

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
The extrusion process is one of the most essential and versatile manufacturing techniques, shaping countless materials into precise, functional forms. One notable mention is that the construction and automotive industries need complex profiles and everyday uses like pipe and food product extrusion. However, looking deeper into its multifaceted nature raises the question: How does it precisely achieve such versatile functionality? This paper will delineate the technical details of the extrusion procedure and its various application techniques and give reasoning for its prominence in contemporary manufacturing innovations. Suppose you are a member of this field or even just interested in the logic defining the products of your daily life. In that case, this lengthy paper will augment your appreciation for the science of the extrusion process.

Shaping a material by forcing it through extrusion dies of a desired cross-section is termed extrusion, a manufacturing process. It is widely used with metals, plastics, and even ceramics. The extrusion process usually begins with heating or softening the material before pushing or drawing through the die. With further refinishing and processing, the desired shape can then be achieved. Using extrusion has high value due to its efficiency, versatility, and ability to produce precision complex shapes.
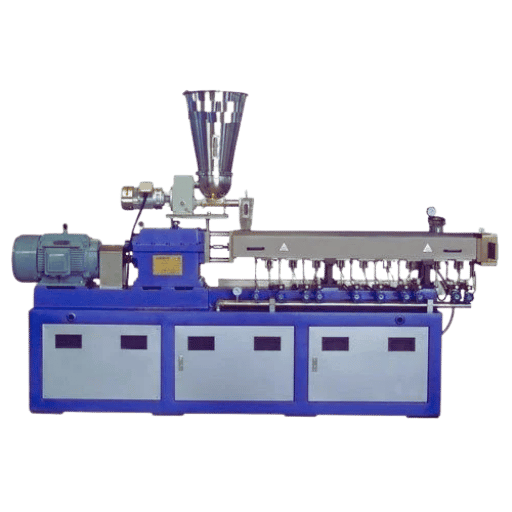
Extrusion of polymers concerns the production of the parts with constant cross-section by heating and shaping the polymer substances. It starts with putting polymer granules in a barrel with a heating jacket, which are heated by mechanical stirring (shear) and a temperature increase. Afterward, the polymer is pushed out of the extruder into a die of a desired profile. Initially, the solidified structure is cooled by a cooling apparatus. The final product is then cut at the proper shape and length by combining cutting and finishing tools while being pulled out of the machine at a desired rate. This technique is predominant in fabricating pipes, films, sheets, and others, termed continuous polymer products.
Implementing these steps guarantees that the final produced polymer parts are highly quality and manufactured cost-effectively.
In extrusion, friction, and compression are useful for material movement and shaping. Heat-seeking the screw to spin against the barrel causes friction which begins to soften the material. Increased resistance within the extruder from the die being shaped puts pressure on the material, guaranteeing that It is melted and shaped. These material characteristics allow for trim flow and exact control over the end product.
Material extrusion is when raw material pellets or powders are processed by pushing them through a heated barrel and a die to form a desired shape. Achieving the right shape requires controlling the flow, heat, and pressure to soften, melt, and precisely shape the material. This process is widely utilized for manufacturing pipes, films, and other continuous shapes in industries dealing with metals and plastic materials. Moreover, this process is highly efficient and accurate, making it essential for modern production.
Melt temperature is essential in extrusion and thermal processing, as it significantly determines the end product’s quality, uniformity, and mechanical functioning. The material’s melt temperature should facilitate a controlled and steady flow through the die without creating issues such as visible surface inconsistencies, incomplete filling of the set molds, or deterioration of the material.
For example, the plastic extrusion procedure changes the ideal melt temperature with the specific polymer. For Polypropylene (PP), the melt temperature is around 365°F to 410°F (185°C to 210°C). The melt temperature is much higher for Polyethylene Terephthalate (PET), about 500 to 550 degrees Fahrenheit (260 to 290 degrees Celsius). Operating within the approximate set ranges facilitates ease of flow, while exceeding these ranges results in thermal degradation due to the breakdown of the molecular structure, reducing the strength and appearance of the final product.
On top of that, high melt temperatures can cause resin oxidation, resulting in discoloration and lowering its molecular weight. On the other hand, too little heat can lead to incomplete melting, creating poor characteristics and inadequate mechanical performance. Modern industry employs sophisticated machinery with accurate thermal control to tackle these issues. Such precise control guarantees that the heat is uniformly distributed across the barrel wall and die zones. Doing this increases production efficiency while decreasing the amount of material wasted and the quality of the finished product.

The fundamental difference between hot and cold extrusion is temperature; both processes differ in their melting point and heat treatment of the material.
Hot extrusion is executed at high temperatures, often more than the material’s recrystallization temperature. These strategies allow for easier deformation of the material, lower chances of work hardening, and smooth flow during the process. This technique uses high-room-temperature metals, such as aluminum and steel.
Cold extrusion occurs at ambient temperature and higher. Due to strain hardening, this method can improve mechanical properties like strength and hardness. It is mainly used on softer metals such as aluminum, lead, or tin, but it allows for better finishes and tighter tolerances.
The material used, the desired properties of the finished item, and the extrusion technique are among some factors that need to be analyzed when choosing between hot or cold extrusion.
Impact extrusion is a manufacturing process predominantly employed to form hollow or semi-hollow shapes. These shapes can be made from aluminum, tin, or lead. This technique involves striking a metal slug with a punch at high speed and pressure. This move forces the material to flow around the punch and into a die. The result gives you a part that boasts superb dimensional accuracy and smooth surface finishes. Impact extrusion is preferred over other processes due to its efficiency, which results in rapid production capabilities with minimal waste. This makes it particularly suitable for producing aluminum cans, tubes, and small housing.
All of these techniques are to be chosen according to the properties of the material, specifications of the product, and efficiency critical to industrial processes, as they all have different advantages and disadvantages.
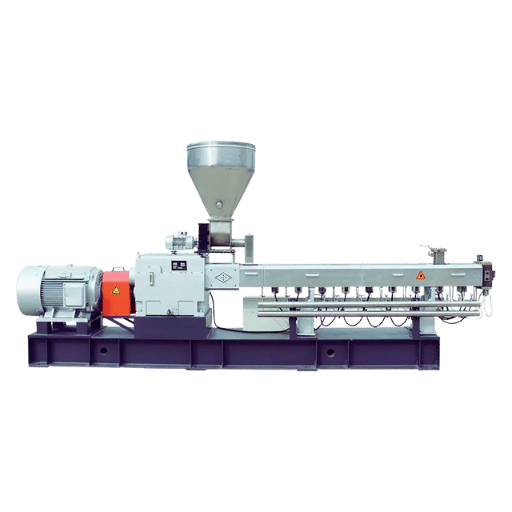
An extruder is formed with all its most essential parts: the barrel and the extrusion dies.
For each component, the leading roles required to achieve an effective and accurate extrusion process can be achieved.
New developments in the screw design have been directed towards efficiency, better mixing, and increased variability of materials. Notable enhancements are:
It reduces material management and improves quality, speed of production, and extrusion process efficiency, which have a positive impact due to these improvements.
Keeping screw speeds and shear rates perfect is very crucial for achieving material quality and proper extrusion during the process. Manipulation of screw speed depending on materials and corresponding processes is required to avoid overheating or particle degradation. Overly excessive shear rates can damage material, especially sensitive polymers, and too low can result in poor mixing and melting of materials. Real-time monitoring of processes alongside the use of screw designs catered to the material’s behavior allows manufacturers to achieve the desired setpoint. This enhances product quality while minimizing the destructive impact on machine parts.

Maintaining high temperature and residence time is essential to prevent degradation and consistency of quality; however, monitoring these measures is equally as important. Thermal decomposition occurs at high temperatures, and excessive residence time may increase the chances of oxidation or cross-linking of some polymers. Careful monitoring of barrel zone temperature control and high-precision calibration dwell time based on the material’s thermal stability can help optimize these parameters. Achieving consistency is essential; thus, more advanced temperature control systems and regular equipment calibration can also aid in this mission. Proper screw design alongside proper fill levels in the barrel enables easier regulation of residence time and thus decreases waste which increases overall process efficiency.
Proper design of the extruder die at the end of an extruder session is vital in achieving the target quality and efficiency standards. I, for example, focus on product shape and consistency and use the appropriate die design with the required shape. Defect ratios can be minimized with properly designed dies by reducing pressure drops. In addition, I make sure that the downstream cooling systems are appropriately regulated to control solidification rates and liquid plastic deformation. I constantly assess the alignment of these parts to avoid any process interruptions in extrusion. Thus, I can maintain the desired quality standard in outputs.
As with many processes, the melt temperature has a critical role in the extrusion process, as too low or too high temperatures may significantly degrade the final product quality. When melt temperatures are set correctly, uniform material flow can be achieved, reducing the chances of internal stresses, warping, or surface inconsistencies. The material properties and overall product appearance suffer when melt temperatures are too high. In contrast, low temperatures may result in incomplete melting of the material, leading to blockages and poor homogeneity. Staying within the recommended melt temperature range improves product quality consistency and production efficiency.
A: Using a die, extrusion transforms raw material into a specific shape. This is accomplished by forcing either molten or solid material through a die at high pressure, using either a ram or screw pump. The industry defines extrusion shaping as forming objects by forcing material through a specially shaped opening.
A: One of the most common raw material forms is pellets, which are loaded into the extruder barrel and heated until they melt. This molten material is then forced through the die to form the extruded part.
A: There are several types of extrusion techniques, including hot, cold, and warm extrusion. Each has different parameters, such as the temperature of the extrusion and the material used.
A: In extrusion, shape is created by the material having to pass through a die with a specific form. At this point, the material cools and retains the shape cast from the die.
A: Various products, including metals, polymers, ceramics, and foodstuffs, can be produced using extrusion. Each product has its process parameters, which must be followed for optimal results.
A: The extruder barrel is the portion of the extruder that contains a screw or a ram that moves and compresses the raw material. It also preheats and melts the material before being forced out of the die to be extruded.
A: Metal extrusion is a process of manufacturing by which some metal in its raw form is pushed through a die to produce items with a particular cross-section. It can create uniform and strong components such as pipes, tubes, and even other structural parts.
A: The metering section of the extruder screw is responsible for the flow control of the molten material for particular parts of the extrusion process. It allows the achievement of part distribution overhead of the die, which is critical in producing the best-extruded parts.
A: All of the numerous parameters defined by a machine, such as temperature, the pressure exercised, as well as the speed of the machine’s components and their respective revolutions, are termed process parameters. These parameters are responsible for the extruded item’s quality and proportions.
A: The extrusion application involves producing complex shapes using dies with different complex cross-sectional shapes for detail work. Due to the flexibility of the extrusion process, parts with detailed and multiple design features can be constructed.
1. “Numerical Optimization of Damage in Extrusion Processes”
2. “A Review of Processes Modeling for Polymer Extrusion”
3. Extrusion

Manufacturing processes are quite complex, and the choice of a production method is directly related
Learn More →
There are two major manufacturing methods for producing plastic prototypes that most people find useful
Learn More →
As a person involved or interested in the design and production of plastic components, it
Learn More →