

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
La rugosidad de la superficie es esencial para evaluar la calidad y la funcionalidad de las piezas fabricadas, ya que afecta al rendimiento, la resistencia y la interoperabilidad. El Ra, que significa rugosidad media, es posiblemente uno de los estándares más utilizados para medir la claridad de la superficie. En esta publicación se describen en detalle las mediciones de la rugosidad de la superficie, centrándose en el estándar Ra, sus cálculos, interpretaciones y utilidad.
Analizaremos la relevancia de la rugosidad superficial en diferentes campos, definiremos el vocabulario relevante y describiremos las herramientas y técnicas incorporadas para lograr mediciones precisas. Asimismo, el artículo explicará cómo estas mediciones afectan el criterio de ingeniería y la calidad del producto. Si usted pertenece a una de estas categorías: experto en la industria, estudiante de ingeniería o alguien interesado en este componente crítico de la fabricación, este artículo lo ayudará a obtener los datos más pertinentes sobre la medición de la rugosidad superficial y su importancia en el mundo actual.

La irregularidad de la superficie describe la textura de una superficie específica definida por sus pequeñas inconsistencias y desviaciones con respecto a una superficie plana hipotética. Las alturas, profundidades y espaciado de estas marcas suelen medirla. La evaluación de la rugosidad es crucial porque influye en la fricción, el desgaste y la eficiencia de lubricación de los sistemas mecánicos. También afecta el uso, la estética y la funcionalidad del producto en varios sectores industriales, incluidos el aeroespacial y el médico, por lo que es crucial en la ingeniería y la fabricación de precisión.
Las estructuras geométricas complejas en las que las superficies están inclinadas y se fusionan hacia una línea de fusión requieren una clasificación de gran importancia. La rugosidad se expresa cuantitativamente mediante parámetros técnicos específicos que permiten una rápida caracterización de la textura de la superficie. Los parámetros más importantes son:
Ra (rugosidad media): media aritmética de los valores absolutos de las desviaciones de la superficie. Parámetro ampliamente utilizado que proporciona una medida general de la textura de la superficie.
Rz (Profundidad de rugosidad media): El valor del nivel medio de rugosidad aceptado en unidades de medida.
Rt (Rugosidad total): la distancia medida desde el pico más alto hasta el valle más profundo a lo largo de la medición.
Rq (Root Mean Square Roughness): La desviación estándar del nivel medio de cuadrados de las desviaciones de la superficie.
Dependiendo de la precisión necesaria para una aplicación en particular, estas mediciones suelen realizarse en micrómetros (µm) o nanómetros (nm). El parámetro adecuado se elige combinando las características del producto, los métodos de producción y los requisitos específicos de garantía de calidad.
La textura de la superficie es un parámetro crucial que afecta significativamente la eficiencia, durabilidad y eficacia de un producto. La superficie de un producto desempeña un papel vital en su interacción con el medio ambiente, afectando la fricción, el desgaste, la adhesión y la reflectividad, por ejemplo, con las piezas mecánicas. Estas texturas más suaves tienen valores Ra bajos, como 0.4 µm y 0.8 µm para piezas de precisión, menor fricción y desgaste. Alternativamente, aumentar la rugosidad de la superficie, como de 1.6 micrómetros a 3.2 micrómetros, puede aumentar la adhesión para recubrimientos y uniones.
Los principales indicadores de evaluación de la textura de la superficie son Ra (rugosidad media aritmética) que se utiliza para la calidad general de la superficie, Rz (altura máxima promedio) que marca la diferencia entre pico y valle, y Rq (rugosidad cuadrática media) que representa la rugosidad total desmenuzada, la rugosidad ponderada estadísticamente derivada de las discrepancias más grandes. Las regulaciones internacionales como ISO 4287 y ASME B46.1 controlan la precisión con la que se miden y evalúan estos parámetros en diferentes ámbitos de uso. La especificación de la textura correcta en las industrias aeroespacial, automotriz y de dispositivos médicos generalmente determina la efectividad del producto al tiempo que satisface los requisitos de alta calidad.
La rugosidad de la superficie afecta directamente el rendimiento de los componentes en relación con la resistencia al desgaste, la fricción y la creación de sellos. Por ejemplo, en trabajos de alta precisión, las superficies más lisas son menos propensas a la fricción y son más eficientes, mientras que la rugosidad controlada puede ayudar a mejorar el agarre o la adhesividad de la unión. Los parámetros tecnológicos importantes incluyen la rugosidad media aritmética (Ra), que mide la desviación media de la superficie, así como la rugosidad cuadrática media (Rq), que evalúa los picos y valles estadísticamente, y la altura de rugosidad pico-valle (Rz), que evalúa la distancia vertical máxima. Estos parámetros son esenciales para optimizar los procesos de fabricación y proporcionar confiabilidad en condiciones difíciles en disciplinas de alta tecnología como la industria aeroespacial o los equipos médicos. Los estándares proporcionados garantizarán tanto la usabilidad como la durabilidad del producto.
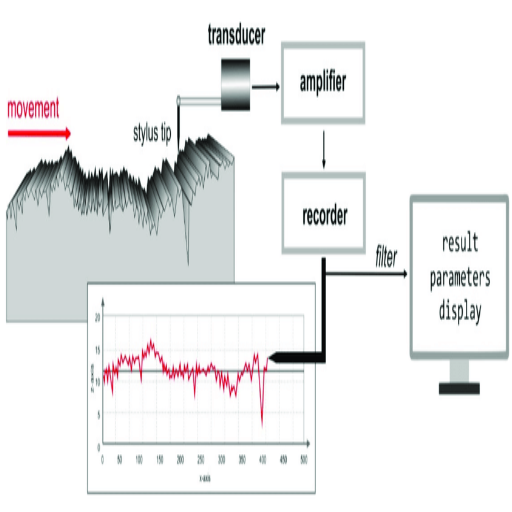
Los instrumentos para medir la rugosidad de la superficie incluyen dispositivos táctiles y ópticos para la evaluación de la textura. Los métodos táctiles, como los perfilómetros de aguja, incorporan mecanismos que trazan la superficie para capturar las diferencias de altura. Al mismo tiempo, la interferometría o el escaneo láser son métodos ópticos que analizan patrones al reflejar la luz sobre la superficie. Estos dispositivos producen valores precisos representados en parámetros de rugosidad como Ra, Rq y Rz que expresan el valor de la divergencia y las irregularidades en una superficie determinada. Estas mediciones son vitales para un requisito estándar específico, para mejorar el rendimiento del producto y para mejorar la calidad de los resultados.
La rugosidad superficial se puede evaluar mediante diversos métodos que difieren en su aplicación particular y el grado de precisión requerido. Entre las técnicas más habituales se encuentran:
Los perfilómetros de contacto utilizan una aguja fina que entra en contacto directo con la superficie durante la medición para captar los cambios de altura. A medida que la aguja se mueve a lo largo de la muestra, capta la altura de los picos y las características irregulares y las transforma en señales eléctricas, que luego se utilizan para construir un perfil de superficie. Algunos de los parámetros clave que se pueden calcular incluyen Ra (rugosidad media), Rq (rugosidad cuadrática media) y Rz (altura media de la superficie más rugosa). Estos dispositivos son precisos y se pueden aplicar a áreas pequeñas; sin embargo, su precisión tiene un costo en términos de velocidad en comparación con los métodos sin contacto.
Este método no establece contacto físico y mide la topografía de la superficie mediante la interferencia de ondas de luz. Utilizando la luz reflejada desde la superficie, un interferómetro mide la rugosidad de la superficie y produce una representación 3D de la misma. Los interferómetros son perfectos para medir materiales frágiles y superficies muy lisas, y sus valores de precisión están en el rango de los nanómetros. Los parámetros de superficie que se estiman mediante técnicas interferométricas incluyen Sa y Sq.
Los sistemas de escaneo por haz láser detectan rápidamente irregularidades y rugosidades en la superficie. Estas técnicas también son relativamente más rápidas, lo que permite al usuario medir superficies de alta resolución con precisión. Los métodos se pueden utilizar en geometrías más complicadas o en áreas de superficie más grandes. Al igual que con las otras tecnologías, también se miden Ra, Rz y Ssk, lo que demuestra su versatilidad en diferentes industrias.
El AFM es la herramienta de medición de superficies más refinada porque analiza superficies ultra suaves o nano-diseñadas. La sonda entra en contacto con la superficie y mide las variaciones debidas a su desplazamiento relativo. El AFM puede medir la topografía con una resolución extrema, lo que facilita el análisis de los parámetros clave de rugosidad, Ra y Rmax.
Estos métodos se adaptan a texturas de superficie, materiales y niveles de precisión específicos, lo que proporciona una forma sólida de medir la rugosidad de la superficie. El proceso se selecciona en función de la precisión necesaria, las dimensiones de la muestra y los requisitos de la industria.
Perfilómetros con punta de aguja
Parámetros técnicos:
Resolución: Cualitativamente inferior a 10 nanómetros.
Rango de medición: Convencional 1 mm – 50 mm.
Aplicaciones: Más apropiado para perfiles de superficie 2D y parámetros Ra, Rz y Rq.
Los beneficios adicionales incluyen su alta precisión y medición directa de los cambios de superficie, lo que los convierte en... Aplicable a un amplio espectro de industrias.
Perfilómetros ópticos
Parámetros técnicos:
Resolución: 10 a 100 micrones. Precisión submicrónica.
Rango de medición: Rango vertical de unos pocos milímetros sin contacto.
Aplicaciones: Más familiar en los campos de la electrónica y la mecánica de ultraprecisión.
Funcionan mediante la interferencia de la luz sobre las características de la superficie y son adecuados para materiales blandos y sensibles.
Microscopía de fuerza atómica (AFM)
Parámetros técnicos:
Resolución: Hasta 0.1 nm. Escala atómica.
Área de escaneo: habitual 100 μm x 100 μm.
Aplicaciones: Más adecuado para superficies con rugosidad a escala nanométrica y que requieren una observación elaborada, especialmente en las industrias de investigación y semiconductores.
Proporciona datos 3D precisos y detalles extraordinariamente precisos. Se utilizan cuando se necesita la máxima precisión.
Microscopía confocal de barrido láser
Parámetros técnicos:
Resolución: tan buena como 10 nm.
Rango de medición: Clasificación de profundidad de aproximación hasta 2 mm.
Aplicaciones: Bueno para superficies 3D complejas y materiales reflectantes y transparentes.
Se utiliza a menudo en la construcción de dispositivos médicos y en el estudio de materiales.
Estas herramientas garantizan mediciones precisas y confiables y, al mismo tiempo, brindan capacidades únicas adecuadas para el análisis de superficies. Una consideración cuidadosa de sus parámetros técnicos garantiza la selección adecuada para materiales y texturas específicos.
El perfil de rugosidad es una representación fundamental de las irregularidades del perfil de la superficie medidas sobre un contorno específico a lo largo de la superficie. Muestra cómo los picos y valles de una superficie a lo largo del contorno especificado difieren de un plano de referencia, lo que ilustra las características de la textura. El estudio de este perfil ayuda a evaluar el desgaste, la adhesión y el rendimiento de diferentes materiales. Algunos de los parámetros que se relacionan comúnmente con el perfil de rugosidad son:
Ra (Rugosidad media aritmética): magnitud promedio de las desviaciones de la altura de la superficie con respecto a la línea media.
Rz (Altura máxima del perfil): la distancia vertical máxima desde el pico más alto hasta el valle más profundo dentro de un tramo determinado.
Rq (Root Mean Square Roughness) proporciona una estimación estadística de la textura de la superficie al indicar los valores cuadráticos medios de las desviaciones de la altura de la superficie.
Estos parámetros son esenciales para la industria. Implican precisión de ingeniería y garantía de calidad para que los materiales puedan cumplir sus propósitos funcionales. La inclusión de perfiles de rugosidad en el análisis aumenta la resistencia y la funcionalidad del producto.

El valor Ra de la rugosidad de la superficie, también conocido como rugosidad media aritmética, representa la media de los valores absolutos de las desviaciones con respecto a la altura media de un área de superficie designada. Cuantifica la suavidad o textura general de una superficie condensándola en un único valor numérico. El valor Ra, aunque simple, captura fácilmente la rugosidad general. Sin embargo, describir irregularidades o picos y valles atípicos puede ser un desafío.
El estándar Ra, que se ha desarrollado para diferentes industrias, se utiliza como referencia para evaluar la rugosidad de la superficie en numerosos campos y delinea los límites aceptables de los valores Ra para casos específicos a fin de garantizar un funcionamiento, una seguridad y un rendimiento adecuados. El valor Ra requerido puede variar significativamente según el caso de uso particular. Por ejemplo,
Al aplicar el estándar Ra, se deben tener en cuenta el tipo de material, los criterios operativos y las condiciones del entorno. Si bien estos valores proporcionan una medida de apoyo de la rugosidad, considerar otros parámetros como Rz (altura máxima del perfil) o Rq (rugosidad cuadrática media) permitirá una caracterización más detallada de la superficie para tolerancias precisas.
La rugosidad media (Ra) se calcula como la media de las desviaciones verticales absolutas con respecto a la línea media del perfil de la superficie a lo largo de una longitud determinada. Este proceso garantiza que la rugosidad de la superficie se tenga en cuenta de forma adecuada. Por lo general, se utiliza una representación matemática que indica:
Ra = (1/L) ∫ |Y(x)| dx,
L es la longitud de muestreo, mientras que Y(x) es la desviación vertical de la línea media de la superficie.
Procedimiento para determinar el valor Ra:
Recopilar medidas del perfil de la superficie: emplea dispositivos de perfilado para trazar el contorno de las superficies con precisión.
Establecer la longitud de muestreo (L): Dependiendo del ámbito de uso, la industria suele reconocer una longitud estándar que define la porción del perfil de superficie analizado.
Medir desviaciones verticales (Y): Mide las desviaciones de la línea media a lo largo de la longitud de muestreo marcada.
Calcular los valores: Calcular el promedio de los valores absolutos de las desviaciones medidas utilizando un valor de fórmula de Ra.
Indicadores técnicos significativos:
Sensibilidad del perfilómetro: El perfilómetro debe ser lo suficientemente sensible para medir superficies delicadas (Ra < 0.1 µm).
Longitud de muestra popular (L): suele tener valores como 0.8 mm, 2.5 mm u 8 mm, según el acabado de la superficie y los parámetros de la industria.
Unidades de distancia: según ISO 4287/42888, una longitud de corte debe eliminar las señales irrelevantes mientras captura las características de la superficie relevantes.
Siguiendo estos pasos y límites, se espera que el valor Ra resultante represente con precisión los grados de rugosidad de la superficie para fines ópticos, electrónicos e industriales con altos estándares de calidad de precisión.
Al igual que Rz, Ra (la rugosidad media aritmética) es más sencilla que otras medidas de rugosidad, por lo que se utiliza mucho. Sin embargo, Ra tiende a pasar por alto las características del perfil de la superficie. Rz mide la diferencia de altura media entre el pico máximo y el valle mínimo del perfil a lo largo de varias longitudes de muestreo, lo que le permite comprender mejor los extremos. La sensibilidad de Rq (la rugosidad cuadrática media) a los valores atípicos es mayor que la de Ra porque Rq proporciona desviaciones mayores con un impacto más significativo al elevar al cuadrado los cambios de altura. Además, Rt (la altura total del perfil) mide la distancia vertical desde el valle más profundo hasta el pico más alto a lo largo de la longitud de evaluación, lo que ayuda a medir los defectos de la superficie.
Parámetros técnicos principales:
Ra: Media aritmética de las desviaciones de la línea media (μm o nm)
Rq: Raíz cuadrada media de las desviaciones del perfil (μm o nm)
Rz: Altura promedio de los picos máximos y valles mínimos en varias muestras (μm o nm)
Rt: Distancia entre el valle más bajo y el pico más alto de la longitud de evaluación (μm o nm)
Ra es válido como medida base, pero incluir Rq, Rz y Rt mejora el análisis para superficies con requisitos de textura o calidad distintos.
La rugosidad de la superficie es vital en el mecanizado CNC porque influye en el funcionamiento, el rendimiento y la apariencia de la pieza terminada. Una superficie con una rugosidad controlada con precisión Mejora el acabado de la superficie Con un mejor ajuste, menos fricción y una resistencia al desgaste adicional, lo cual es esencial para las superficies mecánicas. Además, la adherencia de los recubrimientos de superficie y la resistencia a la corrosión son cuestiones igualmente importantes para diferentes ámbitos de uso. Los estrictos estándares de la industria se logran fácilmente gracias a mediciones precisas de la rugosidad que garantizan la calidad y la confiabilidad en la producción.
Para bien Acabado superficial en mecanizado CNCEn primer lugar, se controlan y optimizan varios factores, como la selección de herramientas, los parámetros de corte y el entorno circundante. Considere los siguientes elementos clave con las métricas que los acompañan:
Selección de herramienta
Utilice siempre herramientas con filos de corte afilados y geometría adecuada para mecanizar el material.
Utilice herramientas recubiertas o de carburo de calidad, ya que reducen el desgaste del acabado.
Parámetros de corte
Reduzca la velocidad de alimentación entre 0.05 y 0.1 mm/rev para obtener un acabado más suave.
Utilice una profundidad de corte (DoC) baja, entre 0.1 y 0.3 mm, para reducir las marcas de herramientas.
Dependiendo del material, optimizar la velocidad de corte para aluminio a 100-200m/min y titanio a 50-100m/min.
Refrigerante/Lubricación
Utilice suficiente refrigerante para controlar el calor y mejorar la eliminación de virutas.
Utilice sistemas de refrigeración de alta presión para materiales que tienden a adherirse a la herramienta.
Rigidez de la máquina y portaherramientas
Compruebe que no se produzcan movimientos no deseados de los componentes de la máquina durante el funcionamiento.
Utilice portaherramientas equilibrados para minimizar el descentramiento durante operaciones de alta velocidad.
Tratamientos de superficie (si es necesario)
El alisado y fortalecimiento de la superficie se puede lograr puliéndola o revistiéndola después del mecanizado.
Con un adecuado control de los parámetros se obtendrán de forma consistente superficies con buena calidad de acabado visual y funcional.
El calibre de una superficie mecanizada es esencial para determinar la funcionalidad, el rendimiento y la vida útil de un componente. Los componentes con alta resistencia al desgaste, resistencia a la fatiga y conductividad térmica tienen un acabado suave y preciso. Las discontinuidades de la superficie pueden provocar fallas, mayor fricción o un sellado deficiente. A continuación, se presentan breves explicaciones y respuestas sobre el tema del acabado de la superficie y su relación con algunos parámetros técnicos importantes:
Modificación de la fricción y el desgaste
El gasto de energía al frotar superficies se minimiza porque un acabado superficial más fino reduce la fricción entre superficies que interactúan.
Rugosidad recomendada (Ra): 0.2-0.8 µm para componentes de alta precisión como engranajes o cojinetes.
Influencia en la resistencia a la fatiga
Los defectos superficiales facilitan la concentración de tensiones, lo que reduce la vida útil potencial por fatiga. Las superficies tratadas o pulidas mitigan la fatiga superficial.
Es posible mejorar hasta un 30% la resistencia a la fatiga gracias al granallado o a tratamientos superficiales como la nitruración.
Sellado y flujo de fluidos
Las superficies altamente lisas mejoran las propiedades de sellado de las juntas y los sistemas hidráulicos y permiten una adecuada circulación del fluido en los canales.
Rugosidad recomendada (Ra) para superficies de sellado: 0.05-0.4 µm.
Conductividad Térmica y Eléctrica
Las superficies uniformes son esenciales porque mejoran el rendimiento térmico y eléctrico de los intercambiadores de calor o las uniones eléctricas.
Optimizar los procesos de mecanizado y mantener las especificaciones de rugosidad adecuadas pueden maximizar la eficacia de una superficie mecanizada para satisfacer las necesidades operativas.
Para medir la Acabados superficiales en CNC En las operaciones de mecanizado, dependo de las herramientas y procedimientos específicos disponibles para evaluar la rugosidad, la ondulación y la textura general de la pieza mecanizada. Las características de la superficie se evalúan con dispositivos de medición como perfilómetros ópticos de contacto y sin contacto. Los parámetros esenciales son la rugosidad, Ra, que suele ser de uso general, y Rq, la rugosidad cuadrática media, que es incluso más avanzada considerando la textura de la superficie. Para el uso general en CNC, el rango de 0.8 a 3.2 micrones de Ra es sensato, mientras que para el mecanizado de precisión, puede tener que llegar hasta 0.05 a 0.4 micrones, dependiendo de los factores relevantes, lo que dicte la aplicación. La calibración regular de los dispositivos de medición y el cumplimiento de las normas ISO 4287 o ASME B46.1 garantizan la repetibilidad tanto para los requisitos funcionales como estéticos.

Los métodos empleados ocupan un lugar central en la ejecución de los procedimientos y determinan la rugosidad de la superficie, ya que los diferentes métodos producen diferentes patrones y texturas en la superficie. Por ejemplo, los procesos de mecanizado, incluidos el torneado, el fresado y el rectificado, tienen varios grados de rugosidad según el filo de la herramienta, la velocidad de corte, la velocidad de avance y las características del material. El pulido y el lapeado son procesos abrasivos que pueden generar superficies más lisas al reducir la superficie del punto alto. La impresión 3D y otras formas de fabricación aditiva tienen rasgos de rugosidad superficial; a medida que se deposita el material, se forman capas, que se pueden alterar a través de la rugosidad de la superficie mediante un procesamiento secundario. El resultado de la superficie también está sujeto a cambios con la selección de lubricantes y recubrimientos y otras condiciones ambientales como la temperatura y la vibración.
La rugosidad de la superficie en la fabricación se ve afectada por una combinación de varios factores cruciales, cada uno de ellos vinculado a parámetros técnicos específicos:
Parámetros de mecanizado
Velocidad de corte: Una mayor velocidad casi siempre implica superficies más lisas, excepto en el caso de deformidades relacionadas con el calor.
Velocidad de alimentación: Los patrones más gruesos se forman con velocidades de alimentación gruesas, mientras que las velocidades de alimentación más finas producen mejores resultados.
Afilado de la herramienta: Las herramientas afiladas reducen las líneas de superficie mientras que con la herramienta convencional se realizan cortes limpios y, debido al desgaste, la rugosidad se vuelve más visible con el tiempo.
Profundidad de corte: Los cortes superficiales minimizan las imperfecciones en la superficie y, como tales, son increíblemente deseables.
Propiedades materiales
Dureza: La herramienta se desgasta con el tiempo a medida que la superficie se vuelve más rugosa debido a los materiales más complejos, lo cual es una paradoja.
Composición: El proceso de mecanizado puede afectar la textura final debido al comportamiento de ciertas aleaciones o compuestos.
Procesos abrasivos
La rugosidad de la superficie mejora con tamaños de grano más finos para pulir o lapear.
El acabado de la superficie reduce los niveles de grano para lograr Uniformidad suavizando los puntos altos.
Características de la fabricación aditiva
Altura de la capa: Las alturas de capa más pequeñas pueden mejorar la suavidad con una menor formación de escalones.
Posprocesamiento: La calidad de la superficie se puede mejorar con lijado, alisado químico o recubrimiento.
Condiciones ambientales y operativas
Temperatura: Demasiado calor puede alterar las superficies, provocando deformación o un aumento de la rugosidad debido a la expansión térmica.
Vibración: Durante el mecanizado, las vibraciones no controladas pueden provocar irregularidades.
Lubricación: Se pueden lograr acabados suaves con lubricantes adecuados que minimicen la fricción.
La rugosidad de la superficie para cualquier proceso de fabricación es ajustable y se puede mejorar según los requisitos configurando y gestionando adecuadamente estos parámetros.
Para lograr el acabado superficial deseado, es fundamental realizar ajustes precisos en la máquina y seguir de cerca las especificaciones técnicas. A continuación, se incluye un resumen simple de consejos y prácticas recomendadas, tal como se reconocen con más frecuencia:
Velocidad y tasas de avance
Velocidad de corte: Se debe mantener un rango óptimo según el material. Para metales como el aluminio, utilice velocidades de 250 a 400 SFM y, para acero inoxidable, auméntelas de 50 a 150 SFM.
Velocidad de avance: los acabados más suaves requieren velocidades de avance más lentas, por ejemplo, de 0.002 a 0.01 IP. Las velocidades de avance más altas que este número pueden generar marcas en la herramienta.
Herramientas seleccionadas y mantenimiento
Material: Se puede garantizar una vida útil más larga y sin fricción con herramientas recubiertas de TiN (nitruro de titanio) o de carbono tipo diamante.
Afilado: Para garantizar que las herramientas de corte estén afiladas se mitigará el desgarro de la superficie que causa aspereza.
Geometría: Las herramientas de acabado fino tendrían ángulos de corte pequeños, generalmente entre 5° y 20°.
Estabilidad de la máquina
Control de vibraciones: Se deben utilizar sistemas de amortiguación o un desequilibrio de las piezas giratorias para reducir los problemas de vibración.
Rigidez: Se requieren piezas y accesorios correctamente sujetos y sin vibraciones para sostener la máquina.
Refrigerante y Lubricación
Se debe utilizar un fluido de trabajo que minimice la fricción y gestione bien el calor. Cuando se utiliza en metales, el caudal de los refrigerantes solubles en agua varía entre 10 y 30 L/min.
Asegúrese de aplicar el lubricante correctamente durante el mecanizado para evitar el sobrecalentamiento debido a una concentración excesiva.
Profundidad del corte
Seleccione la profundidad de corte más pequeña durante las pasadas de acabado, generalmente de 0.002 a 0.01 pulgadas. Se obtienen mejores superficies cuando se realizan pasadas precisas.
Ajustes del husillo y de la mesa de trabajo
RPM (revoluciones por minuto): equilibre la velocidad y el material de la herramienta y la pieza de trabajo. Una velocidad excesiva puede empeorar la calidad de la superficie.
Alineación: El husillo y la mesa de trabajo deben estar perfectamente alineados para evitar cortes desiguales o desgaste de la herramienta de corte.
Con los ajustes adecuados de estos parámetros y los métodos de mecanizado correctos, los fabricantes producirán consistentemente superficies de buena calidad dentro de las tolerancias requeridas.
Las características de la superficie son esenciales en la producción, ya que afectan la funcionalidad, la eficiencia y la calidad del producto final. Una calidad adecuada de la superficie puede tener un impacto positivo en la fricción, la resistencia al desgaste y el atractivo estético del producto. Aspectos como la rugosidad, la ondulación y la inclinación requieren un control estricto para cumplir con los estándares industriales.
A continuación se enumeran algunos de los detalles esenciales que se deben tener en cuenta:
Rugosidad de la superficie (Ra): debe mantenerse dentro de tolerancias de 0.8 a 1.6 micrómetros para aplicaciones generales y hasta 0.05 micrómetros para acabados críticos, como el aeroespacial.
Geometría de la herramienta: Se deben utilizar herramientas con bordes de corte afilados para reducir los defectos del registro de la superficie.
Velocidad de avance: debe controlarse entre 0.004 y 0.012 pulgadas/revolución en caso de mecanizado de precisión. La profundidad de avance afecta la rugosidad de la superficie.
Velocidad de corte: El acero debe ser de 75 a 150 pies/min para garantizar la vida útil de la herramienta y una calidad de superficie adecuada.
Control de vibraciones: Esto debe realizarse con algún tipo de amortiguación o fijación rígida para garantizar la estabilidad de la operación.
Cuando se controla, se pueden lograr valores precisos y fabricar productos superiores que satisfacen demandas de alto rendimiento.
Proveedor líder de mecanizado de metales CNC en China
R: La rugosidad superficial se refiere a las irregularidades de la superficie de un material. Se cuantifica midiendo las desviaciones de una superficie real respecto de su forma ideal utilizando parámetros como el valor Ra, que es la media aritmética de los valores absolutos de las desviaciones del perfil de la superficie. La rugosidad se puede medir utilizando herramientas como los perfilómetros o los comparadores de rugosidad superficial.
A: Ra, o rugosidad media aritmética, es un parámetro de rugosidad superficial muy utilizado. Representa el valor de rugosidad media en toda la superficie y proporciona una indicación general de la suavidad o rugosidad de la superficie sin detallar picos y valles individuales.
R: La rugosidad de la superficie influye significativamente en el rendimiento y la estética de la superficie de mecanizado final. Una superficie rugosa puede aumentar la fricción, el desgaste y la posibilidad de fallos, mientras que un acabado más liso mejora la funcionalidad y la apariencia del componente.
R: Además de Ra, otros parámetros estándar de rugosidad de la superficie incluyen Rz (altura máxima promedio del perfil), Rq (rugosidad cuadrática media) y Rt (altura total del perfil). Estos parámetros ayudan a caracterizar la superficie al proporcionar diferentes perspectivas del perfil de rugosidad desde la línea media.
R: El mecanizado CNC logra un nivel específico de rugosidad superficial controlando diversos parámetros de mecanizado, como la velocidad de corte, la velocidad de avance, la geometría de la herramienta y el estado de la máquina herramienta. Estos factores influyen en la textura o el acabado de la superficie, lo que permite a los operadores alcanzar los valores de rugosidad deseados.
R: Lograr un acabado superficial de 0.4 μm Ra es importante en industrias donde la alta precisión y la suavidad son fundamentales, como la fabricación de dispositivos médicos y aeroespaciales. Este nivel de acabado superficial garantiza una fricción y un desgaste mínimos, lo que mejora el rendimiento y la longevidad de los componentes.
R: Sí, la rugosidad de la superficie se puede comparar mediante métodos visuales, como comparadores de rugosidad de superficie y placas de referencia estandarizadas con valores de rugosidad conocidos. Estas herramientas permiten una evaluación rápida y cualitativa de la superficie de un material comparándola con la textura del comparador.
R: La máquina herramienta es fundamental para determinar la rugosidad de la superficie, ya que su precisión, estabilidad y estado afectan directamente los parámetros de textura de la superficie. Una máquina herramienta bien mantenida que funcione a una velocidad constante puede producir un acabado de superficie uniforme y deseable.
R: Las irregularidades de la superficie pueden afectar negativamente la calidad final de la misma al introducir rugosidad no deseada o defectos superficiales. Estas irregularidades pueden ser resultado del desgaste de la herramienta, vibraciones o prácticas de mecanizado inadecuadas, lo que reduce el rendimiento de los componentes.

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →