

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Anodizar alumínio faça você mesmo em casa em Los Angeles é frequentemente considerado assustador, mas não tenha medo! Este post ajudará você a analisar sua viabilidade e estimar os recursos passo a passo necessários para realizar a anodização em casa. Com informações adequadas e as técnicas adequadas, a anodização de alumínio de qualidade aeronáutica pode ser um empreendimento frutífero e emocionante. A anodização é uma forma prática de galvanoplastia que será útil não apenas para entusiastas privados, mas também para pequenas empresas que exigem aumento da resistência do produto à corrosão. Este artigo discutirá as ferramentas e materiais necessários e analisará a ciência por trás da anodização e do processo. Além disso, investigaremos vários problemas que surgem com a anodização e tentaremos sugerir maneiras de fazê-lo profissionalmente. Ao final deste post, você deverá estar familiarizado com o processo de malha de anodização e ter confiança para fazê-lo sozinho.
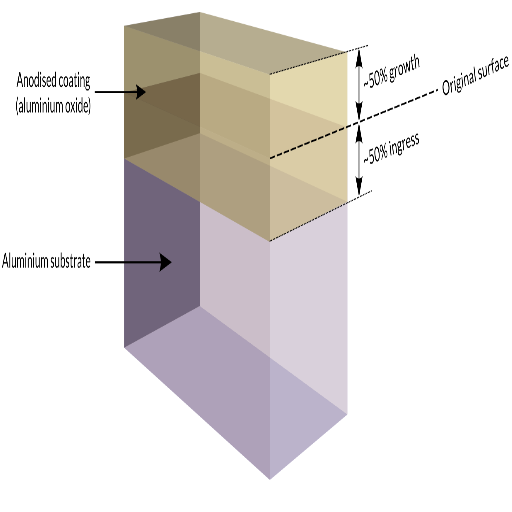
Anodização é uma técnica para aumentar o valor da superfície do alumínio, aumentando sua camada de óxido resistente à corrosão. o método envolve a imersão de alumínio em uma solução eletrolítica ácida e passando uma corrente sobre ela. Íons de oxigênio se amalgamam com alumínio para formar uma camada protetora de óxido, que pode ser melhorada tingindo-a ou deixando-a transparente. A camada pode ser melhorada tingindo-a ou deixando-a transparente, ao mesmo tempo em que fornece apelo multicamadas, durabilidade modificada e resistência aprimorada à corrosão e ao desgaste.
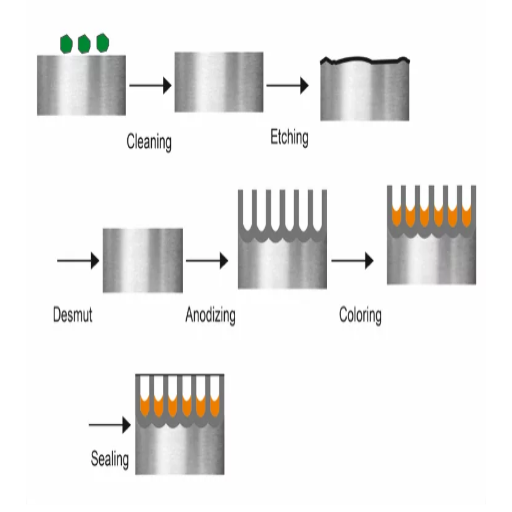
O procedimento eletroquímico de anodização de alumínio requer as seguintes ações e parâmetros para que o revestimento de proteção seja eficaz e bem-sucedido. Além disso, segue uma breve explicação com fatores técnicos relativos:
Preparação: Como o estágio sugere, a superfície do alumínio deve ser completamente limpa para eliminar quaisquer resíduos. Isso é feito usando soluções de limpeza alcalinas ou ácidas.
Parâmetro: A temperatura de limpeza fica entre 45 e 60 graus Celsius.
Solução de Eletrólito: O processo não ocorreria sem um eletrólito ácido, mas o ácido sulfúrico é o mais comum. O ácido crômico também pode ser usado em alguns casos.
Parâmetro: A concentração de ácido sulfúrico é estimada em aproximadamente 15-20 libras por peso.
Tensão e corrente: Uma fonte de alimentação externa de corrente contínua (CC) é conectada ao alumínio, que atua como um ânodo no circuito e forma uma camada de óxido.
Parâmetro: A tensão fornecida geralmente está entre 12 V e 24 V, dependendo da espessura da camada de óxido desejada.
Densidade de corrente: Aproximadamente 1.5 a 3.0 A/dm².
Controle de temperatura: A temperatura do banho de eletrólito deve ser controlada para obter uma qualidade de revestimento uniforme.
Parâmetro: A temperatura ideal é em torno de 15°C a 20°C.
Duração: O tempo que o material fica imerso determina a espessura da camada de óxido e pode ser modulado para atender a necessidades específicas.
Parâmetro: Geralmente, o processo leva entre 20 e 45 minutos.
Vedação: O alumínio é comumente anodizado e depois submetido a um processo de vedação para fechar os poros da camada de óxido, melhorando a resistência à corrosão.
Parâmetro: O processo de selagem é feito por imersão em água deionizada aquecida a uma temperatura em torno de 95°C a 100°C por 15-30 minutos.
Esses parâmetros devem ser controlados cuidadosamente durante cada estágio do processo para atingir uma qualidade anodizada que atenda às necessidades funcionais e estéticas.
Como o eletrólito mais frequentemente empregado para anodização sulfúrica, o ácido sulfúrico é crucial em operações de anodização. Quando o alumínio é imerso em uma solução de ácido sulfúrico com uma corrente elétrica, o ácido ajuda na reação eletroquímica, formando uma camada porosa de óxido de alumínio na superfície do alumínio. A porcentagem de peso do ácido sulfúrico é geralmente de 10 a 15 por cento, enquanto a temperatura do eletrólito é mantida entre 20 ̊C e 25 ̊C para formação uniforme e controlada de óxido; os parâmetros de densidade de corrente são geralmente de 12 a 18 A/ft². O tempo necessário para o processo também muda entre 15 a 60 minutos com base na espessura e aplicação da camada de óxido.
No caso de outros compostos usados para anodização, aqueles que podem servir como modificadores ou podem ser usados em etapas de pré-tratamento ou pós-tratamento. Vejamos alguns exemplos:
Ácido fosfórico:
É frequentemente empregado no pré-tratamento de adesão de camada de óxido para limpar ou condicionar superfícies de alumínio. A concentração é tipicamente em torno de 10-20% por volume.
Ácidos orgânicos e corantes:
Alguns ácidos orgânicos, como o ácido oxálico, podem ser usados para anodizar eletrólitos alternativos para acabamentos especiais. Corantes são usados em uma etapa secundária para penetrar e manchar o óxido de alumínio poroso e manchá-lo.
Esses produtos químicos, se dosados com precisão e usados dentro dos limites de tolerância corretos, garantem que a anodização satisfará tanto as partes físicas quanto as visuais do problema. Os parâmetros químicos devem ser controlados e obedecidos para garantir repetibilidade, confiabilidade e segurança.
Agentes de limpeza:
O acabamento da superfície requer agentes de corrosão alcalinos, como hidróxido de sódio, em uma concentração de quatro a seis por cento para remover contaminantes e melhorar a qualidade do acabamento.
Selantes:
Sais de acetato de níquel ou cobalto são frequentemente adicionados às etapas de vedação da anodização, pois esses produtos químicos melhoram ainda mais a resistência à corrosão e fortalecem o revestimento protetor da camada de óxido.
Na minha opinião, a anodização melhora significativamente a resistência à corrosão ao construir uma barreira formidável na forma de uma camada de óxido, protegendo contra umidade e produtos químicos. Essa camada protetora é uniforme, não condutora e altamente aderente, prevenindo problemas como descamação ou descascamento. Além disso, a anodização melhora a dureza da superfície, aumentando a resistência do material à abrasão ao longo do tempo.
Do ponto de vista técnico, os resultados mais eficazes são alcançáveis nas seguintes condições:
Concentração de eletrólito: A concentração de ácido sulfúrico é geralmente mantida entre 15-20% em peso para produção ideal de óxido.
A voltagem usada para anodização geralmente varia entre 12 e 25 volts, dependendo da espessura do revestimento necessária e do tipo de material.
Controle de temperatura: A temperatura do banho de eletrólito deve ser mantida entre 20 e 22 graus centígrados para garantir algum grau de precisão.
Tempo: O tempo do ciclo deste processo é geralmente em torno de 15 a 60 minutos, dependendo dos requisitos de espessura.
Etapa de selagem: Após a anodização, o componente deve ser selado em água quente ou em uma solução de acetato de níquel para fechar os poros e aumentar a resistência à corrosão.
Com esses parâmetros, a anodização equilibra resistência funcional, aparência cosmética e peças robustas para aplicações exigentes, tornando-a a técnica de acabamento de superfície preferida.

Seguindo essas etapas, você pode anodizar alumínio com segurança e sucesso em casa, obtendo um acabamento durável e atraente.
Para o anodização bem-sucedida de alumínio componentes em casa, as ferramentas e materiais necessários, juntamente com seus detalhes específicos, são:
Peça de trabalho feita de alumínio
Use alumínio limpo e de boa qualidade, adequado para anodização, como ligas 6061 ou 5052.
Fonte de alimentação do laboratório
Uma fonte de alimentação DC com tensão ajustável e saída de corrente pode ser preferida. O tamanho da peça de trabalho determinará a faixa recomendada de 12-24 volts e 5-10 amps.
Solução eletrolítica
Uma mistura de água destilada e ácido sulfúrico com uma concentração variando entre 10 e 15 por cento. O ácido deve sempre ser adicionado à água e não o contrário.
Tanque de Anodização
Recomenda-se que a peça de trabalho e o eletrólito sejam armazenados com segurança em um recipiente plástico de tamanho adequado ou resistente a ácidos, profundo o suficiente para que o objeto possa se mover livremente.
Material Catódico
Semelhante à peça de trabalho, uma folha de chumbo ou alumínio pode servir como um cátodo de anodização uniforme.
Água destilada
Água destilada é necessária para enxaguar, selar e preparar azulejos e eletrodos. Água de torneira deve ser evitada, pois pode conter impurezas que interferem no trabalho.
Sistema de agitação (opcional)
Estruturas de agitação ou borbulhamento podem ajudar a manter temperaturas uniformes do eletrólito e melhorar a qualidade da anodização.
Elemento de aquecimento (para vedação)
A superfície anodizada é selada com uma fonte de calor (como um fogão de cozinha) e uma panela para ferver água destilada.
Equipamento de segurança
Para trabalhar com segurança com a solução eletrolítica, são obrigatórios luvas à prova de ácido, óculos de proteção e avental de proteção.
Ferramentas de medição precisas
A escala para medir a concentração de ácido e um multímetro para a medição de tensão/corrente durante o processo de anodização.
Com essas ferramentas e parâmetros específicos, a qualidade de um processo de anodização pode ser alcançada de forma eficiente e profissional.
Selecione o tanque de anodização
Selecione um tanque feito de um material não reativo, como polipropileno ou polietileno. O tamanho do tanque deve permitir a imersão completa da peça de trabalho, enquanto tem volume suficiente para acomodar o fluxo do eletrólito.
Formular a solução eletrolítica
Pegue um eletrólito anodizante como ácido sulfúrico em soluções de 15-20% por volume. Adicione ácido sulfúrico concentrado à água destilada, mas não use na ordem inversa, pois isso garantirá complicações perigosas.
Estabelecer a fonte de alimentação
Conecte a fonte de alimentação CC para regular a voltagem e a corrente específicas que você precisa. Use uma voltagem inicial de 12-18 volts, prestando atenção especial às necessidades de anodização e à liga de alumínio. A densidade de corrente ideal para desempenho ótimo é entre 12 e 24 amps por pé quadrado (ASF) de área de superfície.
Fixe o cátodo
Insira um cátodo, como uma placa de chumbo ou aço inoxidável, ao longo das laterais do tanque. Certifique-se de que ele esteja suspenso a uma altura uniforme da peça de trabalho para o fluxo de corrente mais consistente.
Limpe a peça de trabalho
Desengordurar a peça de alumínio para remover quaisquer materiais estranhos. Um desengordurante alcalino seguido de um enxágue com água fará o trabalho. Para gravar melhor os materiais, aplique uma solução de hidróxido de sódio de 5-10% por 1-5 minutos, neutralizando com uma solução de ácido despot depois.
Conexões Elétricas Completas
Fixe firmemente a peça de trabalho ao rack de anodização com fiação de alumínio ou titânio. Garanta um bom contato elétrico para que não haja desconexão durante o procedimento. Em seguida, conecte a peça de trabalho ao circuito como um ânodo.
Submergir a peça de trabalho além da superfície
Despeje a solução eletrolítica no tanque, deixando algum espaço para evitar transbordamento. Coloque a peça de alumínio sob a superfície da solução eletrolítica, garantindo que ela não entre em contato com o cátodo.
Iniciar processo de anodização
Com a fonte de alimentação habilitada, aumente a corrente até atingir o nível desejado. Para resultados ideais, isso deve levar de 30 a 60 minutos. O processo pode ser prolongado para camadas de óxido mais espessas entre 0005 e 001 polegadas de espessura. A temperatura da solução não deve exceder 72°F (20-22°C), e a voltagem e a temperatura devem ser verificadas regularmente.
Enxágue e sele a peça de trabalho
Após o processo de anodização, retire a peça do tanque e lave-a com água destilada fria. Para selar a camada de óxido e torná-la mais durável, ferva a peça de trabalho em água ou uma solução de acetato de níquel por 15-30 minutos.
Ao dominar essas etapas e controlar cuidadosamente as variáveis, é possível obter um acabamento anodizado suave e forte que pode ser usado para diversos propósitos.
Em qualquer projeto de anodização, evitar a segurança é minha preocupação mais importante. Primeiro, verifico se tenho o equipamento de proteção individual (EPI) necessário, como luvas, óculos de segurança e um jaleco para me proteger de produtos químicos perigosos, incluindo ácido sulfúrico. Outra consideração é um espaço bem ventilado para reduzir os vapores, pois as soluções de anodização podem produzir gases perigosos quando aquecidas. Também é vital observar que é necessário usar água destilada para que nenhuma impureza que possa afetar o processo de reação química ou o acabamento final permaneça na água.
Durante a fase de anodização, faço questão de verificar meus níveis de voltagem e corrente; geralmente, para anodização com ácido sulfúrico, defino minha voltagem entre doze a dezoito volts CC, ao mesmo tempo em que garanto que minha densidade de corrente esteja em vinte a trinta amperes constantes para cada pé quadrado (ASF). Para o banho de anodização, manter o controle preciso da temperatura dentro dos limites especificados, sessenta a setenta e cinco graus Fahrenheit (16 a 24 graus Celsius), é outra precaução de segurança crítica para evitar superaquecimento ou reações indesejadas dentro da banheira. Para concluir o procedimento, sou cuidadoso com todos os produtos químicos, incluindo neutralizadores, garanto o descarte adequado de resíduos, conforme exigido por lei, e tenho um kit de derramamento à mão para emergências. Tomar todas essas medidas proporciona um processo de anodização tranquilo e seguro.

De fato, o alumínio anodizado pode ser tingido facilmente. Após a anodização, que resulta em uma superfície porosa, o alumínio é submerso em um banho de tinta, onde os poros são preenchidos com a cor correspondente. Este procedimento permite cores naturais a vivas. Após atingir a cor designada, o alumínio é selado para maior durabilidade, o que retém a tinta.
As propriedades funcionais e estéticas do alumínio podem ser melhoradas realizando processos de anodização, que são capazes de tingir o alumínio em várias cores. Os designs padrão incluem preto, bronze, roxo, prata, azul, vermelho, verde e muitos mais. Essas cores podem ser obtidas personalizando por meio de corantes e ajustando sua concentração e duração de imersão.
Parâmetros que descrevem como a cor pode ser obtida:
Bronze: uso arquitetônico O bronze é obtido por uma mistura de métodos de coloração eletroquímica e banhos de corantes orgânicos.
Ouro: Garante um ambiente luxuoso e resistente acabamento produzido por coloração eletrolítica utilizando metal sal.
Prata (anodização natural): não requer corantes adicionais e, portanto, é bastante popular em ambientes industriais.
Azul, vermelho e verde vibrante: o uso de corantes orgânicos e tempo de imersão rigorosamente controlado (5 a 10 minutos) garante a obtenção precisa dessas cores.
Após a etapa de tingimento, a selagem melhora a expectativa de vida das cores ao garantir resistência a UV e desgaste. Cada aplicação tem requisitos específicos para obter a melhor durabilidade e desempenho ideal.
O processo de tingimento melhora as propriedades estéticas e mecânicas das peças de alumínio ao melhorar a aparência da superfície com acabamento vibrante e durável. Ao anodizar, garanto que as superfícies de alumínio tenham poros abertos que podem ser completamente tratados com corantes. Depois, essas superfícies são seladas para proteger as cores da radiação UV e abrasão. Fatores operacionais importantes consistem em:
A espessura da camada de anodização é geralmente de 10 a 25 mícrons para garantir ótima absorção de tinta e alta durabilidade.
O tempo de imersão no banho de tintura é de 5 a 10 minutos para cores homogêneas e vivas.
Temperatura de selagem: 190–212°F (88–100°C) proporciona melhor selagem de cor e maior proteção contra desgaste e corrosão.
Eles não apenas tornam o desbotamento da peça e a resistência ao estresse ambiental inesquecíveis, mas também fornecem um acabamento duradouro e atraente, além de estender sua usabilidade em muitas aplicações.
Tipo I – Anodização com ácido crômico
Este método usa ácido cromático para anodização, produzindo uma camada anodizada mais macia e fina. É principalmente útil para aplicações aeroespaciais e militares finas, onde há necessidade de prevenção superior à corrosão.
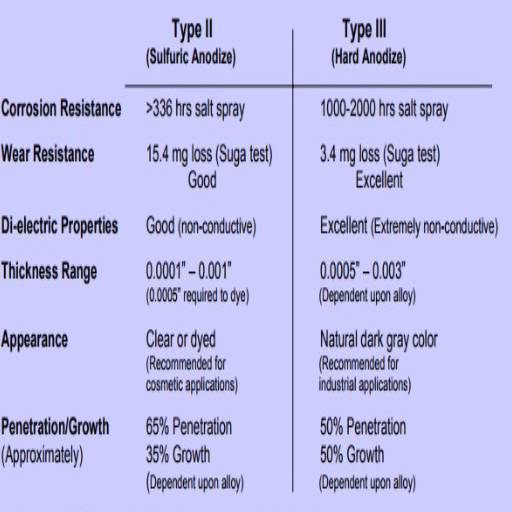
Tipo II – Anodização com ácido sulfúrico
Este é o método mais comum e amplamente utilizado. É útil para acabamentos decorativos quando uma camada anodizada mais espessa é necessária. O material anodizado pode ser tingido em várias cores sem perder substancialmente sua durabilidade ou resistência à corrosão.
Tipo III – Anodização Dura (Hardcoat)
Este tipo produz uma camada anodizada excepcionalmente espessa e dura em comparação aos outros tipos. Como tais componentes precisam de melhor resistência ao desgaste e durabilidade, eles são usados em aplicações industriais, automotivas e militares, onde se espera maior estresse mecânico.
Cada tipo de anodização pode ser usado para diferentes propósitos funcionais e estéticos, comprovando a versatilidade do alumínio em todos os setores.
Para fornecer uma comparação clara dos métodos de anodização, a tabela a seguir descreve suas principais características e parâmetros técnicos:
|
Formato |
Processo de Anodização |
espessura da camada |
Resistência à Corrosão |
Diferenciais |
Uso |
|---|---|---|---|---|---|
|
tipo I |
Ácido crômico |
0.5 - 2.0 mícrons |
Moderado |
Leve, camada fina, não condutor |
Aplicações aeroespaciais onde o peso é crítico |
|
tipo II |
Ácido sulfúrico |
5 - 25 mícrons |
Alto |
Tingível, decorativo e durável |
Arquitetura, bens de consumo e eletrônicos |
|
tipo III |
Anodização dura (ácido sulfúrico) |
25 - 150 mícrons |
Muito alto |
Extremamente duro, resistente ao desgaste e espesso |
Componentes industriais, automotivos e militares |
Pontos essenciais a serem seguidos:
Dureza e espessura de uma camada.
A anodização tipo I é a opção mais adequada para aplicações com baixo peso de revestimento, pois tem a camada mais fina. Em contraste, o tipo III é melhor para ambientes de alto desgaste e estresse mecânico, pois gera os revestimentos mais espessos e duros.
Proteção contra corrosão
Todos os tipos de revestimentos fornecem proteção contra corrosão até certo ponto. No entanto, o Tipo II e III se destacam com suas camadas espessas e duráveis, e o Tipo III oferece a maior proteção, mesmo em condições adversas.
Objetivos funcionais versus objetivos estéticos
O Tipo I é normalmente usado para peças de baixo peso, enquanto o Tipo II é para acabamentos estéticos que exigem cor. O Tipo III é voltado para a aparência e mais desafiador do que os outros.
Esse tipo de análise comparativa captura as diversas aplicações e vantagens de cada anodização, ajudando os usuários a decidir com base em suas necessidades.
Processos industriais anodizados complexos têm inúmeras características que podem ser usadas ao considerar as condições industriais mais desafiadoras. Por exemplo, em engenharia aeroespacial, automotiva e marítima, componentes como pistões, cilindros hidráulicos ou corpos de válvulas são anodizados para melhorar seu desempenho e durabilidade. Resistência ao desgaste e proteção contra corrosão são adicionadas em tais processos, criando uma peça valiosa e duradoura.
Com métodos de engenharia mecânica aplicados, a anodização dura usa banhos de eletrólitos de baixa temperatura (frequentemente sulfúricos) com uma temperatura de cerca de 32°F (0°C) e uma densidade de corrente de 20-40 A/ft². Os níveis impressionantes de dureza dos revestimentos criados frequentemente excedem 400 HV (Dureza Vickers). Também vale mencionar que a espessura do revestimento alcançada varia de 25 a 150 mícrons, o que, junto com a densa camada de óxido protetora que suporta estresse mecânico extremo e condições ambientais adversas, o torna uma excelente escolha para peças expostas a substâncias abrasivas ou corrosivas.
Ao formar uma camada de óxido na superfície do metal, a anodização auxilia no acabamento do metal, pois previne a oxidação corrosiva. Essa camada de óxido protege o material de fatores ambientais prejudiciais e auxilia na resistência à corrosão e ao desgaste, tornando-o adequado para várias aplicações industriais. Além disso, o processo de anodização aumenta o valor estético ao criar uma superfície uniforme que pode ser facilmente tingida e melhorar a adesão de tintas e revestimentos. A textura natural do metal é preservada enquanto sua vida útil e desempenho são aprimorados, permitindo que ele suporte condições mais exigentes.
A camada de óxido, especialmente óxido de alumínio em ligas de alumínio anodizadas, é conhecida por ter excelente dureza, frequentemente com valores de 400-600 HV, dependendo da liga e dos parâmetros do processo. Camadas anodizadas aumentam muito a vida útil do metal de alumínio, tornando-o mais resistente ao desgaste, formando uma barreira rígida e densa na superfície. Essa dureza surpreendente melhora a capacidade do metal de suportar estresse mecânico recorrente e contato abrasivo sem degradar a superfície.
Além disso, a espessura da camada anodizada é ajustável, geralmente entre 10 e 100 mícrons. Revestimentos altamente oxidados, como aqueles que excedem 25 mícrons, são aplicados a componentes que suportam movimentos abrasivos significativos em máquinas aeroespaciais, automotivas ou pesadas. A camada anodizada é porosa e pode, portanto, absorver lubrificantes, melhorando ainda mais o atrito e a redução do desgaste.
Acima de tudo, a camada anodizada protege as peças metálicas da expansão da superfície devido a fricção, impacto ou partículas abrasivas, aumentando significativamente a vida útil dos componentes. Isso é especialmente verdadeiro em ambientes severos. Assim, a anodização é um tratamento de superfície necessário para indústrias onde se espera alta qualidade e confiabilidade contínua.
Tecnicamente, a anodização do alumínio aumenta sua capacidade de resistir à corrosão, ao desgaste e aos danos ambientais. A anodização cria uma camada de óxido dura e durável que protege o alumínio, ao mesmo tempo em que continua leve. Detalhes importantes incluem:
Espessura do revestimento: 10-25 mícrons para resistência à corrosão e 25-100 mícrons para resistência ao desgaste, dependendo do caso de uso.
Dureza: A camada anodizada tem uma dureza de 300-600 HV, o que a torna útil para tarefas altamente exigentes.
Porosidade Permite tingir ou infundir lubrificantes, atendendo funções estéticas ou complementares.
Resistência à corrosão: Em testes de névoa salina neutra, o alumínio revestido com um revestimento pode resistir à corrosão por pites quando exposto a atmosferas salinas por 1,000 horas.
Com os ajustadores colocados no combinador, ajustamos finamente a saída para o processo de anodização, o que permite que o desempenho do material seja maximizado em vários setores, do ponto de vista de confiabilidade e durabilidade para aplicações críticas.
Fornecedor líder de usinagem CNC de metal na China
R: Anodização é um processo eletroquímico que cria uma camada de óxido durável e resistente à corrosão na superfície do alumínio. Esse processo aumenta a durabilidade do metal, melhora sua aparência e permite a anodização colorida. Devido às suas propriedades protetoras e apelo estético, o alumínio anodizado é frequentemente usado em várias indústrias.
R: Para anodizar alumínio em casa, você precisará de uma fonte de alimentação, cátodos de chumbo, recipientes resistentes a ácidos, ácido sulfúrico, água destilada, um termômetro e equipamento de segurança. Para anodização colorida, você também precisará de corantes. Embora não seja estritamente necessário, uma máquina como uma pequena bomba de ar pode ajudar a agitar a solução.
R: A anodização colorida envolve tingir a superfície de alumínio anodizado. Após o processo de anodização criar uma camada de óxido porosa, você pode mergulhar a peça em uma solução de corante. Os poros absorvem o corante e, em seguida, a vedação fecha esses poros, prendendo a cor. A cor final depende do corante usado e da espessura da camada de óxido.
R: A segurança é crucial ao anodizar. Sempre use equipamento de proteção, incluindo óculos de proteção, luvas resistentes a ácido e um avental. Trabalhe em uma área bem ventilada e tenha uma solução neutralizante (como bicarbonato de sódio) à mão. Nunca toque na parte da solução enquanto o processo de anodização estiver em andamento e sempre adicione ácido à água, nunca o contrário.
R: Normalmente, você pode executar a anodização Tipo II em casa. Esse tipo de anodização é adequado para a maioria das aplicações decorativas e levemente funcionais. A anodização de revestimento duro (Tipo III) requer equipamento mais especializado e geralmente não é viável para configurações domésticas. A anodização Tipo II cria um revestimento mais fino e poroso, ideal para tingimento.
R: A duração do processo de anodização depende de vários fatores, incluindo o tamanho das peças de alumínio, a espessura de revestimento desejada e a densidade de corrente usada. Geralmente, a etapa de anodização real pode levar de 30 minutos a 2 horas. No entanto, o processo pode levar várias horas, incluindo preparação e pós-tratamento.
R: Embora seja possível anodizar peças mais significativas em casa, isso se torna mais desafiador devido à necessidade de tanques maiores, fontes de alimentação mais potentes e manutenção de distribuição de corrente consistente. Para melhores resultados, comece com peças menores de alumínio e aumente conforme você ganha experiência.
R: A superfície do alumínio anodizado é bastante durável. A anodização cria uma camada de óxido de alumínio dura e porosa, integral ao substrato de alumínio. Essa camada é resistente ao desgaste, corrosão e desbotamento, tornando o alumínio anodizado uma escolha ideal para aplicações internas e externas.
R: Problemas comuns incluem revestimento irregular, absorção de cor ruim e defeitos de superfície. Para evitá-los, garanta uma limpeza e gravação completas da superfície de alumínio antes da anodização, mantenha uma temperatura e densidade de corrente consistentes e evite tocar na peça durante a anodização. A vedação adequada após o tingimento também é crucial para a retenção da cor.
R: Embora a maioria das ligas de alumínio possa ser anodizada, algumas são mais adequadas. Alumínio puro (série 1000) e ligas da série 6000 geralmente anodizam bem e são ideais para anodização doméstica. Ligas com alto teor de silício ou cobre o conteúdo pode ser mais desafiador e resultar em um acabamento esteticamente menos agradável.

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Existem dois métodos principais de fabricação para produzir protótipos de plástico que a maioria das pessoas considera úteis.
Saiba mais →
Como pessoa envolvida ou interessada no projeto e na produção de componentes plásticos,
Saiba mais →