

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Сегодня невозможно представить себе огромное количество пластиковых изделий, таких как контейнеры для моющих средств или автомобильные детали, которые не требуют использования выдувных формовочных машин. Эксплуатация оборудования для выдувного формования, его настройка и усовершенствование существующих конструкций требуют знания этих машин, их компонентов и принципов их работы. В этой главе мы стремимся дать представление о рабочих компонентах выдувных формовочных машин и о том, как эти элементы взаимодействуют для обеспечения оптимальной производительности. Предположим, вы хотите улучшить свои интеллектуальные и/или профессиональные навыки в этой области или являетесь человеком, увлеченным широким спектром научных исследований, связанных с разработкой потребительских товаров. В таком случае эта глава специально для вас.
Выдувное формование включает в себя процесс создания заданных полых моделей с помощью нагрева и заготовки (теплого цилиндрического куска пластика), которая расширяется или формуется в форме. После формования заготовка расплавляется и проявляется. Затем в заготовку вдувается воздух, чтобы заставить ее увеличиваться и принимать заданную форму. Это наиболее распространенный способ производства таких изделий, как бутылки, контейнеры и автомобильные детали. Эти изделия сами по себе обычно являются причиной необходимости использования этого оборудования. Воздух вдувается в заготовку на этапе раздувания, что предотвращает воздействие на контейнер факторов, которые могли бы препятствовать расширению полимера. Этот метод считается эффективным по нескольким причинам. Хотя он не самый эффективный, относительно надежный метод — это использование подхода с учетом коробления для учета погрешностей в размерах бутылки.
Выдувное формование — это процесс производства полых пластиковых изделий. В этой технологии горячий пластик формуется в форму, образующую деталь, которая затем раздувается внутри стенки для формирования готового изделия. Гибкость и простота использования этой технологии сделали выдувное формование доступным во многих отраслях промышленности по всему миру.
Применение выдувного формования
В обрабатывающей промышленности выдувное формование используется для производства бутылок и других плоских или двухслойных пластиковых контейнеров – изделий, форма которых достигается путём растяжения пластика до нужной формы. По оценкам отраслевых источников, около 70% пластиковых бутылок в мире производится с использованием оборудования IBM.
Такие изделия обладают высокой прочностью, очень лёгкие, экономичны в производстве и имеют расширенный потенциал использования в автомобильной промышленности, например, для создания деталей методом выдувного формования, таких как воздуховоды, топливные баки и баки для жидкостей, которые также могут быть изготовлены методом выдувного формования из полиэтилена высокой плотности (HDPE), что повышает эффективность транспортного средства и позволяет снизить расход топлива.
Непористые стенки используются для создания медицинских принадлежностей, таких как медицинские шприцы, компоненты и контейнеры медицинского назначения, а также корпусов для переносного оборудования, которые в дальнейшем используются для полового акта без ущерба для безопасности и производительности. Существуют способы предотвращения многократного нанесения краски, ограничивая различные факторы, например, регулируя количество наносимой жидкости.
Изделия, изготовленные с помощью этого процесса выдувного формования, похожи на ранее обсуждавшиеся резервуары для воды, пластиковые бочки и другие типы изоляции, поскольку они также подразумевают использование формовки распределенной резьбы для производства больших, прочных предметов внутри.
Ранее выдувное формование было просто невозможным для производства пластиковых мячей такого веса. Виагра дорожает, однако благодаря выдувному формованию стало возможным производить полые стулья и столы с низкими затратами, сохраняя при этом заданные характеристики.
Выдувное формование занимает особое место в производстве предметов, особенно в отраслях, выпускающих большие партии товаров для удобства и эффективности использования клиентами. Кроме того, оно стало ведущим методом создания разнообразных изделий, например, бирок и других видов товаров. Более того, последний прогнозный отчет прогнозирует стабильный рост спроса на выдувные пластиковые изделия во всем мире, поскольку значительные достижения были достигнуты в материаловедении и экологичных методах производства, таких как выращивание биопластиков. Кроме того, его способность создавать сложные геометрические формы в стандартных формах производства экономически позиционирует его в производстве потребительских и институциональных товаров с ориентированной на ценность. Соответственно, агенты для выдувного формования обеспечивают сокращение отходов и энергопотребления, тем самым интегрируясь в современное стремление к улучшению продукции с помощью экологичного штриха.
Выдувное формование — это общий термин, охватывающий множество процессов, разработанных для удовлетворения различных производственных потребностей и спецификаций продукции. Далее мы рассмотрим пять популярных типов выдувного формования и рассмотрим, как их ключевые особенности используются по-разному:
Заготовка представляет собой трубчатую форму, полученную путем выдувания расплавленного пластика в толстый цилиндр. После этого используется производственная установка, где заготовка вставляется в расширяющуюся форму, и сжатый воздух вызывает ее расширение. Технология Leistureption EBM повсеместно применяется в производстве пластиковых бутылок, контейнеров и в автомобильной промышленности. Она применяется в основном для заказов на большие партии пластиковых деталей и для конструкций со значительными вариациями формы.
В наше время, с развитием передовых технологий, стало возможным формовать заготовку с помощью заглушки, помещая её в выдувную форму. Полученная таким образом заготовка затемняется воздухом до достижения готового к использованию вида. За этим следует штыковое скручивание, что упрощает процесс. Этот метод применяется в основном для минимальных изделий, геометрия которых не может быть сформирована без формы. Например, фармацевтическая и косметическая упаковка представляет собой гигантские полипропиленовые пластины, формованные выдувным формованием. Размеры зависят от формы профиля, поэтому не стоит беспокоиться о слишком тонких стенках.
Например, SBM обычно используется для производства жёсткой лёгкой тары, такой как ПЭТ-бутылки для различных напитков. Сначала материал плавится, затем формуется под давлением для формирования преформы, после чего следует нагрев и одновременное выдувание для получения готового продукта. Бутылки SBM подходят как для газированных, так и для негазированных напитков; таким образом, оболочка теряет свой незаполненный вид, поскольку продукт не виден.
С другой стороны, коэкструзионно-выдувное формование позволяет одновременно наносить несколько слоев различных пластиков, эффективно повышая эффективность производства многослойных изделий. Эта технология была разработана в первую очередь для упаковочных материалов, где защита от внешних факторов критически важна, например, для упаковки пищевых продуктов и контейнеров, содержащих смолы. Более того, такой подход исключает необходимость нулевых затрат, связанных с полным использованием первичного пластика.
В данном случае процесс двухэтапный. Сначала пластиковый материал формуется в преформу, затем нагревается и выдувается в выдувной камере для получения конечного продукта. Поскольку востребованы высококачественные прозрачные продукты, этот метод широко используется для производства высококачественных бутылок, многоразовых четвертных циферблатов и других подобных изделий. Способность ISBM стабильно производить идентичные детали и более низкая рыночная цена после внедрения подтверждают его эффективность.
Таким образом, такие многочисленные процессы выдувного формования находят свое применение в самых разных отраслях промышленности, невообразимых и изобретательных, а также в более инновационных методах применения оборудования и промышленного использования в этой современной промышленной сфере.
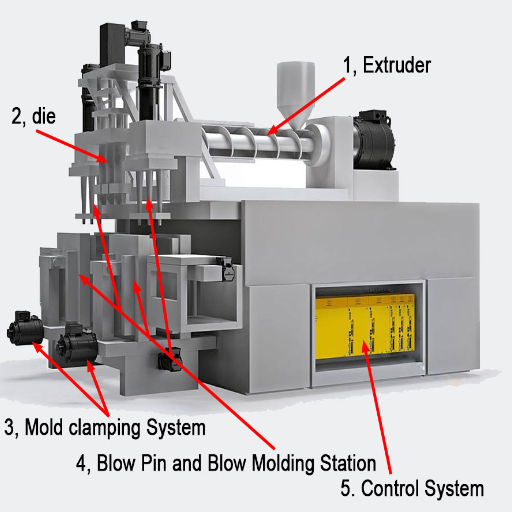
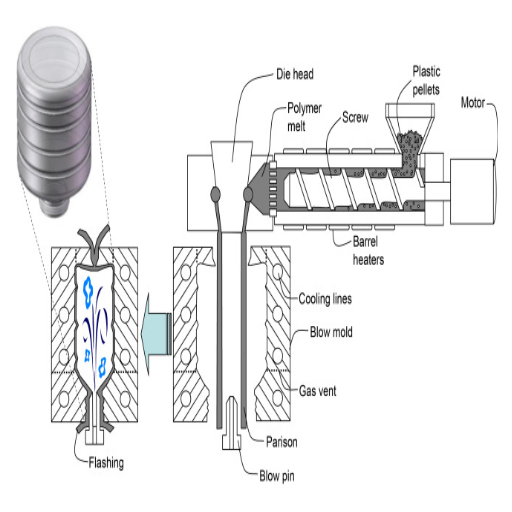
Основные компоненты оборудования для выдувного формования включают экструдер, экструзионную головку, пресс-форму и систему зажима. Функция экструдера заключается в нагревании пластика, его расплавлении и выдавливании в требуемую форму; затем экструзионная головка формирует пластик в нужную форму, формируя заготовку или преформу. Экструзионная головка формирует пластик в нужную форму, формируя заготовку или преформу. Пресс-форма определяет форму контейнера, а система зажима обеспечивает её удержание. Вышеперечисленные компоненты гармонично взаимодействуют друг с другом, обеспечивая эффективность и точность производственных процессов.
Архитектурная структура выдувной машины спроектирована таким образом, чтобы обеспечить комплексное решение для оптимизации производства. Машина служит для интеграции следующих подсистем: экструдера, головки экструзионной головки, пресс-формы и системы смыкания в единое функциональное целое. Головка экструзионной головки оснащена системой точной регулировки температуры, что обеспечивает максимально эффективное плавление без пустот и течение пластика. Гидравлическая головка настолько универсальна, что её всегда можно модифицировать под необходимые формы в рамках бюджета изделия. Например, формы служат долго, поскольку изготовлены из долговечных материалов. Чтобы удалить весь воздух из формы, её можно отрегулировать или зафиксировать настолько плотно, что усилие смыкания потребуется применять с помощью гидравлических или сервоприводов, в зависимости от ситуации.
Благодаря этим достижениям, включая внедрение систем мониторинга в режиме реального времени и возможность анализа данных с помощью искусственного интеллекта, современные формы для выдувного формования устраняют проблемы с утечками. Большинство достижений в области В отрасли производства формовочных машин повысилась эффективность, снижение энергопотребления и повышение масштабируемости. Повышенное внимание к перспективам развития, акцент на экологичность привели к повышению эффективности, и многие производители теперь требуют использования технологий переработки и энергосбережения. Именно эта улучшенная эволюция также способствует сокращению отходов топлива и других неэффективных практик, характерных для любой компании, ориентированной на более экологичное производство.
Нетрудно заметить, что в выдувной машине детали хорошо читаются, обеспечивая успешное и эффективное выполнение работы. Одним из аспектов этих взаимосвязей, требующим первостепенного внимания, является управление энергопотреблением и контроль материалов в производственной системе. Например, взаимодействие экструдера и формы имеет решающее значение для получения витражных изделий. Расплавленный пластик может распределяться в зависимости от силы воздействия экструдера в процессе формования. Кроме того, с помощью разрабатываемых сегодня систем управления будет относительно проще контролировать процесс нагрева и охлаждения изделий. В эпоху динамичного роста индустрии пластмасс ожидается, что интеграция химических процессов в процесс экструзии обеспечит более высокий уровень эффективности производства этих изделий. Учитывая эти взаимосвязи и используя самые инновационные технологии, производители могут добиться быстрого сокращения отходов в соответствии с принципами устойчивого производства.
Течение полимера при формовании с раздувом или экструзионно-выдувном формовании начинается с подачи крупного полимера в цилиндр, куда вводится расплавленный термопластичный материал, часто в форме гранул или пеллет. Заготовка, или преформа, формируется на специальном устройстве, представляющем собой длинную трубку с концом, соответствующим форме, полученной в процессе формования. Эта пластиковая «преформа» помещается в машину и под действием сжатого воздуха расширяется, принимая форму, заданную в форме. Включение контроля температуры экструзионно-выдувной формы на этом этапе критически важно для обеспечения автоматического и равномерного течения пластика, а также равномерной толщины стенок.
В настоящее время производители всё чаще используют алгоритмы анализа данных и искусственный интеллект для контроля и оптимизации технологических процессов. Приборы оснащены датчиками, работающими в режиме реального времени, для управления требованиями к материалам, такими как вязкость и линейная скорость во время экструзии, обеспечивая обратную связь для немедленного принятия мер, которые приводят к сокращению количества дефектов и отходов. Кроме того, внедрение интеллектуальных устройств направлено на улучшение производственного контроля и экономию ресурсов, включая энергию и сырье.
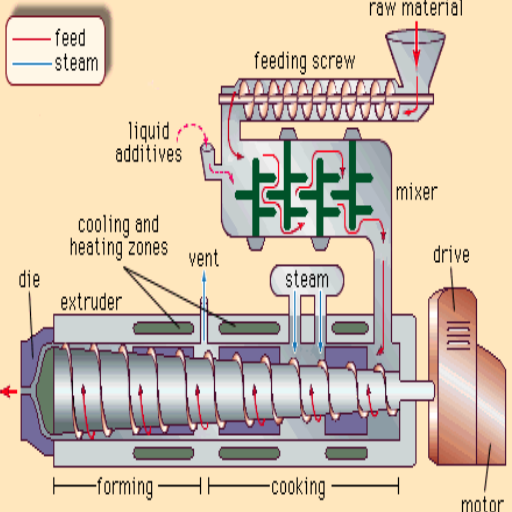
Система экструзии представляет собой промышленную установку, которая формует материал в определенную форму, продавливая его через фильеру под давлением. Как правило, экструзионная машина состоит из подачи, экструдера и нагревательного блока. В большинстве установок машины подачей является материал, подаваемый в бункер, как правило, пластик или металл, который нагревается или кондиционируется по мере перемещения через нагретый цилиндр. Затем он выдавливается через фильеру для получения готовой продукции. Экструзионные системы широко используются в промышленности по производству материалов для изготовления таких изделий, как трубы, листы, проволока и т.д. Они пользуются большим спросом на большинстве производственных предприятий общего назначения, поскольку предоставляют настройщику широкие возможности управления и позволяют эффективно соблюдать стандарты производства в больших масштабах.
Роль цилиндро-шнековой компоновки нельзя недооценивать, поскольку она во многом определяет качество процесса экструзии материала. Само собой разумеется, что внутри цилиндра находится шнек, который обычно предназначен для равномерного перемещения, смешивания, а иногда и диспергирования материала. Это приводит к совершенно иной конструкции шнека в других ключевых зонах обработки материала: зонах подачи, сжатия и дозирования. Например, высокопроизводительная система для материалов с высоким сдвигом, требующая меньшего объёма, будет иметь шнеки с зоной транспортировки с более глубоким профилем. Напротив, для материалов с равномерным плавлением точка обзора ограничивает зону с образованием мениска, то есть узкий транспортный канал.
Особое внимание к неоптимальной геометрии шнека с точки зрения энергии и материалов, необходимых для экструзии, позволяет привнести аспект материаловедения в фактическую конструкцию технологического оборудования. Разработка новых типов шнеков, таких как барьерные шнеки и шнеки с несколькими шнеками, становится всё более популярной для снижения межфазного усилия и улучшения перемешивания. Кроме того, ещё одно важное техническое достижение связано с применением износостойких материалов в довольно распространённом экспериментальном процессе, что продлевает срок службы фитингов, особенно тех, которые подвергаются постоянной нагрузке со стороны твёрдых материалов или опасных жидкостей.
Все это поможет обеспечить лучшую однородность продукции, снижение эксплуатационных затрат энергии и улучшение характеристик продукции, особенно в области экструзии.
В процессе экструзии зоны нагрева и блоки контроля температуры играют важную роль, поскольку они напрямую влияют на плавление и консистенцию материала, а также на качество продукции. Современные экструдеры, как правило, оснащены многозонным нагревом, что позволяет поддерживать оптимальный нагрев всего цилиндра. Все эти зоны цилиндра обычно оснащены термопарами и другими датчиками для обеспечения равномерного контроля температуры во всех зонах нагрева, поддерживая при этом безопасные пределы для предотвращения деградации.
Эти новейшие достижения обеспечивают управление в режиме реального времени и эффективное использование энергии для поддержания температуры. Более того, на промышленных предприятиях интеллектуальные системы обслуживания, оснащённые компонентами Интернета вещей, помогают отслеживать температурные тенденции, выявлять отклонения и предоставлять необходимые рекомендации, тем самым сокращая время простоя оборудования. Благодаря применению этих передовых технологических систем современное экструзионное оборудование также учитывает важнейший фактор качества продукции: контроль температуры, а также общую эффективность работы, которую обеспечивает такое оборудование.
Несомненно, приводной двигатель и трансмиссия являются важнейшими факторами производительности экструзионно-выдувного оборудования. Приводной двигатель получает электроэнергию и, в свою очередь, вращает шнек экструдера. В пределах расширенного диапазона, представляющего интерес для замедлителя, другие компоненты контура крышки преобразуют пластик в жидкий полиэтилен. Современные машины характеризуются использованием мощных серводвигателей, получивших широкую популярность благодаря своей энергоэффективности, высокой точности позиционирования и низкому уровню шума. С другой стороны, функция трансмиссии обеспечивает эффективную передачу механической мощности двигателя на шнек, который затем вращается без резких или преждевременных остановок.
Более того, за прошедшие годы произошло множество технологических изменений, которые были учтены в описанных выше процессах, в частности, в использовании современных систем двигателей и трансмиссий. Следует отметить, что вклад этих устройств вряд ли будет реализован без интеллектуальных систем приводов. В одном из случаев, исторически считающихся наиболее эффективными, когда напряжение снижается для включения (европейские компании делают это очень быстро), частота приводов, ограничивая передаточное отношение своих двигателей в соответствии с производственными требованиями, снижается. Эти системы, использующие датчики, исполнительные механизмы и аттенюаторы интенсивности, обеспечивают точную регулировку на оптимальном рабочем уровне без необходимости использования дополнительных аксессуаров. Таким образом, использование смолы в волоконных трубках для современных систем двигателей и трансмиссий, несомненно, обеспечивает не только удовлетворительные результаты.

Как и в экструзионно-выдувном формовании, лицевая пластина является важнейшим элементом, облегчающим изготовление заготовки. Заготовка представляет собой бесшовную полую трубку, изготовленную из пластика. Эта иллюзия уменьшения объёма достигается за счёт потока пластика в фильере, геометрия которой контролирует толщину и равномерность заготовки. Заготовка должна быть изготовлена с одинаковой толщиной стенок, без компенсации другими участками заготовки разницы в толщине. Это весьма важно, поскольку напрямую влияет на качество конечного продукта, что является его основным и конечным назначением. Известно, что более сложные конструкции головок фильер содержат дополнительные компоненты, такие как регулируемые штифты или оправки, которые позволяют точно регулировать толщину стенок заготовки. Эти шаги предпринимаются для облегчения проектирования процессов изготовления пресс-форм, которые учитывают все аспекты изделия, путём создания необходимых материалов.
Головки экструзионной головки являются одними из важнейших компонентов процесса выдувного формования пластмасс, и их конструкция оказывает значительное влияние как на производственный процесс, так и на качество продукции. Ниже представлены пять других категорий головок экструзионной головки, обычно встречающихся при переработке пластмасс, а также дополнительная информация об их конструкции и работе, включая следующие типы головок:
Это важная модель головки экструзионной головки, которая направляет весь расплавленный материал в центр фильеры, предотвращая дисбаланс процесса плавления благодаря точному позиционированию пластика. Она в основном используется при производстве бутылок и банок изогнутой и цилиндрической формы, поскольку обеспечивает равномерную толщину стенок. Кроме того, форма фильеры ограничивает обратный поток, что позволяет жидкости смешиваться.
В отличие от других моделей, головки с боковой подачей направляют поток расплава с одной стороны, а затем он обтекает фильеру. Это особенно актуально для литья изделий особых форм и двух или более видов пластика. Однако конструкция должна быть спроектирована таким образом, чтобы исключить линии спая и обеспечить равномерное течение расплава.
Такая головка временно накапливает расплавленный материал, а после достижения необходимого количества он поступает в процесс формования. Эта система особенно полезна для производства крупногабаритных герметичных изделий, таких как резервуары, поскольку обеспечивает точный контроль материала и возможность обработки больших объёмов.
В процессе эксплуатации эти типы фильер позволяют производить многослойные изделия, что особенно актуально при наличии возможности защиты и/или декорирования слоёв. Оборудование позволяет осуществлять коэкструзию различных материалов в любом количестве в определённой области заготовки, что позволяет проектировать точные конструкции для выполнения конкретных функций.
Паутинные экструзионные головки изменяют расположение внутренних стенок, направляя материал в нужном направлении, обеспечивая равномерное распределение полимера в форме паука или колеса. Это один из наиболее распространённых типов экструзионных головок для производства данного типа пластика. Кроме того, они используются для производства труб, трубок и других цилиндрических изделий, требующих очень высокой однородности и равномерности формования.
Каждый тип головки экструзионной головки предназначен для конкретного применения и материала, что обеспечивает производителям большую гибкость для удовлетворения различных производственных потребностей.
Несомненно, разработка эффективных систем контроля толщины заготовки является абсолютной необходимостью для достижения точного контроля толщины в процессе выдувного формования. Все эти системы разрабатываются с использованием современных технологий, включающих в себя такие передовые технологии, как замкнутая обратная связь и сервоприводы, обеспечивая равномерное утолщение преформы. Производители могут экономить ресурсы, создавая аккуратную упаковку без утонений и дефектов, что в конечном итоге приводит как к улучшению внешнего вида, так и к повышению несущей способности упаковки.
В последнее время наблюдается тенденция к включению передовых систем управления технологическими процессами в концепцию четвёртой промышленной революции для решения различных задач, включая большие объёмы аналитики данных и готовность искусственного интеллекта поддерживать оптимизацию процессов. Однако интеллектуальное производство предъявляет высокие требования к производству, поскольку оно должно соответствовать высоким колебаниям объёмов производства и мерам по охране окружающей среды. Например, интеграция систем обработки заготовок с устройствами Интернета вещей повышает эффективность системы, поскольку теперь можно определить толщину заготовки путём сбора данных без лишних затрат энергии и других ресурсов.
Технология многослойного формования выдувным формованием — важнейшая инновация, позволяющая производить сложные и высокопроизводительные изделия из пластика. Создавая многослойные структуры в рамках одного процесса выдувного формования, эта технология повышает функциональность изделий, включая улучшенные барьерные свойства, долговечность и пригодность к переработке.
Возникает новая проблема, связанная с применением многослойных штампов. Крайне важно понять, как эта технология может решить проблемы, связанные с устойчивым развитием и кастомизацией. Усилия, направленные на расширение использования технологии многослойных штампов, открывают возможность утилизации отходов, таких как полимеры. Аналогичным образом, эпоха цифрового производства также предполагает инновационное производство, а это означает, что штампы для закупок поддерживают Интернет вещей. Таким образом, изменение параметров размеров штампа можно осуществлять в режиме реального времени, сохраняя качество продукции и экономя ресурсы в рамках процесса.
Эта автономная технология также занимает лидирующие позиции в области применения материалов с особыми требованиями, такими как упаковка для пищевых продуктов, автомобильная промышленность и производство медицинского оборудования, где другие методы могут быть невозможны или очень сложны и менее эффективны. В заключение, по мере того, как адаптивно используемые покрытия и материалы сочетаются с сетевыми ресурсами, технология многослойных экструзионных головок остаётся лидером инноваций в области выдувного формования.

В процессе выдувного формования узел зажима и формовочной системы играет решающую роль, поскольку он играет активную роль в обеспечении производительности и точности всего процесса. Пресс-форма остаётся закрытой во время впрыска сырья и подачи охлаждающего трубопровода, формируя «вафлю» и поддерживая постоянный размер изделия, минимизируя попадание материала. Стремление к прочности конструкции и компонентов, особенно деталей машин и систем зажима, обеспечит снижение количества бракованных деталей, сокращение времени ремонта и соответствие конструкции нормам охраны труда и техники безопасности. С помощью существующих систем зажима и формовки, включающих в себя стандартные компоненты и внутренние элементы, вполне возможно создание более сложных пресс-форм для повышения производительности крупносерийного производства.
При разработке узлов смыкания конструкторы должны учитывать ряд ключевых преимуществ, прежде всего, для обеспечения экономической эффективности, точности и длительного срока службы. Одним из этапов такого проектирования является выбор необходимых усилий смыкания, которые должны быть достаточно большими для надёжного смыкания половин формы даже при интенсивном инжекторном воздействии. В данном случае это обычно сумма внутреннего давления инфузии на проектную поверхность формы при отсутствии каких-либо дефектов, возникших в процессе изготовления, упомянутых выше, и усилия смыкания.
На производительность также влияет выбор зажимного механизма, например, коленчатого или гидравлического, поскольку он, наряду с усилием зажима, может влиять на скорость перемещения плиты, энергопотребление и простоту обслуживания машины. Обычно используются коленчатые механизмы, поскольку они обеспечивают более высокую производительность и меньшее энергопотребление, в то время как роликовые подшипники подходят для создания больших давлений.
Тепловое управление является одним из наиболее важных аспектов профиля в широтном измерении, поскольку оно связано с сополимеризацией, расширением или деформацией изделий, а также с их осевыми линиями, особенно с учетом несоосности элементов формы, наблюдаемой при литье термореактивных материалов под давлением. Использование современных материалов и точного производственного процесса имеет решающее значение для снижения этих тепловых деформаций. Кроме того, простота эксплуатации машины на уровнях, достижимых при меньшей точности, даже при высоких уровнях или отсутствии мер безопасности, зависит от регулировки и стабильности конструкции узла смыкания под комплектом.
Кроме того, эффективность этих и других услуг повышается за счёт логистики и сроков выполнения различных услуг и процессов, которые дополнительно ускоряются благодаря использованию современных технологий, таких как датчики и системы мониторинга в реальном времени, ориентированные на раннее обнаружение неисправностей, что позволяет проводить профилактическое обслуживание. Однако всё это не означает, что вопрос устойчивого развития не стоит на повестке дня, поскольку использование энергоэффективных материалов и сокращение отходов, как с точки зрения материалов, так и энергии, являются важными аспектами даже для самых передовых проектов.
Учитывая все эти факторы, производители зажимов могут проектировать и изготавливать необходимые зажимные устройства для производства пресс-форм различных размеров и форм, тем самым обеспечивая достижение заданных параметров качества продукции и производительности.
Разработка пресс-форм требует грамотного выбора материалов и применения технологий, обеспечивающих прочность, функциональность и экономическую эффективность. Ниже представлены пять лучших материалов и методов разработки пресс-форм, а также их уникальные характеристики:
Сталь — высокопризнанный и широко используемый материал, особенно в производстве пресс-форм благодаря своей прочности. Закалённая сталь, такая как H13, хорошо подходит для крупносерийного производства и обладает превосходной износостойкостью. Сталь P20, также известная как инструментальная сталь для предварительной установки, подходит для изготовления пресс-форм высокой производительности, а пресс-формы среднего объёма легко поддаются механической обработке.
Алюминий лёгкий и обладает высокой теплопроводностью, что делает его очень подходящим для быстрых производственных процессов, позволяющих получать конечный продукт за меньшее время. Он в первую очередь подходит для лёгких формовочных систем и небольших объёмов производства. Формы из алюминия изготавливать проще и быстрее, чем стальные.
Помимо прочих преимуществ, эти материалы особенно подходят для областей, где применяются вставки или требуется теплопроводность. Например, использование бериллиевой меди в сборочных инструментах позволило сократить время цикла и снизить энергозатраты. Её также можно комбинировать с другими материалами для повышения прочности определённых участков пресс-формы.
Предварительно закалённые инструментальные стали практически не требуют термической обработки после обработки. Примером может служить NAK80, демонстрирующая превосходные показатели износостойкости и гладкости поверхности. Эти материалы экономичны при небольших объёмах производства и широко используются в отраслях промышленности со сложными требованиями к конструкции.
Футуристические керамические покрытия, наносимые на формы, снижают износ и предотвращают прилипание материалов. Благодаря этим покрытиям форма приобретает более жёсткую и прочную поверхность, а также более гладкий вид. Этот инструмент широко используется в производстве мебельных форм, где для формования используются высокоабразивные или кислотные жидкости.
Все строительные материалы имеют свои преимущества; выбор того, что использовать, зависит от конкретных потребностей конкретного применения, включая требуемый объем производства (например, короткие или длинные листы), сложность формования и требуемую отделку.
Для достижения максимальной производительности и определённого уровня качества при формовании выдувом крайне важно правильно применять эффективные системы охлаждения. Время цикла формования выдувом напрямую зависит от фазы охлаждающей жидкости; следовательно, для максимального повышения эффективности производства необходимо совершенствовать этот процесс. Инновации в области систем охлаждения многочисленны и включают конформные охлаждающие каналы, которые идеально и эффективно охлаждают изделие, повторяя его контуры. Использование современных материалов, таких как медные сплавы, которые в настоящее время демонстрируют повышенную термостойкость, даёт преимущество, поскольку тепло отводится значительно быстрее.
Последние статистические данные также демонстрируют эксперименты в области автоматизации и инновационных систем охлаждения. Наличие промышленных датчиков и средств управления на основе Интернета вещей позволяет в режиме реального времени отслеживать расход охлаждающей жидкости и температуру стенок термоформы, что крайне полезно для разработки оптимального процесса охлаждения. Более того, большинство современного оборудования может работать длительное время в качестве меры предосторожности и для обеспечения исправности всех основных компонентов и механизмов. Всё это необходимо для поддержания единообразия и стандартизации операций в сложившихся рыночных условиях, уменьшения дублирования операций или задач оборудования и, в конечном итоге, снижения затрат на трансформацию.

Рабочие условия часто имеют решающее значение для качества и производительности производства. Во всех производственных процессах системы, известные как системы выдува и управления, обеспечивают равномерное распределение воздуха и компонентов, а также контролируют давление воздуха, тем самым поддерживая процесс формовки и формовки. В современных схемах так называемая подача материала и сам процесс контролируются автоматически, что приводит к повышению качества технологии и снижению энергозатрат. Эти системы обладают большим потенциалом в этом отношении, поскольку позволяют блокам управления автомобилями достигать более высокой точности отклика дроссельной заслонки, одновременно сокращая расход материала для достижения точных результатов.
Что касается интерпретации регулирования давления, я обычно концентрируюсь на аспектах, обеспечивающих предсказуемость и надёжность системы. В данном случае я в первую очередь использую регуляторы давления, предохранительные клапаны и сложные регулирующие устройства для поддержания давления на нормальном уровне. Точная настройка этих устройств помогает устранить колебания и, следовательно, защищает оборудование и процессы от повреждений. Кроме того, я подчеркиваю важность регулярных проверок и ремонтных работ для поддержания работоспособности систем регулирования давления без простоев в течение длительного времени.
Объединение управления технологическим процессом с мониторингом качества подразумевает использование передовых технологий и анализа данных для оптимизации процессов, проверки и стандартизации качества продукта. Внедрение систем мониторинга производительности оборудования, например, от нажатия переключателя до получения готовой продукции, подразумевает не только мониторинг. Для сбора данных также используются датчики. Эти данные впоследствии обрабатываются с помощью модели машинного обучения для выявления отклонений или проблем, которые могут возникнуть в процессе, и одновременно для обеспечения того, чтобы подобные условия не встречались в обычных производственных процессах. Многие организации могут легко определить, где меняются отраслевые и потребительские потребности, и обеспечить соответствие своих процессов этой динамике. Это имеет двойное преимущество на конкурентных рынках, поскольку не только повышает эффективность, но и стимулирует креативность и удовлетворенность клиентов.
Чаншэнда: Каковы основные части выдувной машины?? – Предоставляет подробную информацию об основных компонентах выдувных машин.
Машина Янькан: Название деталей экструзионно-выдувной машины – Перечисляет и объясняет названия и функции деталей экструзионно-выдувных машин.
MyWay Машина: Полное руководство по деталям выдувных машин и их функциям – Предлагает подробное руководство по ключевым компонентам и их ролям.
Тестовая тетрадь: Процесс выдувного формования — схема, принцип работы, типы – Охватывает компоненты и рабочий процесс выдувных формовочных машин.
A: Основные компоненты выдувной машины включают экструдер, пресс-форму, иглу для выдува, зажим и систему охлаждения. Эти компоненты работают вместе, создавая полые пластиковые изделия путем нагревания и формования пластиковых материалов, таких как полиэтилен высокой плотности (HDPE), в желаемые формы.
A: Процесс выдувного формования включает в себя нагревание термопластичного материала до его пластичности, после чего из него формируется заготовка. Эта заготовка помещается в форму, где в неё нагнетается воздух, который расширяет её и придаёт пластику полые формы, например, бутылки. Принцип работы основан на принципе выдува для создания конечного продукта.
A: Обычно для выдувного формования используются такие материалы, как HDPE, LDPE и PET. Эти пластики предпочтительны благодаря своей лёгкости, прочности и простоте обработки, что позволяет эффективно производить пластиковые бутылки и другие полые пластиковые изделия.
A: Экструзионно-выдувное формование включает в себя формирование заготовки из расплавленного пластика, в то время как литье под давлением с раздувом и вытяжкой Сначала изготавливается преформа, отформованная методом литья под давлением, которая затем растягивается и выдувается. Метод экструзии обычно используется для более крупных и простых форм, тогда как литье под давлением с раздувом и вытяжкой подходит для более сложных конструкций, таких как полностью автоматизированные ПЭТ-бутылки.
A: Полностью автоматическое выдувное формование машина автоматизирует весь процесс формования, от экструзии до охлаждения, повышая эффективность производства. Эти машины сокращают ручной труд и минимизируют ошибки, что обеспечивает более высокую производительность и стабильное качество при выдуве бутылок и других процессах.
A: Современная технология выдувного формования обеспечивает множество преимуществ, включая повышение скорости производства, повышение точности проектирования пресс-форм и сокращение отходов материала. Эта технология позволяет производителям эффективно создавать высококачественные и лёгкие полые пластиковые детали.
A: Да, современные машины для выдувного формования способны создавать сложные формы и конструкции. Используя сложные конструкции пресс-форм и принцип выдувного формования, производители могут производить широкий ассортимент полых пластиковых деталей, изготовленных под конкретные нужды.
A: Выдувная станция — важнейший компонент выдувной машины, где происходит собственно выдув. Она вмещает форму и иглу для выдува, позволяя расширять заготовку до нужной формы. Эффективность выдувной станции существенно влияет на общую производительность процесса формования.
A: К распространённым типам выдувного формования относятся экструзионно-выдувное формование, литьё под давлением с вытяжкой и литьё под давлением с выдувом. Каждый тип обладает своими уникальными преимуществами и выбирается в зависимости от конкретных требований к производимым пластиковым деталям.

Производственные процессы достаточно сложны, и выбор метода производства напрямую связан с ними.
Узнать больше →
Существует два основных метода изготовления пластиковых прототипов, которые большинство людей считают наиболее удобными.
Узнать больше →
Для человека, занимающегося проектированием и производством пластиковых компонентов или интересующегося ими, это
Узнать больше →