

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Необходимым шагом для улучшения, а также для повышения жесткости алюминиевых поверхностей является черное анодирование. Это процесс, в который я подробно углублюсь и предоставлю обсуждение его бесчисленных применений в различных областях любого бизнеса по анодированию алюминия. Статья представляет собой полный справочник по всему, что касается черного анодирования. Она заботится о наиболее частых проблемах обслуживания и вопросах, таких как, какие меры предосторожности необходимы для защиты от возможного загрязнения, и дает беспрепятственное руководство для аудитории о том, как правильно и быстро искать ответы. Она может быть полезна для специалистов по производству деталей, занимающихся дизайном скульптуры, и для всех, кто стремится к этой цели.

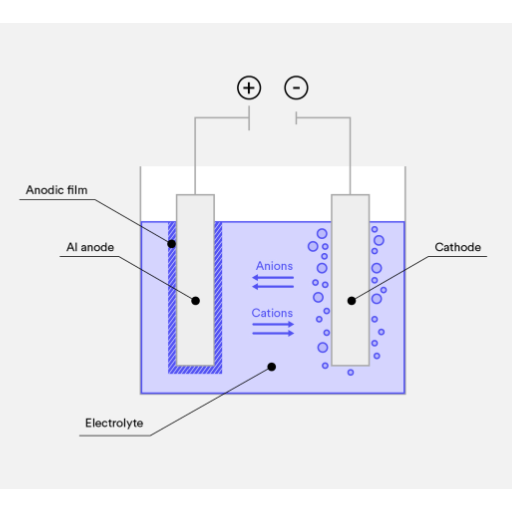
Черное анодирование улучшает механизм алюминия посредством обработки поверхности. Оно также увеличивает долговечность и эстетическую привлекательность продукта. Анодирование выполняется посредством электролитического окисления, при котором алюминий помещается в кислотную электролитную ванну с электрическим током. Ток конструктивно создает защитный оксидный слой на верхней поверхности металла, который может быть дополнительно окрашен в черный цвет для получения гладкой поверхности. Результатом этих процедур является непроводящий, устойчивый к царапинам и долговечный материал с широким спектром применения: от аэрокосмической и военной техники до потребительских товаров.
Более глубокое понимание процесса анодирования предполагает рассмотрение конкретных технических параметров и запросов.
Почему анодирование актуально для алюминия?
Основная цель — повысить эстетическую привлекательность, долговечность и коррозионную стойкость алюминия за счет защитного оксидного слоя.
Каковы технические параметры процесса?
Раствор электролита: Чаще всего это серная кислота 15-20%.
Плотность тока составляет 10-30 А/фут² (1-3 А/дм²) для получения желаемой толщины оксида.
Напряжение: в диапазоне 15-20 вольт.
Температура: в большинстве случаев она должна находиться в диапазоне 60–70 °F (16–21 °C).
Время: Время анодирования составляет 15–60 минут и может варьироваться в зависимости от типа анодирования и желаемой толщины оксида.
Какова толщина оксидного слоя?
Анодированный слой имеет глубину от 0.5 до 25 микрон. Типичные декоративные покрытия имеют толщину от 10 до 15 микрон, а твердое покрытие — от 25 до 50 микрон.
Можно ли модифицировать анодированную поверхность после обработки?
Пористые оксидные слои не требуют герметизации, что позволяет окрашивать их в различные цвета. После этапа окрашивания процесс завершается герметизацией пор деионизированной водой или ацетатом никеля в кипящей воде, чтобы закрыть поры и сделать слой более косметически привлекательным.
Соблюдая эти технические параметры и понимая технологический процесс, можно изготавливать анодированный алюминий под конкретные цели, сохраняя при этом его эксплуатационные характеристики и внешний вид.
Краситель необходим для придания черного цвета и дальнейшего декорирования алюминиевой поверхности. Он одновременно действует как пигмент и улучшает внешний вид алюминиевой поверхности. Процесс анодирования начинается с анодирования, где пористый оксидный слой на алюминиевой поверхности захватывает красители. Органические или неорганические красители получают толстое, однородное черное покрытие. Красители на основе сажи являются наиболее распространенными из-за их интенсивной пигментации и устойчивости к ультрафиолетовому излучению.
Технические параметры черного анодирования
Напряжение анодирования и плотность тока. Измерения лежат в диапазоне 12-24 вольт и плотности тока 1.5-2.5 А/дм² для оптимального размера пор, подходящего для поглощения красителя.
Состав электролита: Наиболее распространенным электролитом является серная кислота с концентрацией 15-20% (вес/объем).
Температура ванны: температура должна оставаться в пределах от 68 до 72F (от 20 до 22C), чтобы обеспечить надлежащий баланс между образованием пор и получением красителя.
Время погружения в красильную ванну: Оптимальное время для правильного окрашивания составляет 15-30 минут. Для более насыщенных оттенков может потребоваться больше времени.
Герметизация: Герметизация закрывает поры и предотвращает утечку красителя. После процесса окрашивания кипящая деионизированная вода или ацетат никеля герметизируют контейнер. Герметизируйте его в течение 20-30 минут.
Следуя этим параметрам, черные анодированные покрытия обладают высокой прочностью и устойчивостью к выцветанию, сохраняя при этом привлекательный, гладкий вид. Такие применения типичны для автомобильной, аэрокосмической и потребительской электронной промышленности, где они служат как функциональным, так и эстетическим целям.
Главными отличиями черного анодирования от базовой версии анодирования являются используемый метод окрашивания и цели отделки. В отличие от процесса черного анодирования, стандартное анодирование повышает твердость и коррозионную стойкость поверхности, иногда включая цвет, который отличается от анодированной поверхности. В отличие от более ранних методов, черное анодирование направлено на достижение интенсивной, однородной, глубокой черной окраски и такой же интенсивной, прочной поверхности. Это достигается путем использования специализированных красителей или включения солей металлов, распадающегося никеля и кобальта, в пористый слой оксида алюминия во время фазы окрашивания.
Некоторые из основных технических параметров включают концентрацию серной кислоты в ванне от 12 до 20 процентов, рабочую температуру от 60 до 70 по Фаренгейту (от 16 до 21 градуса Цельсия) и напряжение от 15 до 18 вольт для анодирования типа II или от 60 до 90 вольт для типа III (жесткое анодирование). Точный контроль имеет важное значение для достижения черного цвета и правильных методов герметизации после процесса окрашивания, таких как герметизация кипячением ацетата никеля в течение двадцати-тридцати минут для повышения долговечности поверхности и стойкости цвета.
Благодаря таким особенностям черное анодирование пользуется особой популярностью в аэрокосмической промышленности, производстве бытовой электроники и декоративных изделий, где эстетика и долговечность имеют первостепенное значение.

Повышенная долговечность — черное анодирование значительно увеличивает долговечность алюминия., предлагая исключительную защиту от коррозии, износа и факторов окружающей среды. Это делает его хорошо подходящим для требовательных применений.
Эстетическая универсальность – элегантный, современный вид глубокой черной отделки эстетически сочетается с различными требованиями дизайна в разных отраслях, включая архитектуру и бытовую электронику.
Улучшенные характеристики поверхности — анодированный слой обеспечивает защитную твердость поверхности и устойчивость к царапинам даже в условиях интенсивного использования.
Легкий и прочный — черный поверхность анодированного алюминия прочность увеличивается без потери его естественных легких свойств, что делает его более прочным без увеличения объема.
Долгосрочная стабильность цвета — хорошо запечатанный черный анодированный алюминий сохраняет свой цвет с течением времени, в отличие от других материалов, которые выцветают из-за воздействия ультрафиолета или износа.
Экологичный процесс: в отличие от других методов нанесения покрытия анодирование является экологически безопасным, поскольку при его использовании образуется меньше отходов, а также обеспечивается полная переработка необходимого материала.
Благодаря превосходной прочности, функциональности и эстетической привлекательности черный анодированный алюминий пользуется популярностью во многих отраслях промышленности.
1. Как анодирование повышает долговечность?
Анодирование, как утверждается, повышает твердость поверхности алюминия, что помогает сделать его устойчивым к царапинам, истиранию и износу. Типичный анодированный слой имеет толщину от 10 до 25 микрон для большинства применений, в то время как для интенсивного использования он может достигать 50 микрон. Эти слои, даже в сложных условиях, обеспечивают длительную прочность.
2. Каким образом анодирование защищает поверхность алюминия?
Этот процесс создает оксидный слой на поверхности алюминия, который действует как барьер против коррозии, ультрафиолетовых лучей, химикатов и влаги. Созданный слой предотвращает окисление и деградацию базового алюминиевого материала.
3. Существуют ли конкретные технические значения для анодированных покрытий?
Конечно, производительность и качество анодированного слоя будут зависеть от таких ключевых параметров, как его толщина, твердость и качество герметизации:
Толщина покрытия: от 10 до 25 микрометров для декоративных или общих применений, от 25 до 50 микрометров для промышленных или тяжелых условий эксплуатации.
Твердость поверхности: до 500HV (твердость по Виккерсу), что повышает устойчивость к царапинам и износу.
Качество герметизации: Хорошо герметизированные поры обеспечивают превосходную устойчивость к коррозии и стабильность цвета, а также предотвращают окисление алюминия.
4. Может ли анодированный алюминий выдерживать нагрев?
Анодированный алюминий имеет сверхжаростойкость A-1. Температура подложки анодируется примерно при 1,221 градусах по Фаренгейту (660 градусов по Цельсию) и может выдерживать экстремальную температуру структурной целостности.
Такие технические подробности и преимущества объясняют, почему анодированный алюминий широко применяется там, где важны прочность и долговечность.
Каждый потребитель ищет современный и инновационный дизайн. Современные продукты, такие как потребительские электронные устройства и архитектурные особенности, делают анодированный алюминий безупречный с его гладкой черной отделкой. Он выглядит выгодно и обеспечивает черную поверхность, которая не выцветает и не отслаивается со временем благодаря электрохимическому процессу осаждения цвета.
В определенной степени черная отделка более желательна с точки зрения одноразовости и долговечности продукта. Она повышает устойчивость к УФ-излучению и стабильность цвета, одновременно обеспечивая долговечность эстетики материала продукта. Анодированный слой поверхности может составлять от 10 до 25 микрон, поэтому даже при воздействии истирания, отслаивания и царапин она сохраняет некоторое подобие благоприятности. Вдобавок ко всему, на ней просто не остается отпечатков пальцев, что делает поверхность более подходящей для смартфонов, ноутбуков и другой техники.
Отрасли, не способные идти на компромисс между эстетикой и производительностью, получат значительную выгоду от анодированного алюминия, поскольку он излучает исключительный внешний вид и отличается непревзойденной надежностью.

Цвет - Черный. анодированный алюминий является уникальным среди покрытий благодаря невероятному сочетанию эстетики, долговечности и производительности. В коррозионной и износостойкости, анодированные покрытия превосходят краски и порошки покрытия. Главное отличие в том, что анодированное покрытие имеет слой, который химически связывается с поверхностью алюминия. Его легкость и исключительная твердость (около 60 HRC по шкале Мооса) обеспечивают долговечность в сложных условиях. Превосходное рассеивание тепла и устойчивость к ультрафиолетовому излучению отличают анодированные покрытия от многих альтернативных покрытий.
Ключевые технические параметры:
Коррозионная стойкость: Пройдено испытание в соляном тумане ASTM B117 более 1000 часов
Толщина анодированного слоя составляет 5-25 мкм в зависимости от требований проекта.
Твёрдость: до 60 HRC (шкала Мооса)
Теплопроводность: 205 Вт/м·К (не изменяется при анодировании)
Устойчивость к ультрафиолетовому излучению: долговечность без значительного выцветания или повреждения
анодированный покрытия черным алюминием остаются нетоксичными, а их отделка сохраняется намного лучше с течением времени, чем у красок. Это гарантирует постоянную производительность и эстетику на долгие годы.
Функциональность, привлекательность и повышенная прочность черного анодированного алюминия сделали его чрезвычайно популярным во многих отраслях и секторах. Некоторые из его выдающихся применений:
Архитектура: Его изысканный внешний вид и устойчивость к погодным условиям делают его идеальным для современных фасадов, оконных рам и других декоративных элементов.
Электроника: Благодаря своей теплопроводности и коррозионной стойкости он широко используется в корпусах, рамах и радиаторах многих бытовых и промышленных устройств.
Автомобильная промышленность: его обычно используют в салонах, отделке и эмблемах транспортных средств, поскольку он легкий и имеет устойчивую к царапинам поверхность.
Авиакосмическая промышленность: Меньший вес и прочность панелей и кронштейнов позволяют им легко выдерживать более сложные условия эксплуатации.
Медицинское оборудование: широко используются инструменты и нетоксичные хирургические устройства, где необходимы чистота и долговечность.
Потребительские товары: кухонные принадлежности и предметы для приготовления пищи обладают повышенной прочностью и предпочтительными вариантами отделки, в то время как спортивное оборудование выглядит особенно привлекательно, если использовать черный анодированный алюминий.
Анодированный черный алюминий — надежный выбор для огромного количества отраслей и целей, где требуются декоративные и функциональные решения.
Черные анодированные компоненты необходимы в различных отраслях промышленности из-за их впечатляющей устойчивости к повреждениям, коррозии и факторам окружающей среды. Обычные отрасли, в которых используются эти компоненты, включают:
Аэрокосмическая и оборонная промышленность: черный анодированный алюминий используется в деталях самолетов, точных военных приборах и оборудовании благодаря своему малому весу и высокой устойчивости к условиям окружающей среды.
Основные параметры: твердость (по Роквеллу C 60-70), толщина анодного слоя (10-25 мкм), коррозионная стойкость (>1000 часов в испытании в соляном тумане).
Электроника и электротехника: Благодаря своей превосходной теплопроводности черный анодированный алюминий широко используется для радиаторов, корпусов и электронных разъемов. Анодированная поверхность не жертвует изоляцией или механической прочностью.
Основными параметрами являются теплопроводность (130–180 Вт/м·К) и электрическая прочность (2000–2200 вольт/мил).
Автомобильная промышленность: черные анодированные компоненты широко используются для деталей двигателя, шасси и декоративной отделки благодаря их приятному внешнему виду и высокой механической и термической стойкости.
Основные параметры: термостойкость (>300°F), толщина оксидного слоя (15–20 микрон), коэффициент трения (0.2–0.3, в зависимости от области применения).
Такие технические возможности позволяют черным анодированным деталям превосходить в условиях, требующих высококачественных материалов с высокой эстетической ценностью. Каждое применение демонстрирует функциональность и уровень инженерной сложности дизайна.
Различные потребительские товары используют черное анодированное покрытие из-за его гладкого вида, практичности и, что самое важное, его долговечности. Например, смартфоны и ноутбуки используют черный анодированный алюминий для легких и устойчивых к царапинам корпусов. Аналогично, сковороды и противни используют черное анодированное покрытие из-за их антипригарных поверхностей и способности выдерживать высокие температуры. Часы и оправы для очков также используют это покрытие из-за его коррозионно-стойких свойств и премиального вида.
Технические Характеристики:
Смартфоны/Ноутбуки:
Твёрдость поверхности: 200-400 HV
Толщина оксидационного слоя: 10-15 мкм
Коэффициент трения: приблизительно 0.2 (сухие условия)
Кухонная посуда:
Температурная стойкость: >400°F
Толщина оксидационного слоя: 15-25 мкм
Коррозионная стойкость соответствует стандартам безопасности пищевых продуктов FDA
Аксессуары (Часы/Оправы)
Твёрдость поверхности: >300 HV
Износостойкость, обеспечивающая долговечность при ежедневном использовании
Эти параметры отражают стандарты производительности, которые делают черные анодированные покрытия идеальными для функциональных и эстетических целей в потребительских товарах.

Различия между черным оксидным покрытием и черным анодированием в основном заключаются в применяемых технологиях, типе материала и целях, для которых будет использоваться материал:
Прикладной Процесс
Покрытие черным оксидом — это защитный процесс, при котором черный оксид железа химически осаждается на черные металлы; в отличие от этого, черное анодирование — это электролитический процесс, при котором покрытие для защиты алюминия и других цветных металлов наносится путем контролируемого окисления.
Совместимость материалов
Черные оксидные покрытия могут быть полезны для стали и железа; однако черное анодирование более полезно для алюминиевых сплавов, повышая их устойчивость к коррозии.
Устойчивость к коррозии и износу
Черные анодированные поверхности имеют более толстый слой оксида, чем черный оксид, что приводит к лучшей коррозионной стойкости, износу и повышенной температуре. Черный оксид имеет дополнительную смазку для защиты от умеренной коррозии, в то время как черные анодированные поверхности обладают превосходными качествами.
Эстетическое и функциональное использование
Черные анодированные поверхности обеспечивают удивительную окраску красителя с матовой и глянцевой отделкой. В отличие от этого, черный оксид дает функциональную, но сугубо деловую отделку, в основном зарезервированную для промышленных инструментов и приложений.
Оба метода ориентированы на конкретные материалы и характеристики и отвечают требованиям защиты и эстетической привлекательности.
Чтобы лучше понять области применения и технические характеристики, черное анодирование и черное оксидное покрытие имеют следующие различия:
Использование материала:
Черное анодирование: используется для алюминия, титана и магния.
Черная оксидная пленка: лучше всего подходит для черных металлов, стали и нержавеющей стали, а также чугуна.
Толщина покрытия:
Черное анодирование: Толщина покрытия зависит от типа защиты и составляет от 0.0005 до 0.002 дюйма (от 12.7 до 50.8 мкм).
Черный оксид: гораздо более тонкий слой, обычно 0.00002–0.0001 дюйма (0.51–2.54 микрона).
Устойчивость к коррозии:
Черное анодирование: Испытайте до 336+ часов коррозионной стойкости в условиях солевого тумана в условиях выдержки.
Черный оксид: умеренно стойкий, улучшенный герметиками или маслами для последующей обработки.
Износостойкость:
Черное анодирование: требует минимального ухода и поэтому обладает превосходной износостойкостью.
Черный оксид не обладает достаточной износостойкостью и для ее повышения требуются дополнительные обработки, такие как обработка маслом и воском.
Термостойкость:
Черное анодирование: высокая стойкость, оптимально работает при температуре до 1000 °F (538 °C).
Черный оксид: сохраняет функциональность до 482 °F (250 °C), прежде чем начнется деградация.
Электрическая изоляция:
Черное анодирование: идеально подходит для компонентов, требующих изоляции, поскольку обеспечивает высокую электроизоляцию.
Черный оксид: Не подходит для изоляции; он является проводником и, следовательно, не обеспечивает диэлектрической изоляции.
Стоимость и предполагаемое использование:
Черное анодирование: более затратное из-за увеличения времени обработки и более передовых технологий.
Черная окись: экономична, особенно для больших объемов производства на заводах.
Каждый метод следует выбирать в соответствии с ограничениями приложения, характеристиками материала и окружающими условиями. Пользователи могут лучше сопоставить процесс со своими целями, анализируя ответы на эти технические вопросы.
Оценка производительности и долговечности черного анодирования и черного оксида показывает, что каждый из них обеспечивает определенные преимущества в зависимости от сценария. Вот краткое сравнение по техническим характеристикам:
Устойчивость к коррозии:
Благодаря более толстому оксидному слою (обычно 10-25 микрон для стандартных покрытий и до 50 микрон для твердого анодирования) черное анодирование обеспечивает исключительную коррозионную стойкость. Это делает его идеальным для использования на открытом воздухе или в высококоррозионных регионах.
Благодаря толщине покрытия 0.5-2.5 мкм черный оксид обеспечивает умеренную коррозионную стойкость. После стилизации его часто покрывают металлом и укрепляют герметиками для последующей обработки, такими как масло или воск.
Износостойкость:
Черное анодирование идеально подходит для деталей, подверженных высокому износу, таких как детали машин или аэрокосмические приложения. Оно защищает поверхность, обеспечивая стойкость к истиранию и образуя твердую поверхность (твердость до 400-600 HV).
Черный оксид больше подходит для основной защиты и эстетической привлекательности, обеспечивая твердость поверхности (примерно 100 HV), но менее пригоден для сред с высоким износом.
Рабочие температуры:
Черное анодирование подходит для случаев, когда требуются высокие эксплуатационные характеристики и термостойкость, поскольку оно выдерживает температуры до 1200°F (~650°C).
В промышленных целях черные оксиды эффективны при температурах до 500°F (~260°C) до их разложения, что делает их непригодными для использования в условиях повышенных температур.
Химическая устойчивость:
В зависимости от метода герметизации черное анодированное покрытие обладает высокой устойчивостью к химикатам, включая кислоты и растворители. Это значительно увеличивает срок его службы в агрессивных химических средах.
Черный оксид устойчив к некоторому слабому окислению и воздействию легких химикатов, но его может быть сложно поддерживать в агрессивных химических средах.
Эстетическая долговечность:
Черное анодирование идеально подходит для декоративных и функциональных целей. Его постоянная, прочная отделка сохраняет яркость цвета и блеск с течением времени.
Несмотря на то, что черное оксидирование позволяет получить равномерное матово-черное покрытие, у него есть недостаток: со временем оно выцветает или разрушается в суровых условиях, если не нанесено покрытие.
Пользователи могут принимать решение на основе строгих отраслевых параметров, сопоставляя эти критерии. Анодирование, как правило, доминирует для высокопроизводительной долговечности, однако для умеренной защиты экономичное решение черного оксида больше подходит в контролируемых средах.
Мои требования к применению, поскольку они касаются конкретных факторов производительности, в основном определяют мой выбор черного покрытия. Я бы выбрал черное анодирование для наружного применения или других сред с высоким износом из-за его долговечности и коррозионной стойкости, а также его долговременной стабильности и стойкости к истиранию. Черный оксид более чем достаточен для бюджетных проектов с ограниченным воздействием суровых условий, поскольку он обеспечивает современную матовую отделку по доступной цене.
Ниже приведены основные технические аспекты, которые следует учитывать при выборе каждого покрытия:
Черный анодирование
Толщина покрытия: 0.0008 – 0.002 дюйма
Стойкость к истиранию: Отличная
Коррозионная стойкость: герметичное анодирование выдерживает испытания в соляном тумане до 336 часов (ASTM B117)
Области применения: аэрокосмическая промышленность, архитектура, морская среда.
Черная окись
Толщина покрытия: 0.00002 – 0.0001 дюйма
Стойкость к истиранию: Умеренная, при условии защиты маслом или герметиком
Коррозионная стойкость: герметичное анодирование выдерживает испытания в соляном тумане до 72 часов (ASTM B117)
Применение: инструменты, огнестрельное оружие, компоненты для помещений.
Я могу более уверенно выбирать покрытие, соотнося эти факторы с долговечностью, желаемым внешним видом и экономической эффективностью.
Черное анодирование — это форма отделки поверхности, используемая в основном для алюминия и его сплавов. Она превращает алюминий в коррозионно-стойкий, высокопрочный и визуально привлекательный материал. Процедуру можно разделить на этапы.
Первоначально поверхность алюминия необходимо очистить и протравить, чтобы удалить все нежелательные вещества, которые могут повлиять на прочность связи оксидного слоя.
Далее подготовка поверхности заключается в погружении подготовленной поверхности в электролитную ванну с добавлением серной кислоты и тока. После этого электрический ток формирует поверхностную анодную реакцию, в результате которой на поверхности образуется пористый анодный слой.
Далее следует процесс анодирования, в ходе которого пористый анодный слой окрашивается уникальными пигментами, заполняющими проницаемый для сероводорода слой.
Наконец, поверхность герметизируется с помощью горячей воды или герметиков для фиксации красителя и повышения коррозионной стойкости.
В результате процесс создает красивый внешний вид готовой поверхности, обеспечивая при этом высокую прочность и коррозионную стойкость, что делает его идеальным для отделочных процедур, где требуются прочность, внешний вид и эффективность.
1. Подготовка алюминиевой поверхности
Очистите алюминиевую часть от любых посторонних, масляных или окисленных веществ перед анодированием. Очистку можно производить щелочными очистителями или обезжиривающими мылами. Обычно используемые параметры включают:
Время щелочной очистки: 5-10 минут.
Температура очищающей ванны: 49-66 градусов по Цельсию.
2. Травление и очистка
Чтобы поддерживать температуру выше комнатной, протравите алюминий в растворе гидроксида натрия, чтобы создать однородную поверхность. Затем протрите его кислотным раствором (обычно, а в идеале, азотной кислотой) для более глубокой очистки.
Время травления: 2 – 5 минут.
Температура каждой ванны: 54–71 градус по Цельсию.
Хотя я рекомендую следовать спецификациям поставщиков, температура и время кислотного дисмутирования часто устанавливаются.
3. анодирование
Шаблонные алюминиевые детали помещаются в ванну с серной кислотой с концентрацией 15–20 % и электролитом. При этом алюминиевая деталь должна быть подключена к положительному полюсу источника постоянного тока, чтобы на ней образовался анодный оксидный слой.
Плотность тока: 12–24 ампер на квадратный фут (ASF).
Температура ванны: 20–220 градусов по Цельсию.
Продолжительность процесса: 20 – 40 минут.
4. Раскраска
Для достижения черного цвета анодированный алюминий покрывается специальным черным пигментом. Убедитесь, что структура красителя позволяет ему заполнить пористый слой.
Температура красителя: 49–60 градусов по Цельсию.
Время погружения в красильную ванну: 10–20 минут.
5. Герметизация
На последнем этапе метод герметизации обеспечивает коррозионную стойкость, одновременно гарантируя фиксацию красителя. Этот метод можно реализовать с помощью горячей воды или ацетата никеля.
Параметры герметизации горячей водой:
Температура: 190–212°F (88–100°C).
Продолжительность: 20–30 минут.
Параметры уплотнения ацетатом никеля (если применимо):
Температура: 180–190°F (82–88°C).
Продолжительность: 15–20 минут.
Соблюдение этих указаний позволит производить высококачественный анодированный алюминий с точными техническими параметрами, необходимыми для долговечности и привлекательного внешнего вида.
Эта технология является одной из самых универсальных, экономически эффективных и широко используемых в анодировании алюминия, поскольку она обеспечивает прочный и однородный анодный слой. Использование сернокислотных электролитов для анодирования — также известное как сернокислотное анодирование — создает оксидный слой на алюминиевых поверхностях, необходимый для превосходного поглощения красителя, улучшенных адгезионных свойств и усиленной защиты от коррозии.
Качественные характеристики анодного слоя во многом зависят от концентрации серной кислоты, плотности тока и рабочей температуры. В любом случае обычно имеется баланс 12–20% по весу серной кислоты, что оптимально способствует росту оксидного слоя, делая процесс эффективным. Эта плотность тока обычно поддерживается в оптимальном диапазоне 12–24 ASF (Ампер на квадратный фут). В этом диапазоне происходит последовательное осаждение анодного покрытия. Рабочие температуры не могут быть ниже 68 и не должны превышать 72 °F (20 и 22 °C). Эти используемые температуры роста оксида оптимизируют увеличенный рост оксида, минимизируя пригорание или образование раковин на поверхности алюминия.
Время анодирования — еще один важный фактор, и его продолжительность может варьироваться в зависимости от желаемой толщины пленки. Для стандартного анодирования временной диапазон обычно составляет от 15 до 50 минут, что позволяет получить слои толщиной от 0.1 до 1.0 мил (от 2.5 до 25 микрон). Более длительное время анодирования позволяет получить более толстые слои, что повышает износостойкость и долговечность поверхности.
Анодирование серной кислотой отличается от других процессов своей способностью производить прозрачные или окрашенные декоративные покрытия для различных архитектурных и промышленных целей. Этот процесс сочетает в себе эстетику с прочностью и универсальностью и имеет решающее значение для производства высококачественных анодированных алюминиевых изделий.
Сохранение внешнего вида и долговечности черной анодированной поверхности требует чистки и ухода. При чистке я использую мягкую ткань или губку, мягкое мыло и воду, так как химикаты и абразивные материалы могут повредить отделку поверхности. Я ополаскиваю чистой водой, чтобы избежать пятен или обесцвечивания, и немедленно высушиваю. Для более сложных пятен я использую чистящие растворы, которые безопасны для алюминия и гарантируют, что они имеют нейтральный pH, чтобы не повредить анодированный слой.
Что касается технических параметров, вот мои рекомендации по уходу и обслуживанию:
Чистящие средства: Чистящие средства должны иметь нейтральный pH в диапазоне 6–8, чтобы избежать коррозии.
Температурные ограничения: не подвергайте анодированную поверхность воздействию температур выше 185°F (85°C), так как это может привести к ее термическому повреждению.
Регулярный осмотр: проверяйте наличие признаков износа и выцветания, а также защитные покрытия, такие как анодные герметики, каждые 6–12 месяцев, чтобы продлить срок службы.
Выполняя описанные выше действия, я могу гарантировать, что черная анодированная поверхность останется в идеальном состоянии и будет столь же эстетичной, сколь и функциональной.

В черном анодировании каждая деталь имеет значение. Для достижения наивысшего уровня качества необходимо соблюдать строгие процедуры на каждом этапе:
Подготовка поверхности: Первым шагом является тщательная очистка поверхности от масел и других загрязнений. Автоматизированные системы гарантируют эффективную нейтрализацию травления.
Параметры анодирования: Покрытие будет обладать требуемыми характеристиками только в том случае, если тщательно контролировать плотность тока, температуру ванны и продолжительность анодирования.
Процесс герметизации: правильная герметизация анодированного слоя горячей водой или растворами ацетата никеля повышает коррозионную стойкость и сохранение цвета.
Проверки качества: периодические измерения толщины, адгезии и других свойств предоставляют данные для определения достаточности качества покрытия и прочности сцепления.
Документация: Отслеживание параметров процесса и результатов партии имеет решающее значение для дальнейшего использования с целью обеспечения прогресса и оптимизации.
Чтобы черное анодирование было эстетически привлекательным и функционально надежным, необходимо уделять особое внимание последовательности и постоянному контролю.
Соблюдение стандартов качества в отношении анодированной отделки полностью зависит от соблюдения параметров электролитного раствора: подготовки поверхности, состава материала и состава. Эти параметры определяются следующим образом:
Обработка поверхности: Анодированию предшествует тщательная и точная стадия очистки, включающая химическое травление, полировку поверхности алюминия и обезжиривание поверхности. Идеальными прекурсорами для анодированной обработки являются алюминиевые подложки, имеющие постоянное среднее значение Ra 0.2-0.4 мкм.
Состав материала: Типы сплавов, включая количество кремния или меди в смеси, определяют ожидаемую конечную отделку после анодирования сплава, такого как алюминий. Хотя чистые алюминиевые отделки (серия 1000) очень однородны при анодировании, также известно, что сплавы, содержащие более высокие доли кремния или меди, как правило, более матовые. Анодированные сплавы, такие как 6061 и 5052, выделяются своей коррозионной стойкостью и сбалансированными характеристиками.
Состав электролита: Серная кислота идеально подходит для использования в качестве электролита при анодировании и поставляется в концентрациях от 15 до 20% по весу. Кроме того, для однородности получаемой отделки температура раствора электролита 20-22°C имеет тенденцию минимизировать обгоревшие отделки, в то же время страдая от низкой возможности Идеальной плотностью тока считается 12-18 А/фут², а сбалансированное время анодирования составляет от 20 до 30 минут.
Методы герметизации Методы герметизации анодированного слоя для максимальной коррозионной стойкости, удержания красителя и долговечности включают герметизацию горячей водой, герметизацию ацетатом никеля и обеспечение поддержания pH герметизирующих растворов в оптимальных пределах. Герметизация горячей водой подразумевает погружение объекта при температуре от 190°F до 210°F на 20-30 минут. Герметизация ацетатом никеля использует 5% раствор при температуре 175°F на 10-15 минут.
Что касается уплотнительных добавок, обычно используемых при анодировании, pH уплотнительных растворов следует поддерживать в диапазоне от 5.5 до 6.5. Другие факторы окружающей среды Необходимо контролировать хлориды и другие примеси в процессе, такие как вентиляция и температура окружающей среды; эти компоненты могут привести к дефектам, таким как точечная коррозия, изменение цвета или другие формы поверхностной коррозии.
Пост-анодированные инспекции Регулярный осмотр конечного продукта гарантирует его соответствие требуемым спецификациям. Флуоресцентный краскопроникающий тест проверяет целостность и адгезию покрытия, а также чистоту поверхности. Покрытие, нанесенное горизонтально, имеет толщину от 10 до 25 мкм, но может достигать 50 мкм при твердом анодировании. Также рекомендуются вихретоковые датчики.
Производители могут достичь практических целей, органично встраивая анодированные покрытия в компоненты и тщательно учитывая эти параметры.
Непостоянная толщина слоя: Изменчивость толщины может повлиять на производительность и эстетику. Чтобы предотвратить это, контролируйте температуру ванны анодирования (устанавливайте ее на уровне от 20 до 22 градусов Цельсия для анодирования типа II) и поддерживайте постоянную плотность тока от 12 до 24 ампер на квадратный фут. Используйте системы перемешивания, которые гомогенизируют электролит во время его использования.
Питтинг и шероховатость поверхности: Дефекты поверхности, включая питтинг, возникают из-за хлоридных загрязнений или неадекватной предварительной обработки. Чтобы смягчить эти проблемы, необходимо усилить системы фильтрации для электролитических ванн и проводить регулярные тесты на наличие примесей. Очистка и обезжиривание являются частью режима предварительной обработки.
Изменения цвета окрашивания: Нежелательные цвета и задержки в окраске могут быть вызваны несбалансированными рисунками пор или недостаточными параметрами при окрашивании. Контролируйте температуру ванны для окрашивания, чтобы она оставалась в диапазоне от 48 до 56 градусов по Цельсию, и поддерживайте pH около 5.5. Используйте однородное серное анодирование и высококачественные красители, а также убедитесь, что промывка после процесса анодирования является однородной, чтобы достичь желаемых цветов.
Растрескивание или отслоение покрытия: проблемы с адгезией покрытия или трещины, появляющиеся на поверхности, возникают из-за перенасыщения покрытия или недостаточной предварительной обработки. Чтобы предотвратить эти проблемы, улучшите процессы травления и удаления шлама перед анодированием и поддерживайте толщину в установленных пределах, т. е. 25 микрон для декоративного и 50 микрон для твердого анодирования.
Дисбаланс электролитных ванн: производительность может со временем ухудшиться из-за дисбаланса в составе электролита. Анодирование типа II требует серной кислоты в диапазоне концентраций 10-20% по весу, поэтому необходимы регулярные проверки и пополнение. Проверьте наличие загрязняющих элементов и измените предположения о параметрах, таких как количество растворенного алюминия, которое часто поддерживается на уровне 5-15 г/л.
Принимая эти меры и отслеживая критические технические показатели, производители могут снизить количество отказов, увеличить срок службы оборудования и гарантировать стабильно высокое качество анодированного покрытия.
В случае с анодированными покрытиями глубокого черного цвета моей главной заботой в поддержании однородности является контроль над процессом и параметрами покрытия. Например, я предварительно обрабатываю их, гарантируя, что обезжиривание, травление и очистка от грязи происходят равномерно на поверхности. Я контролирую серную кислоту (обычно 10-20% по весу) на этапе анодирования, а также контролирую растворенный алюминий в пределах 5-15 г/л. Температура имеет решающее значение, поэтому я поддерживаю ванну на уровне 20-22°C (68-72°F) для анодирования типа II. Например, ванны для окрашивания требуют жесткого контроля при глубоком черном цвете. Концентрация красителя вместе с температурой устанавливаются в соответствии с рекомендациями поставщика, например, для окрашивания теперь температура должна поддерживаться в пределах 50-60°C (122-140°F). При пост-герметизации цвета закрепляются в столбе при температуре 96-100 °C (204-212 °F) с помощью ацетата никеля или горячей деионизированной воды, что повышает долговечность. Выполняя эти шаги, я гарантирую, что покрытия будут последовательными по однородности, эстетике и функциональности.
Ведущий поставщик металлообрабатывающего оборудования с ЧПУ в Китае
A: Черное анодирование относится к анодированию алюминия, электрохимическому процессу, который создает полупористый слой оксида алюминия на поверхности. Этот слой затем может быть окрашен органическим красителем, включая черный, для достижения прочного и эстетически приятного покрытия.
A: Различия между черным оксидным покрытием и черным анодированием в основном заключаются в процессе и применении. Черный оксид покрывает материалы, чтобы обеспечить минимальную коррозионную стойкость, и обычно используется для стали, тогда как черное анодирование подразумевает анодирование для создания более прочного и коррозионно-стойкого слоя на алюминии или титане.
A: Да, алюминий можно анодировать в черный цвет. Этот процесс подразумевает использование органического красителя во время процедуры анодирования для создания черного анодного покрытия, которое улучшает внешний вид металла и его устойчивость к коррозии и износу.
A: Анодированный алюминий улучшает коррозионную стойкость, защиту от износа и эстетическую привлекательность. Черное анодное покрытие делает алюминий более красивым и долговечным, подходящим для различных применений, включая архитектурные и потребительские товары.
A: Да, алюминий серии 5, известный своей превосходной коррозионной стойкостью и прочностью, обычно анодируется для применений, требующих повышенной долговечности и эстетической привлекательности.
A: Толщина анодированного материала может влиять на долговечность, постоянство цвета и коррозионную стойкость черных анодированных деталей. Более толстый слой обычно обеспечивает лучшую защиту, но также может влиять на однородность цвета и эстетические свойства.
A: Да, титан также может быть анодирован в черный цвет. Хотя этот процесс немного отличается от анодирования алюминия, он также улучшает внешний вид металла и его устойчивость к износу и коррозии.
A: Черные анодированные детали могут потерять цвет из-за длительного воздействия ультрафиолетового света, агрессивных химикатов или износа. Однако правильная герметизация и обслуживание могут значительно продлить срок службы цвета.
A: Процесс чернения алюминиевых компонентов включает анодирование и окрашивание. Для достижения желаемого цвета и отделки алюминий сначала анодируется, чтобы создать полупористый слой оксида алюминия, окрашенный органическим красителем, в том числе черным.

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →