

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Acabamentos em aço inoxidável têm um impacto estético e funcional considerável em diferentes aplicações e, portanto, sua seleção deve ser feita com cautela. Este guia analisa três tipos de acabamentos — Mill, 2B e Polish — reivindicando suas características, aplicações e benefícios distintos com definições. Independentemente de o projeto exigir maquinário industrial, edifícios ou ornamentação, a conclusão da visão do cliente é alcançável se as informações necessárias sobre esses acabamentos estiverem disponíveis. O entendimento prático e polido dos acabamentos avançados neste artigo ajudará você a tomar decisões acertadas sobre sua seleção, conhecendo os benefícios de cada oferta.
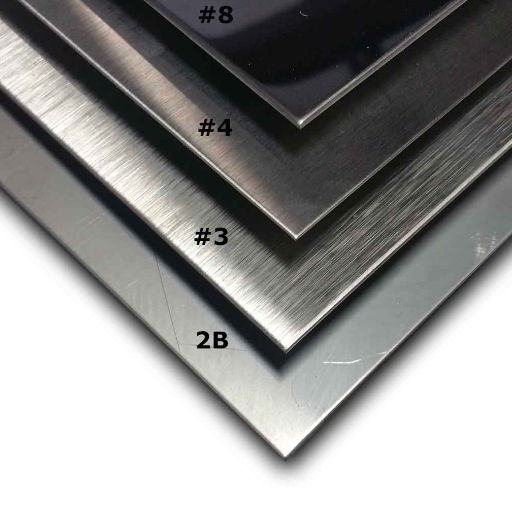
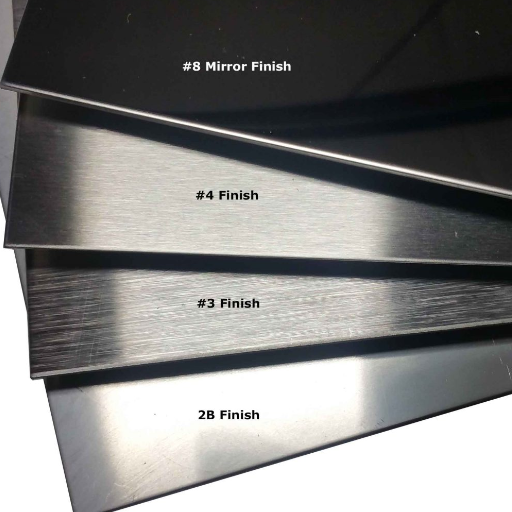
Acabamentos de aço inoxidável podem ser agrupados em categorias de aparência, textura e funcionalidade. Alguns dos acabamentos padrão são:
Acabamento de usinagem (nº 1) é um tratamento de superfície áspero e não polido usado em ambientes industriais onde o acabamento da superfície não é importante.
Acabamento Escovado (No. 4) – O tratamento mecânico da superfície produz uma textura suave. É usado em eletrodomésticos e obras arquitetônicas por causa de sua superfície macia e esteticamente agradável.
Acabamento Espelhado (No. 8) – A superfície é lisa e polida em alto grau, resultando em um reflexo de espelho. Usado em elevadores e fabricação de joias para fins decorativos.
Acabamento Fosco (No. 2B): Esta é uma superfície polida que é lisa, mas não brilhante. É amplamente usada em equipamentos de processamento de alimentos.
Acabamento acetinado — Este acabamento é aplicado levemente sobre o acabamento escovado para dar um toque sofisticado às partes internas e externas do edifício.
Cada um tem um uso estético e funcional distinto. Portanto, considerando as necessidades do projeto, o acabamento em aço inoxidável deve ser cuidadosamente considerado.
Acabamento de moinho descreve a superfície intocada do aço inoxidável após sua produção. Parece áspero e opaco, com algumas imperfeições em seu estado original. Embora esteticamente desagradável, esse acabamento ainda é benéfico para trabalho industrial ou quando polimento adicional é necessário, tornando-o econômico.
Parâmetros técnicos do acabamento do moinho:
A Rugosidade da Superfície (Ra) geralmente varia entre 0.5 e 1.5 µm. O valor varia com os processos exclusivos usados na fabricação.
A refletividade tende a ser baixa, mas pode variar com base na liga e no processo usado. Mais frequentemente, o resultado é um acabamento fosco.
Tolerância de espessura - Atende aos requisitos de conformidade das normas ASTM e EN, garantindo uniformidade para controle ou folhas.
Aplicações - Quase sempre usado em soldagem, obras de construção e como base para diversos revestimentos ou laminados.
Considerar as propriedades técnicas do acabamento de moinho é essencial ao escolher o material certo para seu projeto. Isso é especialmente verdadeiro quando a aparência é secundária. No entanto, você também deve garantir que o material atenda aos padrões ambientais e às expectativas de desempenho exigidos.
O acabamento 2B é amplamente apreciado por sua durabilidade, suavidade e uso multiuso. Foi obtido por meio de laminação a frio e recozimento, incluindo descalcificação e uma leve passagem final de rolos de polimento, que produziu uma superfície fosca com reflexão de luz. Por causa de suas impressionantes qualidades estéticas e funcionais, é considerado o acabamento padrão para aço inoxidável.
Vantagens do Acabamento 2B
Capacidade de suportar corrosão: o acabamento garantido minimiza cantos e fendas onde contaminantes podem se depositar, melhorando assim a resistência à corrosão, especialmente na presença de umidade e produtos químicos.
Higiênico e lavável: sua aparência relativamente uniforme e textura mais lisa são ideais para aplicações sanitárias em indústrias de processamento de alimentos e equipamentos médicos.
Pouco refletivo: O acabamento é brilhante, mas não muito, sendo mais adequado para fins industriais e arquitetônicos.
Parâmetros técnicos do acabamento 2B
Rugosidade média (Ra): declarada entre 0.3 a 0.5 μm, uma mistura perfeita de suavidade e, ao mesmo tempo, usabilidade.
Tolerância de espessura: Embora o acabamento não altere a espessura do material, ele proporciona o mesmo nível de precisão do processo de laminação a frio.
Preservação da camada de cromo: na descalcificação, o material mantém sua camada protetora de óxido de cromo, que previne ferrugem e desgaste, sendo, portanto, vital.
Aplicações
O acabamento 2B encontrou sua utilização em uma variedade de indústrias:
Alimentos e bebidas: Muitos tanques, balcões e máquinas de processamento utilizados são feitos devido às suas propriedades sanitárias.
Construção: Utilizado em revestimentos, painéis de elevadores e projetos de interiores e exteriores muito sofisticados, que exigem durabilidade e beleza.
Máquinas: Seu valor em resistência à corrosão e versatilidade em equipamentos e tubulações o torna ideal para uso industrial.
Eletrodomésticos de cozinha e painéis externos estão bem representados entre os produtos que os clientes compram, combinando funcionalidade com beleza sofisticada.
A percepção da natureza multifacetada e das especificidades do 2B pode ajudar a adaptar seu uso para atender às necessidades operacionais e de desempenho por um período prolongado.
Ao analisar acabamentos polidos, descobri que sua beleza e funcionalidade podem ser amplamente acentuadas com a aplicação adequada de sua estética. Superfícies polidas são ideais para recursos de construção e design, pois são elegantes e reflexivas, o que aumenta a visibilidade dessas superfícies. Além da estética, acabamentos polidos aumentam a limpeza e a suavidade da superfície, simplificando a manutenção e são cruciais nas indústrias de processamento de alimentos, farmacêutica e de saúde.
Acabamentos polidos também tendem a ter valores de suavidade Ra que atendem ao grau fornecido, como 0.1 – 0.5 um para aplicações de alto brilho ou ultra-higiênicas. Esses parâmetros são de extrema importância no controle de superfícies em ambientes regulamentados com limites de textura da pele para garantir seus padrões de segurança e saneamento. Um acabamento polido significa que não comprometo a precisão e o desempenho em requisitos técnicos e estéticos.
O acabamento 2B de chapas de aço é resultado de processos específicos em engenharia. Primeiro, o aço inoxidável passa inicialmente por laminação a frio para atingir a espessura apropriada. Ele passa pelo processo de escalonamento e é tratado termicamente em um ambiente controlado para aumentar sua resistência à corrosão. Finalmente, a chapa passa por um conjunto de rolos, produzindo uma superfície uniforme e brilhante característica do acabamento 2B. Este processo cria um acabamento fosco homogêneo que atende aos requisitos de inúmeras aplicações.
A laminação a frio é crítica para definir o acabamento da superfície e as propriedades mecânicas do aço inoxidável. O aço é colocado entre dois rolos na laminação a frio, comprimindo-o em temperatura ambiente. Isso aumenta a resistência do aço por meio do endurecimento por deformação, ao mesmo tempo em que diminui sua espessura. Após passar pelos rolos, o valor da espessura resultante é especificado, normalmente entre 20% e 50%, alterando as propriedades finais desejadas.
Este estágio é crucial para restaurar a ductilidade e refinar a microestrutura após a laminação a frio. Neste caso, ligas de aço inoxidável são aquecidas a cerca de 1,850°F a 2,100°F (1,010°C a 1,150°C) com controle sobre a atmosfera externa para evitar oxidação. Tensões internas são relaxadas durante o ciclo de resfriamento, seguido pelo amolecimento do aço, o que melhora a conformabilidade e a resistência à corrosão. O equilíbrio ideal de laminação a frio e recozimento atinge um produto final com resistência desejável, acabamento de superfície e durabilidade adequada para vários usos industriais.
A rugosidade da superfície é uma das características mais críticas necessárias para a qualidade e funcionalidade dos metais em questão, especialmente para uso industrial. Ela afeta a capacidade da superfície de receber revestimentos protetores, adesivos ou tintas, ao mesmo tempo em que afeta o desgaste, a lubrificação e as propriedades estéticas. Tome como exemplo a produção de aço inoxidável. Um acabamento de superfície mais liso melhora a resistência à corrosão porque os contaminantes não se depositam na superfície. A rugosidade média medida em micrômetros (µm), que representa o valor da rugosidade média (Ra), é um dos benchmarks métricos. Seu valor depende das especificações da aplicação e geralmente está dentro da faixa de 0.2 µm a 1.6 µm.
A decapagem é uma etapa ou complemento ao estágio de preparação da superfície dedicado à limpeza de escamas, ferrugem e outras incrustações da superfície do metal. É um processo químico que envolve mergulhar o objeto a ser limpo em uma solução de ácido clorídrico (HCl) ou sulfúrico (H2SO4) sob monitoramento constante para garantir que seja limpo com o mínimo de danos ao material. Os parâmetros ideais tendem a variar, mas geralmente compreendem uma proporção de ácido de 5 a 15 por cento, uma faixa de temperatura de 150 a 200 graus Fahrenheit (65 a 93 graus Celsius) e uma duração de tratamento entre cinco e trinta minutos. O resultado é uma superfície limpa e reativa para auxiliar nos processos de revestimento, soldagem e laminação.
Ao mesmo tempo, o gerenciamento preciso da rugosidade da superfície e técnicas de decapagem proficientes melhoram significativamente o desempenho, a vida útil e a durabilidade de materiais industriais em aplicações complexas.
Ter o melhor resultado enquanto materiais de usinagem e polimento requer seguir uma abordagem processada. Aqui estão os passos que eu costumo seguir:
Preparação da superfície
Primeiro, eu verifico e limpo o material removendo sujeira, graxa e contaminantes da superfície. Esta etapa garante que resíduos não interfiram nos procedimentos de limpeza e polimento. Quando trabalho de precisão é necessário, eu uso limpadores ultrassônicos ou agentes de dissolução.
Usinagem
Eu trago o objeto mais perto de sua forma e dimensões aceitas usando máquinas CNC ou tornos que podem girar, furar e fresar. As etapas de usinagem dependem da dureza do material e da estrutura pretendida. As configurações da ferramenta são guiadas por taxas de avanço, velocidades de corte e características do material; a usinagem de alumínio, por exemplo, é realizada com cortadores HSS a velocidades de 200-300 m/min, metais mais macios são cortados em velocidades muito mais altas.
Polimento Inicial
Eu removo os abrasivos de corte em várias etapas. Começo com lixadeiras de cinta grossas, ferramentas rotativas ou blocos de lixamento variando de 80 a 120 grãos e termino obtendo uma superfície uniforme. Minha escolha de abrasivos depende do material. Aço inoxidável mais áspero requer abrasivos de carboneto de silício.
Polimento Fino
Na segunda fase, faço passadas progressivamente mais finas (por exemplo, 400 a 1,500 grit) para polir a aspereza e os detalhes da superfície da peça, chegando mais perto da conclusão. Como último passo nos compostos de polimento, uso rouge ou pasta de diamante para obter um acabamento espelhado para aplicações altamente reflexivas.
Medindo a Rugosidade da Superfície
Após o polimento, verifico a rugosidade da superfície com um perfilômetro. Dependendo das funcionalidades necessárias, a rugosidade normalmente cai dentro da faixa de valor médio de 0.1 e 0.5 µm (micrômetros) para usos técnicos específicos. Atender a esses requisitos garante a operabilidade em ambientes precisos, como dispositivos aeroespaciais e médicos, e é por isso que geralmente é o caso.
Eu garanto os aspectos estéticos, funcionais e a qualidade desejados do material aplicando esses parâmetros e processos.

O acabamento espelhado em aço inoxidável não é apenas esteticamente atraente, mas também atende a muitos propósitos funcionais. A primeira vantagem prática do acabamento é que sua superfície lisa e esticada minimiza a chance de corrosão devido à ausência de micro lacunas onde umidade e contaminantes podem se acumular. Em segundo lugar, a superfície também é mais fácil de limpar, o que a torna adequada para indústrias como processamento de alimentos e saúde, onde a higiene é crítica. Um acabamento espelhado aumenta a eficiência energética de edifícios ou peças decorativas devido à maior refletividade da luz. Finalmente, o visual marcante e polido agrada a todos os produtos, tornando-se o acabamento ideal para designs de alta qualidade.
Várias especificações técnicas devem ser definidas ao considerar o gerenciamento e a realização de uma superfície altamente refletiva. Por exemplo, a rugosidade de superfície recomendada do material deve estar entre 0.01 e 0.05 mm em Ra, o que garante máxima refletividade e dispersão mínima de luz. Para aplicações mais avançadas, como painéis solares ou mesmo sistemas de iluminação interna, a taxa de refletância do material deve estar acima de 90%. Outro aspecto crucial é a resistência à corrosão comumente fornecida pelo aço inoxidável (por exemplo, grau 316) ou alumínio com revestimentos. Além disso, uma técnica de passivação adequada auxilia no controle da oxidação, especialmente em ambientes úmidos ou agressivos. Todos esses fatores ajudam a construir credibilidade e maximizar a otimização da superfície para fins industriais ou decorativos agressivos.
As aplicações do processamento de alimentos
O processamento de alimentos requer materiais que garantam higiene, longevidade e não contaminação. O aço inoxidável, particularmente os graus 304 e 316, é amplamente utilizado em suas estruturas devido à corrosão, facilidade de limpeza e não reatividade alimentar. Por exemplo, o grau 316 é ideal para ingredientes altamente salinos ou ácidos devido ao seu teor de molibdênio, que melhora a resistência à corrosão. Acabamentos de superfície como superfícies 2B ou eletropolidas minimizam a aderência de micróbios e agilizam os processos de esterilização, melhorando a otimização da limpeza. A conformidade com as regulamentações FDA, NSF e ISO 22000 é frequentemente obrigatória para componentes projetados para interfaces de contato com alimentos. Eles abrangem tanques de mistura, superfícies de corte, sistemas de transporte, etc., para aumentar a segurança alimentar e as boas práticas de fabricação durante a produção de alimentos.
Aplicações da indústria automotiva
A indústria automotiva usa materiais avançados e tecnologias de tratamento de superfície para melhorar a durabilidade, o desempenho e a qualidade estética. Aços revestidos e ligas de alumínio de alta resistência são comumente selecionados devido ao seu baixo peso, o que melhora a eficiência de combustível enquanto mantém a integridade estrutural do veículo. Por exemplo, os sistemas de chassis se beneficiam da galvanização e da vida útil mais longa do aço revestido de zinco, e as ligas de alumínio da série 6000 são amplamente utilizadas na construção da estrutura da carroceria do veículo. A deposição eletroforética (EPD) e o revestimento em pó são tratamentos de superfície que protegem contra a corrosão, especialmente em condições severas da estrada, como exposição ao sal ou à umidade. Além disso, os componentes do motor são fabricados a partir de materiais resistentes ao calor, como cerâmica ou revestimentos especializados para garantir a confiabilidade sob temperaturas extremas. Diversas aplicações automotivas incluem estruturas, painéis e sistemas de frenagem, onde o desempenho e a longevidade são essenciais.
Alcançar um acabamento espelhado 8 requer um processo finamente ajustado para atingir uma superfície impecável que seja altamente reflexiva. Neste caso, várias etapas são tomadas, incluindo começar com retificação fina enquanto incorpora níveis de granulação progressivamente mais altos, já que níveis de granulação mais altos tendem a ser de 120 a implorar 400. Primeiramente, polimos mecanicamente a superfície da peça de trabalho com compostos abrasivos até que a superfície esteja visualmente lisa o suficiente para ser comparada a um espelho. Finalizando o processo, o polimento é realizado com compostos ultrafinos ou almofadas de polimento para que os arranhões sejam inexistentes e o brilho semelhante ao de um espelho seja imaculado. A superfície obtida geralmente tem um valor Ra (média de rugosidade) menor ou igual a 0.05 de leitura nos micrômetros, o que está em conformidade com o padrão de rugosidade para um acabamento espelhado autêntico implícito na indústria.
Da mesma forma, um polimento de oito envolve um processo de passo controlado com precisão, permitindo a obtenção de uma classificação tão alta em suavidade e refletividade. Ainda assim, ele não atinge a reivindicação de menos reflexão do acabamento de espelho de 8. Este procedimento comum envolve tratamento de polimento seguido de retificação com níveis de retificação intermediários. O acabamento resultante é liso, muito e com poucas avalanches, razão pela qual o valor Ra, embora altamente uniforme, é proporcionalmente em torno de 0.10 a 0.25 micrômetros, claramente dependendo dos padrões definidos. Estes são geralmente vistos em indústrias que exigem superfícies atraentes e higiênicas para fins alimentícios e médicos.

Identifique o tipo de acabamento necessário para resistência estética, à corrosão ou a bactérias. Isso garantirá que o acabamento escolhido satisfaça objetivos funcionais e específicos da indústria.
Lembre-se sempre de empregar ferramentas excepcionais para o grau do aço inoxidável, incluindo abrasivos e escovas não contaminantes. Isso garantirá que os materiais não sejam destruídos ou comprometidos.
Ao lixar ou polir, trabalhe na direção do grão existente para manter uma aparência uniforme e evitar arranhar a superfície.
Superfícies de aço inoxidável devem ser limpas e trabalhadas durante e após o acabamento. Não fazer isso permitirá que contaminantes que causam descoloração e corrosão permaneçam.
Realize inspeções e testes rigorosos, incluindo a medição da rugosidade da superfície (valor Ra), para confirmar se o acabamento atende aos padrões e especificações desejados.
A seleção correta do grão abrasivo é crucial para atingir o acabamento ou polimento desejado no aço inoxidável, ao mesmo tempo em que protege sua integridade. Depende principalmente do tipo de acabamento que precisa ser obtido:
Grão grosso (grão 36-80):
É melhor para raspar material pesado ou preparar a superfície para os processos de acabamento mais finos que se seguem. É tipicamente empregado em operações que exigem acabamento de solda ou contorno.
Grão médio (grão 120-180):
Usado para alisar superfícies ásperas e entrar nos estágios iniciais da fase de polimento. Auxilia na transformação de acabamento em termos grosseiros para procedimentos de polimento mais refinados.
Grão fino (grão 220-400):
Usado para obter um acabamento acetinado ou escovado. Equilibra efetivamente a remoção de material e o alisamento da superfície.
Grão ultrafino (grão 600-2000+):
É melhor para superfícies que exigem um acabamento espelhado ou são altamente reflexivas. Elimina arranhões e imperfeições, produzindo uma aparência polida.
Os tamanhos de grão devem ser ordenados linearmente, começando com um abrasivo grosso e terminando com um ultrafino. O tipo de aço inoxidável usado, o acabamento desejado e o dano potencial que pode ocorrer devido à lavagem excessiva ou danos na superfície devem ser todos considerados. Testes periódicos, como medição da rugosidade da superfície (valor Ra), devem informar como o processo é conduzido para satisfazer os pré-requisitos técnicos.
Várias indústrias, da construção à fabricação de equipamentos médicos, preferem usar aço inoxidável devido à sua resistência à corrosão e capacidade de suportar ferrugem. A resistência do aço inoxidável à corrosão é obtida pela presença de cromo, que reage com oxigênio e se transforma em óxido de cromo passivado na superfície, tornando-o imóvel. É importante observar que um determinado grau de aço inoxidável e sua resistência à ferrugem dependem fortemente de sua composição e exposição a elementos ambientais.
Principais fatores que influenciam a resistência à corrosão:
O aço inoxidável tem um mínimo de 10.5% de cromo, e um valor de cromo mais alto aumenta a resistência à corrosão. Para graus de aço resistentes à ferrugem, o grau 304 com 18% de cromo e o grau 316 com 16-18% de cromo e adição de molibdênio resistem poderosamente à oxidação geral.
O molibdênio aumenta a resistência à corrosão por pites e frestas, especialmente em ambientes ricos em cloreto, como aplicações marítimas. O grau 316 contém 2-3% de molibdênio, aperfeiçoando-o para tais condições.
O níquel melhora a tenacidade e a conformabilidade, aumentando ainda mais sua resistência à corrosão, e faz parte de aços inoxidáveis austeníticos, como 304 e 316.
Um acabamento de superfície altamente polido reduz a rugosidade da superfície e melhora a resistência à corrosão ao limitar a formação de fendas. Para aplicações que exigem alta durabilidade e resistência à erosão, um valor Ra suave de 0.2 a 0.5 micrômetros é o preferido.
Tipos comuns de corrosão e graus relacionados:
Graus como 304 e 304L apresentam bom desempenho em ambientes com baixo teor de cloreto.
Para ambientes expostos à água do mar ou cloretos, recomenda-se o grau 316 ou 316L devido ao molibdênio adicionado.
Aços inoxidáveis duplex como o 2205 são altamente resistentes ao SCC, tornando-os adequados para indústrias químicas e vasos de pressão.
Variantes de baixo carbono, como 304L e 316L, ajudam a prevenir a corrosão do soldador minimizando a precipitação de carboneto.
Parâmetros técnicos e recomendações:
Quanto mais adequado for o grau de aço inoxidável selecionado para a resistência à corrosão necessária, melhor será seu desempenho e durabilidade, minimizando a manutenção. Portanto, é essencial considerar as condições ambientais e os requisitos técnicos ao selecionar a liga certa para seu propósito.
Acabamento escovado e polimento mecânico de aço inoxidável para melhorar a qualidade da superfície e o apelo estético para aplicações específicas. Um polimento de superfície, um acabamento escovado, é obtido usando cintas abrasivas ou escovas. O padrão de grãos unidirecional resultante empresta à superfície uma característica fosca e texturizada. Este acabamento é mais adequado para aparelhos modernos e elegantes ou componentes arquitetônicos. Além disso, o polimento mecânico é o processo de polir uma superfície de aço inoxidável com um moedor e, posteriormente, remover a rugosidade da superfície por meio de etapas de polimento mais finas até que uma maior suavidade seja alcançada, o que resulta em uma superfície reflexiva. Essa técnica é comum nas indústrias de processamento de alimentos e farmacêuticas, onde a higiene e a facilidade de limpeza e manutenção são primordiais.
Parâmetros técnicos:
Acabamento escovado:
Rugosidade da superfície (Ra): 0.4-1.5 micrômetros, dependendo dos abrasivos utilizados.
Níveis de grão abrasivo: 120 e acima, geralmente entre 120 e 320.
Aplicações: Superfícies ornamentais, aplicações focadas em design.
Polido mecanicamente:
Rugosidade da superfície (Ra): ≤0.25 micrômetros para espelhos.
Etapas de polimento: O processo de várias etapas começa com granulação grossa (150) e leva à granulação ultrafina (1200 e acima).
Escopo de trabalho: Ambientes limpos, indústrias sensíveis.
Ambos os métodos devem considerar condições funcionais e antigas para atender às expectativas de durabilidade, higiene e beleza.

Os graus de aço são essenciais para a qualidade, durabilidade e aparência do acabamento do aço inoxidável. Graus diferentes, como 304 ou 316, diferem em composição, especialmente em cromo, níquel e outros metais de liga. Para ilustrar, o grau 316 é ideal para ambientes severos e aplicações sanitárias porque tem níveis mais altos de molibdênio, o que aumenta a resistência à corrosão. Alternativamente, o grau 304 é menos caro, versátil e mais adequado para acabamentos decorativos menos exigentes. Devido à dureza e ductilidade de graus específicos, a facilidade de polimento ou escovação é melhorada, influenciando a textura ou suavidade da superfície alcançada. A escolha certa do grau de aço garante que o acabamento atenderá aos requisitos estéticos e funcionais pretendidos da aplicação.
O grau 304 pode ser mais versátil e econômico, mas ainda se destaca em comparação a outros graus de liga. No entanto, ele difere em desempenho comparativamente menor. Abaixo está uma comparação que captura a essência:
Resistência à Corrosão
304: Boa resistência à corrosão em ambientes amenos, mas apresenta corrosão por pites e frestas em ambientes com alto teor de cloreto.
316: Melhor resistência a cloretos e produtos químicos agressivos devido ao teor de 2-3% de molibdênio; isso o torna ideal para aplicações marítimas ou industriais.
Tolerância de temperatura
304 – Alta eficiência operacional de ~ -195°C a 870°C – funciona bem em temperaturas elevadas, mas pode escalar com tempo suficiente.
316 – Possui resistência comparável ao calor com resistência adicional em ambientes corrosivos e de alta temperatura.
Resistência e Ductilidade
304 – Oferece excelente ductilidade e facilidade de fabricação com resistência à tração de 515 MPa e limite de escoamento de 205 MPa.
430 (Aço inoxidável ferrítico) – Possui menor resistência à tração (~450 MPa) e ductilidade limitada, sendo frequentemente usado para aplicações decorativas ou estruturalmente não críticas.
Custo
304 – Considerado mais econômico que o 316 devido ao menor teor de níquel e molibdênio.
316 – Escolhido quando o custo adicional faz sentido devido ao conteúdo de molibdênio e ao desempenho de grau superior.
Adequação do aplicativo
304 – Considerado para fabricação geral, equipamentos de cozinha e componentes arquitetônicos devido à resistência razoável, boa resistência à corrosão e baixo custo.
316 – Preferido em indústrias farmacêuticas, de processamento de alimentos ou marítimas, onde condições de carga mais rígidas e multidirecionais estão presentes.
Os fabricantes podem garantir eficiência e desempenho ideais adaptando os custos às demandas ambientais e técnicas selecionando graus de liga.
Camadas de óxido são significativas no aço inoxidável porque ditam o acabamento da superfície e o desempenho do metal em diferentes aplicações. Essas películas “passivas” e protetoras são camadas de óxido criadas quando o cromo no aço inoxidável reage com o oxigênio. Além de proteger contra corrosão, essa camada também impacta a beleza e a suavidade da superfície.
Uma camada de óxido normalmente encontrada em aço inoxidável varia entre 1 e 10 nanômetros de espessura e é influenciada por fatores ambientais e composição da liga. Por exemplo, os graus 304 e 316 têm camadas de alto óxido de cromo, mas alguns graus 304 não têm. Isso significa que o cromo de grau 304 e 316 geralmente tem acima de 16 – 18% de óxido de cromo, e o 316 possui 16 – 18% mais 2-3% de molibdênio.
A espessura e a uniformidade da camada de óxido afetam a cor e a refletividade da superfície. Camadas de óxido limpas fazem a superfície parecer lisa e brilhante; fatores ambientais, incluindo alta umidade, cloretos e temperaturas elevadas, podem produzir manchas ou descoloração.
Tratamentos de superfície, incluindo polimento e moagem, influenciarão a camada de óxido. Por exemplo:
Alguns elementos como tempo, concentração do agente oxidante e temperatura têm efeitos decisivos no funcionamento da camada oxidada:
Os fabricantes podem atingir desempenho aprimorado ao entender o comportamento da camada de óxido e incorporar tratamentos de superfície específicos para a liga e aplicação. Isso permite resistência à corrosão ideal, mantendo o valor estético.
O acabamento selecionado para um componente é influenciado pelas técnicas de soldagem e fabricação empregadas, e o desempenho e a aparência do material são bem considerados. Soldagem ou fabricação ruins podem romper a camada de óxido, levando a inconsistências como descoloração, aspereza e regiões propensas à corrosão. Além disso, tensões térmicas de solda podem alterar a microestrutura do material, que precisaria ser tratado após a soldagem para atingir a integridade da superfície.
Alguns parâmetros relevantes nos processos de soldagem e fabricação são:
Entrada de calor – Soldas feitas com muito calor, principalmente com aços inoxidáveis, podem levar à sensibilização dos limites dos grãos, aumentando a probabilidade de corrosão.
Suavidade da superfície (Ra) — Um Ra muito baixo obtido a partir de a retificação e o polimento minimizam extensivamente as superfícies sujeito à corrosão ou detritos no processamento de alimentos e produtos farmacêuticos.
Passivação pós-soldagem – Garante que uma camada de óxido uniforme e protetora na superfície do aço inoxidável será reformada.
Estresse Residual – Tratamentos realizados após a solda, como recozimento, melhoram a durabilidade a longo prazo.
Considerar e incorporar os parâmetros acima na seleção do acabamento pode garantir que o produto final obtido seja aprimorado e, ao mesmo tempo, funcional e com maior confiabilidade.
Fornecedor líder de usinagem CNC de metal na China
R: Os acabamentos de aço inoxidável são variados e incluem opções de fresagem, 2B e polimento. Esses acabamentos são produzidos para melhorar a aparência e o desempenho do aço inoxidável em diferentes aplicações.
R: Um acabamento de laminação 2B é um acabamento brilhante obtido por laminação a frio, seguido de recozimento e descalcificação. É comumente usado por seu acabamento refletivo e é adequado para vários acabamentos que exigem uma superfície mais lisa.
R: Um acabamento 4, um acabamento escovado, é menos reflexivo do que um acabamento de moinho 2B. Ele é obtido usando rolos polidos e é comumente usado em aplicações como equipamentos de restaurante e elementos arquitetônicos.
R: Um acabamento recozido brilhante é um acabamento altamente refletivo obtido por meio de tratamento térmico em uma atmosfera controlada. Esse acabamento é frequentemente usado em aplicações decorativas e oferece excelente resistência à corrosão.
R: Um acabamento 2D é um acabamento fosco e não reflexivo produzido por laminação a frio seguida de recozimento. É usado em aplicações onde uma superfície menos reflexiva é desejada, como na fabricação de instrumentos cirúrgicos.
R: Um acabamento de 8 espelhos é um acabamento altamente refletivo e polido obtido por meio de polimento extensivo. É usado em aplicações decorativas que exigem uma aparência de espelho.
R: O acabamento único, conhecido como “acabamento de moinho”, é o acabamento mais áspero produzido diretamente de aço inoxidável laminado a quente ou a frio. Ele é tipicamente usado em aplicações onde a lisura da superfície não é crítica.
R: Os elementos arquitetônicos geralmente usam vários acabamentos, como o acabamento em quatro camadas ou o acabamento recozido brilhante, devido ao seu apelo estético e capacidade de resistir à corrosão.
R: O tratamento térmico, como o recozimento brilhante, pode melhorar as qualidades refletivas dos acabamentos de aço inoxidável e melhorar sua resistência à corrosão, tornando-os adequados para aplicações de alta temperatura.
R: Quanto mais lisa a superfície de um acabamento de aço inoxidável, melhor sua capacidade de resistir à corrosão. Isso ocorre porque superfícies mais lisas têm menos irregularidades onde elementos corrosivos podem aderir.

Os processos de fabricação são bastante complexos e a escolha de um método de produção está diretamente relacionada a eles.
Saiba mais →
Existem dois métodos principais de fabricação para produzir protótipos de plástico que a maioria das pessoas considera úteis.
Saiba mais →
Como pessoa envolvida ou interessada no projeto e na produção de componentes plásticos,
Saiba mais →