have features such as a factor of power correction as well as high-frequency features for starting the arc.
A: The technique can be accomplished less expensive since a compressed air source is used as plasma gas. Different conductive cutting metals can be made because of their versatility. It enables faster cutting speeds than oxy-fuel cutting and narrows kerf width. In comparison to other methods of cutting, air plasma systems are easier to set up and more portable.
A: The performance of a plasma cutter is solely influenced by its power level. It has the capability of slicing through thicker materials at a much faster rate. It also has an impact on cut quality since higher power results in better quality cuts. In precision plasma applications, the dross produced is also considerably less than when lower power is used. The standard measurement for a plasma cutter’s power is in amps and it usually ranges between 20 to over 400amps for industrial use.
A: As with any cutting technique, plasma cutting has its benefits. For example, plasma cutting does not incorporate oxy-fuel cutting because it can also cut stainless steel and aluminum which are electrically conductive. For materials that are about an inch thick, it is much quicker than laser cutting. Even though waterjet cutting is capable of dealing with larger materials, plasma cutting is generally faster and less costly for thinner materials. Aside from that, plasma also results in a lower heat-affected zone compared to oxy-fuel cutting.
A: The pilot arc is an initial low-current arc that starts the main cutting arc on a plasma cutter and is produced between the electrode and nozzle within the torch body, generally utilizing high frequency for gas ionization. After the pilot arc is formed and the torch is positioned near the workpiece, the primary plasma arc moves to the metal, provides a path for the cutting current, and becomes a conductive material. This approach guarantees effective arc starting, particularly for surfaces that are rusty or painted.
Paper 1: “Control of Dynamics of a Soft Switching Pulse Converter with an Arc Load.”
Paper 2: “A Review on Study of Plasma Welding/Cutting with and without Shear Instability in the Plasma”
Article 3: “Review of the Thermal Plasma Simulation Technique”

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →