

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Uma etapa essencial para melhoria, bem como para tornar as superfícies de alumínio mais resistentes, é coberta pela anodização preta. É o processo que vou aprofundar em detalhes e fornecer uma discussão sobre suas inúmeras aplicações em diversos campos em qualquer negócio de alumínio anodizado. O artigo é uma referência completa para tudo em anodização preta. Ele cuida dos problemas de manutenção mais frequentes e perguntas, como quais precauções são necessárias para proteção contra possível contaminação, e orientação desobstruída é dada ao público sobre como procurar respostas correta e rapidamente. Pode ser útil para especialistas na produção de uma peça, fazendo o design da escultura e qualquer outra pessoa que busque esse alvo.

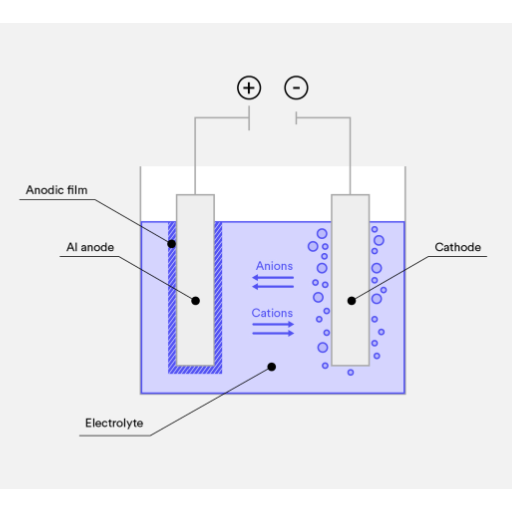
A anodização preta melhora o mecanismo do alumínio por meio do tratamento de superfície. Ela também melhora a longevidade e o apelo estético de um produto. A anodização é feita por meio da oxidação eletrolítica, na qual o alumínio é colocado em um banho de eletrólito ácido com uma corrente elétrica. A corrente constrói construtivamente uma camada de óxido protetora na superfície superior do metal, que pode ser ainda mais tingida de preto para um acabamento suave. O resultado desses procedimentos é um material não condutor, à prova de arranhões e durável com uma ampla gama de aplicações, desde equipamentos aeroespaciais e militares até produtos de consumo.
Uma maior compreensão da anodização envolve abordar parâmetros e questões técnicas específicas.
Por que a anodização é relevante para o alumínio?
O objetivo principal é aumentar o apelo estético, a durabilidade e a resistência à corrosão do alumínio por meio de uma camada protetora de óxido.
Quais são os parâmetros técnicos do processo?
Solução eletrolítica: mais comumente, o ácido sulfúrico é de 15-20%.
A densidade de corrente é de 10-30 A/ft² (1-3 A/dm²) para a espessura de óxido desejada.
Voltagem: Entre 15 e 20 volts.
Temperatura: Deve estar entre 60 e 70 °C (16-21 °F) na maioria das aplicações.
Tempo: Durante a anodização, o tempo é de 15 a 60 minutos, podendo variar de acordo com o tipo de anodização e a espessura desejada do óxido.
Qual é a espessura da camada de óxido?
A camada anodizada tem uma profundidade entre 0.5 e 25 mícrons. Acabamentos decorativos típicos estão entre 10 e 15 mícrons, enquanto acabamentos de revestimento duro estão entre 25 e 50 mícrons.
A superfície anodizada pode ser modificada após o processo?
Camadas de óxido poroso não requerem selagem, permitindo que sejam tingidas em várias cores. Após a etapa de tingimento, o processo termina selando os poros com água deionizada ou acetato de níquel em água fervente para fechar os poros e tornar a camada mais cosmeticamente atraente.
Seguindo esses parâmetros técnicos e entendendo o fluxo do processo, o alumínio anodizado pode ser personalizado para aplicações específicas, mantendo o desempenho e a aparência adequados.
O corante é essencial para fornecer preto e decorar ainda mais a superfície de alumínio. Ele atua simultaneamente como pigmento e melhora a aparência da superfície de alumínio. O processo de anodização começa com a anodização, onde uma camada de óxido poroso na superfície de alumínio captura os corantes. Corantes orgânicos ou inorgânicos obtêm uma camada preta espessa e uniforme. Corantes de negro de fumo são os mais comuns devido à sua intensa pigmentação e resistência à luz UV.
Parâmetros técnicos para anodização preta
Tensão de Anodização e Densidade de Corrente. As medidas estão na faixa de 12-24 volts e uma densidade de corrente de 1.5-2.5 A/dm² para tamanho de poro ideal, que é adequado para absorver o corante.
Composição do eletrólito: O ácido sulfúrico é o eletrólito mais comum, com uma concentração de 15-20% (peso/volume).
Temperatura do banho: A temperatura deve permanecer entre 68 e 72 °C (20 e 22 °F) para garantir um equilíbrio adequado entre a formação dos poros e o recebimento da tinta.
Tempo de imersão no banho de tintura: O tempo ideal para tingimento adequado é de 15 a 30 minutos. Tempos maiores podem ser necessários para tons mais ricos.
Selagem: A selagem fecha os poros e evita que a tinta vaze. Após o processo de tingimento, água deionizada fervente ou acetato de níquel selam o recipiente. Sele por 20-30 minutos.
Seguindo esses parâmetros, os revestimentos anodizados pretos têm alta durabilidade e resistência ao desbotamento, mantendo um acabamento atraente e elegante aos olhos. Tais aplicações são típicas nas indústrias automotiva, aeroespacial e de eletrônicos de consumo, onde as aplicações atendem a propósitos funcionais e estéticos.
Os principais diferenciais da anodização preta, em comparação com a versão básica da anodização, são a técnica de tingimento usada e os objetivos do acabamento. Ao contrário do processo de anodização preta, a anodização padrão melhora a dureza e a resistência à corrosão da superfície, enquanto às vezes incorpora cor, que é diferente da superfície de anodização. Ao contrário das técnicas anteriores, a anodização preta visa atingir uma coloração preta intensa, uniforme e profunda e uma superfície igualmente intensa e durável. Isso é obtido utilizando corantes especializados ou incorporando sais metálicos, níquel e cobalto em decomposição, na camada porosa de óxido de alumínio durante a fase de tingimento.
Alguns dos parâmetros técnicos essenciais são uma concentração de banho de ácido sulfúrico de 12 a 20 por cento, uma temperatura operacional de 60 a 70 fahrenheit (16 a 21 celcius) e uma voltagem de 15 a 18 volts para anodização tipo II ou 60 a 90 volts para tipo III (anodização dura). O controle preciso é essencial para obter uma cor preta e métodos de selagem adequados após o processo de tingimento, como selagem por fervura de acetato de níquel feita por vinte a trinta minutos para aumentar a durabilidade da superfície e a solidez da cor.
Essas distinções tornam a anodização preta altamente preferida nas indústrias aeroespacial, de eletrônicos de consumo e de fabricação decorativa, onde a estética e o desempenho sustentado são primordiais.

Maior durabilidade — a anodização preta aumenta significativamente a durabilidade do alumínio, oferecendo proteção excepcional contra corrosão, desgaste e fatores ambientais. Isso o torna bem adequado para aplicações exigentes.
Versatilidade estética – O visual elegante e moderno do acabamento em preto profundo combina esteticamente com vários requisitos de design em diferentes setores, incluindo arquitetura e eletrônicos de consumo.
Desempenho de superfície aprimorado – A camada anodizada garante proteção contra dureza da superfície e é resistente a arranhões, mesmo em condições de alto uso.
Leve e forte - Preto superfície de alumínio anodizado a resistência é aumentada sem perder suas propriedades naturais de leveza, tornando-o mais forte sem volume.
Estabilidade de cor a longo prazo — O alumínio anodizado preto bem selado mantém sua cor ao longo do tempo, ao contrário de outros materiais, que desbotam devido à exposição aos raios UV ou ao desgaste.
Processo ecológico: diferentemente de outros métodos de revestimento, a anodização é sustentável devido à menor geração de resíduos e permite que o material necessário seja totalmente reciclado.
Com excelente durabilidade, funcionalidade e apelo estético, o alumínio anodizado preto é o preferido por muitos setores.
1. Como a anodização melhora a durabilidade?
O tratamento de anodização é reivindicado para aumentar a dureza da superfície do alumínio, o que ajuda a torná-lo resistente a arranhões, abrasão e desgaste. Uma camada anodizada típica tem de 10 a 25 mícrons de espessura para a maioria das aplicações, enquanto pode chegar a 50 mícrons para uso pesado. Essas camadas, mesmo em ambientes exigentes, fornecem durabilidade de longa duração.
2. De que forma a anodização protege a superfície do alumínio?
Este processo produz uma camada de óxido na superfície do alumínio, que atua como uma barreira contra corrosão, raios UV, produtos químicos e umidade. A camada produzida previne a oxidação e degradação do material base de alumínio.
3. Existem valores técnicos específicos para revestimentos anodizados?
Claro, o desempenho e a qualidade da camada anodizada dependeriam de parâmetros-chave como espessura, dureza e qualidade de vedação:
Espessura do revestimento: 10 a 25 micrômetros para aplicações decorativas ou de uso geral, 25 a 50 micrômetros para aplicações industriais ou de serviço pesado.
Dureza da superfície: Até 500HV (dureza Vickers), aumentando a resistência a arranhões e desgaste.
Qualidade da vedação: cavidades de poros bem seladas garantem resistência superior à corrosão e estabilidade de cor, evitando a oxidação do alumínio.
4. O alumínio anodizado pode suportar calor?
O alumínio anodizado é resistente ao superaquecimento A-1. A temperatura do substrato é anodizada em aproximadamente 1,221 graus Fahrenheit (660 graus Celsius) e pode suportar integridade estrutural em temperaturas extremas.
Esses detalhes técnicos e os benefícios da interface explicam por que o alumínio anodizado é amplamente aceito onde resistência e durabilidade são questões importantes.
Todo consumidor busca design contemporâneo e inovador. Produtos modernos, como dispositivos eletrônicos de consumo e características arquitetônicas, fazem alumínio anodizado imaculado com seu acabamento preto elegante. Ele tem uma aparência favorável e fornece uma superfície de cor preta que não desbota nem descasca com o tempo devido ao seu processo eletroquímico de deposição de cor.
Até certo ponto, o acabamento preto é mais desejável em termos de descartabilidade e longevidade do produto. Ele aumenta a resistência UV e a estabilidade da cor, ao mesmo tempo em que garante a longevidade da estética do material do produto. A camada anodizada da superfície pode ser de 10 a 25 mícrons, então, mesmo quando exposta à abrasão, descascamento e arranhões, ela mantém alguma aparência de favorabilidade. Além disso, marcas de impressão digital simplesmente não podem ser deixadas para trás, o que torna a superfície mais adequada para smartphones, laptops e outros aparelhos.
Indústrias incapazes de comprometer a estética em relação ao desempenho se beneficiarão significativamente do alumínio anodizado, pois ele irradia uma aparência excepcional juntamente com confiabilidade inigualável.

Preto o alumínio anodizado é único entre os revestimentos devido à sua incrível combinação de estética, durabilidade e desempenho. Em resistência à corrosão e ao desgaste, revestimentos anodizados superam tinta e pó revestimentos. A principal diferença é que o revestimento anodizado tem uma camada que se liga quimicamente à superfície de alumínio. Sua leveza e dureza excepcional (próximo a 60 HRC na escala de Mohs) garantem longevidade em ambientes exigentes. Excelente dissipação de calor e resistência UV diferenciam os revestimentos anodizados de muitos revestimentos alternativos.
Parâmetros técnicos principais:
Resistência à corrosão: passou no teste de névoa salina ASTM B117, excedendo 1000 horas
A espessura da camada anodizada é de 5 a 25 mícrons, dependendo dos requisitos do projeto
Dureza: Até 60 HRC (escala de Mohs)
Condutividade térmica: 205 W/m·K (inalterada pela anodização)
Resistência UV: Longa duração sem desbotamento ou danos significativos
anodizado revestimentos com alumínio preto permanecem atóxicos, e seu acabamento é mantido muito melhor ao longo do tempo do que tintas. Isso garante desempenho e estética consistentes por muitos anos.
A funcionalidade, o apelo e a durabilidade aprimorada do alumínio anodizado preto o tornaram imensamente popular em várias indústrias e setores. Alguns de seus usos proeminentes são:
Arquitetura: Sua aparência sofisticada e resistência às intempéries o tornam ideal para fachadas modernas, caixilhos de janelas e outras peças decorativas.
Eletrônicos: Devido à sua condutividade térmica e resistência à corrosão, é amplamente utilizado em invólucros, estruturas e dissipadores de calor de muitos dispositivos industriais e de consumo.
Indústria automotiva: É comumente usado em interiores, acabamentos e emblemas de veículos porque é leve e tem uma superfície resistente a arranhões.
Aeroespacial: O menor peso e a resistência dos painéis e suportes suportam facilmente ambientes mais desafiadores.
Equipamentos médicos: Instrumentos e dispositivos cirúrgicos não tóxicos, onde limpeza e longevidade são necessárias, são amplamente utilizados.
Bens de consumo: Itens de cozinha e cozinha têm maior durabilidade e são acabamentos preferidos, enquanto equipamentos esportivos são extremamente atraentes por usar alumínio anodizado preto.
O alumínio preto anodizado é uma escolha confiável para o enorme número de indústrias e propósitos que exigem soluções decorativas e funcionais.
Componentes anodizados pretos são essenciais em diferentes setores da indústria devido à sua impressionante resistência a danos, corrosão e fatores ambientais. Indústrias comuns que utilizam esses componentes incluem:
Aeroespacial e Defesa: O alumínio anodizado preto é usado em peças de aeronaves, instrumentos militares de precisão e equipamentos devido ao seu baixo peso e alta resistência às condições ambientais.
Parâmetros principais: Dureza (Rockwell C 60-70), Espessura da camada anódica (10-25 mícrons), Resistência à corrosão (>1000 horas em um teste de névoa salina).
Eletrônica e Engenharia Elétrica: Devido à sua excelente condutividade térmica, o alumínio anodizado preto é altamente utilizado para dissipadores de calor, gabinetes e conectores eletrônicos. A superfície anodizada não sacrifica o isolamento ou a resistência mecânica.
Os principais parâmetros são condutividade térmica (130-180 W/m·K) e rigidez dielétrica (2000-2200 volts/mil).
Indústria automotiva: componentes anodizados pretos são amplamente utilizados em peças de motor, chassis e acabamentos decorativos devido ao seu acabamento agradável e alta resistência mecânica e térmica.
Parâmetros principais: Resistência à temperatura (>300 °F), Espessura da camada de oxidação (15-20 mícrons), Coeficiente de atrito (0.2-0.3, dependendo da aplicação).
Tais capacidades técnicas permitem que peças anodizadas pretas tenham desempenho superior em condições que exigem materiais de excelente qualidade com alto valor estético. Cada aplicação mostra funcionalidade e um nível de sofisticação de design de engenharia.
Vários produtos de consumo empregam acabamentos anodizados pretos por causa de sua aparência elegante, praticidade e, mais importante, sua durabilidade. Por exemplo, smartphones e laptops usam alumínio anodizado preto para invólucros leves e resistentes a arranhões. Da mesma forma, frigideiras e assadeiras utilizam revestimentos anodizados pretos devido às suas superfícies antiaderentes e capacidade de suportar altas temperaturas. Relógios e armações de óculos também usam esse acabamento devido às suas propriedades resistentes à corrosão e aparência premium.
Parâmetros técnicos:
Smartphones/Laptops:
Dureza da superfície: 200-400 HV
Espessura da camada de oxidação: 10-15 mícrons
Coeficiente de atrito: Aproximadamente 0.2 (condições secas)
Utensílios de cozinha:
Resistência à temperatura: >400°F
Espessura da camada de oxidação: 15-25 mícrons
A resistência à corrosão atende aos padrões de segurança de grau alimentício da FDA
Acessórios (Relógios/Armações)
Dureza da superfície: >300 HV
Resistência ao desgaste, garantindo longevidade no uso diário
Esses parâmetros refletem os padrões de desempenho que tornam os acabamentos anodizados pretos ideais para fins funcionais e estéticos em produtos de consumo.

As distinções entre revestimento de óxido preto e anodização preta são encontradas principalmente nas técnicas empregadas, no tipo de material e para quais propósitos o material será usado:
Processo de aplicação
O revestimento de óxido preto é um processo de proteção no qual o óxido de ferro preto é depositado quimicamente em metais ferrosos; em contraste, a anodização preta é um processo eletrolítico no qual um revestimento para proteger o alumínio e outros metais não ferrosos é aplicado por oxidação controlada.
Compatibilidade de Material
Revestimentos de óxido preto podem beneficiar aço e ferro; no entanto, a anodização preta é mais benéfica para ligas de alumínio, auxiliando sua resistência à corrosão.
Resistência à corrosão e ao desgaste
As superfícies anodizadas pretas têm uma camada de óxido mais espessa do que o óxido preto, levando a uma melhor resistência à corrosão, desgaste e aumento de temperatura. O óxido preto tem óleo suplementar para protegê-lo de corrosão moderada, enquanto as superfícies anodizadas pretas possuem qualidades superlativas.
Uso Estético e Funcional
Superfícies anodizadas pretas fornecem coloração de corante incrível com acabamentos foscos e brilhantes. Em contraste, o óxido preto fornece um acabamento funcional, mas prático, reservado principalmente para ferramentas e aplicações industriais.
Ambas as técnicas têm como alvo materiais e características específicas e atendem aos requisitos de proteção e apelo estético.
Para entender melhor suas aplicações e especificações técnicas, a anodização preta e o revestimento de óxido preto compartilham as seguintes distinções:
Uso de materiais:
Anodização preta: usada com alumínio, titânio e magnésio.
Óxido preto: melhor para metais ferrosos, aço e aço inoxidável, bem como ferro fundido.
Espessura do revestimento:
Anodização preta: A espessura do revestimento varia com a proteção e varia de 0.0005 a 0.002 pol (12.7 a 50.8 mícrons).
Óxido preto: uma camada muito mais fina, normalmente de 0.00002 a 0.0001 mícrons (0.51 a 2.54 pol.).
Resistência à corrosão:
Anodização preta: experimente até 336 + horas de resistência à corrosão em testes de névoa salina em condições mantidas.
Óxido preto: moderadamente resistente, reforçado com selantes ou óleos de pós-tratamento.
Resistência ao Desgaste: Sistemas
Anodização preta: requer manutenção mínima e, portanto, possui excelente resistência ao desgaste.
O óxido preto tem pouca ou nenhuma resistência ao desgaste e requer tratamentos adicionais, como óleo e cera, para aumentá-la.
Resistência à temperatura:
Anodização preta: Altamente resistente, opera perfeitamente em 1000 °F (538 °C).
Óxido preto: mantém a funcionalidade até 482 °F (250 °C) antes do início da degradação.
Isolamento elétrico:
Anodização Preta: Ideal para componentes que necessitam de isolamento, pois proporciona alto isolamento elétrico.
Óxido preto: não é adequado para isolamento; é condutor e, portanto, não fornece isolamento dielétrico.
Custo e uso sugerido:
Anodização preta: mais cara devido ao maior tempo de processamento e à tecnologia mais avançada.
Óxido Preto: Econômico, principalmente para volumes de produção maiores em fábricas.
Cada método deve ser selecionado de acordo com as restrições da aplicação, as características do material e as condições do entorno. Os usuários podem combinar melhor o processo com seus objetivos analisando as respostas a essas perguntas técnicas.
Uma avaliação do desempenho e da longevidade da anodização preta e do óxido preto demonstra que cada um fornece vantagens distintas dependendo do cenário. Aqui está uma breve comparação de acordo com as especificações técnicas:
Resistência à corrosão:
Devido à sua camada de óxido mais espessa (geralmente 10-25 mícrons para revestimentos padrão e até 50 mícrons para anodização dura), a anodização preta fornece resistência excepcional à corrosão. Isso a torna ideal para uso externo ou regiões altamente corrosivas.
Devido à espessura do revestimento de 0.5-2.5 mícrons, o óxido preto oferece resistência moderada à corrosão. Após estilização, ele é frequentemente revestido e reforçado com selantes de pós-tratamento, como óleo ou cera.
Resistência ao Desgaste: Sistemas
A Anodização Preta é ideal para peças sujeitas a alto desgaste, como componentes de máquinas ou aplicações aeroespaciais. Ela protege a superfície, permitindo resistência à abrasão e formando uma superfície dura (dureza de até 400-600 HV).
O Óxido Preto serve mais para proteção essencial e apelo estético, proporcionando dureza de superfície (aproximadamente 100 HV), menos adequado para ambientes de desgaste intenso.
Temperaturas Operacionais:
A anodização preta é adequada para requisitos de alto desempenho e resistência ao calor, pois suporta temperaturas de até 1200°F (~650°C).
Para uso industrial, os óxidos pretos são eficazes até 500 °F (~260 °C) antes da degradação, o que os torna inadequados para calor exagerado.
Resistência química:
Dependendo da técnica de vedação, o revestimento anodizado preto é altamente resistente a produtos químicos, incluindo ácidos e solventes. Isso aumenta drasticamente sua vida útil em ambientes químicos agressivos.
O óxido preto resiste a algumas oxidações leves e produtos químicos leves, mas pode ser difícil de manter em ambientes químicos agressivos.
Longevidade Estética:
A anodização preta é perfeita para fins decorativos e funcionais. Seu acabamento constante e forte mantém a vibração e o brilho da cor ao longo do tempo.
O óxido preto, embora proporcione um acabamento preto fosco uniforme, tem a desvantagem de desbotar ou degradar com o tempo em ambientes agressivos se não for aplicado um selante.
Os usuários podem decidir com base em parâmetros rigorosos da indústria, combinando esses critérios. A anodização tende a dominar para durabilidade de alto desempenho, no entanto, para proteção moderada, a solução econômica de óxido preto é mais adequada em ambientes controlados.
Meus requisitos de aplicação, no que se refere a fatores de desempenho específicos, determinam principalmente minha seleção do revestimento preto. Eu escolheria a anodização preta para ambientes externos ou outros com alto desgaste devido à sua natureza durável e resistência à corrosão, bem como sua estabilidade de longo prazo e resistência à abrasão. O óxido preto é mais do que suficiente para projetos orientados ao orçamento com exposição limitada a condições adversas, pois oferece um acabamento fosco moderno a um preço acessível.
A seguir estão os aspectos técnicos essenciais para consideração de cada revestimento:
Anodização preta
Espessura do revestimento: 0.0008 – 0.002 polegadas
Resistência à abrasão: Excelente
Resistência à corrosão: anodização selada com capacidade para até 336 horas em testes de névoa salina (ASTM B117)
Aplicações: Aeroespacial, arquitetura, ambientes marinhos
Óxido Preto
Espessura do revestimento: 0.00002 – 0.0001 polegadas
Resistência à abrasão: Moderada, sujeita à proteção com óleo ou selante
Resistência à corrosão: anodização selada com capacidade para até 72 horas em testes de névoa salina (ASTM B117)
Aplicações: Ferramentas, armas de fogo, componentes internos
Posso escolher o revestimento com mais confiança correlacionando esses fatores com durabilidade, aparência desejada e custo-benefício.
Anodização preta é uma forma de acabamento de superfície usada principalmente em alumínio e suas ligas. Ela transforma o alumínio em um material resistente à corrosão, altamente durável e visualmente atraente. O procedimento pode ser dividido em etapas.
Inicialmente, a superfície do alumínio deve ser limpa e gravada para remover quaisquer substâncias indesejadas que possam afetar a ligação da camada de óxido.
Em seguida, a preparação da superfície envolve a imersão da superfície preparada em um banho de eletrólito com ácido sulfúrico adicionado e corrente. Depois disso, uma corrente elétrica forma uma reação anódica de superfície, que resulta em uma camada anódica porosa na superfície.
Em seguida, vem o processo de anodização, no qual a camada anódica porosa é tingida com pigmentos exclusivos que preenchem a camada permeável ao sulfeto de hidrogênio.
Por fim, a superfície é selada usando água quente ou agentes de vedação para capturar a tinta e melhorar a resistência à corrosão.
Como resultado, o processo cria uma bela aparência na superfície acabada, ao mesmo tempo em que proporciona alta durabilidade e resistência à corrosão, tornando-o perfeito para procedimentos de acabamento que exigem durabilidade, aparência e eficiência.
1. Preparação da superfície de alumínio
Limpe a parte de alumínio de qualquer material estranho, oleoso ou oxidado antes da anodização. A limpeza pode ser feita com limpadores alcalinos ou sabões desengordurantes. Os parâmetros comumente usados incluem:
Tempo de limpeza alcalina: 5-10 minutos.
Temperatura do banho de limpeza: 49-66 graus centígrados.
2. Gravação e descorrosão
Para manter uma temperatura acima da temperatura ambiente, grave o alumínio na solução de hidróxido de sódio para criar uma superfície uniforme. Então, limpe-o com uma solução ácida (geralmente, e idealmente, ácido nítrico) para uma limpeza mais profunda.
Tempo de gravação: 2 a 5 minutos.
Temperatura para cada banho: 54 – 71 graus centígrados.
Embora eu recomende seguir as especificações dos fornecedores, a temperatura e o tempo de desmutação do ácido geralmente são definidos.
3. Anodização
As peças de alumínio do modelo são colocadas em um banho de ácido sulfúrico com uma concentração de 15 a 20% e um eletrólito. Durante o processo, a peça de alumínio deve ser conectada ao terminal positivo de uma fonte de energia de corrente contínua para que a camada de óxido anódico seja construída sobre ela.
Densidade de corrente: 12 – 24 amperes por pé quadrado (ASF).
Temperatura do banho: 20 – 220 graus centígrados.
Duração do processo: 20 – 40 minutos.
4. Coloração
Para obter uma cor preta, o alumínio anodizado é revestido com pigmento de corante preto especializado. Certifique-se de que a estrutura do corante permita que ele preencha a camada porosa.
Temperatura da tinta: 49–60 graus centígrados.
Tempo de imersão no banho de tintura: 10 – 20 minutos.
5. Selagem
Na última etapa, um método de selagem atinge a resistência à corrosão, ao mesmo tempo em que garante que o corante fique fixado. Esse método pode ser feito com água quente ou acetato de níquel.
Parâmetros de vedação de água quente:
Temperatura: 190–212°F (88–100°C).
Duração: 20–30 minutos.
Parâmetros de vedação de acetato de níquel (se aplicável):
Temperatura: 180–190°F (82–88°C).
Duração: 15–20 minutos.
Seguindo essas instruções, você produzirá alumínio anodizado de alta qualidade com os parâmetros técnicos precisos necessários para durabilidade e estética atraente.
Esta técnica é uma das mais versáteis, econômicas e amplamente utilizadas na anodização de alumínio porque produz uma camada anódica durável e uniforme. Usar eletrólitos de ácido sulfúrico para anodizar — também conhecido como anodização de ácido sulfúrico — gera uma camada de óxido em superfícies de alumínio necessária para excelente absorção de corante, atributos de adesão aprimorados e proteção contra corrosão aprimorada.
As características qualitativas da camada anódica dependem muito da concentração do ácido sulfúrico, da densidade de corrente e da temperatura operacional. Em qualquer caso, geralmente há um equilíbrio de 12–20% em peso de ácido sulfúrico, o que facilita o crescimento da camada de óxido de forma ideal, ao mesmo tempo em que torna o processo eficiente. Essa densidade de corrente geralmente é mantida em uma faixa ótima de 12-24 ASF (Amps por pé quadrado). Nessa faixa, ocorre a deposição consistente do revestimento anódico. As temperaturas operacionais não podem ser inferiores a 68 e não devem exceder 72 °F (20 e 22 °C). Essas temperaturas de crescimento de óxido utilizadas otimizam o crescimento de óxido ampliado, ao mesmo tempo em que minimizam a queima ou corrosão na superfície do alumínio.
O tempo de anodização é outro fator essencial, e a duração pode variar dependendo da espessura que você quer que o filme tenha. Para anodização padrão, o intervalo de tempo é tipicamente entre 15 e 50 minutos para produzir camadas entre 0.1 e 1.0 mils (2.5 e 25 mícrons). Tempos de anodização mais longos produzem camadas mais espessas, melhorando a resistência ao desgaste e a durabilidade da superfície.
A anodização com ácido sulfúrico se distingue de outros processos por sua capacidade de fabricar revestimentos decorativos transparentes ou tingidos para vários propósitos arquitetônicos e industriais. Este processo combina estética com resistência e versatilidade e é crucial para produzir produtos de alumínio anodizado de alta qualidade.
A preservação da aparência e durabilidade da superfície anodizada preta requer técnicas de limpeza e cuidado. Ao limpar, uso um pano macio ou esponja, sabão neutro e água, pois produtos químicos e materiais abrasivos podem danificar o acabamento da superfície. Enxáguo com água limpa para evitar manchas ou descoloração e seco imediatamente. Para manchas mais difíceis, uso soluções de limpeza que são seguras para alumínio e garanto que sejam de pH neutro para não danificar a camada anodizada.
Em relação aos parâmetros técnicos, aqui estão minhas diretrizes para cuidados e manutenção:
Agentes de limpeza: Os produtos de limpeza devem ter pH neutro, na faixa de 6 a 8, para evitar corrosão.
Limites de temperatura: Não submeta a superfície anodizada a temperaturas acima de 185 °C (85 °F), pois ela pode ser danificada termicamente.
Inspeção regular: verifique se há sinais de desgaste e desbotamento e se há revestimentos protetores, como selantes anódicos, após 6 a 12 meses para aumentar a longevidade.
Seguindo os passos acima, posso garantir que a superfície anodizada preta permaneça em perfeitas condições e seja tão estética quanto funcional.

Na anodização preta, cada detalhe importa. Para atingir os mais altos níveis de qualidade, procedimentos rigorosos precisam ser seguidos em cada etapa:
Preparação da superfície: O primeiro passo é limpar completamente a superfície de óleos e outros contaminantes. Sistemas automatizados garantem neutralização eficaz da corrosão.
Parâmetros de anodização: O revestimento possuirá as características necessárias somente se a densidade de corrente, a temperatura do banho e a duração da anodização forem cuidadosamente gerenciadas.
Processo de vedação: A vedação adequada da camada anodizada com água quente ou soluções de acetato de níquel aumenta a resistência à corrosão e a retenção da cor.
Inspeções de qualidade: medições periódicas de espessura, adesão e outras propriedades fornecem dados para determinar se a qualidade do revestimento e a resistência da ligação são suficientes.
Documentação: Manter o controle dos parâmetros do processo e dos resultados do lote é essencial para referência futura, permitindo progresso e otimização.
Para que a anodização preta seja esteticamente agradável e funcionalmente correta, é necessária ênfase na consistência e supervisão constante.
Aderir aos padrões de qualidade em relação ao acabamento anodizado depende inteiramente do atendimento aos parâmetros da solução eletrolítica, preparação da superfície, composição do material e composição. Esses parâmetros são definidos da seguinte forma:
Tratamento de Superfície: A anodização é precedida por uma etapa de limpeza completa e precisa, incluindo ataque químico, polimento da superfície de alumínio e desengorduramento da superfície. Os precursores ideais para um tratamento anodizado são substratos de alumínio exibindo uma média Ra constante de 0.2-0.4 μm.
Composição do material: Os tipos de ligas, incluindo as quantidades de silício ou cobre na mistura, ditam o acabamento resultante esperado após a anodização de uma liga como o alumínio. Embora os acabamentos de alumínio puro (série 1000) sejam altamente uniformes quando anodizados, também se sabe que ligas contendo maiores proporções de silício ou cobre tendem a ser mais foscas. Ligas de anodização como 6061 e 5052 se destacam por sua resistência à corrosão e desempenho equilibrado.
Composição do eletrólito: O ácido sulfúrico é ideal para uso como eletrólito na anodização e vem em concentrações entre 15-20% em peso. Além disso, para uniformidade do acabamento produzido, uma temperatura de solução de eletrólito de 20-22°C tende a minimizar acabamentos queimados ao mesmo tempo sofrendo de uma baixa possibilidade de A densidade de corrente ideal é considerada 12-18 A/ft² e tempo de anodização balanceado variando de 20-30 minutos.
Técnicas de Selagem Métodos para selar a camada anodizada para maximizar a resistência à corrosão, retenção de tinta e durabilidade incluem selagem com água quente, selagem com acetato de níquel e garantia de que o pH das soluções de selagem permaneça em faixas ideais. A selagem com água quente envolve submergir o objeto a uma temperatura de 190°F a 210°F por 20-30 minutos. A selagem com acetato de níquel usa uma solução de 5% a 175°F por 10-15 minutos.
Em relação aos auxiliares de vedação normalmente usados na anodização, o pH das soluções de vedação deve ser mantido dentro da faixa de 5.5 a 6.5. Outros fatores ambientais Cloretos e outras impurezas no processo, como ventilação e temperatura ambiente, devem ser monitorados; esses constituintes podem resultar em defeitos como corrosão por pites, descoloração ou outras formas de corrosão superficial.
Inspeções Pós-Anodização A inspeção regular do produto final garante que ele atenda às especificações necessárias. Um teste de penetração de corante fluorescente verifica a integridade e a adesão do revestimento e a limpeza da superfície. Um revestimento aplicado horizontalmente tem uma espessura de 10 a 25 um, mas pode atingir 50 um na anodização dura. Medidores de corrente parasita também são recomendados.
Os fabricantes podem atingir objetivos práticos incorporando acabamentos anodizados perfeitamente aos componentes e abordando cuidadosamente esses parâmetros.
Espessura de Camada Inconsistente: A variabilidade na espessura pode afetar o desempenho e a estética. Para evitar isso, mantenha o controle sobre a temperatura do banho de anodização (ajuste-a entre 20 e 22 graus Celsius para anodização Tipo II) e mantenha a densidade de corrente estável entre 12 e 24 amperes por pé quadrado. Empregue sistemas de agitação que homogeneízem o eletrólito enquanto ele estiver sendo usado.
Pites e rugosidade da superfície: defeitos de superfície, incluindo pites, resultam de contaminantes de cloreto ou pré-tratamento inadequado. Para mitigar esses problemas, os sistemas de filtragem para os banhos eletrolíticos devem ser reforçados, e testes regulares para impurezas devem ser realizados. Limpe e desengordure como parte do regime de pré-tratamento.
Modificações de cor de tingimento: Cores indesejadas e atrasos na coloração podem vir de padrões de poros desequilibrados ou parâmetros insuficientes ao tingir. Controle a temperatura do banho de tingimento para permanecer dentro da faixa de 48 a 56 graus Celsius e mantenha o pH em torno de 5.5. Use anodização sulfúrica uniforme e corantes de alta qualidade e garanta que o enxágue após o processo de anodização seja uniforme para atingir as cores desejadas.
Rachaduras ou delaminação do revestimento: Problemas com a adesão do revestimento ou rachaduras que aparecem na superfície resultam da saturação excessiva do revestimento ou pré-processamento insuficiente. Para evitar esses problemas, melhore os processos de gravação e descarbonização antes da anodização e mantenha a espessura dentro dos limites definidos, ou seja, 25 mícrons para anodização decorativa e 50 mícrons para anodização dura.
Desequilíbrios de banhos de eletrólitos: O desempenho pode ser afetado ao longo do tempo devido a um desequilíbrio na composição do eletrólito. A anodização tipo II requer ácido sulfúrico na faixa de concentração de 10-20% em peso, portanto, verificações e reabastecimentos regulares são necessários. Verifique se há elementos contaminantes e altere as suposições de parâmetros como a quantidade de alumínio dissolvido, que geralmente é mantida em 5-15 g/L.
Ao tomar essas medidas e monitorar indicadores técnicos críticos, os fabricantes podem reduzir o número de falhas, aumentar a longevidade do equipamento e garantir que a qualidade do revestimento anodizado seja consistentemente boa.
Em revestimentos anodizados em preto profundo, minha principal preocupação em manter a consistência é o controle sobre o processo e os parâmetros do revestimento. Por exemplo, eu os pré-trato, garantindo que o desengorduramento, a gravação e a descoloração aconteçam uniformemente na superfície. Eu controlo o ácido sulfúrico (geralmente 10-20% em peso) durante o estágio de anodização, e também controlo o alumínio dissolvido dentro de 5-15 g/L. A temperatura é vital, então eu mantenho o banho a 20-22°C (68-72°F) para anodização Tipo II. Banhos de tingimento, por exemplo, exigem controles rígidos em preto profundo. A concentração de corante junto com a temperatura é definida de acordo com as diretrizes do fornecedor, por exemplo, a temperatura deve ser mantida entre 50-60°C (122-140°F) para que o tingimento ocorra agora. Na selagem pós-tingimento, as cores são fixadas no pino a 96-100 °C (204-212 °F) com acetato de níquel ou água deionizada quente, aumentando a durabilidade. Seguindo essas etapas, garanto que os revestimentos sejam consistentes em uniformidade, estética e funcionalidade.
Fornecedor líder de usinagem CNC de metal na China
R: Anodização preta refere-se à anodização de alumínio, um processo eletroquímico que cria uma camada de óxido de alumínio semiporosa na superfície. Essa camada pode então ser tingida com um corante orgânico, incluindo preto, para obter um acabamento durável e esteticamente agradável.
R: As diferenças entre o revestimento de óxido preto e a anodização preta estão principalmente no processo e na aplicação. O óxido preto reveste materiais para fornecer resistência mínima à corrosão e é normalmente usado para aço, enquanto a anodização preta envolve anodização para criar uma camada mais durável e resistente à corrosão em alumínio ou titânio.
R: Sim, o alumínio pode ser anodizado preto. Esse processo envolve o uso de um corante orgânico durante o procedimento de anodização para criar um revestimento anódico preto que melhora a aparência do metal e sua resistência à corrosão e ao desgaste.
A: O alumínio anodizado melhora a resistência à corrosão, proteção contra desgaste e apelo estético. O revestimento anódico preto torna o alumínio mais bonito e durável, adequado para várias aplicações, incluindo produtos arquitetônicos e de consumo.
R: Sim, o alumínio série 5, conhecido por sua excelente resistência à corrosão e resistência, é comumente anodizado para aplicações que exigem maior durabilidade e apelo estético.
R: A espessura do material anodizado pode afetar a durabilidade, a consistência da cor e a resistência à corrosão das peças anodizadas pretas. Uma camada mais espessa geralmente fornece melhor proteção, mas também pode afetar a uniformidade da cor e as propriedades estéticas.
R: Sim, o titânio também pode ser anodizado em preto. Embora o processo seja ligeiramente diferente da anodização do alumínio, ele também melhora a aparência do metal e sua resistência ao desgaste e à corrosão.
R: Peças anodizadas pretas podem perder a cor devido à exposição prolongada à luz UV, produtos químicos agressivos ou desgaste. No entanto, a vedação e a manutenção adequadas podem estender significativamente a vida útil da cor.
R: O processo de escurecimento de componentes de alumínio envolve anodização e tingimento. Para atingir a cor e o acabamento desejados, o alumínio é primeiro anodizado para criar uma camada de óxido de alumínio semiporosa tingida com um corante orgânico, incluindo preto.

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Existem dois métodos principais de fabricação para produzir protótipos de plástico que a maioria das pessoas considera úteis.
Saiba mais →
Como pessoa envolvida ou interessada no projeto e na produção de componentes plásticos,
Saiba mais →