

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
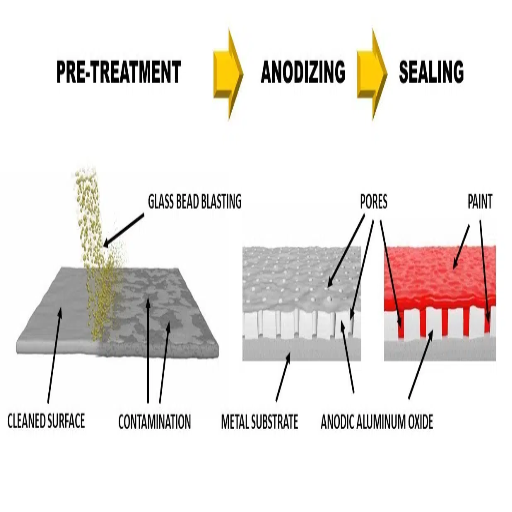
El anodizado prolonga la vida útil y mejora el aspecto general del aluminio. Se aplica en diferentes industrias. Esta guía le mostrará los consejos y trucos paso a paso para lograr el pulido de piezas complejas de aluminio anodizado. La belleza de comprender este proceso sin duda transformará los resultados para fabricantes, ingenieros y personas curiosas por igual.
En este artículo, analizamos qué implica la anodización del aluminio, la importancia del proceso y los desafíos que conlleva. Existen numerosas herramientas disponibles para rectificar aluminio anodizado duro; sin embargo, es esencial comprender mejor las técnicas que permiten lograr la máxima precisión y eficiencia. Cubriremos los desafíos más comunes y sus soluciones sin comprometer la integridad de las piezas. Finalmente, podrá saber cómo se aplica esta información en contextos del mundo real.
El anodizado es un tratamiento electroquímico para el aluminio. componentes que mejoran sus características superficiales. Requiere sumergir el aluminio en una solución electrolítica y pasar una corriente a través de la pieza. Este proceso permite Oxidación anódica del aluminio y crea un óxido controlado en la superficie. Esta capa mejora la durabilidad, mejora la resistencia a la corrosión y mejora la adhesión de acabados como tintes y selladores. Debido a sus ventajas tanto en función como en estética, el anodizado es útil en muchas industrias, desde la aeroespacial hasta la electrónica de consumo.
Las reacciones anódicas y catódicas que contribuyen a un fenómeno electroquímico general ocurren simultáneamente en una solución durante el proceso de anodizado. La superficie de aluminio en un ánodo experimenta una reacción con iones de oxígeno y se incorpora a una capa estable de óxido de aluminio. La principal reacción anódica se puede representar de la siguiente manera:
Reacción del ánodo:
[ 2Al + 3H_2O → Al_2O_3 + 6H^+ + 6e^- ]
El recubrimiento de óxido obtenido proporciona las características decorativas y protectoras requeridas. Las moléculas de agua sufren una reducción en el cátodo, lo que da lugar a la liberación de gas hidrógeno:
Reacción del cátodo:
[ 6H^+ + 6e^- → 3H_2 (gas) ]
Consideraciones importantes para optimizar el anodizado
Varios parámetros técnicos, como se describe a continuación, son de suma importancia para lograr resultados óptimos con el proceso de anodizado:
Composición del electrolito: Muy a menudo, el ácido sulfúrico (H₂SO₄) se encuentra dentro del rango de concentración del 15 al 20 %.
Voltaje: El anodizado estándar generalmente requiere entre 10 y 20 voltios; sin embargo, la calidad deseada y el grosor de la capa de óxido afectan el voltaje.
Densidad de corriente: establecida entre 1 y 2 amperios por decímetro cuadrado (A/dm²).
Temperatura: El rango óptimo para evitar quemaduras es de 65 a 75 °F (18 a 24 °C), donde se logra el equilibrio con la formación de óxido.
La duración suele variar entre 20 y 60 minutos, dependiendo del espesor de óxido necesario.
Al supervisar estos parámetros, las industrias pueden personalizar la superficie anodizada según requisitos funcionales o estéticos particulares, garantizando al mismo tiempo la estandarización y la calidad en sus usos.
Las soluciones electrolíticas preparadas adecuadamente son fundamentales en el proceso de tratamiento de anodizado, ya que permiten la formación de la capa de óxido en la superficie del metal. En la mayoría de los casos, el ácido sulfúrico es el electrolito más utilizado y generalmente está disponible en concentraciones de 15 a 20 % en volumen. Para otros fines específicos, se utilizan alternativamente ácido crómico (3 a 10 % en volumen) o ácido fosfórico (10 a 15 % en volumen), según los requisitos funcionales y de acabado.
Como solución, el electrolito sirve como medio por el cual fluye la electricidad entre el ánodo y el cátodo. Este flujo de corriente eléctrica produce la oxidación de la superficie del metal. Algunos aspectos importantes a tener en cuenta en el manejo de soluciones electrolíticas son:
Concentración: Para uso cotidiano, la concentración de ácido sulfúrico se mantendrá entre el 15 y el 20 %. El ácido crómico se suele utilizar en concentraciones más bajas (entre el 3 y el 10 %) para mejorar la resistencia a la corrosión.
Temperatura: Generalmente se mantienen entre 60 y 75 °F (16 – 24 °C) para garantizar un crecimiento uniforme del óxido y evitar que la pieza se sobrecaliente o se queme.
Nivel de pH: Se mantiene un rango de 0.5 a 2.0 para promover el crecimiento de óxido al anodizar con ácido sulfúrico.
Agitación: La agitación del electrolito garantiza una anodización uniforme en todo momento al permitir un movimiento uniforme de iones y evitar el sobrecalentamiento localizado.
La selección de soluciones electrolíticas y el mantenimiento de las condiciones adecuadas garantizan el espesor, la durabilidad y la apariencia deseados de la capa anodizada para aplicaciones industriales y comerciales.
El anodizado con ácido sulfúrico es increíblemente popular entre los consumidores porque es rentable y se integra fácilmente en varias aplicaciones. El ácido sulfúrico es más económico que el ácido crómico, lo que proporciona una resistencia a la corrosión inigualable para los componentes aeroespaciales. El anodizado duro de alto costo se utiliza para crear componentes que resistan altos niveles de desgaste. En comparación, el anodizado duro tiene una ventaja sobre el granito, ya que tiene una capa de óxido más gruesa y superior. Los únicos inconvenientes son sus altos costos de procesamiento y los requisitos de precisión.
Además, el ácido sulfúrico ofrece un equilibrio mucho mejor entre rendimiento y coste en comparación con el anodizado con ácido crómico. Tiene una capa de óxido decente de 5 a 25 micrones, buena resistencia a la corrosión, capacidad de teñido y un gran atractivo para fines decorativos. Elementos como el voltaje de funcionamiento, la temperatura del electrolito y la densidad de corriente afectan profundamente las propiedades de la capa, lo que los hace esenciales. A diferencia de otras formas de anodizado, este tiene una amplia gama de aplicaciones y un impacto medioambiental menor, lo que lo hace más atractivo para el uso industrial general.
El endurecimiento por anodizado se diferencia del anodizado normal debido al óxido que emplea, que es más espeso y rígido. Mientras que el anodizado ordinario tiende a ser decorativo y más ligero, el anodizado duro es más denso y resistente después de su formación. Es ideal para las aplicaciones a las que está destinado que requieren alta resistencia y resistencia al desgaste. Es común que este proceso tenga densidades de corriente más altas y temperaturas de electrolito más bajas debido a que el acabado es más profundo y más rígido. Además, el anodizado duro suele ser más industrial o mecánico que estético debido a su superficie porosa, que puede soportar condiciones más duras fácilmente.
Evaluar las características específicas, los detalles técnicos y los parámetros de los procesos Tipo II y Tipo III es fundamental para analizar sus distinciones.
Aplicaciones:
El anodizado tipo II es excelente para evitar la corrosión y para fines decorativos. Los ejemplos más comunes son los productos de consumo, los componentes arquitectónicos y las piezas ligeras.
El anodizado duro tipo III es perfecto para el diseño industrial, la resistencia al desgaste mecánico y la fuerza, como se ve en piezas aeroespaciales, automotrices y de maquinaria pesada.
Espesor de la capa:
El tipo II suele estar en el rango de 0.0002 a 0.001 pulgadas (5 a 25 micrones).
Tipo III: Posiblemente el tipo más grueso debido a su alto espesor que varía desde aproximadamente 75 micrones a 125 micrones dependiendo del propósito de la aplicación.
Condiciones ambientales:
Tipo II: Este tipo utiliza una temperatura moderada de electrolito de ácido sulfúrico de 20 a 22 °C para un funcionamiento más sencillo a 68–70 °F.
Tipo III: Se crean capas de óxido más densas y gruesas a velocidades más bajas de 32-50 °F o 0-10 °C.
Densidad actual:
Tipo II: Los rangos típicos son de 12 a 18, con un promedio de 15 amperios ASF por pie cuadrado.
Tipo III: Se requieren densidades de corriente más altas para obtener la capa más desafiante y duradera, generalmente alrededor de la marca de 20 a 40 ASF.
Propiedades de la superficie:
Tipo II: Las altas propiedades de rugosidad superficial permiten mejores tratamientos de teñido y acabado.
Tipo III: Las superficies endurecidas a un nivel de microresistencia al desgaste con baja porosidad son funcionales en condiciones extremas pero no tan agradables estéticamente, lo que permite algunas aplicaciones únicas.
En un mundo en el que nada funciona a la perfección, comprender estas divisiones desiguales brinda a los fabricantes y decoradores la esperanza de optimizar los procesos de anodizado con precisión para requisitos precisos. Ambos tipos ofrecen beneficios únicos cuando se aplican correctamente, lo que los convierte en soluciones versátiles en diferentes industrias.
Mayor durabilidad y resistencia al desgaste.
Las industrias aeroespacial, automotriz y manufacturera a menudo utilizan componentes que experimentan fricción e impacto extremos. Superficies anodizadas duras Son perfectos para estas aplicaciones porque son altamente resistentes al desgaste y a la abrasión.
Cantidad habitual: 25 a 150 micrones (1 a 6 mil): el espesor de la superficie anodizada dura varía según los requisitos del cliente.
Niveles de dureza: 500 – 600 HV
Mejor resistencia a la corrosión
El anodizado duro mejora la capacidad de un material para resistir productos químicos agresivos y la humedad al cubrirlo con una densa capa de óxido. Estas propiedades son ideales para usos industriales, al aire libre y marinos.
Opciones de sellador: Verter agua caliente o acetato de níquel mejora el sellado y aumenta la resistencia a la corrosión.
Aislamiento eléctrico y térmico
Los recubrimientos anodizados duros tienen un excelente aislamiento eléctrico y resistencia térmica, lo que ayuda a controlar el calor y los cortes eléctricos en aplicaciones específicas.
Resistencia al calor: Material y condiciones específicas, pero puede soportar temperaturas de hasta 500 °F (260 °C).
Rigidez dieléctrica: alrededor de 2000 V/mil, bueno para componentes electrónicos.
Requiere menos mantenimiento y dura más
La combinación de resistencia mecánica y a la corrosión de los acabados anodizados duros facilita su mantenimiento y aumenta la vida útil de los componentes. Debido a su valor económico, esto resulta especialmente beneficioso para entornos más hostiles.
Mejores características de la superficie
Las capas anodizadas intrincadas suelen tener mejores propiedades lubricantes, lo que las hace más fáciles de utilizar en las máquinas. Debido a su fuerte unión con el sustrato, también son resistentes a las grietas y al descascarillado.
Con una especificación cuidadosa de los parámetros técnicos y estas ventajas, las industrias pueden personalizar las superficies anodizadas duras para proporcionar el mejor rendimiento y confiabilidad para su aplicación.
El anodizado tipo III, o anodizado duro, ofrece la mayor resistencia al desgaste de todos los tipos de anodizado. Esto se puede atribuir a la capa de óxido más gruesa, normalmente entre 25 y 150 micrones, que aumenta significativamente la resistencia de la superficie al desgaste abrasivo y mecánico. Por el contrario, el anodizado tipo II, utilizado para el anodizado decorativo, tiene un revestimiento más fino (de 5 a 25 micrones) que ofrece una buena resistencia al desgaste pero se centra principalmente en la estética y la protección contra la corrosión.
Los detalles importantes son el espesor del revestimiento, la dureza, generalmente 350-600 HV para el anodizado de tipo III, y el sellado utilizado. Estos factores influyen en gran medida en el rendimiento de la superficie anodizada, especialmente en superficies propensas al desgaste. La temperatura de funcionamiento durante el anodizado, de 0 °C a 5 °C para el tipo III, y la composición del electrolito también son importantes.

El rectificado es esencial para mecanizar aluminio anodizado a fin de obtener las tolerancias deseadas y la calidad del acabado superficial. En el anodizado de tipo III, las capas anodizadas son muy resistentes al desgaste. Por lo tanto, es fundamental controlar cuidadosamente la velocidad de eliminación de material para no dañar el sustrato. El rectificado también permite lograr tolerancias estrictas y superficies lisas esenciales para los requisitos funcionales y estéticos. Además, las superficies de los componentes con dimensiones críticas se pueden ajustar para mejorar el ajuste y el rendimiento en lo que respecta a la precisión dimensional.
Selección de herramientas de rectificado adecuadas
Considere utilizar muelas abrasivas o bandas abrasivas diseñadas para piezas de aluminio. El carburo de silicio o el óxido de aluminio son los abrasivos más eficaces para las capas anodizadas. Según los requisitos de la superficie, el tamaño mínimo de grano para trabajos de acabado fino debe ser 320 y el máximo 600.
Parámetros de velocidad y avance
Ajuste la velocidad y el avance de la rectificadora para evitar que la superficie anodizada se sobrecaliente. Utilice una velocidad de rectificado de entre 3,500 y 6,000 SFM. Utilice velocidades de avance moderadas para evitar el sobrecalentamiento del sustrato y ayudar a controlar la eliminación de material.
Aplicación de refrigerante
Durante el pulido, utilice siempre refrigerantes o lubricantes disipadores a base de agua para difundir el calor y minimizar la fricción. Estas técnicas evitan la elución o el agrietamiento de la capa anodizada y garantizan un pulido suave.
Presión controlada
Evite en lo posible aplicar una presión excesiva durante el pulido, ya que esto corre el riesgo de deformar la superficie anodizada y liberar más material del deseado. Una presión moderada o ligera aún logra una precisión adecuada y, al mismo tiempo, mantiene el control sobre la integridad estructural de la capa.
Pases incrementales
En lugar de pasadas pesadas, es mejor realizar pasadas de rectificado incrementales ligeras. Una profundidad de corte de aproximadamente 0.001 a 0.005 pulgadas en cada pasada incremental es ideal para mantener el control sobre las tolerancias dimensionales y preservar el revestimiento anodizado.
Inspección y Acabado
Durante todo el procedimiento, revise la pieza de trabajo con frecuencia para confirmar que se hayan cumplido los requisitos de acabado de la superficie. Al final, además de pulir con abrasivos más finos para lograr una mayor suavidad, se debe garantizar la alineación con los requisitos estéticos.
Todos estos parámetros y técnicas permiten rectificar superficies de aluminio anodizado manteniendo la calidad funcional y visual del material.
El comportamiento de los materiales abrasivos en combinación con las capas anodizadas depende del tipo de abrasivo, la dureza y el tamaño de las partículas. Una capa de óxido resistente protege la superficie del aluminio anodizado, aunque un material abrasivo demasiado fuerte o abrasivo puede dañar el revestimiento. A continuación se incluye un resumen técnico:
Dureza abrasiva
Los carburos de silicio y los diamantes pueden denominarse abrasivos de la capa anodizada porque pueden penetrar y dañar la superficie del óxido. La resistencia a la corrosión y el atractivo estético de la capa anodizada se perderán. Para conservar el revestimiento, se deben utilizar abrasivos más suaves, como óxido de aluminio o materiales cerámicos, para la mayoría de los procesos de acabado.
Grano o tamaño de partícula
El uso de tamaños de grano grueso, como 60 a 120, puede eliminar material que puede dejar rayones o acabados irregulares. Los abrasivos de vidrio o cerámica pulverizados de grano fino con diámetros de 320 a 600 ofrecen un mejor acabado porque causan un daño mínimo en la capa de óxido.
Lubricación y enfriamiento
La correcta aplicación de refrigerantes o lubricantes es importante durante el rectificado para eliminar el calor y evitar el sobrecalentamiento de la capa anodizada. Los refrigerantes a base de agua se utilizan ampliamente porque controlan la acción abrasiva y ayudan a reducir el daño térmico.
Con la selección adecuada de abrasivos, algunos parámetros operativos y algunos procedimientos de enfriamiento, el anodizado La superficie de aluminio se puede mecanizar. manteniendo sus características funcionales y decorativas.
Es esencial mantener la resistencia a la corrosión durante el pulido de aluminio anodizado. Me gusta utilizar abrasivos no agresivos con un número de grano entre 120 y 320, ya que hacen un buen trabajo de desbaste del material sin quitar demasiado del revestimiento anodizado. Además, me gusta controlar las velocidades durante el pulido a menos de 3,500 RPM para asegurar que no se genere demasiado calor que pueda dañar la capa de óxido. Una refrigeración adecuada es importante para preservar las características protectoras del material de manera eficaz; tiendo a utilizar refrigerantes a base de agua con un caudal de aproximadamente 1.5 a 2.0 litros por minuto para asegurar que la temperatura de la herramienta y la superficie estén reguladas. Mantener la integridad resistente a la corrosión de la superficie anodizada es posible si se respetan estos parámetros técnicos y se tiene cuidado durante la operación.

La aplicación de componentes de aluminio anodizado es beneficiosa de diversas maneras. Se pueden utilizar en muchos campos porque son resistentes a la corrosión, lo que evita que los daños ambientales, como los productos químicos y la humedad, deterioren el metal base. Esto aumenta significativamente la vida útil del material. Además, los recubrimientos anodizados mejoran la dureza de la superficie, el desgaste y la resistencia a la abrasión. Además, el aluminio anodizado es fácil de manipular. Al ser liviano y duradero al mismo tiempo, se conserva aún más la integridad estructural del material base. El proceso también mejora el atractivo estético al brindar un acabado metálico elegante que se puede teñir en varios colores. Por lo tanto, la superficie puede ser agradable a la vista. Finalmente, no son tóxicos y son respetuosos con el medio ambiente, lo que los hace adecuados para su uso en aplicaciones que priorizan la sostenibilidad.
La superficie de aluminio está anodizada, lo que mejora la resistencia a la corrosión al aplicar una capa protectora de óxido resistente. Los siguientes parámetros son altamente técnicos y esenciales a la hora de considerar la optimización del proceso:
Espesor del recubrimiento
Un recubrimiento estándar de 5 a 25 micrómetros es adecuado para el uso diario. Para condiciones más duras, como entornos marinos e industriales, los recubrimientos de 50 micrómetros son ideales para brindar mayor resistencia.
Proceso de sellado
La capa anodizada debe sellarse adecuadamente para evitar superficies porosas, lo que resulta problemático. Se puede realizar un sellado con agua caliente, con acetato de níquel o en frío.
Temperatura de sellado para agua caliente = 96 a 100 grados durante 20 a 30 minutos.
Tipo de ácido utilizado
El electrolito más típico, el ácido sulfúrico, se utiliza para anodizar y ofrece una excelente resistencia a la corrosión.
La concentración típica de ácido sulfúrico varía entre el 15 y el 20 por ciento.
Tensión y densidad de corriente
Dependiendo del espesor y la aplicación, el voltaje puede variar de 10 a 20 voltios.
La densidad de corriente generalmente está entre 1 y 3 A/dm^2.
Teniendo en cuenta estos factores, el aluminio anodizado es más resistente a la corrosión que el aluminio sin protección para aplicaciones aeroespaciales, automotrices y de construcción.
Para mejorar la resistencia al desgaste de las aleaciones de aluminio, es necesario optimizar las características de la superficie mediante métodos de tratamiento de superficies, recubrimientos y modificaciones de la aleación. A continuación, se enumeran los enfoques clave, junto con las consideraciones esenciales:
Endurecimiento de la superficie
El anodizado duro es una técnica muy utilizada para mejorar la resistencia al desgaste. Después del baño de anodizado, la capa de óxido del aluminio se espesa.
Parámetros recomendados:
Tipo de ácido: Ácido sulfúrico u oxálico.
Temperatura: -5°C a 5°C para anodizado duro.
Voltaje: 30-60 voltios, dependiendo del espesor de la aleación.
Rango de espesor: 25-150 micrones para maximizar el incremento de durabilidad.
Recubrimientos de pulverización térmica
La pulverización de plasma mejora significativamente la resistencia al desgaste al aplicar recubrimientos cerámicos o metálicos duros como carburo de tungsteno (WC) u óxido de cromo.
Parámetros típicos:
Espesor del recubrimiento: 100-300 micras.
Temperatura del sustrato Aplicación térmica: Menor a 150 °C para evitar distorsión térmica.
Aleación de materiales
La adición de componentes como silicio o manganeso a la aleación de aluminio mejora su resistencia a la abrasión.
Ejemplos de aleaciones:
Aleaciones de Al-Si con 12-25% de silicio para excelentes propiedades de desgaste y fundición.
Las aleaciones de Al-Mg-Si equilibran estratégicamente la relación resistencia-peso, así como la resistencia al desgaste.
Selladores y tratamientos de superficies
El sellado posterior al anodizado con acetato de níquel o agua hirviendo mejora la resistencia al desgaste al cerrar los poros en la capa de óxido.
Duración del sellador en agua hirviendo: 20-30 minutos 96-100°C.
La incorporación de técnicas complejas de anodizado con recubrimientos por pulverización térmica o aleación puede mejorar la resistencia al desgaste de algunas aleaciones de aluminio para aplicaciones de alta gama en la industria aeroespacial, automotriz, herramientas, etc.
Es bien sabido que lograr buenos acabados superficiales mediante anodizado es una actividad compleja que implica mecanizado y estética. El proceso de anodizado mejora la superficie del aluminio mediante la aplicación de una capa de óxido protectora y duradera resistente a la corrosión, que puede ser coloreada o no coloreada, conservando el aspecto metálico. Esto generalmente consiste en un pretratamiento, anodizado, coloración opcional y sellado.
Las características vitales del proceso son:
Voltaje de anodizado: normalmente se utilizan entre 15 y 20 V para el tipo II (anodizado decorativo) o entre 30 y 100 V para el tipo III (anodizado duro).
Solución electrolítica: la concentración estándar de ácido sulfúrico es del 15 al 20 %.
Temperatura: se mantiene entre 20 y 22 grados Celsius (68 y 72 F) para garantizar la repetibilidad.
Tiempo de anodizado: 20 a 45 minutos, dependiendo del espesor requerido, normalmente de 10 a 25 micrones por razones estéticas.
Al gestionar cuidadosamente estos factores, se pueden obtener superficies anodizadas con espesor, brillo, color o colchón uniformes, lo que convierte al aluminio anodizado en un material preferido en la arquitectura, los bienes de consumo y las artes.

Para garantizar el recubrimiento correcto en aluminio anodizado, asegúrese de seguir estos procedimientos clave:
Preparación de la superficie: Limpie y desengrase la superficie de aluminio a anodizar para eliminar todos los contaminantes que puedan afectar la adhesión.
Capa de anodizado adecuada: confirme que la capa anodizada tenga el espesor y la uniformidad adecuados para la aplicación particular.
Sellado: Después de colorear o terminar, selle la capa anodizada inmediatamente para mejorar la durabilidad y la resistencia a la corrosión.
Compatibilidad del material de recubrimiento: Evite utilizar materiales de recubrimiento que no cumplan con las especificaciones del aluminio anodizado, ya que provocarán descascarillado o discrepancias.
Control de Calidad: Se realizan inspecciones o pruebas de adherencia y resistencia a la abrasión, o se confirma que el recubrimiento y sus características tienen la confiabilidad requerida.
Seguir estas prácticas puede mejorar sus posibilidades de obtener un resultado duradero. Acabado sobre superficies de aluminio anodizado.
La capa de óxido es crucial en el proceso de recubrimiento porque es la superficie a la que se adherirá el recubrimiento y permanecerá intacta durante mucho tiempo. Esta capa de óxido de aluminio se forma de forma natural o anodizada y tiene una gran dureza y resistencia a la corrosión. Como tal, protege el metal que se encuentra debajo del recubrimiento de óxido.
El espesor más adecuado de la capa de óxido varía según el caso de uso. Para la mayoría de los propósitos, bastará con un espesor de entre 10 y 15 micrones; sin embargo, para algunas aplicaciones industriales y al aire libre, se prefieren entre 20 y 25 micrones. Además, después del anodizado, la capa de óxido es muy porosa, lo que permite una mejor retención de pigmentos y selladores que mejoran aún más el recubrimiento. Para lograr una capa de óxido uniforme y precisa se requiere un control estricto de la densidad de corriente eléctrica, generalmente de 1.0 a 1.8 A/dm², y del tiempo de anodizado.
Cuando se mantienen la integridad y las propiedades de la capa de óxido, el proceso de recubrimiento produce resultados incomparables en estética y funcionalidad durante períodos prolongados.
Sellado con agua caliente
Coloque los componentes anodizados en agua desionizada calentada a 180-212 °F (82-100 °C) durante 15 a 30 minutos. Este proceso garantiza que los poros de la capa de óxido se hidraten y se sellen. Asegúrese de que el agua esté limpia y bien mantenida para evitar la contaminación, que podría afectar la calidad del recubrimiento.
Sellado de acetato de níquel
Se utiliza una solución de acetato de níquel para aplicaciones industriales donde se necesita una gran durabilidad del sello y retención del color. La concentración de la solución debe ser de aproximadamente 0.5-1.0 % de acetato de níquel y el baño debe mantenerse a una temperatura de 170-200 °F (77-93 °C). Remoje las piezas durante 15-20 minutos mientras garantiza sellos universales.
Sellado en frío
Utilice procesos de sellado en frío para lograr tasas de aclaración más altas y una mejor eficiencia energética. Estos procesos incluyen soluciones a base de flúor que funcionan a temperaturas de 75 a 95 °F (24 a 35 °C). El tiempo de inmersión puede ser de 5 a 15 minutos, según el espesor de la capa y la composición de la solución. Para lograr un nivel de pH de 5.5 a 6.0, se debe prestar atención para garantizar resultados repetibles.
Sellado con vapor
Sumerja las piezas anodizadas en vapor saturado a 100 °C durante 10 a 20 minutos. Este método sella eficazmente los poros mientras los hidrata para lotes pequeños a medianos y sella de manera óptima la capa de óxido. Es necesaria la calibración regular del equipo para lograr una presión y temperatura de vapor estables durante períodos prolongados.
Enjuague posterior al sellado
El procedimiento posterior al sellado siempre implica enjuagar con agua desionizada para eliminar los productos químicos restantes y eliminar la posibilidad de que se formen manchas. Este proceso también ayuda a prevenir la contaminación de la capa sellada, lo que le permite conservar sus funciones protectoras y estéticas.
Elegir el método de sellado adecuado para su aplicación le permite lograr una durabilidad, resistencia y Acabado para recubrimientos anodizadosEs necesario un seguimiento cuidadoso de cada paso para garantizar la precisión y consistencia de los resultados.
Para determinar las características de resistencia a la corrosión después del recubrimiento, me centro en los métodos de prueba definidos que darán resultados confiables y mensurables. Una de las pruebas estándar es la prueba de niebla salina, en la que las piezas anodizadas se colocan en una niebla salina durante un tiempo determinado. Las piezas recubiertas normalmente deberían poder sobrevivir sin daños significativos durante 500 a 1000 horas para que se pueda decir que tienen una buena resistencia a la corrosión.
Otro método sencillo es la espectroscopia de impedancia electroquímica (EIS). En esta técnica, mido la impedancia del revestimiento para determinar la cantidad de penetración iónica que puede resistir el revestimiento; los valores más altos indican una mejor resistencia. Además, después de la exposición ambiental, inspecciono las piezas para detectar picaduras, decoloración o cualquier irregularidad en la superficie.
El control del espesor del recubrimiento (18-25 micrones para anodizado tipo II) y la precisión del sellado son cuestiones técnicas fundamentales. Siempre las tengo en cuenta. Esta atención cuidadosa garantiza que los recubrimientos anodizados sean consistentes, duraderos y resistentes a lo largo del tiempo.
Proveedor líder de mecanizado de metales CNC en China
R: La anodización del aluminio implica un proceso electroquímico que crea una capa de óxido de aluminio sobre la superficie del aluminio. Esto mejora la resistencia a la corrosión y al desgaste de los componentes de aluminio.
R: El aluminio se puede anodizar con ácido sulfúrico, ácido crómico o anodizado duro. Cada proceso tiene sus ventajas y se utiliza para aplicaciones específicas en función del acabado y el rendimiento deseados.
R: El anodizado duro crea una capa de óxido de aluminio más gruesa y duradera que otros tipos. Es ideal para componentes de aluminio que requieren una mayor resistencia a la corrosión y al desgaste.
R: La anodización del aluminio da como resultado un acabado liso y estéticamente agradable. También se puede teñir en varios colores, lo que permite lograr una apariencia personalizada y, al mismo tiempo, conservar la capa protectora de óxido de aluminio.
R: El proceso de anodizado del aluminio es vital en el mecanizado porque aumenta la resistencia a la corrosión de las piezas de aluminio, agrega durabilidad y proporciona una superficie mejorada para tratamientos o acabados posteriores, como el pulido.
R: La solución ácida, como el ácido sulfúrico o crómico, es crucial en el proceso de anodizado ya que facilita la reacción electroquímica que forma la capa protectora de óxido de aluminio en la superficie del aluminio.
R: El aluminio anodizado generalmente tiene una conductividad eléctrica reducida debido a las propiedades aislantes de la capa de óxido de aluminio. Sin embargo, esto puede resultar beneficioso en aplicaciones específicas en las que se desea aislamiento.
R: El proceso de grabado limpia la superficie del aluminio eliminando impurezas y creando una textura uniforme. Esto mejora la adherencia de la capa anodizada y garantiza un acabado uniforme.
R: El anodizado con ácido crómico ofrece una excelente resistencia a la corrosión y es menos probable que cause fatiga en las piezas de aluminio, lo que lo hace adecuado para la industria aeroespacial y otras aplicaciones de alto estrés.
R: El espesor de la capa anodizada se controla ajustando la duración y las condiciones del proceso de anodizado, incluido el tipo de solución de anodizado y la corriente eléctrica aplicada.

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →