

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Преимущества легкости и низкой стоимости делают экструзия алюминия очень важный процесс для промышленности по производству компонентов. Однако у него есть и свои недостатки. В этой статье описываются недостатки, чтобы гарантировать полную информированность инженеров-конструкторов и руководителей проектов. Процессы, обсуждаемые в этой статье, включают материальные ограничения, производственные расходы и проблемы применения, чтобы предоставить аудитории необходимую информацию для принятия обоснованного решения относительно их производственных процессов.

Ограничение прочности материала
Алюминиевые профили имеют меньшую прочность по сравнению со сталью или другими заменителями металла. Это делает их непригодными для использования в ситуациях, где требуются высокие несущие способности наряду с превосходной структурной прочностью.
Способность выдерживать высокие температуры
Использование алюминия ограничено в условиях высоких температур из-за его низкой температуры плавления и потери прочности при высоких температурах.
Расходы на механическую обработку
Несмотря на то, что алюминий широко распространен, затраты, связанные с инструментальной оснасткой или экструзионным оборудованием для мелкосерийного производства, могут сделать его экономически невыгодным.
Прикладные и функциональные ограничения или запреты
Этот метод менее эффективен для сложных геометрических форм, требующих очень высокой степени точности, тогда как альтернативные методы могут быть более эффективными.
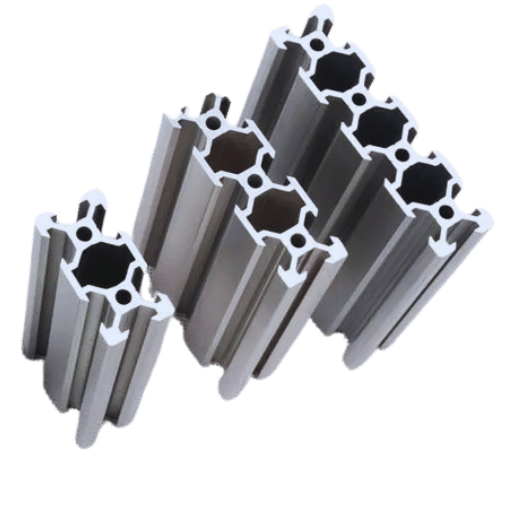
Процесс экструзии заключается в приложении давления к металлу, например алюминию, для пропуска его через матрицу, которая вырезает определенное крестообразное сечение. Благодаря своей эффективности в создании однородных профилей этот метод широко используется в экструзионной промышленности, которая в конструкционных компонентах сильно зависит от эффективности. Важные этапы включают нагрев материала (при необходимости), загрузку его в экструзионный пресс и использование гидравлического давления для проталкивания его через матрицу. После охлаждения продукт разрезается на требуемую длину и, при необходимости, обрабатывается с помощью дополнительных процессов, таких как анодирование или механическая обработка. Благодаря своей множественной эффективности этот метод является предпочтительным для создания высокопрочных компонентов.
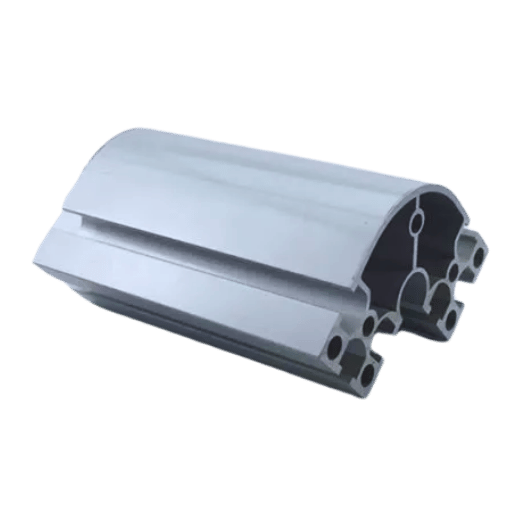
Отделка поверхности при экструзионном формовании является результатом многих факторов, включая конфигурацию матрицы, характеристики материала, параметры процесса и уровень технологии. Технология позволила добиться больших успехов в качестве отделки поверхности компонентов. Примером могут служить алюминиевые профили с полированными матрицами, которые могут достигать шероховатости поверхности (Ra) 0.8 мкм. Такая гладкость необходима в аэрокосмическая или автомобильная промышленность где гладкие поверхности придают аэродинамическую и эстетическую привлекательность.
Среди эксплуатационных факторов также важен контроль скорости и температуры экструзии. Увеличение скорости экструзии может привести к дефектам поверхности, таким как поперечные линии или линии штампа, в то время как контроль температуры может смягчить их. Допуски на дефекты при анодировании после экструзии, порошковом покрытии и других видах обработки также могут улучшить качество поверхности, а также дать дополнительные характеристики, такие как коррозионная стойкость.
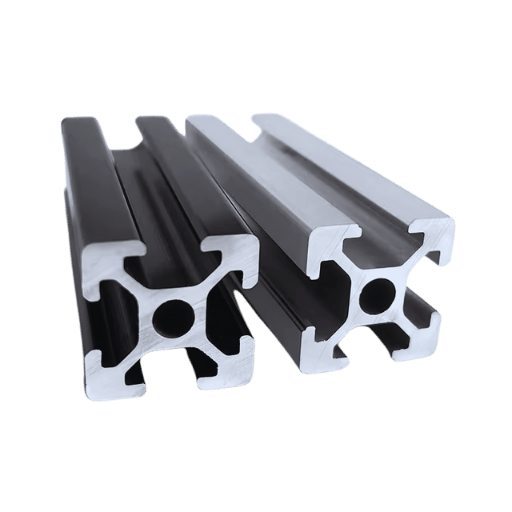
Более того, тип материала оказывает значительное влияние на отделку. Более мягкие сплавы, такие как алюминий 6063, чаще используются в высокополированных проектах, поскольку их можно экструдировать через матрицу с более высокой отделкой поверхности без повреждения. Эти факторы гарантируют, что современная отрасль экструзионного формования будет соответствовать постоянно растущим требованиям к гладким и однородным, прочным поверхностям.
Хотя алюминий предлагает множество преимуществ, он также имеет определенные недостатки, которые следует учитывать в зависимости от конкретного применения. Ниже приводится обзор наиболее важных недостатков:
Слабость по сравнению со сталью
Уязвимость к вмятинам и царапинам
Усталость Сопротивление
Тепловое расширение и проводимость
Проблемы стоимости
Некоторые регионы с высоким риском коррозии
Ограниченная применимость при высоких температурах
Низкая свариваемость некоторых сплавов
Знание этих ограничений помогает инженерам и конструкторам оптимизировать использование алюминия, одновременно смягчая его недостатки.
Структура зерна алюминия выровнена в направлении экструзии во время физической обработки металла, и это изменяет механические свойства алюминия. Это повышает прочность и пластичность в этом направлении и делает металл полезным для применений, требующих определенной несущей способности. Однако это выравнивание может также ослабить прочность перпендикулярно направлению экструзии, что делает материал анизотропным. Некоторые термические процессы применяются В процессе экструзии, как и при нагреве рабочей среды для улучшения ее текучести, также могут изменяться твердость и состояние отпуска в зависимости от используемого сплава и скорости охлаждения.
Механические свойства сплавов, которые определяют их пригодность для обработки деформацией, являются результатом состава, микроструктуры и условий обработки сплавов. Деформация особенно благоприятна для сплавов с высокой степенью пластичности, таких как алюминий, медь и некоторые марки стали, из-за их способности подвергаться обширной пластической деформации без разрыва. Алюминиевые сплавы, например, 6061 и 7075, часто выбирают в случаях, когда требуется осуществимый баланс между обрабатываемостью и прочностью.
Исследования показывают, что некоторые легирующие элементы, например, магний в алюминиевых сплавах или никель в стали, значительно влияют на поведение деформации. Например, магний увеличивает эффективность упрочнения деформации, в то время как никель повышает прочность и термическая стабильность. Более того, температура деформации оказывает значительное влияние на то, как будет вести себя материал. Формирование при повышенных температурах, особенно выше температуры рекристаллизации, горячая деформация позволяет повысить формуемость с минимальным риском образования трещин. С другой стороны, холодная деформация ниже температуры рекристаллизации повышает прочность за счет деформационного упрочнения, но имеет тенденцию быть более жесткой.
Исследования показывают, что некоторые сплавы чрезвычайно универсальны для различных видов деформации. Например, исследования показывают, что 316 нержавеющая сталь сохраняет почти 90 процентов своей прочности на растяжение после прохождения процесса холодной прокатки, что делает сплав идеальным для суровых условий окружающей среды. В то время как магниевые сплавы комнатной температуры не очень пластичны, магниевые сплавы, подвергнутые горячей обработке при температурах выше 300°C, становятся более пластичными, что позволяет использовать их в легких структурных компонентах. Дальнейшее улучшение свойств материала по-прежнему требует большей оптимизации процессов деформации, которая включает в себя контроль скоростей деформации и изменение форм штампов для удовлетворения конкретных инженерных потребностей.
Выбор алюминиевых сплавов в основном зависит от их механических характеристик, стойкости к коррозии и свариваемости в зависимости от предполагаемого использования. Для конструкционных применений предпочтительны сплавы серий 7xxx и 2xxx, поскольку они имеют более высокое отношение прочности к весу наряду с хорошими структурными свойствами. Однако сплавы серии 5xxx, имеющие большую стойкость к коррозии, часто используются в морских и химических условиях. Кроме того, сплавы серии 6xxx склонны использоваться из-за их комбинированных свойств, что делает их полезными для автомобильной и строительной промышленности. Относительная простота изготовления и совместимость сплава с определенной технологией обработки, например, экструзией или прокаткой, также являются очень важными критериями выбора, обеспечивающими соответствие производственным и инженерным потребностям.
Проектирование экструзионных матриц, предназначенных для индивидуальных алюминиевых профилей, представляет собой ряд технических проблем, которые требуют как точности, так и опыта. Проектировщикам придется иметь дело со сложными формами, допусками и стратегиями инженерии отделки поверхности и вычислительного моделирования. Например, острые углы и Толстые стены в конструкции может возникнуть дисбаланс потока материала, что может привести к таким дефектам, как коробление и растрескивание.
Важным фактором в конструкции экструзионной головки является скорость потока алюминиевого сплава. Отрицательный дисбаланс потока вызывает перепад давления, который нарушает качество и размерную точность продукта. Моделирование CFD (Computational Fluid Dynamics) часто используется для оценки и оптимизации потока внутри головки для равномерного распределения скорости.
Более того, износ штампа и термическое напряжение, которые определяют производительность и долговечность штампа с течением времени, являются еще одним критическим фактором. Кроме того, азотирование высокопрочных стальных сплавов может служить для увеличения жизненного цикла штампов в некоторой степени. Сокращение простоев производства до 15% благодаря улучшенным системам охлаждения и передовым материалам штампов — вот на что указывают отраслевые данные.
Современные подходы, такие как аддитивное производство и 3D-печать, преобразили прототипирование штампов, ускорив циклы и сделав более сложными конструкции. С этими достижениями возникает необходимость в специализированных навыках и капиталовложениях, которые, как правило, являются барьерами для небольших фирм.
Изменчивость размеров
Дефекты поверхности
Коэффициент экструзии и поток металлы являются ключевыми факторами в процессах экструзии алюминия относительно качества продукта и эффективности производства. Как было сказано ранее, свойства материала, включая прочность, качество поверхности и размерную точность результата, зависят от коэффициента экструзии, который измеряет площадь поперечного сечения заготовки по сравнению с площадью поперечного сечения профиля, который был экструдирован. Повышенные коэффициенты экструзии, как правило, способствуют лучшим механическим свойствам и более мелкозернистой структуре из-за улучшенного образования удлиненных зерен феррита, но могут потребовать более высоких давлений экструзии, что приводит к повышенному износу инструментов и штампов с течением времени.
Однако поток металла необходимо контролировать, поскольку это другой важный аспект экструзии, который необходимо контролировать для получения стабильных результатов. Дефекты, такие как коробление и размерные изменения или внутренние пустоты, могут возникать при неравномерном потоке. Возможность прогнозировать и оптимизировать поведение потока металла была улучшена благодаря технологическому прогрессу, такому как конечно-элементное моделирование и мониторинг процесса в реальном времени. Согласно исследованию, проведенному в секторе недавно, сокращение до 15 % отходов сырье Было отмечено, что за счет оптимизации потока металла удалось сократить время цикла процессов на 20 %.
Управление температурой также имеет решающее значение для эффективного контроля в отношении коэффициента экструзии и потока металла. Заготовки, а также матрицы должны быть предварительно нагреты до постоянной температуры, чтобы они не создавали температурных градиентов, которые могли бы препятствовать потоку металла и создавать дефекты в продукте. Более того, современные смазочные материалы и покрытия для матриц улучшили контроль потока металлов за счет снижения трения и дефектов поверхности. Применение этих новых методов в сочетании со знаниями в области управления процессами позволит повысить квалификацию, улучшить цели и эффективность, а также производительность производства.
Направление потока материала
Требуемая сила
Эффективность потока металла
Проектирование оборудования
Регулирование температуры
Пригодность для приложений
Понимание различий позволяет производителям выбирать правильный процесс экструзии материалов с учетом их характеристик, желаемого продукта и экономичности подвесок.
Горячая и холодная экструзия являются двумя наиболее распространенными типами процессов обработки металлов давлением и существенно различаются по температуре эксплуатации, свойствам материала, а также области применения.
Рабочая Температура
Свойства материала
Энергоэффективность и инструменты
Области применения
Скорость и стоимость производства
Зная эту информацию, производители могут выбрать процесс, который наилучшим образом подходит для их проекта и обеспечивает идеальный баланс между материалом, эффективностью и стоимостью.

Алюминиевая экструзия оптимально улучшает производственные процессы предприятия с помощью легких, гибких и прочных компонентов. Она позволяет проектировать определенные формы, гарантируя, что конечный продукт будет как индивидуальным, так и структурно прочным. Кроме того, эта технология повышает производительность за счет минимизации избыточного использования материала, часто исключая необходимость в сложных вторичных операциях. В других отраслях, таких как строительство, аэрокосмическая и автомобильная, алюминий пользуется популярностью, поскольку его можно легко переработать, что способствует устойчивым производственным ценностям.
В различных секторах важность алюминиевой экструзии нельзя недооценивать из-за ее отличительных особенностей и универсальности. Структурные каркасы в строительстве, радиаторы электронных устройств, легкие компоненты аэрокосмической промышленности и ударопрочные рамы в автомобильном дизайне являются обычными приложениями. В частности, в автомобильной промышленности использование экструдированного алюминия приводит к снижению веса транспортного средства, что, в свою очередь, улучшает связанную с этим экономию топлива и снижает выбросы. Последние данные указывают на то, что автомобильная промышленность будет увеличивать потребление алюминия примерно на восемь процентов каждый год из-за расширенных экструзий, что, как ожидается, произойдет с настоящего момента до 2030 года.
Несмотря на широкое применение, процесс экструзии имеет некоторые недостатки. Например, форма матрицы и экструзионный пресс имеют ограничения по толщине стенки и сложности некоторых форм. Кроме того, стоимость производства для мелкосерийных, сложных изделий может быть слишком высокой из-за первоначальных затрат на оснастку. Кроме того, некоторые экструдированные компоненты из алюминия должны проходить вторичную обработку или отделочные операции, что удлиняет производственный цикл, тем самым увеличивая затраты. Кроме того, некоторые особые условия окружающей среды, такие как чрезвычайно высокие или коррозионные условия, могут потребовать нанесения покрытия или обработки для эффективной работы. Знание этой информации очень полезно при определении того, подходит ли экструзия для данного применения.
На мой взгляд, влияние алюминиевых профилей на объемы производства в отрасли является значительным. Этот процесс позволяет производить прочные, легкие детали, необходимые во многих отраслях, таких как автомобилестроение, аэрокосмическая промышленность и строительство. Хотя я признаю некоторые проблемы, такие как ограничения конструкции штампа, необходимость вторичной отделки и экологические последствия, которые должны быть тщательно проанализированы, чтобы аспекты эффективности и экономичности в отношении строительных операций были оптимальными.
A: Преимущество заключается в том, что экструзия позволяет производить сложные формы, а также иметь хорошую отделку поверхности, что экономично при больших объемах производства. К недостаткам относятся высокие начальные затраты на инструмент, ограничения по толщине стенок и непостоянство свойств материала по профилям.
A: Это наиболее распространенный метод экструзии алюминия. Существует хорошая степень контроля в ходе процесса, и можно производить различные продукты экструзии алюминия. Однако, по сравнению с непрямой экструзией, прямая экструзия имеет тенденцию давать менее однородные продукты, особенно при использовании более длинных профилей.
A: Ограничением алюминиевого экструзионного формования является то, что трудно достичь сложных поперечных сечений и изменений толщины стенок. Более того, некоторые детали, которые изготавливаются в процессе экструзии, могут не подходить для точных, острых краевых характеристик.
A: Некоторые немногие, но важные проблемы могут возникнуть в алюминиевых экструдированных изделиях. Проблемы качества включают дефекты поверхности, отклонения в размерах и несоответствия механических свойств на протяжении всей экструзии. Поверхностный слой экструдированного металла также может отличаться по характеру от слоя сердцевины.
A: Хотя алюминиевые изделия подлежат вторичной переработке, экструзия как метод производства довольно энергозатратна. Создание алюминиевых заготовок и сама процедура экструзии производят парниковые газы. С другой стороны, экструзионная подача осуществляется с меньшими отходами, чем большинство операций по формовке металла, поэтому в этом отношении она более благоприятна для окружающей среды.
A: По сравнению с другими методами, такими как литье алюминия под давлением, экструзия алюминия относительно дешева для средних и крупных производственных циклов; однако первоначальные расходы на инструментальные штампы для крупномасштабного производства могут быть пагубными. Хотя эти проблемы делают другие методы, такие как механическая обработка или литье, более подходящими для прототипов и небольших производственных циклов, в долгосрочной перспективе все зависит от того, насколько подробным должен быть элемент и в каком количестве его желательно произвести.
A: Поддержание однородной отделки поверхности при экструзии алюминия — сложная задача. На качество поверхности могут влиять несколько факторов, включая геометрию матрицы, скорость экструзии и температуру. Могут появиться дефекты поверхности, такие как линии и царапины, для полного устранения которых может потребоваться последующая обработка.
A: Даже когда алюминиевая экструзия имеет широкое применение, она не может быть пригодной для всех потребностей продукта. В качестве иллюстрации, она не идеальна для продуктов с высоким отношением прочности к массе или для тех, которые сталкиваются с очень высокими или очень низкими температурами. Кроме того, размерные ограничения экструзионного оборудования ограничивают длину и размер поперечного сечения экструдированных форм.
1. Влияние рабочей температуры на срок службы алюминиевых экструзионных матриц
2. Определение основных геометрических факторов, влияющих на выработку матриц прямой экструзии, внедренных в фрио-де-перфили алюминиевых профилей.
3. Численное моделирование и многокритериальная оптимизация взаимодействия жидкости и конструкции при экструзии алюминия
4. Снижение воздействия экструзии алюминия на окружающую среду
5. Металл
6. алюминий
7. Ведущий поставщик оборудования для экструзионной обработки алюминия в Китае

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →