

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Due to its unique features, such as its inexpensive and durable qualities, polypropylene (PP) is now common in many industries. However, it requires a special strategy for achieving precision through CNC machining while maintaining its structural integrity. This guide is intended to provide manufacturers, machinists, and engineers with a comprehensive understanding of the best practices, tools, and techniques for milling polypropylene effectively. From understanding its distinctive properties to mastering the intricacies of cutting speeds and tool selection, this blog will be your go-to resource. Whether you want to streamline production processes or perfect your expertise in handling PP plastic, be confident that this manual will help you achieve that objective.
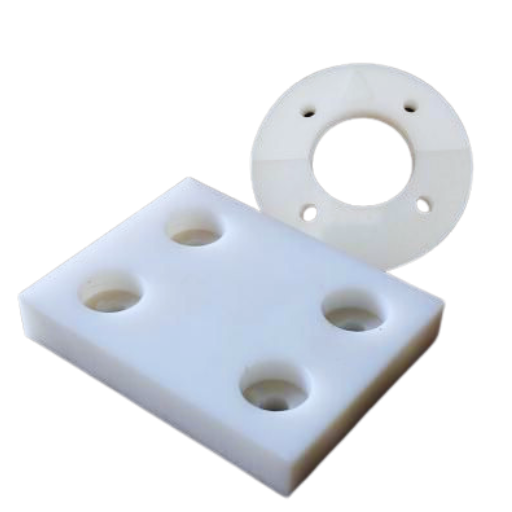
Polypropylene (PP) is a lightweight and durable thermoplastic polymer that has found wide applications across various industries due to its exceptional chemical resistance, low weight, and low cost. Amongst the choices for CNC machining, polypropylene has an advantage because it is easy to machine and does not wear tools as much while cutting with special cutters. This product is well suited for any application requiring high impact resistance, moisture resistance, or electrical insulation, i.e., automotive parts, medical devices, and consumer goods. The above combination of versatility plus ease in using it as raw material ensures frequent adoption in accurate and efficient manufacturing systems.
Characterized by its lightweight and durability, polypropylene is a polymer with many applications. Among them are high resistance to chemicals, moisture, and fatigue, which makes it durable for long-term use in different environments. It also offers excellent impact strength and thermal stability, enabling it to withstand temperatures of up to about 100°C, hence making it suitable for various applications involving polypropylene machined parts. These attributes have made plastic material best suited for sectors like the automotive industry, healthcare, and consumer goods. Its cheapness combined with easy processing has also increased its use everywhere.
Highly Resistant to Chemicals
Polypropylene is extremely resistant to various chemicals, including acids, bases, and organic solvents. This quality ensures that the material can last long in environments that are likely to come into contact with corrosive substances.
Thermal Resistance
This allows polypropylene to be used in moderate heat CNC applications up to 100oC. It also has low thermal conductivity and is, hence, well-suited for components requiring insulating properties.
Lightweight and High Strength-to-Weight Ratio
With a density of approximately 0.9 g/cm³, polypropylene is remarkably light and one of the lightest materials used for engineering purposes, especially in polypropylene CNC machining. It exhibits high strength compared with its weight, enabling the production of strong yet lightweight parts like the finish pass.
Cost Effective
Polypropylene is relatively cheap compared to other thermoplastics. This cost advantage, coupled with low processing costs, makes it economically viable for large-scale CNC manufacturing projects.
Easily Machined Material
The material’s inherent properties, such as toughness and machinability, simplify CNC processing, allowing for the production of accurate parts while minimizing tool wear.
Moisture and Fatigue Resistance
Because it does not absorb water, polypropylene is excellent in humid or wet conditions. It has good fatigue resistance; hence, it lasts longer in applications requiring repeated stress or strain.
Environmental Compatibility
Recyclability reduces material wastage, which supports sustainability in CNC manufacturing. Some industries may also require this characteristic for eco-friendly production.
Polypropylene has unique advantages for CNC machining; however, it is vital to match up its properties against other commonly used plastics to find the right material for various applications.
Polypropylene vs ABS
In terms of moisture resistance, polypropylene’s superiority over Acrylonitrile Butadiene Styrene (ABS) makes it a more suitable choice for use in humid or wet environments. On the other hand, ABS performs better than polypropylene in impact strength and rigidity, making it ideal for structural components requiring high durability. Moreover, unlike polypropylene, which requires surface treatment to improve adhesion before post-machining processes like painting or gluing can be done on it, ABS has superior adhesion properties.
Polypropylene vs Nylon PA
Nylon is popularly known for its strength and temperature resistance compared to polypropylene, thus exceeding this kind of polyolefin under high mechanical loads or elevated temperatures. On the other hand, nylon absorbs more moisture and may get dimensionally unstable when exposed to humidity. Although polypropylene has lower mechanical strength than nylon, its cost-effectiveness and reliability as an alternative in a water-exposed environment make it a non-hygroscopic solution.
Polypropylene vs. Polycarbonate (PC)
Polycarbonate is famous for its excellent clarity and impact resistance, which are much better than those of polypropylene. Unlike polypropylene, it can also withstand higher operating temperatures. However, it is less expensive and more chemically resistant, making it good for cost-sensitive projects or exposure to harsh chemicals.
Polypropylene vs. Delrin (POM)
Delrin, a highly rigid plastic with excellent dimensional stability and low friction, is a polyoxyethylene (POM) often selected for precision engineering applications. In contrast to polypropylene, Delrin is more costly and has inferior chemical resistance. For applications requiring resistance to acidic or basic materials, polypropylene is the preferred choice due to its inert properties.
This balance of cost-effectiveness, chemical resistance, and machinability drives the use of polypropylene in CNC Machining. Although other plastics may have specific mechanical or thermal strengths, polypropylene remains a major contender across diverse applications, especially in industries where cheapness and environmental challenges play important roles.
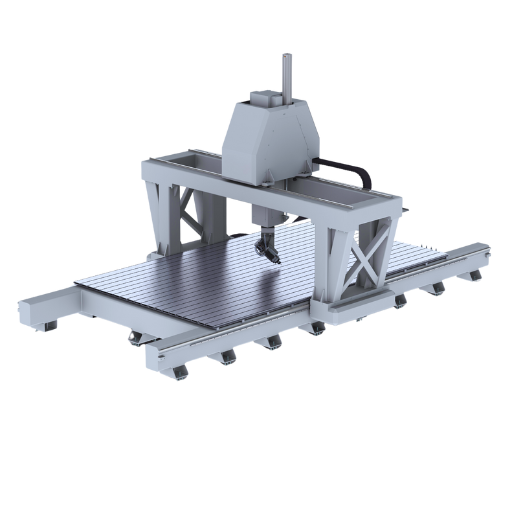
Polypropylene milling should employ single-flute or two-flute end mills made of high-speed steel (HSS) or carbide materials. Such tools help to realize a clean cut and reduce heat build-up, which is essential because of the low melting point of polypropylene, mainly when using a Porter cable router. Make sure the cutting edge is sharp to prevent excessive material deformation. Opt for lower spindle speeds and moderate feed rates to avoid overheating and preserve accuracy. By securely clamping the material and utilizing a firm tool holder, one can reduce tool vibration, achieving accurate results.
Balancing spindle speed and feed rate is crucial in machining polypropylene to prevent material damage and guarantee accuracy. Ordinarily, one should choose a spindle speed ranging from 1,000 to 5,000 RPM based on tool diameter and machine rigidity. Higher speeds must be used for smaller tool diameters, while lower ones are necessary for bigger tools to avoid overheating.
For feed rates, 100-300 inches per minute (IPM) is recommended in most cases, with adjustments arising from the thickness of the material and tool geometry. Aim at shallow depths of cuts of about 0.010 – 0.020 inch per pass, resulting in fine finishes and minimizing cutting forces that may cause melt during the machining of highly meltable thermoplastics like polypropylene. Moreover, extensive use of air or mist cooling prevents warping or melted edges due to heat transfer effects during machining operations. Combining these parameters ensures surface and dimensional accuracy throughout machining parts out of polypropylene block stock or sheet materials.
For instance, I try as much as possible to reduce the heat buildup so that the material will not be damaged. I commonly use air or mist cooling systems because they can remove heat without bringing unnecessary moisture into the process. I also use lightweight, non-reactive oils when friction must be minimized, and smooth operation of tools has to be guaranteed. This can give exact high-quality results by controlling cooling efficiency and ensuring constant application of lubricants, thus mitigating problems like melting and warping.
Achieving precision in the machining of polypropylene in CNC requires various techniques to be optimized and parameters to be well calibrated, particularly when it comes to plastic cutting. One important thing is choosing a proper tool for cutting. For example, tungsten carbide or diamond-coated tools are commonly used because they last longer and maintain their sharpness even when used on soft and ductile components made from polypropylene. The advantage of these tools is that they reduce any chances of deformity during cutting and help maintain close tolerances.
Apart from this, the spindle speed and feed rate also play a significant role. In most cases, clean, accurate cuts can be obtained through spindle speeds ranging between 10,000 and 20,000 RPM, whereas the best feed rates lie between 5-10 inches per minute for Polypropylene materials. Such a balance will enable consistent chip removal and reduce material strain, avoiding surface defects.
Moreover, work holding is another important factor when considering machining polypropylene. Properly securing the material is crucial since machining polypropylene’s low stiffness and flexibility may result in vibration or motion during machining. Vacuum chuck systems and soft jaws are ideal methods to stabilize the workpiece without applying too much force, which could lead to deformation.
Monitoring thermal expansion is also very important because a high thermal expansion coefficient of polypropylene can affect the accuracy of dimensions. Temperature fluctuations can be remedied by intermittent cutting and adequate cooling. Other measures, such as pre-exposing the material to ambient conditions before machining, will help prevent unexpected dimensional changes during this process.
Finally, after machining inspection, accurate metrology instruments like coordinate measuring machines (CMMs) confirm tolerances and guarantee that the machined parts meet exact specifications. Combining these optimized cutting practices with advanced monitoring techniques allows for precision in polypropylene components, thereby improving reliability and usability across different applications for manufacturers.
Because polypropylene is a unique material, it is very important to manage chip formation and evacuation correctly. Polypropylene materials produce long and continuous chips, which can interfere with the cutting process if not properly controlled. Using sharp cutting tools with high-rake angles may help to reduce these challenges by creating smaller chips that are more manageable. Moreover, advanced tool geometries for plastic machining facilitate chip adhesion reduction and improve machinability in general.
In addition, coolant systems ensure the lubrication of the cutting zone, minimize heat buildup, and aid in removing chips from the work area. During the machining of polypropylene, flood coolant or air blast systems are highly effective because they prevent the tangling of chips and enable the smooth functioning of tools. Alternatively, machining setups utilize vacuum or suction systems to eliminate waste from the cutting area in real-time, thereby enhancing chip evacuation.
Increasing the development of current CNC machines equipped with high-speed spindles and optimized feed rates also helps improve chip control. For example, spindle speeds between 5,000 and 20,000 RPM and moderate feed rates have been found to affect good chip breakage and ensure the quality of surface finish for polypropylene. However, these parameters can be more specific by considering several factors, such as particular part geometry and tool configurations.
The latter includes regular monitoring of chip evacuation systems and periodic tool maintenance that guarantees continuous operation during production. Proper maintenance is essential because blocked chips or worn tools cause poor surface finishes and dimensional inaccuracies, leading to poor-quality polypropylene parts. In addition, combining all these practices makes it easier for manufacturers to make their machining processes more efficient without compromising accuracy and precision, thus improving production performance at each stage while maintaining tight tolerances.
To minimize melt and deformation during polypropylene machining, one must closely control the cutting temperatures and feed rates. To prevent a lot of heat from building up, it is important to have sharp tools to dissipate heat effectively through efficient coolant systems. Furthermore, it is advisable to machine at moderate speeds while avoiding prolonged cutting in one area to avoid warping. Additionally, selecting tools with a low rake angle helps ensure proper tool geometry, thus further relieving stress on the material and maintaining its structural integrity. Achieving accuracy and repeatability requires these measures.
Looking into the material type, environmental conditions, and machine parameters is important for reaching tight tolerances in polypropylene machining. In comparison to metals, polypropylene has a relatively high thermal expansion coefficient. This implies that temperature fluctuations can have a significant impact on dimensional accuracy. For example, it can expand around 0.1-0.2% under high temperatures, hence necessitating thermal management during its fabrication process.
Another major factor is the stiffness of the material. For instance, a low modulus of elasticity for polypropylene normally approximates 1-1.5 GPa such that it is more flexible, hence experiencing slight deflection due to cutting forces. Correspondingly, minimizing tool pressure together with utilizing fixtures created purposely to hold the material firmly in place are necessary so as to counteract this issue. Apart from this, tool wear and selection affect tolerances because dull tools increase friction and heat, leading to distortion in the final dimensions. By using carbide tools with optimized geometries, you can enhance cutting performance with reduced dimensional variation.
Moreover, environmental control during the machining period and post-machining are also quite instrumental. Post-machining these parts can be affected by humidity levels or exposure to varying temperatures, thus changing the dimensions of polypropylene’s components, including their shape and size. Better consistency and accuracy in the finished product could be achieved through maintaining strict environmental conditions like stable temperature and low level of moisture content for perfect results at work done.
In conclusion, advanced CNC equipment with high-repeatability performance assists in improving machining precision. Today’s machines equipped with thermal sensors and adaptive control systems can automatically make adjustments to hold tolerances better, even when subjected to changing conditions. These technologies, combined with a holistic understanding of the material properties, allow manufacturers to attain consistent tolerances as close as ±0.001 inches.
A strategy that allows for accurate machining of polypropylene is a combination of many factors like material properties, machine capabilities, and process parameters, which helps to avoid deformation under cutting forces. The following are detailed tactics that can help improve the accuracy of PP parts considerably:
Material Stabilization
Heating the material before machining can reduce internal stresses and dimensional instability. Annealing this at controlled temperatures typically about 77°C to 93°C (170°F to 200°F) will release residual stress thus lessening warping or dimensional shifting while it is being machined.
Tool Selection and Maintenance
Specifically designed tools for plastics are important in achieving high precision. One such tool entails diamond-coated or carbide-tipped cutting tools due to their sharpness and wear resistance features that minimize burrs generation while improving the surface finish. Regular checking and refurbishing of tools ensure they remain functional over time.
Optimizing the Feed Rates and Cutting Speeds
It is important to optimize feed rates and cutting speeds suitable for polypropylene to avoid the material’s deformation. Typically, a cutting speed range of 600–1,200 feet per minute (183–366 meters per minute) and a moderate feed rate will maintain cleaner cuts and dimensional accuracy. Very high speeds can cause overheating, whereas very low speeds bring about surface roughness.
Coolant Usage
On the other hand, considering the low thermal conductivity of polypropylene, air-cooling or water-based coolants may be helpful in dissipating locally generated heat during machining. This method prevents melting or softening of materials, hence improving dimensional stability and surface quality.
Clamping and Fixturing Techniques
During machining operations, secure clamping methods are necessary to prevent workpiece movement or distortion. Soft jaws or vacuum fixtures made specifically for plastics offer even support without causing additional strain. Moreover, it is advisable not to over-tighten since polypropylene can undergo compression and creep.
Environmental Controls
It is paramount to maintain uniform environmental conditions throughout storage, machining, and post-machining. Changes in humidity and temperature can cause dimensional alterations within polypropylene. To reduce these risks, create a climate-controlled work environment with temperatures at ±2°F (±1°C) and humidity below 50%. This will also promote repeatability in tight-tolerance applications.
Leveraging Advanced CNC Technologies
Modern CNC machines for high-precision work have features like thermal compensation, adaptive control systems, and live environmental monitoring that could be used to counteract real-time material or machine-induced deviations during machining, thereby ensuring the consistent meeting of tolerances. Some advanced systems report position repeatability levels of up to ±0.0005 inches.
Post-Machining Inspections and Quality Assurance
To increase the accuracy of polypropylene parts, thorough quality inspections using sophisticated metrology tools such as coordinate measuring machines (CMMs) or laser scanning systems are necessary. The minute deviations they can detect may call for slight adjustments or reworks based on the specifications given, where 0.0001 inches has been indicated as the smallest possible variation detected by these tools. Continuous use of statistical process control methods also generates data that may be used to fine-tune and stabilize the milling process over time.
When these approaches are combined, manufacturers can achieve precision machined polypropylene parts, minimize mistakes, meet complex design requirements, and maintain the high repeatability necessary for critical applications.

Polypropylene’s characteristics make it difficult to machine thin walls or small intricate features using CNC machining. Because of its low stiffness and high elasticity, polypropylene may deform due to cutting forces, thus making it hard to hold tight tolerances for thin-walled parts. When the wall thickness goes below 0.040 inches, the dimensional stability decreases as material softness can cause chatter or distortion during machining procedures.
Moreover, fine grooves and sharp corners are challenging to machine correctly in PP partly because of localized heat generated from high-speed cutting, leading to a localized softening tendency. Consequently, the thermal sensitivity increases the chances of burr formation and even material melt, which could negatively impact dimensional accuracy and surface finish. However, findings have shown that tool geometries optimized with reduced rake angles and an acute edge combined with moderate spindle speeds can help mitigate these issues. This calls for exact parameter adjustment so as not to destroy the component.
In order to tackle these problems, advanced cooling and lubrication systems are often used to remove heat and reduce friction during machining operations. In addition, the producers may utilize unique means of securing thin-walled parts that do not cause any extra pressure. This way, it is very likely to produce better results in machining polypropylene components with thin walls or small intricate features with the help of these methods and by incorporating quality monitoring systems.
In polypropylene CNC machining, the way it behaves during cutting operations depends on the cutting parameters, tool geometry, and cooling/lubrication practices—studies conducted on thermoplastic machining show that the feed rates and spindle speeds dictate the material removal process. For example, increased spindle speed alongside poor cooling may lead to thermal degradation, thus causing softening of materials and possible melting. On the other hand, extremely low spindle speeds can lead to uneven chip formation and substandard surface quality.
Recent studies have emphasized the importance of tool selection for polypropylene. It has been shown that tools with high wear resistance and optimum sharpness, like polished-edge carbide tools, perform better in retaining dimensional integrity. Also, freezing or cryogenic cooling applications in this operation can reduce cutting temperature by as much as 45%, hence minimizing thermal damage.
According to experimental findings, it is important for polypropylenes to keep a moderate range of cutting temperatures within 50 – 80°C to avoid distorted surfaces and ensure a smooth finish. Monitoring and adjusting cutting conditions through advanced process control systems has proven effective, especially for components requiring intricate dimensions and thin walls.
Benefits of CNC Machining for Polypropylene
Flexible: Instead of producing many products through expensive molds, CNC machining is great for Flexibility in making low-volume or customized parts.
Accuracy: Its high dimensional precision caters to complex and intricate designs, and it has a precise fit.
Short timeframe: This method can be used when producing prototypes or making a few items without spending money on tooling, as the process does not require tools.
Demerits of CNC Machining for Polypropylene
Waste materials: This implies that there is always more waste material in the subtractive manufacturing process than in molding techniques.
Expensive Per-Unit Costs: Increased machining time and more material usage can result in higher prices when customers require large quantities during production through NC machines.
Advantages of Injection Molding with Polymethylpentene
Economies at Scale: Injection molding will be highly cost-effective once the tooling has been established.
Uniformity: Consistent parts that are the same throughout make them ideal for manufacturing large quantities.
Efficient Material Utilization: None or very little material wastage as the injection process is controlled.
Negative Aspects of Injection Molding with Polymethylpentene
High starting costs: Mold fabrication is costly and takes time.
Negligible Design Adjustments Making mold changes, after production starts, is difficult and expensive; hence, most people prefer CNC machining in polypropylene.
Lengthier Lead Time for Initial Setup: Mold development stretches out the production timeline for the initial runs.
Based on applicability, output volume, and design intricacy, every approach has unique strengths that make it suitable for diverse manufacturing cases.
The following situations make CNC machining a better choice than injection molding for polypropylene (PP) parts:
CNC machining provides versatility and efficiency when production needs are limited or complex, hence making it appropriate for particular uses.

Suppose you need dependable CNC machining services for polypropylene. In that case, it is advisable to find a manufacturer with proven expertise in working with thermoplastics and a history of delivering accurate components. Reliable providers usually guide customers on material selection and have ingenious machining capacities, including QA processes, to suit their customers’ distinct needs. Also, they must have experience with some unique properties of polypropylene, like its elasticity and low melting point, to achieve the best outcome. Verify their authenticity by reviewing customer reviews, credentials, and industry exposure regarding high-grade polypropylene components.
A: Polypropylene or PP is a versatile thermoplastic with good mechanical properties in CNC machining. It is lightweight due to its low density, high fatigue, and good chemical resistance. It also has high deflection and fatigue strength, making it applicable to various automotive and chemical processing industries.
A: For CNC machining, polypro stands in between acrylic and UHMW. While acrylic is more flexible than polypro, there is not much difference between it and UHMW. Acrylic is less resistant to chemicals than polypro, while UHMW is harder to machine than polypropylene. Nevertheless, acrylic offers better optical clarity, while UHMW provides greater wear resistance. Ultimately, project specifics determine which material to use.
A: Homopolymer polypropylene is created from a single kind of monomer, thus giving it stronger stiffness and better chemical resistance. Also, copolymer polypropylene has two or more different monomers which gives a better impact strength as well as low-temperature performance. For CNC machining, homopolymers are generally easier to work with due to their consistent structure. At the same time, the use of copolymers may necessitate careful parameter selection but can provide enhanced properties for certain applications.
A: During CNC machining of polypropylene, go for high spindle speeds (3000-5000 RPM) and moderate feed rates (100-200 IPM). Most applications require a 1/4” to 1/2” 2-3 flute end mill. To avoid burrs and achieve clean cuts, keep cutting edges sharp. It could also be useful in controlling heat build-up and improving surface finish by using coolants; however, some coolants might react with polypropylene, so caution is advised.
A: Use sharp tools to cut polypropylene. You should also cut at the right speed to avoid damage. Another thing is to use a suitable coolant or compressed air to prevent excess material heating. Firmly secure your workpiece so that it does not vibrate during the cutting process, thus providing clean cuts. Climb milling should be used whenever possible to reduce the risk of chipping and burring instead of conventional milling. Lastly, consider employing plastic-cutting instruments designed explicitly for thermoplastics like polypropylene in this case.
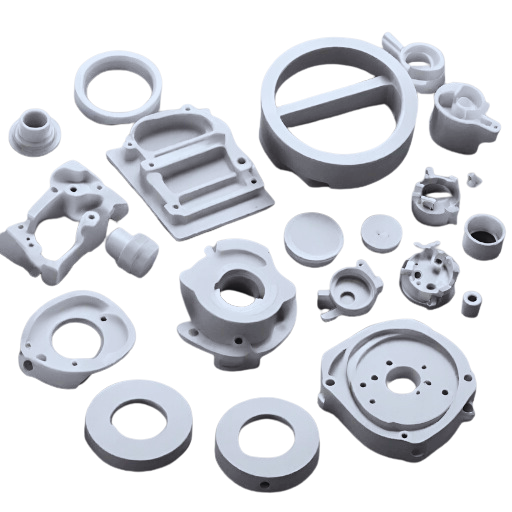
A: These are widely used as CNC machined parts made from polypropylene because they have excellent chemical resistance and mechanical properties in almost all industries. Some common applications include automotive components, chemical processing equipment, medical devices, food packaging, and laboratory equipment. The lightweight nature and ability to withstand corrosive environments make prototyping plus final products for these industries ideal choices for this purpose.
A: To choose the right type of polypropylene for your CNC machining project, the following factors need to be considered: desired mechanical properties (toughness, stiffness, impact strength), chemical resistance requirements, operating temperature range as well, and regulation. Find out whether homopolymer or copolymer will work better for you. Some things to be looked into include machinability and surface finish requirements. If you are unsure which one to pick, approach a material specialist or ask for a quote from reliable CNC machining services that would help you make the best selection based on your specific project.
A: Several benefits come with using CNC machining on polypropylene than other manufacturing means. It helps create high-precision parts or complex shapes, which may be difficult to achieve by injection molding. It is suitable when producing prototypes or small-to-medium-scale production runs without investing in expensive molds. Moreover, it provides good dimensional stability and surface finishes .Furthermore, it allows for design changes and iterations during the fabrication process; hence, it can easily cater to product development and customization needs associated with custom parts production
1. Title: Investigating Main Cutting Forces Caused by Different Machining Conditions in Polypropylene Machining
2. Title: A Research of the Effect of MQL and CNC Turning Factors on Unreinforced Polypropylene’s Machinability; Statistical Analysis for Surface Roughness, Temperature, and Specific Cutting Energy
3. Title: A Model for Predicting Surface Roughness is developed regarding Polypropylene’s Computer Numerical Control (CNC) Machining.

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →