

製造流程相當複雜,生產方法的選擇與此直接相關。
了解更多→
卓越的耐用性只是鋁輕質結構的副產品,而鋁已成為不同行業的基石材料,其中最引人注目的是汽車和航空航天工業。儘管如此,切割和加工本身仍然是一個問題,因為與其精確細節相關的挑戰很多。這就是光纖雷射技術,一項革命性的創新,它改變了傳統的鋁切割方法,現在可以以最高的精度、速度和效率完成切割。這篇文章的目的是仔細觀察雷射切割鋁的驚人世界,並以圖解的方式剖析光纖雷射如何利用科技徹底改變傳統的做事方式。從這項先進技術背後的科學到其實際應用和突出優勢的願景,本指南將幫助讀者了解步驟並獲得充分利用光纖雷射系統所需的智慧。
確實,雷射切割機可以用來切割鋁。對於切割鋁而言,光纖雷射系統由於其精度和切割反射金屬的能力而最有效。這種雷射可以進行精確的切割,對材料的扭曲最小,使其可用於許多工業用途。然而,要獲得最佳結果需要正確的設定和設備。
光纖雷射系統的有效性推動了雷射精確切割鋁。這些雷射在切割鋁時效率極高,因為它們可以在反射材料上實施損壞設備的製程。乾淨和精確的結果取決於雷射功率、切割速度和氣體輔助(例如氮氣或氧氣)的最佳設置,具體取決於所需的效果。保證材料表面清潔也是提高切割品質必須滿足的前提。
光纖激光器
在切割鋁時,採用光纖技術的雷射由於其光束品質和能耗而非常高效。由於這些雷射在較短的波長(約 1 µm)下工作,因此它們適用於鋁等反射性更強的材料。光纖雷射提供出色的切割精度和速度。例如,3kW 光纖雷射能夠切割厚度達 10 毫米的鋁板,切割出來的邊緣非常乾淨。
二氧化碳激光器
儘管對於反射表面來說,二氧化碳雷射通常效率不如其他雷射器,但它們一直是鋁切割的預設選擇。它們的工作波長接近 2 µm,這意味著在雷射器周圍提供保護外殼對於避免光束反射造成的損壞至關重要。 CO10.6 雷射在切割較厚的鋁材料時能獲得良好的效果,但只有對系統進行適當的校準和維護才能實現。例如,與光纖雷射相比,在切割厚度達 2 毫米的鋁板時,較慢的速度可以獲得更好的效果。
碟片雷射
盤式雷射是光纖雷射和二氧化碳雷射的尖端版本。它們具有出色的靈活性和高功率輸出。盤式雷射在切割複雜幾何形狀和較薄的鋁板時表現良好,並且由於採用了先進的能量分配和冷卻系統,可以切割反射材料而不會損壞它們。
二極體泵浦固體 (DPSS) 雷射器
DPSS 雷射是專門為非常特殊且高效的切割應用而開發的精密設備。儘管 DPSS 系統不如光纖或 CO2 雷射普及,但在需要對鋁等反射材料進行極其精確的切割的行業中,DPSS 系統正變得越來越受歡迎。它們是薄微加工工作以及應用於微薄晶圓中的鋁層的理想選擇。
在考慮用於切割鋁的雷射類型時,必須考慮材料厚度、切割速度和正在進行的工作的性質。目前,光纖雷射以其高效率和多功能性佔據市場主導地位,成為工業應用中最理想的選擇。
準確度和精度
採用雷射切割,其提供的準確度和精確度非常高,公差甚至可以低至±0.01 毫米。這種精度在需要製作高度複雜的設計或複雜的幾何形狀的情況下尤其有用,而傳統方法無法實現這種精度。
效率和速度
雷射切割的速度和效率是無與倫比的,它比傳統技術運行得更快,特別是對於薄到中等厚度的材料。例如,光纖雷射可以以驚人的速度切割1毫米厚的鋁板。其切割速度可達每分鐘10公尺以上,大大縮短了工作時間,並提高了生產量。
材料切割的多樣性
金屬、木材、塑膠甚至陶瓷——雷射切割可以處理這些材料和其他材料。透過使用專門的技術設置對銅和鋁等反射材料進行加工,它在靈活性和切割能力方面也超越了機械切割。
減少材料浪費
採用雷射切割後,浪費和切口寬度增加,但原料的利用效率卻顯著提高。與傳統技術相比,這可以降低成本並提供更永續的方法。
非接觸式工藝
雷射切割的非接觸特性意味著機器和材料之間既不發生直接的物理接觸,也不發生相互作用。與使用沖孔或鋸切等方法相比,這使得工具磨損或材料變形的可能性更小。
減少後製需求
由於雷射切割可以產生乾淨的邊緣和光滑的表面,因此不再需要傳統切割方法中通常進行的打磨或去毛邊等工藝。這是提高整體工作流程效率的另一步。
成本效益
最初購買雷射切割設備可能需要更多資金,但是,與傳統方式相比,由於材料浪費減少、生產速度提高、維護成本大大降低,因此可以降低長期營運成本。
自動化與集成
現代雷射切割機已實現相當程度的自動化,並可放置在生產線上,並整合 CAD/CAM 軟體進行定量控制。提高自動化程度可最大限度地減少結果的變化、減少人為錯誤並提高生產力。
這就是為什麼大多數要求高效率和高精度的行業(例如航空航天、汽車、電子和製造業)都選擇雷射切割而不是其他方法的原因。
切割鋁的最佳選擇是光纖雷射器,因為它們具有無與倫比的效率和切割精度。光纖雷射可以乾淨、準確地切割材料,而且浪費很少。此外,像鋁這樣的反射材料也可以從光纖雷射中受益,因為它們不會受到光束反射的影響而中斷切割過程。此外,這些雷射比其他類型的雷射切割速度更快,因此在許多依賴精度和生產率的行業中更有用。
在分析有關切割鋁的 CO2 雷射和光纖雷射時,必須考慮其效率、運行成本和與材料的兼容性。 CO2 雷射器透過電刺激氣體混合物產生光束,對於大多數較厚的鋁板來說,這種雷射佔據主導地位。然而,雷射光學系統需要定期進行充分維護,這增加了運作成本。
儘管如此,利用含有稀土元素的光纖作為電源的光纖雷射具有許多有益的特性,由於摻雜材料的存在,光纖雷射通常在光束品質和能量集中方面具有優勢。例如,在切割 2-1 毫米等較薄的鋁板的速度和品質方面,這些雷射的表現優於 CO2 型雷射。研究表明,光纖雷射切割厚度3毫米以下的鋁板的速度是CO2雷射的三到四倍。這使得光纖雷射成為需要高速和高精度的行業的理想選擇。
從能源效率的角度來看,光纖雷射比二氧化碳雷射具有更好的性能。光纖雷射的能量效率為2-35%,與二氧化碳雷射的效率45-2%形成了鮮明的對比。當雷射變得更加節能時,這會降低電力使用量,從而隨著時間的推移降低營運成本。此外,光纖雷射不像二氧化碳雷射器那樣容易受到光束反射造成的損壞,這使得二氧化碳雷射在處理反射材料時更不可靠。
在處理功率等級時,CO2雷射在切割厚度超過10毫米的鋁時仍具有優勢,因為其切割過程完全依賴熱能分佈。儘管如此,達到 12-20kW 功率標準的高功率光纖雷射已經彌補了這一差距,並且在許多情況下能夠與 CO2 系統競爭,甚至超越它們。這些先進雷射的極高人氣讓我相信,隨著技術的進步,這種差距將會不斷縮小。
最終,選擇哪兩種雷射來切割鋁將取決於生產的要求。雖然二氧化碳雷射在高厚度應用方面處於領先地位,但光纖雷射在切割更薄的鋁並獲得更好邊緣品質的生產力和效率方面更勝一籌。
鋁的厚度和預期的切割速度決定了鋁切割所需的雷射功率。當切割薄鋁板時(厚度通常小於 1/8 英吋(3 毫米),1 kW 至 2 kW 範圍內的光纖雷射將提供精確、快速的切割,且難度最小。在對 1/8 英吋(3 毫米)至 1/4 英吋(6 毫米)範圍內的中等厚度鋁進行切割操作時,通常使用 2 千瓦至 4 千瓦的功率範圍來實現良好的邊緣品質和製程效率。
對於高生產率的製造環境,切割厚度大於 4/1 英吋(4 毫米)的鋁板時,雷射功率至少為 6 keV 是必不可少的。使用輸出功率超過 30 kW 的現代光纖雷射切割厚度達 12 毫米的鋁可獲得最佳效果。這些雷射具有高效率、低成本的特點,能夠減少熱影響區。
雷射切割過程中使用的氣體會影響雷射的工作功率。例如,氮氣輔助氣體比氧氣需要更多的功率,因為它不會產生放熱反應。但是氮氣切割確實提供了更好的邊緣品質並且沒有氧化,這在對難以切割的可氧化材料進行美觀或後製造工藝時非常有用。
隨著雷射技術的進步,包括更好的光束品質和新的電力傳輸方式,製造商現在能夠在較低的功率設定下進行乾淨的切割。這可以節省能源並降低成本。在選擇合適的切割功率等級時,應測量生產要求、材料厚度和切割質量,以優化功率和成本。

鋁的高反射率和導熱能力決定了它與雷射光束的相互作用。其表面往往會反射大量的雷射能量,因此如果要穿透該材料就必須使用高功率的二氧化碳雷射或光纖雷射。在原始狀態下,鋁的反射率可高達 2%,這對於充分利用針對鋁加工優化的長度(對於光纖雷射器而言約為 92 微米)的雷射系統而言是一項挑戰。
此外,鋁的熱導率約為 235 W/m·K,這表明熱量會透過材料迅速且均勻地散失。由於此特性,必須提供聚焦的高能量激光,以確保切割溫度足以完全熔化或蒸發材料。為了提高邊緣品質和精度,通常使用氧氣或氮氣等輔助氣體。氮氣可以使切割邊緣乾淨,不含氧化物,而氧氣由於放熱反應有助於切割較厚的板材,儘管它具有氧化表面光潔度的缺點。
雷射切割設備的最新發展也解決了這些問題。例如,製造商現在使用光束整形器來增強雷射點的強度分佈,以實現更好的吸收和切割品質。其他方法,如高速鋁穿孔和即時監控切割過程也有助於最大限度地減少其他缺陷,尤其是在高速操作過程中。對於鋁,切割速度取決於材料厚度和雷射的輸出功率,但六千瓦的光纖雷射可以以每分鐘五十英寸的速度切割三毫米厚的鋁板。
這些創新與精確的製程控制相結合表明,雷射切割已成為鋁加工不可或缺的手段,具有生產力、精度和靈活性的良好組合,適用於多種工業應用。
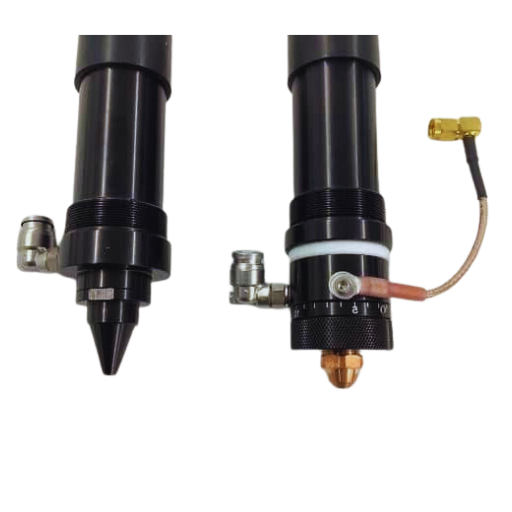
選擇正確的雷射類型
選擇合適的雷射系統對於獲得良好的鋁切割效果至關重要。通常,人們更傾向於選擇光纖雷射器,因為它們可以更有效地切割鋁等反射材料。對於切割不同厚度的鋁板,最好使用額定功率為6kW或以上的光纖雷射。對於較薄的薄片來說,較弱的雷射可能就足夠了;然而,更強大的系統可以保證更厚的材料的速度和準確性。
清理鋁零件
在開始工作之前,您必須確保鋁製部件上沒有油、污垢和碎屑。材料表面的污染物可能會影響雷射切割鋁的效果,從而導致最終產品有缺陷。需要透過某種方法清理材料,例如用異丙醇擦拭。
調整設備參數設定
根據鋁板的厚度,對光纖雷射切割機進行編程,以優化切割品質。例如,使用 3 kW 光纖雷射切割 6 毫米鋁板的速度通常在 40 到 50 IPM 之間。對於較厚的板材,需要降低切割速度,並增加輔助氣體壓力以確保切割乾淨。
選擇合適的輔助氣體
使用正確的輔助氣體可以提高切割品質並有助於散熱。切割鋁時,通常首選氮氣,因為它可以產生無氧化的純淨邊緣。記得根據材料的厚度適當設定壓力;較厚的板材通常需要較高的壓力。
調整焦點
為了使材料表面達到最佳能量集中,雷射焦點需要精確校準。如果未對準,可能會導致切割品質不佳或切割效率低。採用自動對焦功能或手動控制來根據材質和切割需求調整焦點。
執行試切
為了在進行大規模生產之前發現調整設定的問題,請先在一小部分鋁上進行試切。雖然您可以調整速度、熱量和輔助氣體設置,但在達到大規模生產水平之前,不建議這樣做。
開始切割過程
一旦所有設定都完善了,您就可以開始切割過程。在此過程中,請注意其他異常,例如加熱過度或不足或材料切割質量,這可能需要更改參數。
切割後程序
切割完成後,檢查邊緣的準確性和品質。去除毛邊並清潔切割邊緣,確保沒有留下毛邊或殘留物。如果需要極高的精度,可能需要額外的精加工步驟,例如拋光或去毛邊。
安全與維護
在進行專案時,需要考慮的安全設備包括手套和安全眼鏡。確保空間通風良好,雷射切割機安全操作。為了延長機器的使用壽命,請確保輔助氣體管線正常運作、鏡片清潔、機器正確校準,因為這對於機器的定期維護至關重要。
隨著現代雷射技術的進步,上述程序已經能夠以高精度、高速度以及最重要的一致性切割鋁,這對於滿足當今工業應用中不斷變化的需求至關重要。
使用雷射切割機時,多個關鍵方面會影響切割效率和速度,尤其是在加工鋁等材料時。這些因素包括材料的特性、提供給雷射的功率、切割的速度、輔助氣體的種類和壓力、以及達到的聚焦程度。使用最新的資訊對每個方面進行充分的審查有助於增強操作性。
透過這些方面的結合以及雷射切割技術的發展,將實現更高的切割品質和最佳化的速度,並根據其特定的應用要求進行調整。
通常,鋁板的最大切割厚度取決於鋁材的特性以及雷射切割機的功率。對於一般的工業雷射切割設備來說,鋁板可以精確切割到半英吋(12.7毫米)的厚度,並且可靠性有保證。儘管水刀和等離子切割在該厚度以上時效率會越來越高,但使用更高功率的雷射系統有可能超越這一極限。實現最大厚度的超潔淨切割在很大程度上依賴於機器校準以及氮氣等輔助氣體的利用。
鋁表面的反射和導熱特性對有效的雷射切割造成了障礙。必須仔細監控切割過程,因為光的反射可能會導致雷射光束偏轉,切割效率降低,並損壞雷射設備。而且,由於熱量迅速分散,還會出現切割不一致和穿透不足的情況。為了緩解所述問題,可以對機器進行全面校準,並實施反射材料的設定和應用防反射塗層。
在雷射切割鋁的操作過程中,注意安全措施至關重要,這樣才能避免不必要的風險。所有操作員都需要穿戴必要的個人防護設備(PPE),在這種情況下,護目鏡可以保護眼睛免受雷射造成的傷害,因此必須始終佩戴。適當的通風對於去除工作過程中產生的有害蒸氣以及細小的金屬碎片至關重要。消除雷射光束中潛在的有害反射非常重要,以確保設備和工作人員的安全。對機器進行檢查可以確保機器的安全使用,並且可以降低故障的可能性。確保遵守生產商提供的安全規則、培訓指南和其他此類設備的清單,以將負面結果的可能性降至最低。

在改變不同鋁合金的雷射設定時,考慮材料的反射率、熱導率和厚度至關重要。同時監控切割速度和雷射功率;對於較厚或反射性較強的合金,請使用較慢的速度和較大的功率。對於較薄的材料,降低功率並提高速度,以減輕過熱或翹曲的可能性。記住始終調整焦點高度並使用氮氣或空氣作為輔助氣體;這將確保精度和無氧化物邊緣。透過測試和微調每種合金的參數來實現最佳性能和品質。
為了提高切割的品質和準確性,我特別注意光束對準和光學清潔度,因為這些因素有助於獲得均勻的結果。此外,我也會根據特定材料和加工厚度調整切割的功率和速度。使用正確的輔助氣體也很重要,例如氮氣有助於獲得更鋒利的邊緣。定期檢查和維修機器零件,以確保運作期間不會停機。透過這些調整,我可以獲得幾乎精確且高品質的結果。
對於鋁雷射切割,我首先尋找不完整的切口,同時考慮功率和焦點設定。然後,我檢查噴嘴高度是否合適,以及輔助氣體壓力是否足以滿足材料厚度的要求。我還檢查氣體類型或雷射參數以減少氧化和變色。除了提到的邊緣之外,我還會檢查是否有髒污的光學元件和磨損的邊緣,並透過常規維護進行修復。透過密切注意這些參數,我可以相對輕鬆地提高輸出品質。

雷射切割技術在鋁零件製造中的應用對各種行業產生了巨大的影響,因為這些零件的生產精度高,並且能夠高效、經濟地生產。
汽車產業
在汽車工業中,雷射切割零件對於生產輕質但堅固的零件(如支架、隔熱板以及裝飾面板)非常重要。鋁的使用可顯著減輕重量,從而提高燃油經濟性並減少排放。市場分析師最近的報告顯示,由於對永續汽車設計的需求持續成長,2023 年至 2030 年期間全球汽車鋁市場將以超過 8% 的複合年增長率 (CAGR) 成長。
航空航天
航空航天以及其他航空工業使用雷射切割鋁作為艙壁和焊接結構部件。在這些應用以及機身面板中,材料的精度和輕質的結合至關重要。其他顯著的優點包括由於鋁具有耐腐蝕性能,因此可以在惡劣的氣候條件下使用。報導稱,新雷射切割技術的引入使性能提高了30%,提高了航空航太製造流程的效率。
電子業
負責電子設備的生產商製造雷射切割鋁製零件,包括外殼、散熱器甚至電路板基板。在考慮現代電子產品,尤其是消費性電子產品以及再生能源時,鋁驚人的導熱性和可加工性至關重要。鑑於向電動車的轉變以及 5G 的推出,電動雷射切割零件的鋁市場很可能會蓬勃發展。
建築與建築
對於建築商和建築師來說,雷射切割鋁是屋頂、複雜裝飾外觀的首選。門廊和麵板。由於雷射擁有卓越的切割技術,這種設計成為可能。目前的估計表明,建築鋁市場的規模達數十億美元,而且由於綠色建築替代品強調使用輕質和可回收材料,這個數字只會增加。
醫療設備製造
醫療產業受益於用於診斷和移動輔助設備以及手術器械的雷射切割鋁零件。借助雷射技術,精確的切割可以保證即使是最複雜的形狀也能符合最嚴格的規定,從而推動醫療技術的發展。
在這些領域中,各行各業繼續受到雷射切割技術的使用的影響,這些進步與鋁的優良特性相結合,提供了增強的產品性能、降低了成本並提供了無限的設計可能性。
雷射切割技術提供的無與倫比的精度和客製化使得能夠以最低的成本打造出卓越的產品。最突出的創新之一是在航空航天工業中使用雷射切割鋁零件。這些部件重量輕、耐用、高效且經濟實惠。根據行業專家最近的報告,由於高性能材料的使用增加,全球航空鋁市場預計在4年至2023年期間每年將增長2030%以上。
另一項重大創新是消費性電子產品的生產。冷卻翅片、外殼甚至電路板元件都是使用雷射切割技術精心製作的。現代電子產品小型化的嚴格限制以及對外觀吸引力的重視推動了生產每個步驟對極高精確度的需求。最近的研究估計,到 1 年,消費性電子產品市場規模將超過 2025 兆美元,這凸顯了雷射切割等先進技術對於管理這一成長的重要性。
此外,再生能源產業也不例外,尤其是太陽能板框架和風力渦輪機其他零件的製造。此類產品需要細節精確,以確保最高的生產力和使用壽命。例如,隨著對合適能源關注度的提高,預計到 2030 年全球太陽能容量將增加一倍。
從上述例子可以推斷,鋁的特性與雷射切割技術的結合,使得眾多產業能夠透過設計和製造精密的產品來滿足市場的需求。
與其他製造方法(如機械切割、沖孔和 水射流切割。雷射切割相對於其他方法的一個主要優勢是其準確性。例如,雷射切割機的公差為±0.001英吋。有瞭如此高的公差,就有可能製造出大多數傳統方法難以經濟實現的複雜設計和組件。一個很好的例子就是航空航太工業,它需要具有許多配合要求的零件,因此生產成本非常高。公差的細節變得非常重要。
雷射切割的另一個優點是材料浪費較少。在沖壓方法中,剩餘的材料通常沒有用處,因此增加了材料成本。另一方面,雷射切割的非接觸特性有助於減少變形和材料浪費。這反過來又降低了營運成本。研究表明,轉而使用雷射切割的公司材料成本可節省高達 30%。
雷射切割技術也利用了速度的優勢。薄型和中型鋁板可以輕鬆切割,且不會失去完整性。例如,現代光纖雷射可以以每秒六十英吋的速度切割 1 毫米厚的鋁板,更不用說機械或水刀切割機的速度了。這進一步促進了通常需求量很大的行業的產量和銷售量的增加。
此外,雷射切割比其他方法更通用。與需要不同工具來適應不同厚度或設計的機械切割不同,雷射切割系統可以輕鬆編程以適應各種幾何形狀和材料厚度。這大大縮短了設定時間並消除了更換工具的需要,從而實現了靈活、成本高效且精簡的製造流程。
儘管有時由於缺乏熱影響而更傾向於使用水刀切割較厚的鋁板,但它不能提供與雷射切割相同水平的表面光滑度和鋒利度。研究表明,雷射切割的邊緣具有低於 1.6 µm 的 Ra 表面光潔度質量,這大大減少了對二次精加工製程的需求。
總體而言,雷射切割技術在精度、效率、材料利用率和多功能性方面比傳統的鋁零件生產方式提供了更好的解決方案。它被不同行業越來越多地採用,以在眾多流程中平衡品質和成本,這解釋了它的優勢。

答:光纖雷射切割 機器可以有效切割鋁 因為它們具有高功率的雷射光束以及機器可以切割反光材料。與傳統的 CO2 雷射器相比,使用光纖雷射光源可以提供更聚焦的光束,從而產生更快的切割速度和更乾淨的鋁切割。
答:CO2 雷射和光纖雷射切割機之間的差異在於,在使用和加工鋁時,它們的切割速度明顯較低。正是由於這個原因,光纖雷射是切割金屬的首選。光纖雷射光束和鋁的吸收率高於平常,這意味著材料去除將更快,從而提高金屬切割操作的生產率和效率。
答:許多特徵決定了鋁雷射切割的質量,包括雷射切割功率範圍、切割時使用的速度、材料的厚度和雷射光束的焦點。整個系統應進行精細調節,以確保雷射的能量不會被浪費,從而提供具有最低熱影響區和光滑邊緣的精確切割。
答:光纖雷射切割機能夠切割不同厚度的鋁。不論厚度如何,就鋁材分離的功率而言,光纖雷射可以分離較薄的鋁板,並且可以切割厚度在25mm以上的板材。然而,這在很大程度上取決於所使用的雷射和機器的功率。儘管如此,對於較厚的雷射器,其運行速度必須較慢,否則它們會失去切割品質。
答:決定最有效雷射功率的參數包括材料厚度和切割速度。一般來說,對於需要 1kw 以上至 6kw 的切割操作,功率在該範圍內的光纖雷射切割機是理想的選擇。對於需要 4kw 至 6kw 更高功率範圍的設備,它們更適合以更高的速度切割更厚的鍍鋁件。
答:在大多數金屬中,鋁由於反射率和熱導率高,因此用雷射切割的速度較慢。與二氧化碳雷射相比,光纖雷射的出現大大簡化了鋁切割的過程。雖然大多數材料可以在切割過程中用雷射切割,但鋁是可能需要更具體的參數集才能輕鬆切割的材料之一,但它仍然比反射性強且以導電性而聞名的銅或黃銅更容易切割。
答:當然可以使用二氧化碳雷射切割機切割鋁,但效果不是最有效的。由於CO2雷射不適用於鋁等反射材料,因此其切割速度慢,品質差,甚至會損壞雷射光源。切割鋁時,由於光纖雷射切割機效率更高、整體效果更好,更值得推薦。
答:使用雷射切割鋁時,遵守正確的安全程序至關重要,例如除了其他防護裝備外,還要佩戴適合雷射波長的護目鏡。還需要保持該區域通風良好,以消除切割過程中產生的煙霧和碎屑。此外,也需要格外小心,因為鋁的反射性很強,如果放置不當很容易反射雷射光束。
1. 紅外線水導雷射切割7075鋁合金的雷射試驗研究
2.不同硬度條件下光纖雷射切割鋁合金的表面和能量效率改善效果研究。
3. 採用動態光束整形進行厚鋁板雷射熔融切割。
4.詳盡分析了雷射切割參數對金屬表面和切口品質的影響。


