

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Los símbolos que representan el acabado de la superficie son importantes en el control de calidad de varios componentes de máquinas en los sectores de ingeniería y fabricación. Su calidad, función y belleza son los que determinan su valor. Este manual explica las notaciones y normas de acabado de la superficie, centrándose en sus usos prácticos y el lenguaje complejo que estos símbolos pueden emplear. Los lectores se familiarizarán con las normas, los procedimientos de medición y las definiciones de acabado de la superficie de diferentes industrias. Este artículo lo preparará para comprender las consecuencias que tienen las especificaciones de acabado de la superficie en el rendimiento, la vida útil y la capacidad de fabricación de los componentes diseñados. Esta guía es útil para ingenieros, diseñadores e inspectores de productos, ya que les permite comprender y utilizar las normas de acabado de la superficie de manera competente.
Un símbolo de acabado de superficie en los dibujos de ingeniería es una marca específica para describir el acabado de la superficie, incluida la textura, la rugosidad o el proceso de mecanizado utilizado en la superficie. Estos símbolos proporcionan información fundamental sobre los niveles de mano de obra o tratamiento de la superficie necesarios para lograr una función o característica estética requerida. Esta información puede incluir valores de rugosidad (Ra), tolerancias de mecanizado y procesos que se aplicarán, lo que permite distinguir claramente a los diseñadores, fabricantes y controladores de calidad. El uso correcto de estos símbolos mejora la eficiencia en la producción y el cumplimiento de las especificaciones de ingeniería requeridas.
El acabado superficial es la textura o suavidad de una superficie fabricada, dependiendo del método utilizado para realizarla y de los tratamientos posteriores. También considera la medición de las irregularidades de la superficie, incluida la altura de los picos rugosos y la profundidad de los valles, que afectan el rendimiento y la funcionalidad de la pieza. Aspectos como la resistencia al desgaste, la lubricación, la resistencia a la fatiga y el ajuste del ensamblaje se ven muy influenciados por el acabado superficial, por lo que debe ser óptimo.
Parámetros técnicos clave para el acabado de la superficie
Rugosidad (Ra): Desviación media del perfil de la superficie con respecto a la línea media, expresada habitualmente en micrómetros (µm) o micropulgadas.
Para piezas mecanizadas, el valor típico está dentro de los límites de 0.8 – 6.3 µm.
Para superficies pulidas o de precisión: 0.05 – 0.4 µm.
Ondulación (W): Irregularidades de mayor magnitud y espaciamiento más prolongado que el promedio presentadas en la superficie afectan la capacidad de sellar y desalinear.
Alineación: La alineación primaria de las características de la superficie a veces se da para satisfacer propósitos funcionales.
Métodos de procesamiento: Para obtener el acabado especificado, se pueden sugerir métodos como torneado, esmerilado, pulido o recubrimiento.
Al comprender y posteriormente detallar estos parámetros técnicos, se puede garantizar con certeza la intención deseada en cuanto al propósito, la eficacia y el rendimiento de una pieza en particular.
Los símbolos de acabado de superficies hacen referencia a las anotaciones en dibujos y documentos sobre las necesidades especiales que el tratamiento de superficies añade al toque final de un componente determinado. Dichos símbolos ayudan a los ingenieros y maquinistas a descifrar rápidamente qué textura de superficie se necesita y los pasos que se deben seguir para lograrla. A continuación, se muestran algunos símbolos y sus definiciones:
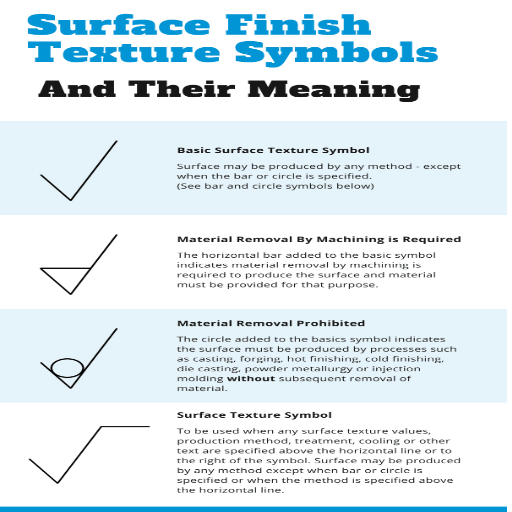
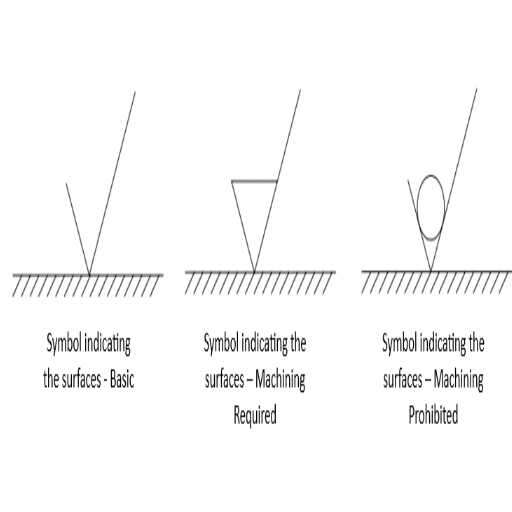
Símbolo básico de acabado de superficie ( — )
Demuestra que la superficie sería mecanizada o acabada.
No se describen parámetros específicos a menos que se especifiquen símbolos o números adicionales.
Mecanizado requerido ( √ )
Esto demuestra que el acabado de la superficie requiere modificaciones para lograr el material necesario.
Generalmente se adjuntan valores de rugosidad o símbolos de medición adicionales sobre el grado de acabado.
No se permite mecanizado ( ⌒ )
Significa que la superficie específica debe dejarse sin ningún mecanizado o acabado posterior.
Este símbolo es útil cuando se trata de capas que deben protegerse o se logran superficies que son puramente estéticas y que no deben modificarse.
Valor de rugosidad (Ra — en µm o µin)
La rugosidad promedio (Ra) es uno de los símbolos de acabado superficial que se presentan con mayor frecuencia, ya que ofrece cierto grado de valores cuantificables.
Valores de ejemplo:
Acabado rugoso: Ra 12.5 µm (500 µin)
Acabado medio: Ra 3.2 µm (125 µin)
Acabado fino: Ra 0.8 µm (32 µin)
Dirección de laicos ( ↔ )
Marca la dirección principal de la textura de la superficie.
Los tipos de laicos más frecuentes incluyen:
Radiales: ⦿
Cruce: ╳
Paralelo: ↔
Circular: ○
Tolerancia de mecanizado (m)
Indica la tolerancia realizada para el acabado superficial de la pieza.
Normalmente se marca como una dimensión, por ejemplo, “1.0 mm” junto al símbolo de acabado de la superficie.
El uso de estos símbolos de acabado de superficie en dibujos técnicos garantiza que cada proceso se comunique adecuadamente, lo que da como resultado componentes eficientes y satisfactorios desde perspectivas funcionales y estéticas.
Las normas sobre acabado superficial son esenciales en los dibujos de ingeniería, ya que facilitan la interacción entre el diseñador, el fabricante y el inspector. Considero que estas normas son una reglamentación internacional que indica el acabado superficial y la calidad que debe cumplir un componente específico en relación con su funcionamiento, apariencia y rendimiento. Estas normas también mejoran la claridad de las operaciones de mecanizado y fabricación en bruto. Los parámetros notables son:
Rugosidad (Ra): valor promedio de rugosidad superficial expresado en micrómetros (por ejemplo, el acabado fino es 0.8 µm).
Colocación: término que define la dirección relativa en la que se talla la superficie (por ejemplo, paralela, circular).
Tolerancia de eliminación de material (m): define el límite superior en el acabado (es decir, “1.0 mm”).
Ondulación (W) – El arte se refiere a las desviaciones más significativas pero menos uniformes de la superficie.
Cuando se utilizan estos parámetros, ayuda a tener un estándar que reduce los costosos errores de fabricación.
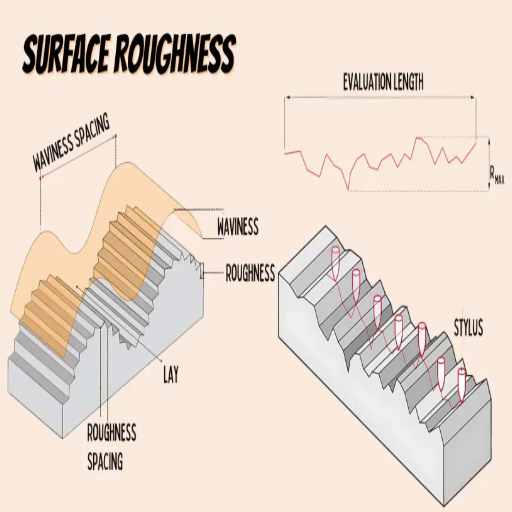
Como en todo, la rugosidad de la superficie cuenta con instrumentos de precisión como los perfilómetros para medir valores con una precisión inigualable. Estas herramientas funcionan trazando el área y tomando registros con un dispositivo de punta fina para ayudar a calcular los parámetros de rugosidad, como Ra, que representa la rugosidad promedio, o Rz, definida como la altura media de pico a valle. Los métodos sin contacto como la interferometría óptica y los escáneres láser funcionan perfectamente para lograr una precisión excepcional. Estos métodos se implementan en función del material, el tipo de superficie y la precisión necesaria. Estas medidas se basan en micrómetros y, para que estas máquinas funcionen, se deben cumplir estándares específicos de eficacia en los procesos de producción.
Contacto Perfilómetros
Principio: Un lápiz ejecuta movimientos sobre la superficie de un área y registra los cambios de elevación dentro de esa área.
Parámetros clave:
Ra (rugosidad promedio): representa una desviación/elevación promedio que una superficie puede sufrir con respecto al valor medio, a menudo medida en micrómetros.
Rz: Altura media de pico a valle: calcula la altura media entre el punto más alto y el más bajo en un rango de longitudes de muestreo.
Ventajas: Extremadamente preciso, es mejor para todo tipo de materiales e incluso superficies.
Desventajas: Wyeth provoca desgarros superficiales triviales, lo que no es adecuado para materiales sensibles o blandos.
Métodos ópticos sin contacto
Escaneo láser:
Principio: Se realiza mediante un rayo láser que incide sobre una superficie donde la luz reflejada será analizada para variar su intensidad.
Parámetros clave: Características de la textura de la superficie (base) en formato de diseño tridimensional.
Beneficios: Mide geometrías complejas de forma rápida y no invasiva.
Interferometría óptica
Principio: Estudia los patrones de interferencia de la luz reflejada en la superficie de un material para determinar su rugosidad.
Parámetros clave:
Se puede medir en el rango nanométrico (nm) para aplicaciones ultraprecisas.
Ventajas: Adecuado para materiales delicados y altamente reflectantes que son difíciles de medir.
Microscopía de fuerza atómica (AFM)
Principio: Escanea la topografía de la superficie utilizando una sonda a nanoescala para obtener la resolución a nivel atómico.
Parámetros clave:
Puede medir texturas maravillosas hasta partes del nivel de un nanómetro (nm).
Ventajas: Ideal para superficies ultra lisas y superficies nanoestructuradas.
Criterios de selección
Tipo de material: Las superficies más duras son más tolerantes a los métodos de contacto, mientras que los materiales delicados requieren métodos sin contacto.
Necesidades de precisión: La garantía de calidad general requiere valores Rz o Ra, mientras que la medición en escala nanométrica requiere interferometría óptica o AFM.
Velocidad y accesibilidad: proporciona resultados rápidos pero puede carecer de la precisión que se encuentra en AFM.
Estas técnicas y sus parámetros pueden proporcionar información precisa y confiable. mediciones de rugosidad superficial para diferentes aplicaciones en múltiples industrias.
Para comprender los términos de rugosidad como Ra, imagínelos como la media de las desviaciones del perfil de la superficie a la línea de mejor ajuste del perfil de la superficie (en micrómetros). Ra es el más común, ya que asigna un solo número a la rugosidad. Sin embargo, hay que tener en cuenta que Ra es solo un promedio que ignora los detalles de los picos, valles y otras irregularidades.
Algunos otros parámetros técnicos correlacionados son:
Rz es el promedio de las cinco distancias pico-valle más importantes. Los extremos de rugosidad en la superficie se pueden evaluar de manera más directa.
Rq (Root Mean Square Roughness) es una aproximación estadística de la rugosidad donde se pone énfasis en las desviaciones más considerables ya que los valores se elevan al cuadrado.
Se refiere a la altura total del perfil de rugosidad. Es la distancia entre el pico más alto y el valle más bajo del perfil.
Cada parámetro cumple una función específica según las necesidades de precisión de la aplicación. Por ejemplo, Ra es adecuado para comparaciones generales, pero Rz y Rt son más útiles para evaluaciones funcionales donde los extremos de la superficie son esenciales. Se pueden utilizar múltiples parámetros para lograr una caracterización más completa de la textura de la superficie.
Estos gráficos de acabado de superficie ayudan a proporcionar control y consistencia a mis mediciones. Al emplearlos, siempre comparo los parámetros de textura de superficie medidos, como Ra, Rz y Rt, con los valores proporcionados en el gráfico. Para la mayoría de los casos generales, la rugosidad promedio, que es la rugosidad, es mi opción principal. Cuando los picos y valles de la superficie afectan el rendimiento, Rz, que es la altura media de las irregularidades de la superficie, es beneficiosa. Cuando existen diferencias significativas en la textura de la superficie, la altura total del perfil, Rt, se vuelve esencial. Con estos parámetros, puedo asegurar que el acabado de la superficie cumplirá con los requisitos de diseño y funcionales, garantizando que se cumplirán los objetivos.
Los símbolos de acabado de superficies denotan características y alteraciones en la superficie de las piezas o componentes, que deben completarse para garantizar que la textura de la superficie cumpla con su propósito previsto. Estos símbolos detallan características tales como la rugosidad, la disposición y la ondulación que son fundamentales para lograr la funcionalidad y la belleza deseadas del producto terminado. Los tipos que se utilizan a menudo incluyen el símbolo básico (una figura de tarjeta de verificación) para mostrar el mecanizado necesario, el símbolo de margen de eliminación de material, que muestra el área de eliminación de material permitida, y símbolos con más anotaciones que indican valores de rugosidad, direccionalidad y procesos de acabado que se denominan específicamente únicos. La utilización de los símbolos facilita la interacción entre diseñadores, fabricantes e ingenieros, ayudándolos a trabajar de manera eficiente para cumplir con las especificaciones del diseño proporcionado.
El acabado de superficies es fundamental para el funcionamiento y el atractivo estético de los componentes, y la incorporación de técnicas especializadas es igualmente crucial. Aquí, ofrecemos información sobre una selección de estos métodos y sus estrategias particulares: En comparación con otros procesos, el acabado de superficies ofrece ventajas insuperables, incluida una alta precisión de las dimensiones geométricas y la obtención de una suavidad superior de la superficie.
Molienda:
Objetivo: lograr una alta precisión dimensional y al mismo tiempo un excelente acabado superficial.
Parámetros técnicos:
Rugosidad superficial (Ra): “10” y “16”
MRR: Moderado
Abrasivo común: óxido de aluminio, carburo de silicio
Pulido
Objetivo: La suavidad de la superficie y el atractivo estético se acentúan puliendo cualquier imperfección visible de la superficie.
Parámetros técnicos:
Rugosidad de la superficie (Ra): “2.5” o menos
Velocidad de la rueda pulidora: 1000-3000 RPM (varía según el material)
Uso de un compuesto de pulido
chorro de arena
Objetivo: Limpiar, alisar o hacer rugosa la superficie utilizando partículas abrasivas de alta velocidad.
Parámetros técnicos:
Tamaño del grano del material abrasivo: grano 50 – 120
Presión de aire: 40–120 PSI
Profundidad de alteración de la superficie: menor o igual a 50 micrómetros
Anodizado
Objetivo: Para metales como el aluminio, mayor resistencia a la corrosión y fines decorativos.
Voltaje utilizado: 10 - 70 o superior, dependiendo de la aleación y el espesor del revestimiento.
Espesor del recubrimiento: 5-25 micrómetros para estética, 25 – 150 micrómetros para anodizado duro
Tipo de electrolito: ácido sulfúrico o ácido cromado
galvanoplastia
Objetivo: Mejorar la resistencia a la corrosión y la electroconductividad mediante la deposición en la superficie de una capa metálica.
A continuación se proporcionan los detalles técnicos:
Espesor del recubrimiento – 1-100 mµ.
Densidad de corriente – 0.5-5 A/dm².
Ejemplos de materiales: níquel, Cr, Zn.
Cepillado
Objetivo – Generar un patrón direccional tradicional con fines funcionales y decorativos.
Aquí están las instrucciones técnicas:
Grano de bandas o cepillos abrasivos – 60-320 CFC.
Velocidad de alimentación del componente: 10-30 m/min.
Se puede adoptar cualquier método en función de las necesidades funcionales y estéticas y del material a trabajar, aspectos que facilitan el cumplimiento de los estándares superficiales deseados y la optimización de la producción.
Los símbolos aceptados internacionalmente definen la textura y la rugosidad de la superficie, lo que aporta claridad a los dibujos técnicos y facilita el procesamiento. Estos símbolos contienen información como los requisitos de acabado de la superficie, las operaciones de mecanizado y los valores de rugosidad pertinentes, que son vitales para una colaboración inequívoca entre ingenieros, diseñadores y fabricantes. Dichos símbolos están incorporados en las normas ISO 1302 y ASME Y14.36M, entre otras.
Símbolo básico de textura de superficie
Este símbolo (como una marca de verificación) especifica un requisito para la textura de la superficie sin estipular cómo debe fabricarse.
Ejemplo de uso: Indica un acabado de superficie para componentes funcionales que requieren control.
Símbolo de mecanizado requerido
El símbolo básico adornado con un guión adicional señala que se deben realizar procedimientos de mecanizado (rectificado y/o fresado) para lograr el acabado deseado.
Parámetro de ejemplo: La rugosidad de la superficie suele estar en el rango de 0.8 a 6.3 µm Ra para superficies mecanizadas.
Símbolo de superficie no mecanizada
El símbolo básico va acompañado de un círculo, que hace referencia a las superficies que no deben mecanizarse y deben conservar la textura original del material.
Parámetro de ejemplo: Los valores de rugosidad generalmente dependen del material y del proceso de formación, pero normalmente son >6.3 µm Ra.
Valores de rugosidad superficial
Para definir los requisitos previos exactos que garantizan el funcionamiento y/o la apariencia adecuados, se proporcionan números o rangos específicos (por ejemplo, Ra 0.4–0.8 µm).
Otros parámetros incluyen:
Parámetros Rz (profundidad de rugosidad media) como Rz 1.0–6.0 µm para acabados delicados.
Rt (altura de rugosidad total) es relevante para componentes de alta gama.
El uso de estos iconos y medidas subyacentes simplifica las relaciones interdisciplinarias y reduce las posibilidades de errores, garantizando una fabricación optimizada mediante decisiones primarias relacionadas con el diseño.
Teniendo en cuenta los requisitos estándar de acabado de superficie en los dibujos, nos concentramos en parámetros técnicos específicos esenciales para satisfacer las necesidades funcionales y estéticas de la pieza. Por lo general, se utilizan con frecuencia parámetros como Ra (rugosidad media) con un rango de valores de Ra 0.4 – 1.6 µm para características de precisión o decorativas según el propósito. Rz (profundidad de rugosidad media) se selecciona para componentes que necesitan una planitud superficial media controlada y suele estar en el rango de 1.0 – 6.0 µm. Además, a veces se define la altura de rugosidad total para piezas con requisitos especiales, para las que se debe especificar la altura total del perfil. Los parámetros se entienden como una forma de "inglés global" de los diseñadores y fabricantes, que ayudan a garantizar que el producto se cree para que funcione como se esperaba y tenga el aspecto para el que se optimizó el diseño, todo esto de una manera sencilla y eficaz.

La terminación de la superficie se determina dentro del proceso de fabricación. Los métodos y herramientas empleados en la fabricación afectan directamente la textura y la calidad de la superficie. El fresado, el torneado y Los procesos de pulido suelen producir acabados más finos., mientras que las operaciones de fundición o forjado dan como resultado acabados superficiales rugosos porque estos métodos tienen características más dominantes. Otros factores que afectan el acabado de un componente incluyen el estado de la herramienta, la velocidad de mecanizado, las propiedades del material y el sistema de refrigeración instalado. Estos cambios variables son necesarios para lograr el acabado deseado teniendo en cuenta los parámetros funcionales y estéticos.
Un desglose descriptivo y estructurado de todos los factores que influyen en la calidad de la superficie nos ayudará a comprender aún más los efectos de los procesos de mecanizado y sus parámetros técnicos clave aproximados.
Técnicas de mecanizado
Torneado y fresado: Estos métodos producen acabados suaves con rugosidad superficial que varía entre Ra 0.4 µm y Ra 3.2 µm, dependiendo de la velocidad de avance y la velocidad del husillo.
Rectificado: El rectificado puede producir acabados ultrafinos, logrando valores de rugosidad superficial de aproximadamente Ra 0.1 µm a Ra 0.8 µm.
Forja y fundición: tienden a producir texturas más rugosas con valores de rugosidad Ra superiores a Ra 6.3 micrómetros porque no se realiza una eliminación precisa del material.
Estado de la herramienta y geometría de la máquina
Una herramienta con un mejor mantenimiento y con los ángulos de corte adecuados mejora la calidad de la superficie. Por ejemplo, los bordes afilados de las herramientas sufren menos desgaste, lo que garantiza una mayor rugosidad de la superficie.
Las herramientas de corte de acero de alta velocidad (HSS) o carburos revestidos ofrecen mayor precisión y durabilidad.
Características del material
Se sabe que los metales más blandos, como el aluminio, producen acabados más finos, mientras que se pueden exhibir superficies más rugosas en materiales duros, como el acero, hasta que se utilicen herramientas de corte avanzadas.
Variables de corte
Velocidad de avance: las velocidades de avance más bajas, como 0.1 mm/rev para torneado, permiten obtener superficies lisas. Sin embargo, una velocidad demasiado baja producirá un error.
El mecanizado CNC logra Se pueden lograr los acabados superficiales deseados mediante la optimización de muchos factores, como las herramientas de corte, los atributos del material y los métodos de mecanizado. Existen herramientas específicas que, cuando se utilizan, pueden lograr el resultado deseado con mayor facilidad:
Selección y calidad de la herramienta
La calidad del acabado de la superficie depende de la selección y el cuidado de las herramientas de corte. Por ejemplo, el uso de herramientas más afiladas minimiza la deformación y la rugosidad.
Las herramientas fabricadas con materiales avanzados, como carburo, insertos revestidos de cerámica y diamante policristalino (PCD), ofrecen acabados superiores. Estos materiales no solo mejoran la vida útil de la herramienta, sino también la precisión durante el mecanizado.
Métodos de mecanizado
Velocidad de avance: suele ser preferible una velocidad de avance más baja para tornear, siendo la ideal entre 0.05 mm/rev y 0.2 mm/rev. Las velocidades de avance más bajas producen acabados más finos. Sin embargo, una velocidad de avance demasiado baja a veces puede provocar vibraciones en la herramienta.
Velocidad de corte: una mayor velocidad mejora la suavidad de la superficie al reducir el desgarro del material. Los materiales de aluminio más blandos, por ejemplo, se pueden utilizar a 500-1000 m/min, mientras que los materiales más rígidos son más sensibles a la herramienta y las condiciones de corte y requieren de 50-200 m/min.
Profundidad de corte: según la teoría del equilibrio, un corte inferior a 0.1-0.5 mm reduce la tensión en la herramienta y proporciona un mejor acabado.
Refrigerante y Lubricación
La selección del refrigerante o lubricante adecuado reduce las temperaturas de funcionamiento, la fricción y la degradación de la herramienta, lo que mejora la suavidad. Los refrigerantes de inundación, por ejemplo, se utilizan comúnmente en operaciones de alta velocidad para controlar la temperatura de manera eficaz.
Consideraciones materiales
Los atributos del material influyen directamente en el acabado de la superficie que se puede lograr. metales como el aluminio y el latón tienden a tener superficies abolladas que son menos lisas, mientras que los metales más duros necesitan ser modificados con cuidado para evitar que sean demasiado ásperos.
Precisión de la máquina
La inclusión de Sistemas de control modernos en máquinas CNC Mejora la uniformidad del acabado de la superficie. Los motores de accionamiento directo, las escalas lineales y las estructuras termoestabilizadas proporcionan un mecanizado repetible y preciso y ayudan a utilizar las herramientas de forma adecuada.
El cumplimiento de estos parámetros permite un mecanizado CNC eficiente y confiable, que garantiza los requisitos de acabado superficial, cumpliendo así con la calidad y funcionalidad deseada del producto.
El acabado superficial de un producto fabricado depende de las propiedades del material, las condiciones de corte y el estado de la máquina. Según mi experiencia, un acabado más suave es generalmente más fácil de obtener con materiales más blandos y flexibles como el aluminio. Por el contrario, los materiales más rígidos como el acero o el titanio requieren una moderación más estricta de los procesos de mecanizado para reducir la rugosidad. Algunos parámetros de corte primarios son la velocidad de avance, la velocidad de corte y la profundidad de corte. Por ejemplo, los acabados más finos se observan generalmente con velocidades de avance reducidas (0.05 – 0.1 mm/rev) y velocidades de corte aumentadas (200 – 400 m/min). Además, el estado de las herramientas de corte, que incluye la forma y el filo de la herramienta, es crítico; un aumento en el desgaste de la herramienta conduce a un aumento de la rugosidad. La máquina también está sujeta a la inestabilidad de la propiedad, la vibración o el vertido de refrigerante, lo que tiene una influencia significativa. El ajuste fino de estos parámetros garantiza resultados óptimos según los objetivos específicos para los requisitos de fabricación particulares.

El acabado de la superficie sigue siendo uno de los aspectos más críticos en el diseño de ingeniería, ya que afecta la funcionalidad, el rendimiento y la durabilidad del componente. Una superficie más lisa también puede reducir la fricción y el desgaste y mejorar la eficiencia en las piezas móviles. Además, la suavidad de la superficie aumenta la resistencia a la fatiga debido a la reducción de las concentraciones de tensión causadas por las irregularidades en la superficie. En algunas aplicaciones, como el sellado, la precisión en el acabado de la superficie es fundamental, ya que un acabado inadecuado puede provocar huecos sin sellar. Además, afecta al atractivo estético al promover la resistencia a la corrosión debido a la reducción del daño ambiental y mejora la confiabilidad al garantizar la uniformidad. Sin duda, lograr el acabado de superficie requerido aumenta la confiabilidad de los productos de ingeniería.
Los símbolos de acabado de superficie forman parte de las dimensiones de los dibujos técnicos e indican los detalles que se deben seguir para lograr un acabado de superficie determinado. Estos símbolos también describen detalles relacionados con la rugosidad de la superficie, incluidos los parámetros esenciales de la superficie y la medición de la ondulación, la rugosidad y la inclinación. Garantizan que se logren estos parámetros durante la producción y que se fabrique con la calidad deseada.
Los principales parámetros técnicos de los símbolos de textura de superficie incluyen:
Rugosidad media (Ra): el valor medio de las desviaciones del perfil de la superficie examinada con respecto a la línea media suele definirse e indicarse en micrómetros (µm). Los valores típicos varían de 0.1 µm para superficies muy pulidas a 25 µm para superficies más rugosas.
Profundidad máxima de rugosidad (Rz): la altura promedio de los picos máximos y los valles más profundos desde una línea base dentro de una longitud de muestra definida.
Símbolo de disposición: define la dirección de una textura de superficie, que puede ser circular, paralela o entrecruzada según el requisito.
Ondulación (W): La combinación de variaciones de la superficie que es más amplia en alcance y está más espaciada en comparación con la rugosidad que a menudo afecta la orientación y el funcionamiento de la pieza.
Longitud de corte: La longitud de corte se utiliza para hacer más rugosa la superficie dependiendo de la precisión requerida por la aplicación.
Los símbolos de textura de superficie correspondientes a estos parámetros ayudan al diseñador y al fabricante a comunicar ideas y especificaciones de diseño con mayor facilidad, lo que les permite cumplir con los objetivos funcionales, de confiabilidad y de apariencia deseados de los componentes diseñados.
Para mantener la calidad y la funcionalidad de la superficie, es necesario analizar y gestionar cuidadosamente varios factores. La textura de la superficie afecta el rendimiento, la vida útil y la integración de los componentes en un sistema de ingeniería. A continuación, se indican las determinaciones más importantes en relación con los parámetros técnicos específicos:
Elección del material: El material seleccionado determina profundamente los acabados superficiales esperados. Algunos metales, como el acero inoxidable, son más fáciles de mecanizar y ofrecen valores de rugosidad más finos (menores a Ra 0.4 um para el espejado) que los materiales más complejos, lo que da como resultado superficies más bastas pero más duraderas.
Métodos de producción: Diferentes técnicas dan lugar a diferentes acabados superficiales:
Molienda y Pulido Consigue acabados excelentes con Ra entre 0.02 um y 0.4 um.
Fresado o afinado: proporciona una superficie rugosa media de 0.4 a 3.2 um Ra.
El proceso de fundición o arenado produce superficies rugosas con un acabado Ra superior a 6.3 um.
Características especializadas del subsuelo: Las superficies deben adaptarse para cumplir su propósito:
Las superficies de sellado necesitan un Ra ultra suave (<0.1 um) para evitar fugas y sellar con precisión.
Los componentes resistentes al desgaste pueden tener una rugosidad diseñada (Ra 1- 4 um), lo que ayuda a la retención de la lubricación.
Para obtener la mejor claridad y transmisión de luz, los componentes ópticos deben tener una suavidad óptica excelente, a menudo peor que Ra 0.01 um.
Procesos espectroscópicos: Los instrumentos especializados, como el escáner de superficies Keyence y los sistemas de medición periféricos, pueden aprovechar la medición de distancia de tiempo de vuelo del láser con contacto y sin contacto para crear una vista virtualmente modificada basada en sistemas de medición de contaminantes de textura de superficie.
Sistemas de perfilómetro de contacto: miden el parámetro Ra, el método Rz y los parámetros Rq sin contacto (perfilador) (sin dedo).
Control de estándares: la interdependencia con las normas internacionales o términos industriales como ISO 4287 ASME B46.1 es imperativa para la utilización de la compatibilidad y la homogeneización de la calidad. Por ejemplo, Ra, la rugosidad promedio, es el valor del área de desplazamiento vertical de media doble de la superficie rugosa hacia arriba, y la desviación rugosa hacia abajo es desde la línea media de la superficie a mecanizar. RZ se centra en las rugosidades máximas horizontales como un parámetro de profundidad, y RP es la altura de los picos alcanzados en el punto más profundo, cero de todos los picos.
Una inspección meticulosa y cuidadosa del material de construcción combinada con la aplicación hábil y precisa de tecnología avanzada podría, junto con la calidad declarada, cumplir con los requisitos de superficie personalizados y preestablecidos para cualquiera de las limitaciones técnicas.
Al determinar el perfil de superficie correcto para una tarea de ingeniería, siempre tengo en cuenta los requisitos específicos de la aplicación y la funcionalidad del componente. Por ejemplo, un valor alto de Ra (rugosidad media) podría justificarse en aplicaciones que requieren una fuerte adhesión, como recubrimientos y adhesivos. Por el contrario, un valor bajo de Ra es esencial para acabados suaves y resistentes al desgaste en piezas de precisión. Esto es similar a Rz (profundidad máxima de rugosidad), que tiene en cuenta el rango de cambios de pico a valle y es esencial para otras funciones, como el sellado o la lubricación. Se pueden proporcionar más detalles utilizando parámetros como Rsk (aspereza) y Rku (curtosis), que ayudan a determinar la capacidad de carga de la superficie y la población de la superficie.
Me aseguro de que la selección se realice dentro de los límites de las normas, como ISO 4287 o ASME B46.1, teniendo en cuenta también las condiciones ambientales establecidas, las capacidades tecnológicas de los procesos de fabricación y los límites económicos. Para ello, el perfil de la superficie se especifica a partir de las dimensiones funcionales de la superficie en relación con los parámetros técnicos, como Ra para la textura media o Rmax para los valores pico. De este modo, el perfil de la superficie permite un rendimiento y una fiabilidad óptimos en diversas aplicaciones de ingeniería.
Proveedor líder de mecanizado de metales CNC en China
R: Los símbolos de acabado de superficie son representaciones gráficas que se utilizan en dibujos técnicos para transmitir la textura y la calidad de la superficie deseadas de una pieza mecánica. Proporcionan información sobre la rugosidad de la superficie, la disposición y cualquier procesamiento adicional necesario para la superficie. Comprender los símbolos de acabado de superficie es fundamental para lograr la geometría de superficie correcta y garantizar que la pieza funcione según lo previsto.
R: Para profundizar en los conceptos de acabado de superficies, se deben aprender términos básicos como rugosidad de la superficie, disposición y textura. Una guía de símbolos de acabado de superficies y sus significados puede brindar una comprensión integral de cómo se utilizan en dibujos de ingeniería para representar características de la superficie.
A: La rugosidad media, a menudo denominada Ra, es un parámetro de acabado superficial que mide la desviación media de la altura de la superficie con respecto a la línea media a lo largo de una longitud específica. Se utiliza ampliamente en ingeniería para cuantificar la rugosidad de una superficie y es un factor crítico para determinar el rendimiento y la estética de la pieza.
R: Una guía de símbolos de acabado de superficies generalmente explica los distintos símbolos que se utilizan para representar la textura de la superficie, sus significados y cómo se relacionan con los requisitos específicos de acabado de la superficie. Estos símbolos son gráficos y están estandarizados para garantizar una comunicación coherente entre las disciplinas de ingeniería.
R: Comprender el acabado de la superficie es importante porque afecta el rendimiento, la durabilidad y la apariencia de los componentes mecánicos. El acabado de la superficie puede influir en la fricción, la resistencia al desgaste y la capacidad de formar un sello adecuado. La interpretación correcta de los símbolos de acabado de la superficie garantiza que las piezas fabricadas cumplan con las especificaciones y funcionen según lo previsto.
R: Los símbolos de rugosidad de la superficie son representaciones gráficas específicas que se utilizan para indicar la rugosidad de una superficie en los dibujos técnicos. Estos símbolos ayudan a los ingenieros y fabricantes a comprender el nivel de irregularidades de la superficie y el tipo de acabado de la superficie necesario para lograr la textura deseada.
A: Los símbolos de acabado de superficie representan características de la superficie mediante símbolos gráficos estandarizados que indican la rugosidad deseada de la superficie, la disposición y el procesamiento adicional de la superficie. Estos símbolos son esenciales en los dibujos técnicos de piezas mecánicas y brindan información crucial para la fabricación y el control de calidad.
A: La disposición superficial se refiere a la dirección del patrón predominante de la superficie, que generalmente resulta del proceso de fabricación. Es un aspecto esencial del acabado de la superficie porque puede afectar la función de una pieza, en particular en aplicaciones donde la superficie interactúa con otros componentes. Los símbolos de acabado de la superficie a menudo incluyen detalles sobre la disposición superficial necesaria para garantizar un rendimiento óptimo.
A: Los métodos de medición del acabado de la superficie, como los perfilómetros o los dispositivos ópticos, ayudan a evaluar la altura, la rugosidad y la textura de la superficie de un componente. Estas mediciones son fundamentales para el control de calidad, ya que garantizan que la pieza cumpla con los parámetros de acabado de la superficie especificados, lo que reduce el riesgo de problemas funcionales o fallas en el producto terminado.

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →