

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
Waterjet cutting has transformed industries with its precision and flexibility which applies to a wide selection of materials. It doesn’t matter if the task involves metal, glass, composites, or any other difficult material, this technique can skillfully handle them all. Unlike conventional methods, waterjet uses a stream of highly pressured water at an extreme velocity, frequently integrated with abrasives to achieve accurate and precise cuts. It is also able to cut with reduced edge chipping as well as smooth edges which aids in material conservation. In the following write-up, we will detail the benefits that come with water jet cutting, how it stacks up against other techniques, and how it can improve your projects. Get ready to learn how this new-age method is transforming industrial manufacturing and artistic design for the better.
Waterjet cutting is the technology for material cutting that utilizes a narrow, high-speed, and high-pressure jet of water, usually mixed with garnet abrasive particles to achieve a very high level of accuracy. This requires the water to be funneled through a small aperture so a high-force stream exits with the ability to cut through various types of composites, stone, metals, and glass. The waterjet method relies purely on mechanical energy instead of heat which leads to no damage or deformation of the cut materials. Waterjet cutting has advantages in integration such as its low cost and high versatility for many industries and products since it generates little waste and no emissions.
Waterjet cutting comes with several advantages, which make it a favorable method to use across multiple fields. First, it enables the accurate cutting of different materials such as metals, ceramics, and composites without any heat-related deformation. Second, it is highly eco-friendly as there is almost no waste generated, along with zero emissions. In addition, the method is extremely versatile, capable of producing accurate sophisticated shapes, and suitable for both mass production and bespoke projects.
During the cutting operation, water is used at high pressure and temperature to rapidly erode the material being cut. To create a focused and fast-moving stream, water is pumped through a narrow opening with extreme pressure. This stream of water is very precise and can break down the material efficiently and remove it with ease. The cutting ability of water is enhanced by adding an abrasive substance to it which enables cutting through very hard materials like metals and ceramics. Water along with abrasives ensures very high precision cuts and does not rub with the surface to cause thermal injuries.
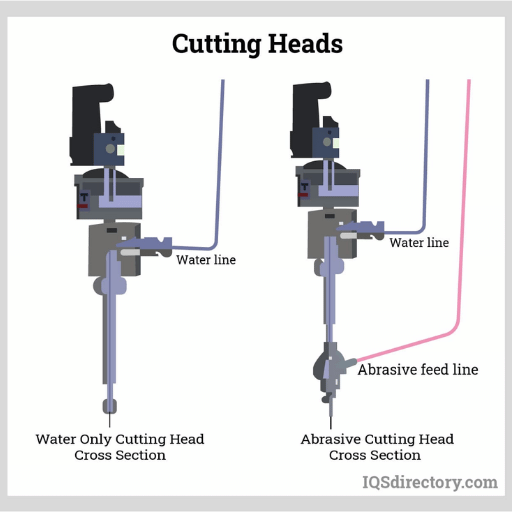
Pure waterjet cutting and abrasive waterjet cutting dominate their respective categories, being clearly defined in terms of target application, desired output, and material properties.
Cutting Process and Materials
Pure waterjet cutting is used for soft materials only like rubber, textiles, foam, and some food products because it uses high-pressure water only. Because it uses no abrasives, it is highly effective for precision applications.
Abrasive waterjet cutting differs from the pure method as an abrasive material, like garnet, is mixed into the high-pressure water stream. This increases the cutting effectiveness, allowing it to tackle the more challenging thick materials like metals, composites, glass, and ceramics. The abrasive component acts as an added grinding tool enabling the cut through the tough materials.
Speed and Efficiency
The speed of waterjet cutting without abrasives in comparison to abrasive waterjet cutting is always slower as it is designed for softer materials. Abrasive waterjet cutting is much more efficient and faster because of the additional cutting power from the abrasives in the waterjet. For instance, cutting steel plates with abrasive waterjets has a speed of approximately 2 inches per minute while waterjets do not reach effectiveness for softer wood-based materials.
Precision and Quality of Cuts
Both methods performed exceptionally well in the quality of cuts produced but the pure water jet cutting was smoother compared to the abrasive water jet cutting due to the absence of abrasive particles making it better suited for clean and delicate cutting applications. The abrasive water jet cutting Is accurate but not as much as the pure water jet cutting, but the performance delivered on dense materials with complex shapes makes up for it.
Financial Aspects
Waterjet cutting is more beneficial for softer materials such as those that do not require abrasives for cutting. On the contrary, abrasive waterjet cutting is more expensive due to loss of materials and overspending on the abrasive components that comprise over sixty percent of the operating cost. The advantages of using abrasive waterjet cutting in more advanced applications tend to support the higher costs.
Impact on the Environment as well as Heat
Both methods do not employ heat so there is no possibility of thermal masking or HAZ taking place in the component. This feature is incredibly helpful in maintaining the economically friendly criteria of any region while preserving the structural integrity of a particular part.
To summarize the considerations that influence the decision between pure water jets and abrasive water jets, specific project goals, material needs, and financial factors must be considered. A combination of these methods will cover most needs in the industrial and commercial sectors.

The Ordinary WaterJet Cutter Glass needs no abrasives like garnet or other cutting instruments for waterjet cutting, making it particularly saavy for soft materials. Rubber, foam, textiles, paper and thin plastics are among the most common soft materials cut. Such materials are shredded accurately with waterjets and do not get damaged or deformed, none of which affects their structural integrity.
Industrial gaskets machined out of rubber sheets for example can be hand-fitted with remarkable tolerances and incorporated into mechanized assemblies. High-quality end products are obtained through foam processing like Polyethylene or Polyurethane by using precise cuts for packaging and insulation purposes. Woven and nonwoven fabrics along with supple textiles are also popularly used and shallow-edged without fraying edges that mechanical cutting tools would typically leave. Waterjets also efficiently cut intricate patterns and designs into packaged and display thin plastic films with ease.
Waterjet technology has also equipped manufacturers with the capability to reach overwhelming precise dimensions of under ±0.03 inches (or ±0.8 mm) aiding in achieving an astonishing level of efficiency and productivity for the industry. Cut speeds for Waterjet soft materials are also greatly expedited compared to harder materials enabling such astounding cost-effectiveness.
Abrasive waterjet cutting is aimed at hard materials that pure waterjets are unable to process effectively. This method involves the incorporation of abrasive particles, such as garnet, into the jet stream of water as it comes out from the nozzle under very high pressure, thus causing a massive rise in the cutting efficiency of the water stream. This technique is used to cut hard materials such as stainless steel, titanium, aluminum, ceramics, and also composites due to their stubbornness and high tensile strength.
As an example, stainless steel of thicknesses of up to 12 inches (or approximately 300 mm) can be waterjet cut to tolerances of +/-0.005 inches (or +/-0.13 mm). Abrasive waterjet cutting is also used for titanium which has a high strength-to-weight ratio, for the aerospace and medical industry. Titanium parts can be cut to size, leaving clean edges with no thermal distortion. Many ceramics are very brittle but extremely hard and therefore do benefit from being cold cut as this helps to prevent the material from cracking due to heat stress.
Furthermore, abrasive waterjet cutting can provide cutting speeds of 5-10 inches per minute, although it is dependent on the material type and thickness, which is otherwise provided with reliable results for bulk manufacturing. That process is also compatible with other materials like composites, for instance, carbon fiber, which enables manufacturers to produce complex geometries with reduced impact on the material’s laminar structure. These and other capabilities make water jet cutting of the abrasive type among the most important in the aerospace, automotive, defense, and electronics industries where accuracy and quality requirements are essential.
The capability of abrasive water jet technology is hindered by the inability to cut some materials due to their specific characteristics. One such extraordinary case is tempered glass. Glass that is tempered is meant to shatter when it is hit for safety reasons which means that the high-pressure jet utilized in this situation will break tempered glass instead of cutting it, thus compromising its integrity.
Another limitation deals with some ceramics in particular. A large subset of ceramic materials is waterjet capable, but highly advanced and high hardness ceramics, such as boron carbide make cutting incredibly difficult due to harder materials like abrasives used in the jet, possessing a lower hardness level than the said advanced ceramics.
Waterjet technology is also insufficient when dealing with cutting materials such as diamonds, which are the hardest natural substances on earth. These materials are too harsh for abrasives and jet pressure to work on, weakening them beyond repair. Some thick laminates or composites, at times, can also provide difficulty depending on the issue of bonding agents and layer composition, which can make some cuts be roughly executed or not executed at all.
Lastly, waterjet cutting is not an option for certain kinds of foam and soft substances that are water-soluble or able to deform or swell significantly, since the combination of water and abrasives is too chaotic to enable accurate cutting.

About precision, waterjet cutting guarantees tolerances of ±0.005 inches which is perfect for intricate designs and complex geometries. It is also very versatile, able to cut metals, glass, plastics, and composites while preserving their properties. The process does not include heating, therefore there is no damage caused by heat distortion, unlike laser or plasma cutting. Because of these attributes, waterjet cutting has become a go-to for businesses demanding precision and flexibility at once.
Water jet cutting is a method of cutting that is best suited for delicate materials because it works without generating heat. The material being worked on is protected from warping, thermal distortion, and damage with the help of precisely controlled levels of heat, so its integrity remains intact. In addition, it alleviates problems like heat-affected regions that are commonplace in other cutting techniques. Such precision combined with virtually zero thermal influence makes cold-cutting techniques invaluable for industries like medical manufacturing, electronics, aerospace, and others where the preservation of material properties is a top priority.
With its use of ‘green’ water as a cutting medium and an abrasive like garnet, waterjet cutting remains one of the most environmentally friendly machining processes on the market. Waterjet cutting does not generate hazardous fumes or particulate matter, meaning no air pollutants are emitted. As there is very little consumption of chemicals needed, there is little to no emissions, unlike with laser or gas cutters.
Waterjet cutting also reduces fuel and resource inefficiency due to the lack of heat generation, signifying that the energy required for the procedure is far less in comparison to thermal cutting technologies. New waterjet systems also improve environmental conservation by utilizing closed-loop systems that recycle water during operation. These advancements contribute to non-combustive waterjet cutting systems consuming up to fifty percent less water depending on the machine’s configuration.
Phillips and Koller assert that these systems do not produce hazardous waste. Waterjet cutting’s reliance on non-combustive fuel leads to reduced carbon footprints, making bases using these systems ideal for eco-friendly industries. Waterjet cutting systems guarantee top precision and performance making them flexible for numerous applications, all while supporting sustainability goals.
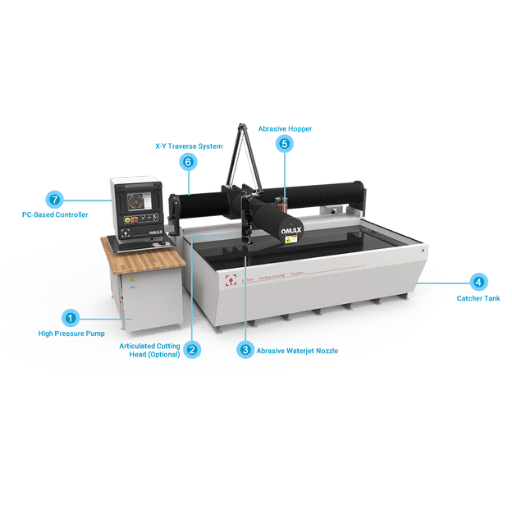
A waterjet cutting system includes several components that function together for accurate material cutting in a variety of industries. These include:
High-Pressure Pump
This is the most important part of the system, as it creates the required high pressure needed to inject water through the nozzle. Modern systems often have a working pressure between 30,000 to 90,000 psi (pounds per square inch) or higher. Such pressure is vital while cutting hard metals, stones, and composite materials with accuracy.
Abrasive Delivery System
An abrasive delivering unit is used with harder materials. Garnet abrasive particles serve as the cutting helpful when mixed with a high-pressure water stream. The average size of abrasive particles is 50-200 mesh, making it adjustable depending on accuracy and material requirements.
Cutting Nozzle
The Cutting nozzle (or head) is attached to a spindle to remove the material by a rotating motion against the workpiece using high-pressure water or water with abrasive mix. The nozzles are made of wear-resistant materials like tungsten carbide or diamond which guarantee high durability and efficiency. Cutters are designed to work with water flowing out of the nozzle at speeds of up to Mach 3, allowing efficient cutting.
Catcher Tank
The catcher tank is where the water stream energy is dissipated once it penetrates the material, and its location is below the cutting area. To suppress sound, capture solid particles, and minimize splash, this tank is typically filled with water which improves operational efficiency and safety.
Control System
Current waterjet cutters have integrated computer numerical control (CNC) systems to permit precise operations. With these systems, there is software that allows the operator to enter the design and the cutting parameters, therefore enabling even the most intricate cuts with tolerances of ±0.005 inches. Such precision is required in the aerospace, automotive, and electronics industries.
Water Filtration and Recycling Unit
To promote sustainability, many systems are equipped with marked water filtration and recycling units. These units enable the reuse of used water and abrasives by removing contaminants, therefore reducing working expenses and water waste without ruining system performance.
These parts ensure humanitarian aid waterjet cutting systems have high accuracy, operational flexibility, and eco-friendly performance to meet the complex requirements of contemporary manufacturing applications.
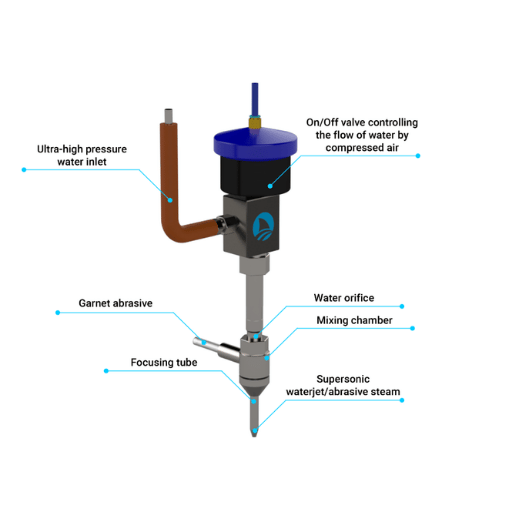
Waterjet cutting heads and nozzles are vital parts of a waterjet cutting system that determine how accurate and effective the cuts are. The nozzle concentrates the high-pressure water into a thin stream while the cutting head contains the components for abrasive water for harder materials.
Diamond and tungsten carbide are common in waterjet nozzles because those materials can endure high amounts of pressure and damage. These nozzles can work over 60,000 and up to 90,000 psi. At those pressures, the water or abrasive jets can cut materials like stainless steel, titanium, ceramics, and glass with ease. The diameter of the nozzle is also very important in determining how precise the cut will be. The most common orifice sizes are anywhere from 0.004 inches to 0.016 inches.
The cutting head merges the high-pressure water jet with abrasive particles such as garnet for better cutting performance on thick and dense materials. Most modern cutting heads are constructed to create an optimal abrasive flow rate of 0.5 to 2.0 pounds per minute, where time and material are economized. The mixing tubes integrated to the cutting head are precision machined to guarantee the abrasive flow is homogenously mixed which enables the cutting of materials with tolerances of ±0.001 inches.
More advanced cutting heads also have programmable automation features which can improve the cutting accuracy and mitigate human interference. Rotating and multi-axis cutting heads allow more complicated geometrical shapes and bevel angles to be cut which increases the field of possible uses in medical, aerospace, and automotive manufacturing.
The cutting head and waterjet nozzle are two parts of a waterjet cutting system and the design and materials of each component as well as the system settings determine the quality of cut, efficiency of operation, and the total performance of the system.
For any waterjet system to operate effectively, it is crucial to manage the cutting speed and precision- both must be consistent. Cutting speed is affected by the type of material, the thickness, and the power of the nozzle. A good example would be foam or rubber. These materials can be cut at a faster speed. On the other end of the spectrum, dense materials like stone and titanium require lower cutting speeds to maintain precision and avoid edge degradation.
Water pressure, abrasive selection, and nozzle diameter are all parameters that impact precision. Research suggests that increasing water pressure, which typically ranges from 50,000 to 90,000 psi, allows for more delicate cuts with a lower kerf width. This is especially advantageous for complex shapes and delicate materials. Abrasive choice, also, plays a pivotal role. Garnet, for example, is a common choice because it falls in the middle on the particle hardness and size spectrum. This makes it ideal for removing materials with minimal surface damage.
The combination of sensors with sophisticated pieces of software makes automation more accurate while also ensuring speed. For example, the use of CAD/CAM software in motion control systems permits accurate path control and speed control, in which the efficiency of each cut is maximized. Research shows that the use of monitoring systems in real-time reduces waste by 15%, improving Costs and quality even further. By adjusting these parameters, manufacturers can obtain better surface finishes, tighter tolerances, and a higher level of consistency in their processes.

Waterjet cutting is one of the most sophisticated technologies used in manufacturing and fabrication today. In my experience, it has worked wonders with metals, composites, stone, and even fragile glass. It is ideal for the aerospace, automotive, construction, and custom industries where precision is required in working with various materials.
Cutting using water jets is useful in the aerospace and automotive sectors because of their capability to achieve extreme precision without compromising on part quality. In aerospace, water jet cutting aids in the machining of lightweight yet strong aluminum, composite, and titanium elements. Their processes are suited for use with aerospace-grade materials due to their cold cutting technique which eliminates the possibility of thermal distortion. Water jet systems, for instance, are ideal for cutting titanium components used in aircraft manufacturing due to their ability to meet tight tolerance requirements.
In much the same way, the automotive industry employs water jet cutting for a wide variety of uses, including machining of trim, sheet metal parts, and composite and high strength steel components. They also greatly assist in dealing with safety-critical parts such as brake pads and suspension components, since their services can be offered without generating heat-affected zones. Recent studies show that global water jet cutting adoption by manufacturers has increased due to cost benefits and less material waste, with some reports indicating wastage being reduced by as much as twenty percent compared to other methods of cutting.
Utilizing modernized software integration, contemporary waterjet systems now allow manufacturers across both industries to automate production workflows, accomplish tighter tolerances, and diminish lead times. This means that waterjet cutting is an irreplaceable factor in achieving innovativeness and efficiency in the aerospace and automotive industries.
The revolutionary features of water jet cutting technology greatly assist artists and architects alike, as it involves the drawing of precise designs on various materials. While traditional techniques employ tools that can only cut, waterjet systems can slice through stone, tile, glass, metal, and composite materials without using heat, making it tremendously beneficial for delicate and fragile parts. Due to this feature, waterjet cutting has become a vital instrument in the making of intricate sculptures, detailed flooring inlays, and exquisite decorative panels.
As part of architectural design, waterjet cutting becomes highly useful due to its provision for the creation of highly accurate complex geometrical shapes. Waterjet technology for instance, has been implemented in the construction of façade elements and unique stone custom components of buildings. These comprise large-scale construction projects, which according to experts are designed with tolerances as small as 0.005 inches. From experience, this accuracy greatly increases the appeal of the structure while reducing the need for rework. Waterjet systems, according to reports, can significantly reduce material waste, by as much as 30 percent. This shows how waterjet systems can foster architectural sustainability.
Precision water jets aid artists in executing their ideas through the design of detailed artwork pieces and installations. Creating metal or glass sculptures with intricate details becomes possible without crippling the artist’s imagination. A number of modern public space installations rely on the uniqueness and visual appeal of water jet cut components, demonstrating the application of the technology outside of industrial uses.
Also, with progress in software integration, rapid prototyping is now possible. This allows both architects and artists to iterate designs efficiently and effectively. When it comes to natural stone or modern composite materials, waterjet cutting is accurate, flexible, and efficient making it an invaluable attribute for artistic and architectural design.
Waterjet cutting and laser cutting are some of the most advanced techniques out there when it comes to material processing, and both have their pros and cons. The effectiveness of each method may differ depending on its application, capabilities, and limitations.
Advantages of Waterjet Cutting:
Disadvantages of Waterjet Cutting:
Pros of Laser Cutting:
Cons of Laser Cutting:
Thickness Restrictions: Laser systems are restricted to just a single inch thick metal sheets, while water jets are able to do far thicker.
|
Feature |
Waterjet Cutting |
Laser Cutting |
|---|---|---|
|
Material Range |
Metals, glass, ceramics, composites, etc. |
Metals, plastics, wood (limited reflectivity issues) |
|
Thickness Capacity |
Up to 12 inches |
Up to 1 inch |
|
Cutting Speed |
Slower (ideal for thicker materials) |
Faster (better for thin materials) |
|
Precision |
±0.005 inches |
±0.001 inches |
|
Heat Impact |
None |
Present (may cause warping or HAZ) |
|
Operating Costs |
Higher (water, abrasive usage) |
Lower (energy-efficient systems) |
Both waterjet and laser cutting excel in specific domains. Understanding the unique requirements of a project—such as material type, thickness, precision needs, and budget—will guide the choice of the most appropriate technology for optimal results. For projects involving thick or heat-sensitive materials, waterjet cutting is often preferred, while laser cutting is ideal for high-speed, detailed work on thinner materials.
Choosing between waterjet and plasma cutting is usually based on the material, precision needed, and the budget for the project:
In essence, analyzing the prerequisites of the project, whether it be the type of material being used or the required accuracy, will tell us which method will yield the best outcome.
Just like with any other cutting method plasma or laser cutting, the cost breakdown in waterjet cutting should include equipment and running costs, as well. Waterjet cutting, along with its myriad advantages, has a downside in the form of high initial capital cost. This is due to the intricacy of its machinery and auxiliary systems, for example, the intensifier pumps and abrasives. Other influencing factors include the abrasive material use, water flow rate, and even electricity. On average, abrasive costs greatly aid Warterjet in cutting’s high operating expenses, explaining why it makes up roughly 60% of the overall pricey.
However, plasma cutting is less expensive in both equipment and consumables. For faster jobs that don’t require a critical level of precision, plasma cutting is more cost-efficient. The economical nature of plasma cutting for conductive metals such as steel or aluminum is greatly increased by the comparatively lower electricity usage and absence of abrasives. Unfortunately, the lowered costs do come with some drawbacks: lack of precision and post-processing.
While laser cutting may not be the best option for cost-effectiveness, it offers amazing speed and accuracy. Waterjet systems are more cost-effective, but the gas lasers used is cheaper than the operational cost of waterjet systems. It is clearer that thinner materials are cut using lasers because of the accuracy and effectiveness offered.
In summary, cutting methods need to be chosen carefully while keeping in mind the full scope of work, the materials used, and the desired end result. While waterjet cutting is more expensive, it offers more flexibility when dealing with complex designs or when using fragile materials.
A: Water jet cutting machinery uses a combination of high-pressure and abrasive water streams to cut various materials. For the machine to carry out its function, it must force water through a small opening at very high pressures to create powerful jet streams capable of cutting through a myriad of materials. This process is known as waterjet cutting.
A: Waterjet cutting can be separated into two categories: Pure Water Jet and Abrasive Waterjet. Pure Water Jet employs only pressurized water and is limited to soft materials. Abrasive Water Jet combines water with particles capable of abrasion, which allows these types of jets to cut harder materials including metals and stone.
A: Foam, certain plastics, and rubber are soft materials that can be cut by Pure Water Jet. Metal, stone, glass, ceramics, and composites are regarded as tough materials and can only be cut by Abrasive Water Jets. Even materials that are sensitive to extreme temperatures can be cut by Waterjets because they do not use heat to cut.
A: Waterjet cutting provides several benefits, for example, the capability to cut intricate shapes with laser-like accuracy, the absence of warping on the material surface, being eco-friendly, versatile for multiple materials, and low fabrication scrap. Besides,
growing popularity of waterjet cutting processes is attributed to the effectiveness of the cutting processes and the provided edges being clean.
A: Waterjet cutting is of particular importance due to its distinctive advantages over other methods. Unlike laser or plasma cutting, waterjet can cut thicker materials and doesn’t produce heat-affected zones. It’s also more accurate than older tools, and it can cut parts that are hard to machine using normal methods. In addition, these methods do not release poisonous gases and do not need coolant, which makes the processes more environmentally
friendly.
A: Waterjet cutting technology is widely used across several industries due to its adaptability. It is common in aerospace for cutting composites, in automotive for cutting interior components and body panels, in manufacturing for precision parts, in stone and tile industry for intricate designs, and even in the food industry for frozen foods. The number of applications of waterjet cutting will grow as the technology improves.
A: An abrasive waterjet machine improves cutting by mixing abrasive particles, such as garnet, with the pressurized water. Combined, water and abrasive are more powerful and can cut through thicker and denser materials. The abrasive particles serve as millions of minuscule cutting tools, dramatically increasing the machine’s ability to slice tough metals and stones.
A: Many factors influence the cutting speed and quality of waterjet cutting. These comprise water pressure, abrasive type and size (if any), cutting nozzle diameter, material being cut, material thickness, and expected cut quality. Improved pressure and abrasion lead to better productivity, whereas low speed generally improves edge detail. The factors must be balanced by the operator to get the needed results for specific cutting tasks.
1. Abrasive Waterjet Cutting as a Method for Flash Removal from Castings
2. The Effectiveness and Mechanism of High-Pressure Abrasive Waterjet on Cutting Hard Rock: An Experimental Study
3. Adjustment of Interrelated Operational Parameters of Abrasive Waterjet Cutting Using CODAS Method
4. Evaluation and Analysis of the Spring-Back Effect of Sheet Steel Metal During Bending Operations
5. Analysis of the Impact of Heat Treatment of Copper Slag Particles on Their Abrasiveness for Abrasive Waterjet Cutting

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →