

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Computer numerical control (CNC) machines combineren nauwkeurigheid en productiviteit tegelijkertijd, dus het is geen verrassing dat ze de moderne productie hebben gerevolutioneerd. De functie van CNC ligt echter in de gespecialiseerde taal in codering, waaronder zowel G-Code als M-Code. Deze programmeertalen zijn richtlijnen voor het verplaatsen, snijden en vormen van verschillende materialen met een CNC-machine. Het maakt niet uit of u een ervaren machinist bent, een autodidactische programmeur of gewoon iemand die wil leren hoe onderdelen tot leven komen; het is essentieel om basiskennis te hebben van G- en M-codes. Dit artikel schetst de structuur, functies en praktische toepassingen van deze codes. Al dergelijke informatie wordt geanalyseerd vanuit een technisch perspectief terwijl het wordt toegepast op machinale bewerking. Tegen die tijd zult u een uitgebreider begrip hebben van hoe deze codes helpen bij innovatie in verschillende industrieën, variërend van lucht- en ruimtevaart tot automobielindustrie en nog veel meer.
Zowel G-Code als M-Code dienen hetzelfde doel bij het programmeren, namelijk het CNC-bewerkingscentrum (Computer Numerical Controlled) in staat stellen taken op een gecontroleerde manier uit te voeren, rekening houdend met de werking van de machine.
De bijbehorende combinatie van G-Code en M-Code biedt grotere mogelijkheden voor het evalueren van bewerkingsbewerkingen en -technieken dan lineaire interpolatie van vooraf gedefinieerde G-Code-paden, waardoor andere mogelijke methoden of andere vormen van interferentie worden uitgesloten.
G-Code, of de Geometrische Code, bestuurt numerieke besturingsmachines (NC) of computer numerieke besturingsmachines. Het wordt voornamelijk uitgegeven voor het besturen van bewegingen en het uitvoeren van machinebewerkingen, zoals positioneren, snijden of boren, om materialen te wijzigen in specifieke componenten. Het verbetert de automatisering van het proces dat wordt geboden door de specifieke opdrachten. G-Code zet de plannen om in fysieke onderdelen. Dit zorgt voor uniformiteit, precisie en productiviteit tijdens het vervaardigen van bewerkte onderdelen.
Relief's Miscellaneous Code is handig samen met G-Code omdat het hulpfuncties biedt die helpen bij de bediening van de machine, zoals wat M-Code wordt genoemd. Aan de andere kant houdt G-Code zich vooral bezig met de positionering en de beweging van gereedschappen.
M03 is een voorbeeld van een commando dat wordt gebruikt in CNC-programmering om de spindel met de klok mee te laten werken, terwijl M08 het koelmiddel start. Door deze codes te gebruiken, is het mogelijk om de gecoördineerde werking van secundaire functies te garanderen die essentieel zijn voor de precisie en de geautomatiseerde efficiëntie in bewerkingsprocessen.
Bewerkingssystemen die M-Code target zijn gespecialiseerd in complexe bewerkingen, en dit betekent dat operators met M-Code de volgorde en zelfs de veiligheid tijdens de bewerkingen kunnen controleren en bewaken. Met de moderniteit van CMC-systemen worden nu ook configureerbare M-codes ondersteund. Dergelijke command-to-manufacture-configuraties zijn nuttig gebleken in systemen zoals de lucht- en ruimtevaart, automobielindustrie en medische apparaten, waar de nadruk ligt op betrouwbaarheid en precisie.
G-Code en M-Code integreren en functioneren synchroon om de regels en parameters van de bewegingen en bewerkingen van de CNC-machine te reguleren. G-Code schetst de details met betrekking tot de beweging, de positie van de machinecomponenten en de richting van de snijkanten van de machine, bijvoorbeeld lineaire en circulaire interpolatie, ascoördinatie, enz. Daarnaast bepaalt G-Code ook de snijpaden. M-codes, zoals het starten van de spindel, de circulatie van koelmiddel en het wisselen van gereedschappen, regelen hulpfuncties. Coderingssystemen hebben echt een geavanceerde manier om de bewerkingen die men wil bereiken, te integreren en te regelen.
Bijvoorbeeld, in een normaal CNC-programma kan een G-code worden geschreven als `G01 X50 Y50 F100`, waarbij de code een snijgereedschap opdracht geeft om op een rechte (lineaire) manier te bewegen naar de coördinaten (X50, Y50) positie bij (F100) feed. Ondertussen zorgt een M-code zoals `M03 S1000` ervoor dat de spindel met de klok mee draait met 1000 RPM. Het resultaat is dat het materiaal van de spindel wordt verwijderd terwijl giswerk wordt geëlimineerd en er wordt geprobeerd om optimale omstandigheden te vinden. Kortom, dit is hoe de G-code van CNC werkt.
De integratie van G-Code en M-Code wordt in nieuwe CNC-systemen voortdurend verbeterd. Moderne controllers hebben dynamische code-interpretatie, wat de bewerkingsefficiëntie verbetert door wachttijden tijdens het verwerken van instructies te elimineren. Zoals industriële prestatiegegevens laten zien, hebben sommige geavanceerde multi-contour CNC-machines een gereedschapspadnauwkeurigheid van ± 0.01 mm, wat vraagt om perfecte synchronisatie van besturingscodes. Met goede programmering kunnen de codes zo worden geprogrammeerd dat deze wijzigingen leiden tot de beste cyclustijden met voldoende kwaliteit van de onderdelen.
De G-code, of Geometrische Code, is de basisprogrammeertaal voor het besturen van CNC-machines. Het geeft de specifieke bewegingen en acties zoals het positioneren van het gereedschap, het instellen van de invoersnelheden, het kiezen van de bewerkingspaden, enzovoort. G-codes met G-functies zoals G01 en M-functie G-codes worden vaak gebruikt in combinatie met de M-codes.
Systematisering in het mogelijk maken van G-code omvat nu de opname van geautomatiseerde processen zoals Computer Aided Manufacturing, die hielpen bij het minimaliseren van het aantal vereiste wijzigingen en het verhogen van de nauwkeurigheid. Bovendien zorgt de toevoeging van feedbackloops in verschillende CNC-machines ervoor dat gereedschapspaden tijdens het proces kunnen worden gewijzigd om onnauwkeurigheden te verminderen. Het kennen en gebruiken van de juiste G-code-opdrachten heeft een groot effect op de superioriteit van het werkstuk, de nauwkeurigheid van de bewerking en de productiviteit van het gehele productieproces.
Niet-snijdende bewerkingen in CNC-bewerkingsprocessen, waaronder maar niet beperkt tot het openen of sluiten van machinedeuren, het in- of uitschakelen van koelsystemen en het starten of stoppen van de spindel, vallen allemaal onder Diverse codes van M-codes. Met G-code gericht op het gereedschapspad en de beweging, werkt M-code aan machinespecifieke bewerkingen zoals het instellen van de machine en het veilig transporteren ervan tijdens het uitvoeren van de snijbewerkingen. Deze modus varieert van binnen M03 (spindel met de klok mee aan) en M08 (koelmiddel aan) tot M30 (programma-einde en reset). Dit zijn allemaal essentiële opdrachten voor de effectieve werking van CNC-machinefuncties. Het belangrijkste is dat de G-code ze allemaal overschaduwt. Ze vormen het verschil tussen de gereedschapsbewegingsopdrachten en M-code gericht op de machine. G- en M-codes moeten samen worden gebruikt voor optimale prestaties en veilige bewerking. Bijgevolg kan het juiste en gecombineerde gebruik van G-code en M-code de operationele workflow binnen de machine verbeteren.
G-Code is instrumenteel in het dicteren van de acties van machinegereedschappen, zoals de richtingen die moeten worden verplaatst, de snijpaden die moeten worden gevolgd, de te gebruiken invoersnelheden en de in te stellen spindelsnelheden. Dit definieert de beweging van het bewerkingsgereedschap naar de vereiste posities om het vooraf gedefinieerde werkstuk te snijden of te vormen. Aan de andere kant beheert M-Code de niet-invoerfuncties van de machine, zoals het in- en uitschakelen van de spindel, het starten en stoppen van de koelsystemen en het beëindigen van het programma.
G-code wordt gebruikt tijdens het bewerken, terwijl M-code de perifere functies van de machines bestuurt. Het is even belangrijk om op te merken dat deze twee codes nauwkeurige en volledige CNC-bewerkingen mogelijk maken wanneer G- en M-codes respectievelijk op de juiste manier en adequaat worden gebruikt.
G Code wijzigt de besturing van een machine, inclusief de snijbeweging, door de exacte relatieve beweging van de machinegereedschappen ten opzichte van actiepaden te definiëren, waardoor G-codes van M-codes worden onderscheiden. Het stelt mij in staat om informatie te sturen, bijvoorbeeld in de vorm van lijnen of bogen, wijziging van voedingssnelheden of wijziging van snijdieptes, wat ervoor zorgt dat de bewerking correct en consistent plaatsvindt. Ten slotte helpt het mij om te bepalen hoe de machine beweegt en snijdt om de vorm van het onderdeel te krijgen dat ik wil.
M-Code omvat een aantal programma-instructies die hulpfuncties en -bewerkingen tijdens CNC-programmering en de verschillende functies van de machine besturen. In vergelijking met G-Code, dat zich richt op beweging en gereedschapspaden, houdt M-Code toezicht op geometrische bewegingen die niet essentieel zijn voor het bewerken. Deze opdrachten omvatten spindelbewerkingen, zoals starten, stoppen en de rotatierichting wijzigen, het koelmiddel activeren en deactiveren, de gereedschappen wijzigen en andere machinestatussen, waaronder routinematige programmastops, moduswijzigingen en operationele moduswijzigingen.
De basis M-codes die worden gebruikt, omvatten bijvoorbeeld `M03`, dat wordt gebruikt om de spindel met de klok mee te starten, `M08`, dat wordt gebruikt om de koelvloeistof aan te zetten, en `M30`, dat wordt gebruikt om een programma te beëindigen terwijl de machine wordt gereset naar de standaard- of startpositie. Geavanceerdere versies van CNC-systemen kunnen tegenwoordig ook complexe functies in M-code ondersteunen, zoals machinespecifieke instructies die probes inschakelen, veiligheidscontroles regelen of taken automatiseren zoals palletwisselen.
Verschillende fabrikanten van CNC-machines bieden verschillende M-codes. Verschillende merken en machines kunnen extra M-codes bevatten, die meer flexibiliteit bieden voor specifieke aangepaste functies. Commerciële CNC-controllers zoals FANUC of Siemens bieden normaal gesproken uitgebreide handleidingen die de operationele limieten beschrijven met betrekking tot de besturing van M-codes die in hun systemen zijn opgenomen om veilige en efficiënte uitvoering van de beschreven instructies mogelijk te maken. Door M-codes op de juiste manier te gebruiken in aanvulling op G-codes, stelt M-code-optimalisatie in combinatie met G-code fabrikanten in staat om workflows en productiviteit te verbeteren.
G-Code en M-Code moeten worden gecombineerd om geïntegreerde en uitgebreide CNC-programma's te formuleren. M-Code en G-Code zijn kritische aspecten van de mogelijkheden van de CNC-machine. De belangrijkste functies van G-Code omvatten het definiëren van geometrieën en gecoördineerde bewegingen van de machine, waaronder snijpaden en bewegingen van gereedschappen. Daarentegen behandelt M-Code hulpfuncties, waaronder gereedschapswissel, spindelactivering en koelmiddelregeling.
Complexe geometrieën kunnen worden geconstrueerd met behulp van G-code-opdrachten. De bewegingen die een computergestuurde machine kan uitvoeren, omvatten bijvoorbeeld lineaire bewegingen (G01) en cirkelvormige bewegingen (G02/G03). De relatief nieuwe Computerized Numerical Control (CNC)-programma's bevatten geavanceerde functies zoals meerdere G-code-opdrachtreeksen om ingewikkelde patronen te maken of multi-assige sneden uit te voeren met toleranties van ±0.01 mm voor kritische precisieproductietaken. M-codes zoals M03 (draait spindel met de klok mee), M06 (wisselt gereedschap) en M09 (koelmiddel uit) werken op de achtergrond door verschillende componenten aan en uit te zetten en de staat van de machine te optimaliseren. Deze acties zorgen voor een verbeterde operationele efficiëntie tijdens de productie.
De adoptie van hogesnelheids-CNC-bewerking wordt steeds populairder. Dezelfde rapporten geven aan dat de samenwerking van G-Code en M-Code integraal is voor hun succes. Hun samenwerking verbetert de productiviteit verder, omdat redundantie en inactieve tijden worden geëlimineerd. Het meest opvallend is de implementatie van gesynchroniseerde G- en M-Code-processen, die een afname van de cyclustijden van ongeveer 20 - 30% mogelijk maken, met name binnen de automobiel- en lucht- en ruimtevaartindustrie.
Tegenwoordig hebben moderne CNC-controllers de optie van simulatietools, waarmee machinisten kunnen bevestigen hoe G-Code en M-Code functioneel zouden interacteren vóór de uitvoering. Deze simulaties helpen bij het herkennen van mogelijke fouten, zoals gereedschapsbotsingen of onjuiste spindelsnelheden, waardoor de gecombineerde programmeerstrategie wordt verbeterd. De automatisering van G-Code en M-Code is volledig geïntegreerd door CNC-fabrikanten om betrouwbare en nauwkeurige workflows te vormen in een reeks industrieën.

G00 (Snelle positionering)
Met de opdracht G00 kan het gereedschap op een gewenste locatie worden geplaatst zonder materiaal te snijden. Voordat een bewerking start, wordt het gereedschap meestal met maximale machinesnelheid naar de gewenste locatie verplaatst. Het is essentieel om de opdracht te gebruiken om de tijd te verkorten die wordt besteed wanneer er geen productiviteit bij betrokken is. Programmering moet echter zorgvuldig worden uitgevoerd om botsingen te voorkomen wanneer de machine snel werkt.
G01 (lineaire interpolatie)
In de G01-opdracht wordt de gereedschapsbeweging beperkt en snijdt het in een rechte lijn met een gedefinieerde voedingssnelheid. Deze opdracht is instrumenteel bij het uitvoeren van taken zoals boren, frezen of nauwkeurig snijden in een lineaire vorm. Bijvoorbeeld, in gevallen waarin een voedingssnelheid is geprogrammeerd op 500 mm/min, zorgt de machine ervoor dat het snijgereedschap met deze specifieke snelheid beweegt, waardoor de precisie van het te bewerken onderdeel wordt verbeterd.
G02 (Circulaire interpolatie – met de klok mee)
Een G-code die regelmatig wordt gebruikt voor computer numerical control (CNC)-programmering is G02.
Met de G02-opdracht kunnen machines cirkelbogen met de klok mee snijden. Hiervoor is het noodzakelijk om de begin- en eindpunten van de boog te definiëren, samen met de straal- of middencoördinaten, afhankelijk van het machinesysteem. Het snijden van complexe tandwielen of ingewikkelde radii vereist uiterste precisie en G02 excelleert in het beheren van gebogen padsneden.
G03 (interpolatie in cirkelvormige richting – links)
De G03-opdracht wordt gekenmerkt door de vorming van cirkelvormige bogen in een tegen de klok in gerichte richting. Deze opdracht wordt meestal gebruikt met G02 en is handig voor complexe ontwerpen of symmetrische curven in het XY-vlak. Voor naadloze omschakeling tussen cirkelvormige en lineaire paden met behoud van hoge nauwkeurigheid, is zorgvuldige definitie van de boogparameters een must.
G02 en G03, samen met andere Form G Coding-opdrachten, dienen als basis voor CNC-bewerking omdat ze ingenieurs in staat stellen computerprogramma's te schrijven die gereedschappen voor complexe geometrieën besturen met de exacte beweging van de machinegereedschappen. Het efficiënte gebruik van G-codes leidt tot een betere kwaliteit van onderdelen en een verkorting van de tijd die nodig is voor het maken van onderdelen, wat noodzakelijk is in de huidige productieprocessen.
M03 (Spindel aan – Met de klok mee)
Het M03-commando wordt afgegeven wanneer de spindel met de klok mee moet draaien, wat nodig is bij het werken met roterende snijgereedschappen. De spindelsnelheid wordt geprogrammeerd met behulp van Swords (bijvoorbeeld, S1000 definieert de rotatiesnelheid van de spindel bij 1000 RPMs). De juiste spelling van M03 en het juiste S-woord definiëren de oppervlakteafwerking en de levensduur van het gereedschap, terwijl ze ook constant in contact staan met de optimalisatie van de spindelsnelheid.
M05 (spindelstop)
M05 stopt de spindelrotatie die gebruikt moet worden tijdens intervalbewerking of wijziging van het gereedschap. De uitspraak van M05 moet worden gebruikt in combinatie met een veiligheidsgarantie om te verzekeren dat er geen botsing van gereedschappen plaatsvindt nadat de spindel is bevolen om te stoppen. De spindel wordt vaak gestopt wanneer deze niet hoeft te roteren en wanneer andere nieuwe programmeeropdrachten zoals M06 zijn ingesteld.
M06 (Gereedschapswissel)
M06 wordt op vergelijkbare wijze gebruikt in de machine om automatisch het bedieningsgereedschap te wisselen. Wanneer een multi-toolbewerking wordt uitgevoerd, wordt M06 kritisch omdat het het schakelen tussen snijden, boren en andere gereedschappen die van elkaar verschillen in verschillende secties van het bewerkingsproces vergemakkelijkt. Het is een van de belangrijkste componenten bij het automatiseren van complexe productiesequenties voor machines met gereedschapswisselaars, wat helpt bij het verkorten van cyclustijden en het verhogen van de productiviteit.
M08 (Koelvloeistof aan)
Command M08 schakelt het koelsysteem in, wat van vitaal belang is voor het afvoeren van warmte en het bieden van smering tijdens het snijden. Koelmiddel helpt niet alleen de levensduur van de gereedschappen te verlengen, maar helpt ook oververhitting te voorkomen en vermindert wrijving. Correcte toepassing van koelmiddel verhoogt de efficiëntie en nauwkeurigheid van het bewerkingsproces aanzienlijk onder extreme omstandigheden, met name tijdens bewerkingen met hoge snelheid op aluminium en kunststof componenten.
In combinatie met G-Code-opdrachtsets verhogen M-Codes de productiviteit van CNC-machines door de spindel, gereedschappen en koel- en smeersystemen correct te synchroniseren. Zoals bij alle andere processtappen, moeten veiligheidsmethoden in acht worden genomen naast de unieke instellingen die deze code vereist om het gewenste niveau van werknauwkeurigheid, efficiëntie en machineproductiviteit te bereiken.

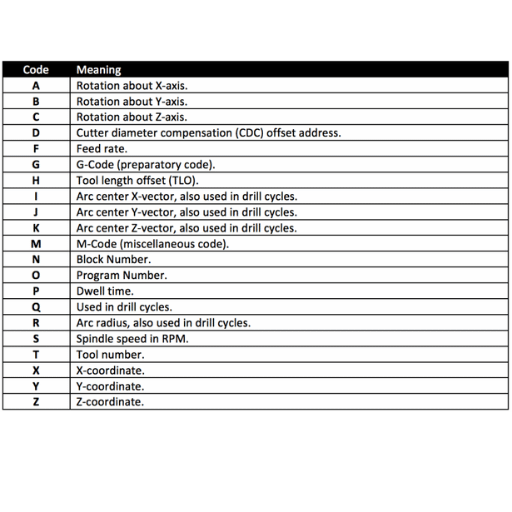
Een G-code commando bestaat uit een letter en een cijfer. De letter geeft het commando type aan en het cijfer geeft de parameters aan. G01 G-code, bijvoorbeeld, staat voor lineaire interpolatie of de machine die in een rechte lijn beweegt. Regels code worden achter elkaar door de machine uitgevoerd. Andere commando's kunnen aswaarden (X, Y, Z), invoersnelheden F of spindelsnelheden S hebben. Een G-code g heeft bewegingen en bewerkingen in een bepaald G-code formaat. De bewegingen en bewerkingen kunnen worden uitgevoerd met behulp van een combinatie van de bovengenoemde elementen. Kennis van systematisch formaat is belangrijk als het gaat om het maken en lezen van bewerkingsinstructies.
M-codes zijn diverse codes die functioneren als hulpopdrachten bij CNC-bewerking. Deze opdrachten manipuleren bewerkingen die buiten het bewerkings- of snijproces plaatsvinden. Deze opdrachten maken het mogelijk om koelmiddelen te activeren, programma's te stoppen, gereedschappen te wisselen en zelfs de spindel te besturen. In tegenstelling tot G-codes, die instructies geven over hoe gereedschappen moeten worden verplaatst, zijn M-codes verantwoordelijk voor machinespecifieke bewerkingen die moeten worden uitgevoerd om de bewerkingsactiviteit soepel te laten verlopen.
M05 wordt bijvoorbeeld gebruikt om de spindel te stoppen, terwijl M03 wordt gebruikt om de spindel met de klok mee te laten draaien. M08 is het commando dat wordt gebruikt om het koelmiddel aan te zetten dat nodig is om het gereedschap en andere mechanismen te koelen die oververhit kunnen raken door hoge snelheden. In hetzelfde licht signaleert M30 het einde van een programma en instrueert de machine om te resetten voor de volgende bewerkingscyclus.
Vanwege hun aanpassing aan specifieke machines kunnen M-codes verschillen van fabrikant tot fabrikant of software. Sommige geavanceerde vijfassige CNC-machines hebben bijvoorbeeld extra gepatenteerde codes voor het verwerken van meer geavanceerde functionaliteiten. Kennis van de M-codestructuur van uw machine is een deel van de puzzel die nodig is voor succesvolle machinebediening: om de uitgegeven opdrachten de machine effectief te laten besturen. Bovendien gebruiken de nieuwste CNC-softwaretoepassingen een mix van algemene en machine-M-codes om de productiviteit en veiligheid tijdens de productie te verhogen. Deze codes zijn onmisbaar bij CNC-programmering; ze articuleren het ontwerp en het eindproduct tijdens het G- en M-coderingsproces.
Begrijp de basisprincipes van G-code en M-code structuren
Terwijl G-Code wordt gebruikt om CNC-machines te besturen, zoals het instrueren van de machine waarheen te bewegen en het instellen van de invoersnelheden en snijsnelheden, behandelt M-Code de specifieke behoeften van de machine, zoals het in- of uitschakelen van de spindel of het starten van de koelvloeistof. Het begrijpen van deze codes is cruciaal voor het begrijpen van het programma. Daarom is het het beste om te beginnen met een handleiding voor programmeurs van een machine die de relevante G- en M-codes voor bepaalde machinefuncties schetst.
Gebruik simulatorsoftware
De CNC-simulatieprogramma's van vandaag zijn een enorme aanwinst voor het begrijpen en debuggen van programma's. Dit soort simulatoren kunnen u helpen gereedschapspadfouten te detecteren voordat u ze in de machine plaatst, zoals botsingen, inefficiënte bewegingen of gemiste bewerkingen. Zorg ervoor dat u software zoekt die compatibel is met uw specifieke machinemodel om de dichtstbijzijnde rangschikking bij de realiteit te bereiken tijdens de testfase.
Corrigeer de G- en M-code voor logische volgorde
Zorg ervoor dat de sequenties voor de G-codes en M-codes een logische volgorde volgen om operationele storingen en schade aan de machines te voorkomen. Bijvoorbeeld, een gereedschapsselectiecode en spindelstartsignaal moeten de bewerkingsbewerkingen voortzetten, waarna de opdrachten voor het stoppen van de spindel en koelmiddelindicatoren moeten volgen na het beëindigen van het programma. Onverwacht gedrag van de machine kan voortkomen uit verkeerd geplaatste M-codeopdrachten.
Controleer de coördinaten en de gereedschapsgebouwde offsets
Tijdens het oplossen van problemen moet u altijd controleren of de coördinaten en gereedschapsoffsets in lijn zijn met de instelprocedure van het onderdeelprogramma. Coördinaatreferentiefouten kunnen fouten in de geproduceerde onderdelen introduceren of materialen weggooien. Het correct toepassen van de werkoffsets zoals G54 tot G59 helpt ook bij de nauwkeurigheid van de mechanische uitlijning voor herhaalbare processen.
Beoordeel veelvoorkomende foutcodes
De meeste CNC-machines hebben geprogrammeerde foutcodes voor de meeste problemen die zich voordoen bij CNC-bewerkingen. Begrijp hoe u deze fouten kunt lezen via het gedeelte Problemen oplossen van de machine of de handleiding. Sommige fouten die bijvoorbeeld worden veroorzaakt door verschillen in de invoersnelheid of door opdrachten die niet worden herkend, zijn gewoon typefouten of verkeerde instellingen van parameters.
Programmaback-ups en updates
Vergelijk tijdens het repareren van storingen het originele programma met de aangepaste versie. Het is beter om uw originele versie op afstand te back-uppen voor persoonlijke controle om te voorkomen dat u belangrijke informatie verliest. Deze methode is belangrijk voor het bijhouden van specifieke wijzigingen die niet de bedoeling waren, maar mogelijk een fout hebben veroorzaakt.
Gebruik foutopsporingsfuncties
Soms kan het effectief zijn om de programma-debuggingfunctie te gebruiken, zoals het tijdelijk stoppen van bepaalde delen van de code en het debuggen van modules in uw CNC-machine zonder het volledige project uit te voeren. M00 of M01 optionele of programmeerbare stopzettingsopdrachten helpen bij het sandboxen van delen van een code die nader onderzoek vereisen.
Analyseer gegevens over de prestaties van gereedschappen
Het onderzoeken van gegevens over machine-output, gereedschapsslijtage en snijkrachten kan programmeringsproblemen onthullen, zoals onjuiste invoersnelheid en spindelsnelheidsinstellingen. Suboptimale outputwaarden kunnen vaak efficiënt worden gecorrigeerd met wijzigingen in G-Code-parameters.
Als de eerder geschetste richtlijnen worden gerespecteerd, zal het lezen van G- en M-codes en het diagnosticeren van hun problemen waarschijnlijk worden vereenvoudigd en downtime worden geoptimaliseerd. Daarom zal de efficiëntie van de CNC-machine toenemen.
Bij de productie van G-Code en M-Code gebruik ik meestal CAD/CAM-programma's zoals Fusion 360, Mastercam of SolidWorks CAM. Deze computerapplicaties stellen mij in staat om een model van het onderdeel te maken en daarna moeiteloos de benodigde code in een CAM-omgeving te creëren. De programma's hebben ook extra functies zoals toolpath-optimalisatie, simulatie en foutcontrole, die ervoor zorgen dat de code correct en compleet is voordat deze naar de CNC-machine wordt gestuurd.
Bij het handmatig programmeren van G-codes en M-codes, is mijn grootste zorg hoe ik de relevante opdrachten voor de taak moet gebruiken en hoe de machine daadwerkelijk werkt. Dit omvat het eenvoudigweg gebruiken van een teksteditor om een programma te maken door regels in volgorde te schrijven en categorisch gereedschapsbeweging, snelheid en volgorde van alles te definiëren. Ook heb ik enkele handleidingen en boeken van fabrikanten geraadpleegd om de relevante opdrachten te controleren die ik moest gebruiken en of ze werkten met de CNC-controllerset. Hoewel deze vorm van handmatig programmeren veel tijd kost, biedt het meer flexibiliteit en is het gemakkelijker te controleren in het geval van eenvoudige taken en/of aanpassingen.
De G-code en M-code exportsimulatoren en verificatietools zijn een vereiste voor productie op de machine om de betrouwbaarheid van de uitkomst van de CNC-programma-implementatie te bevestigen. Deze tools tonen gereedschapspaden binnen een virtuele omgeving om mogelijke fouten in botsing, volgorde of bewegingen boven de beperkte grenzen te bepalen. Meestal dienen Fusion 360, CIMCO en NC Viewer gemonteerde simulatoren deze doeleinden met eenvoudig te gebruiken inrichtings- en bewerkingsprocessen die uitgebreider visualiseren.
Bovendien vergroten verificatietools de toolset van programmeurs door de mogelijkheid te bieden om snijsnelheden en invoersnelheden te bestuderen, evenals gereedschapsinschakeling voor een betere nauwkeurigheid. Met de integratie van deze services verkleinen bedrijven de kans op fouten aanzienlijk, vermijden ze verspilling van grondstoffen en optimaliseren ze de prestaties in CNC-bewerkingsprocessen.

Online tutorials en cursussen
We hebben nu toegang tot talloze platforms zoals Udemy, Coursera en Linkedin Learning, die complete cursussen aanbieden van G Code tot M Code programmeren. Deze platforms zijn handig voor zowel beginnende als ervaren CNC programmeurs.
Fabrikant – Specifieke documentatie
Documentatie van CNC-machinefabrikanten zoals Haas, Fanuc en Siemens-catalogi bevatten gedetailleerde beschrijvingen van hoe u de specifieke typen CNC-gadgets die zij produceren, kunt bedienen en besturen. Deze handleidingen bevatten uitgebreide screenshots en best practices.
Simulatie Software
Educatieve pakketten zoals Fusion 360, NC Viewer, etc., bevatten NC Code Simulators, waarmee u eerst het voltooide onderdeel kunt visualiseren. U kunt de code bewerken om fouten in een gesimuleerde omgeving te verwijderen.
Boeken en gidsen
CNC Programming Handbook van Peter Smid is ook een populaire gids vanwege de gedetailleerde beschrijvingen van veelvoorkomende scenario's bij CNC-codering.
Communityforums en onlinebronnen
Forums zoals cncZone, Practical Machinist en Reddit CNC bieden verschillende perspectieven en bevatten veel tips en handleidingen voor probleemoplossing van ervaren programmeurs, wat zorgt voor een uitgebreide leerervaring.
Belang van subprogramma's en macro's in bewerkingsprocessen
Met het gebruik van subprogramma's en macro's wordt CNC-bewerking productiever, veelzijdiger en efficiënter. Het gebruik van subprogramma's, zoals M98/M99, maakt het mogelijk om bepaalde taken te herhalen, wat niet alleen resulteert in het verkorten van het programma, maar ook in het vergroten van de duidelijkheid ervan. Bijvoorbeeld, veel subprogramma's die gaten boren met verschillende coördinaten kunnen worden gemaakt in een enkele routine die slechts één aanroep vereist.
Met de introductie van macro's kunnen de functies verder worden uitgebreid, waardoor de programmeur waarden van zijn keuze kan vervangen om parameters aan te sturen. Dit maakt het gebruik van variabelen aangeduid met # voor voorwaardelijke statements mogelijk en creëert formules, waardoor veelzijdige veranderende programma's mogelijk worden. Parameters voor bewerking hoeven bijvoorbeeld niet handmatig te worden doorgegeven; in plaats daarvan wordt de code automatisch gewijzigd wanneer de variabelen worden gewijzigd. Deze methode is handig voor automatische wijzigingen die moeten worden aangebracht voor specifieke procedures, terwijl de hoeveelheid fysieke aanpassingsfouten wordt verlaagd.
Het gebruik van G10 voor offsets
Voor de programmeerbare offsets heeft G10 maximale precisie bij het instellen van werkoffsets, gereedschapslengtegegevens of andere parameters rechtstreeks in het programma. Het instellen van een nulpuntdoel vereist geen handmatige handelingen, wat resulteert in een betere nauwkeurigheid en uniformiteit in de aanpassingen. Werkoffsets kunnen ook worden geprogrammeerd, bijvoorbeeld G10 L2 P1 X0 Y0 Z0, en dit verzekert dat dezelfde waarden worden verkregen in talrijke configuraties.
Coördineren van multi-assige bewegingen in sync
Zowel G05 (high-precision contouring control) als G64 (path control mode) commando's kunnen multi-axis bewegingscoördinatie met precisie faciliteren. Sommige geavanceerde bewerkingen binnen een CNC vereisen dat multi-assen gelijktijdig worden gesynchroniseerd en aangestuurd. Dit verbetert de smoothing van de hoeken van een vorm en de handvatten van de gereedschappen die worden gebruikt om te snijden, wat van vitaal belang is in de snelle geautomatiseerde snijmachine.
Tips voor effectieve implementatie
Probeer nieuwe simulatiesoftwaremethoden uit om de efficiëntie ervan te evalueren en de machines tegen schade te beschermen.
Gebruik opmerkingen en uitleg om het begrip en de samenwerking bij ingewikkelde codegedeelten te vergemakkelijken.
Controleer of uw specifieke CNC-controller uw geavanceerde opdrachten ondersteunt.
Dankzij deze tips kunnen ervaren programmeurs uitdagende bewerkingsopdrachten efficiënt en nauwkeurig uitvoeren.
A: De belangrijkste programmeertalen in computer numerieke besturingsbewerking zijn G-code en M-code. G-code of geometriecode wordt gebruikt om de beweging van de machine en het snijden ervan te regelen. M-code of overige code regelt de hulpacties, zoals het starten en stoppen van de spindel, het wisselen van gereedschappen en het bedienen van de koelmiddelstroom. Deze codes vormen de primaire elementen van CNC-programmering, waardoor machinisten complexe onderdelen nauwkeurig en precies kunnen vervaardigen, waarbij onderscheid wordt gemaakt tussen G-codes en M-codes.
A: Het meest kritische verschil tussen G-codes en M-codes zit in hun toepassingen. Het primaire doel van G-codes is geometrische en bewegingscontrole van de machine, zoals lineaire voeding en circulaire interpolatie, gereedschapsbewegingen en vlakke positionering. M-codes omvatten andere functies, zoals het in- en uitschakelen van de spindel, het wisselen van het gereedschap en het regelen van het koelmiddel. M-codes zijn secundair aan G-codes omdat de laatste wordt gebruikt voor snij- en vormwerkzaamheden, terwijl G-codes M-codes hulpmiddelen voor dat werk mogelijk maken.
A: G-codes worden gelezen door te herkennen dat een getal altijd volgt op een letter. Bijvoorbeeld, G00 betekent snelle positionering en G01 geeft lineaire interpolatie aan. Om ze effectief te lezen, moet men de veelgebruikte codes en hun functies kennen. Men moet onthouden dat de codes opeenvolgend zijn omdat ze de machine vertellen wat hij moet doen en in welke volgorde. Het moet ook worden opgemerkt dat verschillende machines bepaalde codes anders kunnen interpreteren en die interpretatie moet ook robuust worden begrepen.
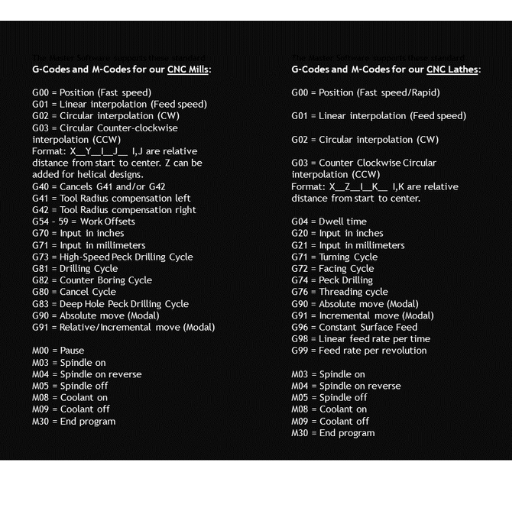
A: Enkele van de meest voorkomende G-codes die worden gebruikt bij CNC-bewerking zijn: – G00: Snelle positionering – G01: Lineaire interpolatie – G02/G03: Circulaire interpolatie (met de klok mee/tegen de klok in) – G17/G18/G19: Vlakselectie (XY/ZX/YZ) – G20/G21: Inch/Millimeter-eenheid – G28: Terug naar de startpositie – G90/G91: Absolute/Incrementele positionering Deze codes zijn zeer kritisch bij het bepalen van machinebewegingen en snijbewerkingen voor verschillende CNC-bewerkingsprocessen.
A: Bij CNC-programmering regelen M-codes bepaalde niet-bewegingsgerelateerde acties van de machine. Ze worden gebruikt voor andere onverwerkte activiteiten. Bijvoorbeeld, M03 start de spindel met de klok mee, terwijl M05 deze uitschakelt; M06 voert een gereedschapswissel uit, terwijl M08 de koelvloeistof inschakelt. Uit deze voorbeelden blijkt de noodzaak om G- en M-codes te kennen. M-codes worden sequentieel uitgevoerd en kunnen worden gecombineerd met G-codes in een werkbereik van parameters voor de CNC-machine.
A: CNC-processen integreren het gebruik van G-codes en M-codes om alle bewerkingsbewerkingen uit te voeren en te controleren. De G-code coördineert de acties van het snijgereedschap door de richting, snelheid en diepte van de gemaakte sneden te sturen. Het beheert ook lineaire en circulaire interpolatie, boorcycli en gereedschapsoffsets. M-codes voegen aanvullend operationeel beheer toe, zoals het regelen van de spindel, koelmiddel en zelfs het wisselen van de gereedschappen. Deze codes stellen machinefabrieken en productiefaciliteiten in staat om CNC-freestaken voor alle gecompliceerde onderdelen uit te voeren.
A: G-codes en M-codes kunnen op verschillende manieren worden geconstrueerd tijdens CNC-bewerking: 1. Handmatige programmering: Met een eenvoudig onderdeel of een eenvoudige wijziging kunnen ervaren machinisten de codes zelf schrijven. 2. CAM-software: Codes worden gegenereerd en geëxporteerd vanuit 3D-modellen die zijn geproduceerd in CAD-software. 3. Conversationele programmering: Veel CNC-machines hebben interne systemen waarmee operators parameters kunnen invoeren die vervolgens worden omgezet in G-code. 4. Post-processors: Deze instrumenten converteren de uitvoer van CAM naar machine-G-code en M-code voor een bepaalde machine. Er is geen enkele beste manier om deze taak uit te voeren, waardoor het noodzakelijk is om er een te kiezen die geschikt is voor de complexiteit van het onderdeel en de vaardigheden van de machine-operator.
A: Problemen bij het programmeren van G-code zijn iets dat CNC-machinisten moeten uitzoeken, zoals: 1. coördinaat- en coördinatensystemen 2. Herramientas en offsets van herramienta-lengten 3. Ciclos en albañilería para operaciones repetitivas 4. Subprogramma's en macro's met toenemende snelheid 5. Velocidades de alimentación e índices de husillo Optimalisatie als subroutine in de g-code van draaibanken is een van de moeilijkste uitdagingen om onder de knie te krijgen. 6. Modale en niet-modale opdrachten 7. Codes die specifiek zijn voor een bepaalde machine 8. Reparatie- en diagnosevaardigheden. Deze vaardigheden zijn onder de knie waardoor machinisten boor-, draai- of freestaken met precisie en gemak kunnen uitvoeren.
1. Interpretatie van de G-code van boorbewerking voor gebruik in een open CNC-besturingsmachine (2021)
2. PMAC-gebaseerde G-code-ontwikkeling voor een CNC-bewerkingscentrum (2014)
3.0G-Code Machina: een serieus spel voor G-code en CNC-machinebedieningstraining (2021)

Productieprocessen zijn behoorlijk complex en de keuze van een productiemethode hangt daar direct mee samen.
Meer informatie →
Er zijn twee belangrijke fabricagemethoden voor het maken van plastic prototypes die door de meeste mensen als nuttig worden ervaren.
Meer informatie →
Als iemand die betrokken is bij of geïnteresseerd is in het ontwerpen en produceren van kunststofcomponenten, dan...
Meer informatie →