

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
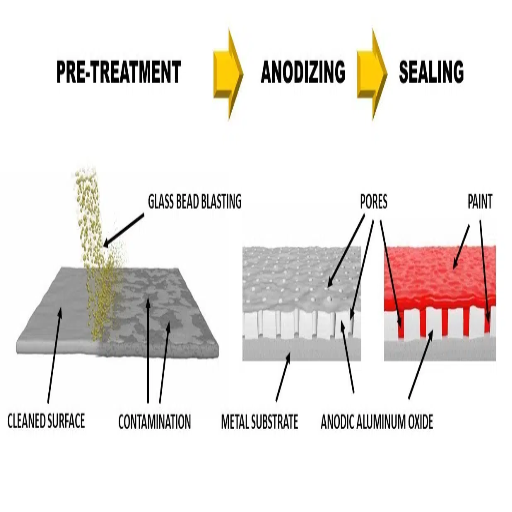
A anodização prolonga a vida útil e melhora a aparência geral do alumínio. Ela é aplicada em diferentes indústrias. Este guia o levará pelas dicas e truques passo a passo para obter a retificação em peças complexas de alumínio anodizado. A beleza de entender esse processo certamente transformará os resultados para fabricantes, engenheiros e indivíduos curiosos.
Neste artigo, discutimos o que a anodização de alumínio envolve, a importância do processo e os desafios que o seguem. Várias ferramentas estão disponíveis para moer alumínio anodizado duro; no entanto, uma compreensão mais profunda das técnicas que alcançam a mais alta precisão e eficiência é essencial. Abordaremos os desafios comuns e suas soluções sem comprometer a integridade das peças. Finalmente, você poderá saber como essas informações se aplicam em contextos do mundo real.
A anodização é um tratamento eletroquímico para alumínio componentes que melhoram suas características de superfície. Requer submergir o alumínio em uma solução eletrolítica e passar uma corrente através da peça. Este processo permite que o oxidação anódica do alumínio e cria um óxido controlado na superfície. Esta camada aumenta a durabilidade, melhora a resistência à corrosão e melhora a adesão de acabamentos como corantes e selantes. Devido às suas vantagens tanto em função quanto em estética, a anodização é útil em muitas indústrias, da aeroespacial à eletrônica de consumo.
Reações anódicas e catódicas que contribuem para um fenômeno eletroquímico geral acontecem simultaneamente em uma solução durante o processo de anodização. A superfície de alumínio em um ânodo sofre uma reação com íons de oxigênio e é posteriormente construída em uma camada estável de óxido de alumínio. A principal reação anódica pode ser descrita como:
Reação do ânodo:
[2Al + 3H_2O → Al_2O_3 + 6H ^ + + 6e ^ -]
O revestimento de óxido produzido fornece as características decorativas e protetoras necessárias. As moléculas de água sofrem redução no cátodo, resultando na liberação de gás hidrogênio:
Reação catódica:
[ 6H ^ + + 6e ^ - → 3H_2 (gás)]
Considerações importantes para otimizar a anodização
Vários parâmetros técnicos, conforme descritos abaixo, são de extrema importância para alcançar resultados ideais com o processo de anodização:
Composição do eletrólito: Na maioria das vezes, o ácido sulfúrico (H₂SO₄) está na faixa de concentração de 15–20%.
Voltagem: A anodização padrão geralmente requer 10–20 volts; no entanto, a qualidade e a espessura desejadas da camada de óxido afetam a voltagem.
Densidade de corrente: definida em 1–2 amperes por decímetro quadrado (A/dm²).
Temperatura: A faixa ideal para evitar queimaduras é de 65 a 75 °C (18 a 24 °F), onde o equilíbrio com a formação de óxido é alcançado.
A duração normalmente varia entre 20–60 minutos, dependendo da espessura de óxido necessária.
Ao supervisionar esses parâmetros, as indústrias podem personalizar a superfície anodizada de acordo com requisitos funcionais ou estéticos específicos, garantindo, ao mesmo tempo, padronização e qualidade em seus usos.
Soluções eletrolíticas adequadamente preparadas são vitais no processo de tratamento de anodização porque permitem a formação da camada de óxido na superfície do metal. Na maioria dos casos, o ácido sulfúrico é o eletrólito mais frequentemente usado e geralmente está disponível em concentrações de 15 a 20% em volume. Para outros propósitos específicos, ácido crômico (3 a 10% em volume) ou ácido fosfórico (10 a 15% em volume) são usados alternativamente, dependendo dos requisitos de acabamento e funcionais.
Como solução, o eletrólito serve como um meio pelo qual a eletricidade flui entre o ânodo e o cátodo. Esse fluxo de corrente elétrica resulta na oxidação da superfície do metal. Alguns aspectos importantes a serem observados no gerenciamento de soluções de eletrólitos são:
Concentração: Para propósitos cotidianos, a concentração de ácido sulfúrico será mantida em 15 – 20%. O ácido crômico é frequentemente usado em concentrações mais baixas (3 – 10%) para melhorar a resistência à corrosão.
Temperatura: Geralmente, são mantidas entre 60 e 75 °C (16 e 24 °F) para garantir o crescimento uniforme do óxido e evitar que a peça superaqueça ou queime.
Nível de pH: Uma faixa de 0.5 a 2.0 é mantida para promover o crescimento de óxido durante a anodização com ácido sulfúrico.
Agitação: A agitação do eletrólito garante anodização uniforme em todos os momentos, permitindo o movimento uniforme dos íons e evitando o superaquecimento localizado.
A seleção de soluções eletrolíticas e a manutenção de condições adequadas garantem a espessura, durabilidade e aparência desejadas da camada anodizada para aplicações industriais e comerciais.
A anodização com ácido sulfúrico é incrivelmente popular entre os consumidores porque é econômica e facilmente integrada em várias aplicações. O ácido sulfúrico é mais barato que o ácido crômico, o que fornece resistência à corrosão incomparável para componentes aeroespaciais. A anodização dura de alto custo é usada ao criar componentes que suportam altos níveis de desgaste. Quando comparada, a anodização dura tem uma vantagem de granito, tendo uma camada de óxido mais espessa e superior. As únicas desvantagens são seus altos custos de processamento e requisitos de precisão.
Além disso, o ácido sulfúrico fornece um equilíbrio muito melhor entre desempenho e custo em comparação à anodização com ácido crômico. Ele tem uma camada de óxido decente de 5-25 mícrons, boa resistência à corrosão, capacidade de tingimento e tremendo apelo para fins decorativos. Elementos como tensão operacional, temperatura do eletrólito e densidade de corrente impactam profundamente as propriedades da camada, tornando-as essenciais. Ao contrário de outras formas de anodização, esta tem uma ampla gama de aplicações e um menor impacto ambiental, tornando-a mais atraente para uso industrial geral.
O endurecimento por anodização é diferente da anodização normal devido ao óxido que emprega, que é mais espesso e rígido. Enquanto a anodização comum tende a ser decorativa e mais leve, a anodização dura é mais densa e resistente após a formação. É ideal para suas aplicações pretendidas que exigem alta resistência e resistência ao desgaste. É comum que esse processo tenha densidades de corrente mais altas e temperaturas de eletrólito mais baixas devido ao acabamento ser mais profundo e mais rígido. Além disso, a anodização dura é geralmente mais industrial ou mecânica do que estética devido à sua superfície porosa, que pode suportar condições mais severas facilmente.
Avaliar as características específicas, os detalhes técnicos e os parâmetros dos processos Tipo II e Tipo III é fundamental para analisar suas distinções.
Aplicações:
A anodização tipo II é excelente para evitar corrosão e para fins decorativos. Os exemplos mais comuns são produtos de consumo, componentes arquitetônicos e peças leves.
A anodização dura tipo III é perfeita para design industrial, resistência ao desgaste mecânico e resistência, como visto em peças aeroespaciais, automotivas e de máquinas pesadas.
Espessura da camada:
O tipo II geralmente está na faixa de 0.0002 a 0.001 polegadas (5 a 25 mícrons).
Tipo III: possivelmente o tipo mais espesso devido à sua espessura máxima, variando de cerca de 75 mícrons a 125 mícrons, dependendo da finalidade da aplicação.
Condições ambientais:
Tipo II: Este tipo usa uma temperatura moderada de eletrólito de ácido sulfúrico de 20–22 °C para uma operação mais fácil a 68–70 °F.
Tipo III: Camadas de óxido mais densas e espessas são criadas em taxas mais baixas de 32-50F ou 0-10C.
Densidade atual:
Tipo II: As faixas típicas são de 12 a 18, com média de 15 ASF Amperes por Pé Quadrado.
Tipo III: Densidades de corrente mais altas são necessárias para obter uma camada mais desafiadora e durável, geralmente em torno da marca de 20-40 ASF.
Propriedades de superfície:
Tipo II: Propriedades de alta rugosidade da superfície permitem melhores tratamentos de tingimento e acabamento.
Tipo III: Superfícies endurecidas a um nível de microrresistência ao desgaste com baixa porosidade são funcionais em condições extremas, mas não tão esteticamente agradáveis, permitindo algumas aplicações exclusivas.
Em um mundo onde nada funciona perfeitamente, entender essas divisões desiguais dá aos fabricantes e decoradores a esperança de otimizar os processos de anodização precisamente para requisitos precisos. Ambos os tipos oferecem benefícios exclusivos quando aplicados corretamente, tornando-os soluções versáteis em diferentes indústrias.
Maior durabilidade e resistência ao desgaste
As indústrias aeroespacial, automotiva e de manufatura geralmente usam componentes que sofrem atrito e impacto extremos. Superfícies anodizadas duras são perfeitos para essas aplicações porque são altamente resistentes ao desgaste e à abrasão.
Quantidade usual: 25 – 150 mícrons (1 a 6 mil): A espessura da superfície anodizada dura varia de acordo com os requisitos do cliente.
Níveis de dureza: 500 – 600 HV
Melhor resistência à corrosão
A anodização dura melhora a capacidade de um material de resistir a produtos químicos severos e umidade cobrindo-o com uma densa camada de óxido. Essas propriedades são ideais para propósitos marítimos, externos e industriais.
Opções de selante: Derramar água quente ou acetato de níquel melhora a vedação e aumenta a resistência à corrosão.
Isolamento Elétrico e Térmico
Revestimentos anodizados duros têm excelente isolamento elétrico e resistência térmica, o que ajuda a controlar o calor e a escassez de eletricidade em aplicações específicas.
Resistência ao calor: material e condições específicas, mas pode suportar temperaturas de até 500F (260C).
Rigidez dielétrica: Em torno de 2000 V/mil, boa para componentes eletrônicos.
Requer menos manutenção e dura mais
A combinação de resistência mecânica e corrosão dos acabamentos anodizados duros os torna mais fáceis de manter e aumenta a vida útil dos componentes. Devido ao seu valor econômico, isso é especialmente benéfico para ambientes mais hostis.
Melhores características de superfície
Camadas anodizadas intrincadas frequentemente têm melhores propriedades de lubrificação, tornando-as mais fáceis de operar em máquinas. Devido à sua forte ligação com o substrato, elas também são resistentes a rachaduras e descascamentos.
Com a especificação cuidadosa dos parâmetros técnicos e dessas vantagens, as indústrias podem personalizar superfícies anodizadas duras para fornecer o melhor desempenho e confiabilidade para suas aplicações.
A anodização tipo III, ou anodização dura, fornece a mais alta resistência ao desgaste de todos os tipos de anodização. Isso pode ser atribuído à camada de óxido mais espessa, tipicamente entre 25 e 150 mícrons, que aumenta significativamente a resistência da superfície ao desgaste abrasivo e mecânico. Em contraste, a anodização tipo II, usada para anodização decorativa, tem um revestimento mais fino (5 a 25 mícrons) que oferece boa resistência ao desgaste, mas foca principalmente na estética e proteção contra corrosão.
Detalhes importantes são a espessura do revestimento, dureza, geralmente 350-600 HV para anodização Tipo III, e a vedação usada. Esses fatores influenciam muito o desempenho da superfície anodizada, especialmente em superfícies propensas ao desgaste. A temperatura operacional durante a anodização, 0 °C a 5 °C para o Tipo III, e a composição do eletrólito também importam.

A retificação é essencial para usinar alumínio anodizado para obter tolerâncias desejáveis e qualidade de acabamento de superfície. Sob a anodização Tipo III, camadas anodizadas são muito resistentes ao desgaste. Assim, o controle cuidadoso da taxa de remoção de material é crítico para que o substrato não seja danificado. A retificação também torna possível atingir tolerâncias apertadas e superfícies lisas essenciais para requisitos funcionais e estéticos. Além disso, superfícies de componentes com dimensões críticas podem ser ajustadas para melhorar o ajuste e o desempenho em relação à precisão dimensional precisa.
Seleção de ferramentas de moagem apropriadas
Considere usar rodas de moagem ou cintas abrasivas projetadas para peças de alumínio. Carboneto de silício ou óxido de alumínio são os abrasivos mais eficazes para camadas anodizadas. Dependendo dos requisitos da superfície, o tamanho mínimo de grão para trabalho de acabamento fino deve ser 320, e o máximo deve ser 600.
Parâmetros de velocidade e alimentação
Ajuste a velocidade e o avanço da máquina de moagem para evitar o superaquecimento da superfície anodizada. Use uma velocidade de moagem entre 3,500 e 6,000 SFM. Use taxas de avanço moderadas para evitar o superaquecimento do substrato e ajudar a controlar a remoção do material.
Aplicação de refrigerante
Ao moer, sempre empregue refrigerantes dissipativos ou lubrificantes à base de água para difundir o calor e minimizar o atrito. Essas técnicas evitam a eluição ou rachadura da camada anodizada, ao mesmo tempo em que garantem operações de moagem suaves.
Pressão controlada
Evite a aplicação de pressão excessiva durante a retificação o máximo possível, pois isso corre o risco de deformar a superfície anodizada e eluir mais material do que o desejado. Pressão moderada a leve ainda atinge precisão adequada, mantendo o controle sobre a integridade estrutural da camada.
Passes Incrementais
Em vez de passes pesados, passes leves de retificação incremental são melhores. Uma profundidade de corte de aproximadamente 0.001 a 0.005 polegadas em cada passe incremental é ideal para manter o controle sobre as tolerâncias dimensionais e preservar o revestimento anodizado.
Inspeção e Acabamento
Durante todo o procedimento, verifique a peça de trabalho frequentemente para confirmar que os requisitos de acabamento da superfície foram atendidos. No final, além do polimento usando abrasivos mais finos para atingir suavidade superior, o alinhamento com os requisitos estéticos deve ser reforçado.
Todos esses parâmetros e técnicas permitem lixar superfícies de alumínio anodizado, mantendo a qualidade funcional e visual do material.
Como os materiais abrasivos se comportam em conjunto com camadas anodizadas depende do tipo, dureza e tamanho das partículas dos abrasivos. Uma camada de óxido resistente protege a superfície do alumínio anodizado, embora o material abrasivo que seja muito forte ou abrasivo possa danificar o revestimento. Abaixo está um resumo técnico:
Dureza Abrasiva
Carbonetos de silício e diamantes podem ser chamados de abrasivos de camada anodizada porque podem penetrar e danificar a superfície do óxido. A resistência à corrosão e o apelo estético da camada anodizada serão perdidos. Para que o revestimento seja preservado, abrasivos mais macios, como óxido de alumínio ou materiais cerâmicos, devem ser usados na maioria dos processos de acabamento.
Grão ou tamanho de partícula
Usar tamanhos de grãos grossos, como 60 a 120, pode remover material, o que pode deixar arranhões ou acabamentos irregulares. Abrasivos de vidro ou cerâmica pulverizados de grãos finos com diâmetros de 320 a 600 oferecem um acabamento melhor porque causam danos mínimos à camada de óxido.
Lubrificação e Refrigeração
A aplicação correta de refrigerantes ou lubrificantes é importante na retificação para remover o calor e evitar o superaquecimento da camada anodizada. Os refrigerantes à base de água são amplamente usados porque controlam a ação abrasiva e ajudam a reduzir os danos térmicos.
Com a seleção adequada de abrasivos, alguns parâmetros operacionais e alguns procedimentos de resfriamento, o anodizado superfície de alumínio pode ser usinada mantendo suas características funcionais e decorativas.
É essencial manter a resistência à corrosão ao retificar alumínio anodizado. Gosto de utilizar abrasivos não agressivos com um número de grão entre 120 e 320, pois eles fazem um bom trabalho de desbaste do material sem tirar muito do revestimento anodizado. Além disso, gosto de controlar as velocidades ao retificar para menos de 3,500 RPM para garantir que não seja gerado muito calor que possa danificar a camada de óxido. O resfriamento adequado é significativo para preservar as características de proteção do material de forma eficaz; costumo usar refrigerantes à base de água com uma vazão de cerca de 1.5-2.0 litros por minuto para garantir que a temperatura da ferramenta e da superfície sejam reguladas. Manter a integridade resistente à corrosão da superfície anodizada é possível obedecendo a esses parâmetros técnicos e sendo cuidadoso durante a operação.

A aplicação de componentes de alumínio anodizado é benéfica de várias maneiras. Eles podem ser usados em muitos campos porque são resistentes à corrosão, evitando danos ambientais, como produtos químicos e umidade que deterioram o metal base. Isso aumenta significativamente a vida útil do material. Além disso, os revestimentos anodizados melhoram a dureza da superfície, o desgaste e a resistência à abrasão. Além disso, o alumínio anodizado é fácil de manusear. Ser leve e durável simultaneamente retém ainda mais a integridade estrutural do material base. O processo também melhora o apelo estético, dando um acabamento metálico elegante que pode ser tingido em várias cores. Portanto, a superfície pode ser satisfatória aos olhos. Finalmente, eles são atóxicos e ecologicamente corretos, o que os torna adequados para uso em aplicações que priorizam a sustentabilidade.
A superfície de alumínio é anodizada, o que aumenta a resistência à corrosão ao aplicar uma cobertura de óxido protetora resistente. Os seguintes parâmetros são altamente técnicos e essenciais ao considerar a otimização do processo:
Espessura do revestimento
Um revestimento padrão de 5-25 micrômetros é adequado para uso diário. Para condições mais severas, como ambientes marinhos e industriais, revestimentos de 50 micrômetros são ideais para fornecer mais resistência.
Processo de Vedação
A camada anodizada deve ser selada apropriadamente para evitar superfícies porosas, o que é problemático. Selagem com água quente, selagem com acetato de níquel ou selagem a frio podem ser feitas.
Temperatura de selagem para água quente = 96 a 100 graus por 20 a 30 minutos.
Tipo de ácido usado
O eletrólito mais comum, o ácido sulfúrico, é usado para anodização, oferecendo excelente resistência à corrosão.
A concentração típica de ácido sulfúrico varia de 15 a 20 por cento.
Densidade de Tensão e Corrente
Dependendo da espessura e da aplicação, a voltagem pode variar de 10 a 20 volts.
A densidade de corrente geralmente está entre 1 a 3 A/dm^2.
Considerando esses fatores, o alumínio anodizado é mais resistente à corrosão do que o alumínio desprotegido para aplicações aeroespaciais, automotivas e de construção.
Para melhorar a resistência ao desgaste de ligas de alumínio, é necessário otimizar as características da superfície usando métodos de tratamento de superfície, revestimentos e modificações de liga. As principais abordagens estão listadas abaixo, juntamente com considerações essenciais:
Endurecimento de Superfícies
Anodização dura é uma técnica amplamente usada para melhorar a resistência ao desgaste. Após o banho de anodização, a camada de óxido no alumínio engrossa.
Parâmetros recomendados:
Tipo de ácido: Ácido sulfúrico ou oxálico.
Temperatura: -5°C a 5°C para anodização dura.
Voltagem: 30-60 volts, dependendo da espessura da liga.
Faixa de espessura: 25-150 mícrons para maximizar o aumento da durabilidade.
Revestimentos de pulverização térmicos
A pulverização de plasma aumenta significativamente a resistência ao desgaste ao aplicar revestimentos cerâmicos ou metálicos duros, como carboneto de tungstênio (WC) ou óxido de cromo.
Parâmetros típicos:
Espessura do revestimento: 100-300 mícrons.
Temperatura do substrato Aplicação Therma: Menos de 150 °C para evitar distorção térmica.
Liga de materiais
Adicionar componentes como silício ou manganês à liga de alumínio aumenta sua resistência à abrasão.
Exemplo de ligas:
Ligas de Al-Si com 12-25% de silício para excelentes propriedades de desgaste e fundição.
As ligas Al-Mg-Si equilibram estrategicamente a relação resistência-peso, bem como a resistência ao desgaste.
Selantes e Tratamentos de Superfície
A vedação pós-anodização com acetato de níquel ou água fervente aumenta a resistência ao desgaste fechando os poros na camada de óxido.
Duração do selante em água fervente: 20-30 minutos 96-100°C.
A incorporação de técnicas complexas de anodização com revestimentos por pulverização térmica ou ligas pode aumentar a resistência ao desgaste de algumas ligas de alumínio para aplicações de ponta nos setores aeroespacial, automotivo, de ferramentas, etc.
É bem sabido que obter bons acabamentos de superfície usando anodização é uma atividade complexa que envolve usinagem e estética. O processo de anodização melhora a superfície do alumínio aplicando uma camada de óxido protetora e durável, resistente à corrosão, que pode ser colorida ou deixada sem cor, mantendo a aparência metálica. Isso geralmente consiste em pré-tratamento, anodização, coloração opcional e vedação.
As características vitais do processo são:
Tensão de anodização: 15-20 V é normalmente usado para o Tipo II (anodização decorativa) ou 30-100 V para o Tipo III (anodização dura).
Solução eletrolítica – concentração de 15-20% de ácido sulfúrico é o padrão.
Temperatura – mantida em 20-22 graus Celsius (68-72 F) para repetibilidade.
Tempo de anodização: 20 a 45 minutos, dependendo da espessura necessária, normalmente de 10 a 25 mícrons por razões estéticas.
Ao gerenciar cuidadosamente esses fatores, é possível obter superfícies anodizadas com espessura, brilho, cor ou acabamento uniformes, tornando o alumínio anodizado um material preferido em arquitetura, bens de consumo e artes.

Para garantir o revestimento correto no alumínio anodizado, certifique-se de seguir estes procedimentos principais:
Preparação da superfície: Limpe e desengordure a superfície de alumínio a ser anodizada para remover todos os contaminantes que podem afetar a adesão.
Camada de anodização adequada: confirme se a camada anodizada tem espessura e uniformidade precisas para a aplicação específica.
Selagem: Após a coloração ou acabamento, sele a camada anodizada imediatamente para aumentar a durabilidade e a resistência à corrosão.
Compatibilidade do material de revestimento: Evite usar materiais de revestimento que não atendam às especificações do alumínio anodizado, pois eles causarão descascamento ou discrepâncias.
Controle de qualidade: são realizadas inspeções ou testes de adesão e resistência à abrasão, ou o revestimento e suas características são confirmados para ter a confiabilidade necessária.
Seguir essas práticas pode aumentar suas chances de obter um imóvel durável acabamento em superfícies de alumínio anodizado.
A camada de óxido é crucial no processo de revestimento porque é a superfície à qual o revestimento irá aderir; ela permanecerá intacta por um longo tempo. Esta camada de óxido de alumínio é naturalmente formada ou anodizada e tem alta dureza e resistência à corrosão. Como tal, ela protege o metal sob o revestimento de óxido.
A espessura mais apropriada da camada de óxido difere de acordo com o caso de uso. Para a maioria dos propósitos, uma espessura entre 10 e 15 mícrons será suficiente; no entanto, para algumas aplicações industriais e externas, 20-25 mícrons são preferíveis. Além disso, após a anodização, a camada de óxido é altamente porosa, o que permite melhor retenção de pigmentos e selantes que melhoram ainda mais o revestimento. A obtenção de uma camada de óxido uniforme e precisa requer controle rigoroso da densidade de corrente elétrica, geralmente de 1.0 a 1.8 A/dm², e tempo de anodização.
Quando a integridade e as propriedades da camada de óxido são mantidas, o processo de revestimento produz resultados inigualáveis em estética e funcionalidade por longos períodos.
Selagem com água quente
Coloque os componentes anodizados em água deionizada aquecida a 180-212°F (82-100°C) por 15 a 30 minutos. Este processo garante que os poros na camada de óxido sejam hidratados e selados. Certifique-se de que a água esteja limpa e bem conservada para evitar contaminação, o que pode impactar a qualidade do revestimento.
Selagem de acetato de níquel
Uma solução de acetato de níquel é usada para aplicações industriais onde são necessárias uma forte durabilidade de vedação e retenção de cor. A concentração da solução deve ser de aproximadamente 0.5-1.0% de acetato de níquel, e o banho deve ser mantido a 170-200°F (77-93°C). Mergulhe as peças por 15-20 minutos, garantindo vedações universais.
Selagem a frio
Empregue processos de selagem a frio para maiores taxas de explicação e melhor eficiência energética. Esses processos incluem soluções à base de flúor que operam em temperaturas de 75-95°F (24-35°C). O tempo de imersão pode ser de 5 a 15 minutos, dependendo da espessura do revestimento e da composição da solução. Para atingir um nível de pH de 5.5-6.0, deve-se prestar atenção para garantir resultados repetíveis.
Selagem a vapor
Mergulhe as peças anodizadas em vapor saturado a 100°C por 10-20 minutos. Este método sela efetivamente os poros enquanto os hidrata para lotes pequenos a médios e sela de forma ideal a camada de óxido. A calibração regular do equipamento é necessária para atingir pressão e temperatura de vapor estáveis por longos períodos.
Enxágue pós-selagem
Um procedimento pós-selagem sempre envolve enxágue com água deionizada para remover quaisquer produtos químicos restantes e eliminar a chance de manchas. Esse processo também ajuda a evitar a contaminação da camada selada, permitindo que ela retenha suas funções protetoras e estéticas.
A escolha do método de vedação adequado para sua aplicação permite que você alcance durabilidade, resistência e acabamento para revestimentos anodizados. O monitoramento cuidadoso de cada etapa é necessário para garantir a precisão e a consistência dos resultados.
Para determinar as características de resistência à corrosão pós-revestimento, concentro-me nos métodos de teste definidos que darão resultados confiáveis e mensuráveis. Um dos testes padrão é o teste de névoa salina, no qual peças anodizadas são colocadas em uma névoa salina por um determinado tempo. As peças revestidas devem geralmente ser capazes de sobreviver sem danos significativos por 500 a 1000 horas para que se possa dizer que têm boa resistência à corrosão.
Outra abordagem direta é a espectroscopia de impedância eletroquímica (EIS). É aqui que eu meço a impedância do revestimento para determinar a quantidade de penetração iônica que o revestimento pode resistir, onde valores mais altos indicam melhor resistência. Além disso, após a exposição ambiental, eu inspeciono as peças para detectar corrosão, descoloração ou quaisquer irregularidades na superfície.
O controle da espessura do revestimento (18-25 mícrons para anodização Tipo II) e a precisão da vedação são questões técnicas críticas. Eu sempre considero isso. Essa atenção cuidadosa garante que os revestimentos anodizados sejam consistentes, duráveis e resilientes ao longo do tempo.
Fornecedor líder de usinagem CNC de metal na China
R: A anodização do alumínio envolve um processo eletroquímico que cria uma camada de óxido de alumínio na superfície do alumínio. Isso aumenta a resistência à corrosão e ao desgaste dos componentes de alumínio.
R: O alumínio pode ser anodizado usando ácido sulfúrico, ácido crômico ou anodização dura. Cada processo tem benefícios e é usado para aplicações específicas com base no acabamento e desempenho desejados.
A: A anodização dura cria uma camada de óxido de alumínio mais espessa e durável do que outros tipos. É ideal para componentes de alumínio que exigem maior resistência à corrosão e ao desgaste.
R: A anodização de alumínio resulta em um acabamento suave e esteticamente agradável. Ele também pode ser tingido em várias cores, permitindo uma aparência personalizada, mantendo a camada protetora de óxido de alumínio.
R: O processo de anodização do alumínio é essencial na usinagem porque aumenta a resistência à corrosão das peças de alumínio, acrescenta durabilidade e proporciona uma superfície melhorada para tratamentos ou acabamentos subsequentes, como polimento.
R: A solução ácida, como ácido sulfúrico ou crômico, é crucial no processo de anodização, pois facilita a reação eletroquímica que forma a camada protetora de óxido de alumínio na superfície do alumínio.
R: O alumínio anodizado geralmente tem condutividade elétrica reduzida devido às propriedades isolantes da camada de óxido de alumínio. No entanto, isso pode ser benéfico em aplicações específicas onde o isolamento é desejado.
A: O processo de etch limpa a superfície do alumínio removendo impurezas e criando uma textura uniforme. Isso melhora a adesão da camada anodizada e garante um acabamento consistente.
R: A anodização com ácido crômico oferece excelente resistência à corrosão e é menos propensa a causar fadiga em peças de alumínio, tornando-a adequada para aplicações aeroespaciais e outras aplicações de alto estresse.
R: A espessura da camada anodizada é controlada ajustando a duração e as condições do processo de anodização, incluindo o tipo de solução de anodização e a corrente elétrica aplicada.

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Existem dois métodos principais de fabricação para produzir protótipos de plástico que a maioria das pessoas considera úteis.
Saiba mais →
Como pessoa envolvida ou interessada no projeto e na produção de componentes plásticos,
Saiba mais →