

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
I simboli che descrivono la finitura superficiale sono significativi nel controllo di qualità di vari componenti di macchine nei settori dell'ingegneria e della produzione. Sono la loro qualità, funzione e bellezza a determinarne il valore. Questo manuale spiega le notazioni e gli standard di finitura superficiale, concentrandosi sui loro usi pratici e sul linguaggio intricato che questi simboli potrebbero impiegare. I lettori acquisiranno familiarità con le norme, le procedure di misurazione e le definizioni di finitura superficiale di diversi settori. Questo articolo ti preparerà a comprendere le conseguenze che le specifiche di finitura superficiale hanno sulle prestazioni, la durata e la producibilità dei componenti progettati. Questa guida è utile per ingegneri, progettisti e ispettori di prodotto poiché consente loro di comprendere e utilizzare gli standard di finitura superficiale in modo competente.
Un simbolo di finitura superficiale sui disegni di ingegneria è un marchio specifico per descrivere la finitura superficiale, tra cui la consistenza, la ruvidità o il processo di lavorazione utilizzato sulla superficie. Questi simboli forniscono informazioni critiche sui livelli di lavorazione o trattamento superficiale necessari per ottenere una funzione richiesta o una caratteristica estetica. Queste informazioni possono includere valori di ruvidità (Ra), tolleranze di lavorazione e processi da applicare, disambiguando quindi in modo univoco i progettisti, i produttori e i controllori di qualità. Il raggiungimento dell'efficienza nella produzione e la conformità alle specifiche di ingegneria richieste vengono migliorati tramite l'uso corretto di questi simboli.
La finitura superficiale è la consistenza o la levigatezza di una superficie lavorata, a seconda del metodo utilizzato per realizzarla e di eventuali trattamenti successivi. Considera anche la misurazione delle irregolarità della superficie, tra cui l'altezza dei picchi ruvidi e la profondità delle valli, che influenzano le prestazioni e la funzionalità della parte. Aspetti come la resistenza all'usura, la lubrificazione, la resistenza alla fatica e l'adattamento dell'assemblaggio sono fortemente influenzati dalla finitura superficiale, motivo per cui deve essere ottimale.
Parametri tecnici chiave per la finitura superficiale
Rugosità (Ra): deviazione media del profilo della superficie dalla linea media, solitamente espressa in micrometri (µm) o micropollici.
Per le parti lavorate, il valore tipico è compreso tra 0.8 e 6.3 µm.
Per superfici lucidate o di precisione: 0.05 – 0.4 µm.
Ondulazione (W): irregolarità di entità maggiore e spaziatura più prolungata della media presenti sulla superficie influiscono sulla capacità di sigillare e disallineare.
Lay: l'allineamento primario delle caratteristiche della superficie viene talvolta fornito per soddisfare scopi funzionali.
Metodi di lavorazione: per ottenere la finitura specificata, possono essere suggeriti metodi quali tornitura, rettifica, lucidatura o rivestimento.
Comprendendo e successivamente specificando questi parametri tecnici, è possibile garantire con certezza l'intento, l'efficacia e le prestazioni desiderati di una determinata parte.
I simboli per la finitura superficiale si riferiscono alle annotazioni di disegni e documenti di esigenze specializzate che il trattamento superficiale aggiunge al tocco finale di un dato componente. Tali simboli aiutano ingegneri e macchinisti a decifrare rapidamente quale texture superficiale è necessaria e i passaggi da seguire per ottenerla. Ecco alcuni simboli e le loro definizioni:
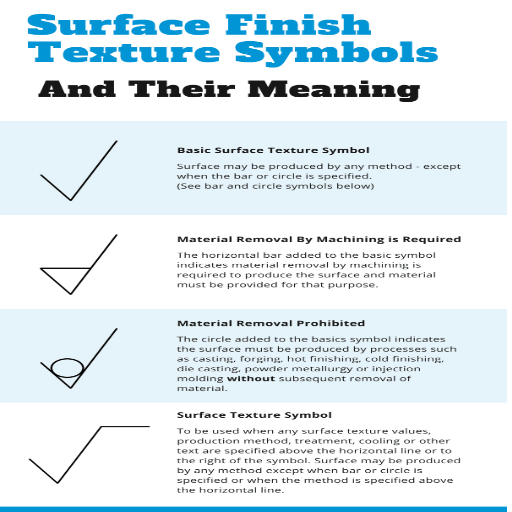
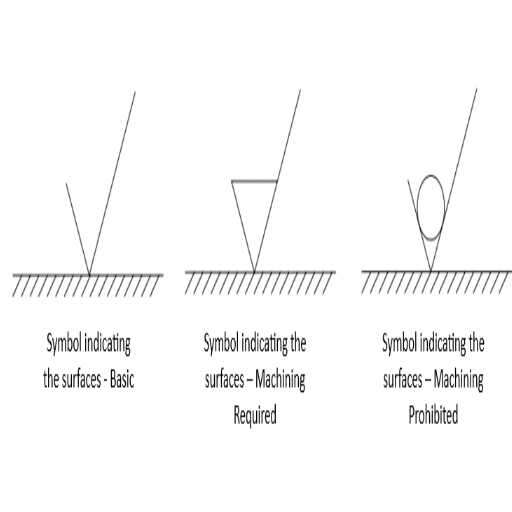
Simbolo di finitura superficiale di base ( — )
Dimostra che la superficie sarebbe lavorata o rifinita.
I parametri specifici non vengono descritti a meno che non vengano specificati simboli o numeri aggiuntivi.
Lavorazione richiesta ( √ )
Dimostra che la finitura superficiale richiede modifiche per ottenere il materiale necessario.
Solitamente vengono allegati valori di rugosità o simboli di misurazione aggiuntivi relativi al grado di finitura.
Nessuna lavorazione consentita ( ⌒ )
Ciò significa che la superficie specifica non deve essere sottoposta ad alcuna lavorazione o finitura.
Questo simbolo è utile quando si ha a che fare con strati che devono essere protetti o con superfici che hanno una finalità puramente estetica e non devono essere modificate.
Valore di rugosità (Ra — in µm o µin)
La rugosità media (Ra) è uno dei simboli di finitura superficiale più frequentemente presentati poiché offre un certo grado di valori quantificabili.
Valori di esempio:
Finitura grezza: Ra 12.5 µm (500 µin)
Finitura media: Ra 3.2 µm (125 µin)
Finitura fine: Ra 0.8 µm (32 µin)
Direzione di posa ( ↔ )
Indica la direzione principale della texture della superficie.
I tipi di laici più frequenti includono:
Radiale: ⦿
Incrocio: ╳
Parallelo: ↔
Circolare: ○
Tolleranza di lavorazione (m)
Indica la tolleranza applicata alla finitura superficiale del pezzo.
In genere è contrassegnato con una dimensione, ad esempio "1.0 mm" accanto al simbolo della finitura superficiale.
L'utilizzo di questi simboli di finitura superficiale nei disegni tecnici garantisce che ogni processo comunichi in modo appropriato, dando vita a componenti efficienti e soddisfacenti dal punto di vista funzionale ed estetica.
Gli standard relativi alla finitura superficiale sono essenziali nei disegni di ingegneria, poiché facilitano l'interazione tra progettista, produttore e ispettore. Considero questi standard come una regolamentazione internazionale che indica la finitura superficiale e la qualità che un componente specifico deve soddisfare relativamente al suo funzionamento, aspetto e prestazioni. Questi standard migliorano anche la chiarezza delle operazioni di lavorazione grezza e di produzione. I parametri degni di nota sono:
Rugosità (Ra) – Valore medio della rugosità superficiale espresso in micrometri (ad esempio, la finitura fine è 0.8 µm).
Lay – Termine che definisce la direzione relativa in cui la superficie è scolpita (ad esempio, parallela, circolare).
Tolleranza di rimozione del materiale (m) – Definisce il limite superiore nella finitura (ad esempio, "1.0 mm").
Ondulazione (W) – L'arte si riferisce alle deviazioni più significative ma meno uniformi dalla superficie.
Utilizzando questi parametri, è utile disporre di uno standard che riduca costosi errori di produzione.
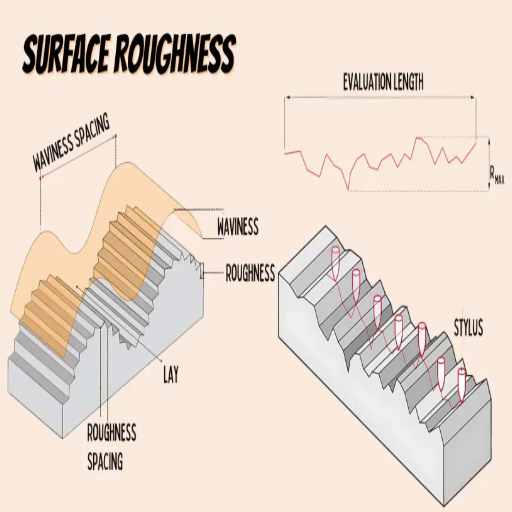
Come per ogni cosa, la rugosità superficiale ha strumenti di precisione come i profilometri per misurare i valori con una precisione senza pari. Questi strumenti funzionano tracciando l'area e prendendo registrazioni con un dispositivo stilo per aiutare a calcolare i parametri di rugosità, come Ra, che sta per rugosità media, o Rz, definita come l'altezza media picco-valle. Gli approcci senza contatto come l'interferometria ottica e gli scanner laser funzionano perfettamente per una precisione eccezionale. Tali metodi sono implementati in base al materiale, al tipo di superficie e alla precisione necessaria. Queste misure sono basate su micrometri e affinché queste macchine funzionino, devono essere soddisfatti standard specifici per l'efficacia nei processi di produzione.
Contatta Profilometri
Principio: uno stilo esegue movimenti sulla superficie di un'area e registra le variazioni di elevazione all'interno di tale area.
Parametri chiave:
Ra (rugosità media): rappresenta la deviazione/elevazione media che una superficie può subire rispetto al valore medio, spesso misurata in micrometri.
Rz: Altezza media picco-valle: calcola l'altezza media tra il valore più alto e quello più basso su un intervallo di lunghezze di campionamento.
Vantaggi: Estremamente preciso, è ideale per tutti i tipi di materiali e superfici uniformi.
Svantaggi: Wyeth provoca solo lievi lacerazioni superficiali, il che non è adatto a materiali sensibili o morbidi.
Metodi ottici senza contatto
Scansione laser:
Principio: condotto da un raggio laser che si propaga su una superficie dove la luce riflessa verrà sezionata per variare l'intensità.
Parametri chiave: Caratteristiche della texture della superficie (base) nel formato di progettazione tridimensionale.
Vantaggi: misura geometrie complesse in modo rapido e non invasivo.
Interferometria ottica
Principio: studia i modelli di interferenza della luce riflessa dalla superficie di un materiale per determinarne la rugosità.
Parametri chiave:
Può essere misurato nell'ordine dei nanometri (nm) per applicazioni ultra-precise.
Vantaggi: Adatto a materiali delicati e altamente riflettenti, difficili da misurare.
Microscopia a forza atomica (AFM)
Principio: esegue la scansione della topografia della superficie utilizzando una sonda su scala nanometrica per ottenere la risoluzione a livello atomico.
Parametri chiave:
Può misurare meravigliose texture fino a una frazione di nanometro (nm).
Vantaggi: Ideale per superfici ultra lisce e superfici nanostrutturate
Criteri di selezione
Tipo di materiale: le superfici più dure sono più adatte ai metodi di contatto, mentre i materiali delicati richiedono metodi senza contatto.
Esigenze di precisione: la garanzia generale della qualità richiede valori Rz o Ra, mentre la misurazione su scala nanometrica richiede l'interferometria ottica o AFM.
Velocità e accessibilità: fornisce risultati rapidi ma potrebbe non essere così preciso come nell'AFM.
Queste tecniche e i loro parametri possono fornire dati accurati e affidabili misure di rugosità superficiale per diverse applicazioni in molteplici settori.
Per comprendere termini di rugosità come Ra, immaginateli come la media delle deviazioni dal profilo della superficie alla linea di miglior adattamento del profilo della superficie (in micrometri). Ra è il più comune poiché assegna un singolo numero alla rugosità. Tuttavia, bisogna notare che Ra è solo una media che ignora i dettagli di picchi, valli e altre irregolarità.
Altri parametri tecnici correlati sono:
Rz è la media delle cinque distanze picco-valle più importanti. Gli estremi di rugosità sulla superficie possono essere valutati più direttamente.
Rq (Root Mean Square Roughness) è un'approssimazione statistica della rugosità in cui l'enfasi è posta sulle deviazioni più considerevoli poiché i valori sono elevati al quadrato.
Si riferisce all'altezza totale del profilo di rugosità. È la distanza tra il picco più alto del profilo e la valle più bassa.
Ogni parametro svolge una funzione specifica a seconda delle esigenze di accuratezza dell'applicazione. Ad esempio, Ra è adatto per confronti generali, ma Rz e Rt sono più utili per valutazioni funzionali in cui gli estremi della superficie sono essenziali. È possibile utilizzare più parametri per ottenere una caratterizzazione più completa della texture della superficie.
Questi grafici di finitura superficiale aiutano a fornire controllo e coerenza alle mie misurazioni. Quando li utilizzo, controllo sempre i parametri di texture superficiale misurati, come Ra, Rz e Rt, rispetto ai valori forniti nel grafico. Per la maggior parte dei casi generali, la rugosità media, che è la rugosità, è la mia opzione principale. Quando i picchi e le valli della superficie influenzano le prestazioni, Rz, che è l'altezza media delle irregolarità della superficie, è utile. Quando esistono differenze significative nella texture della superficie, l'altezza totale del profilo, Rt, diventa essenziale. Con questi parametri, posso garantire che la finitura superficiale soddisferà i requisiti di progettazione e funzionali, garantendo che gli obiettivi saranno raggiunti.
I simboli di finitura superficiale indicano caratteristiche e alterazioni sulla superficie di parti o componenti, che devono essere completate per garantire che la texture superficiale soddisfi lo scopo previsto. Questi simboli descrivono caratteristiche quali ruvidità, disposizione e ondulazione che sono fondamentali per ottenere la funzionalità e la bellezza previste del prodotto finito. I tipi spesso utilizzati includono il simbolo di base (una figura di carta di controllo) per mostrare la lavorazione richiesta, il simbolo di tolleranza di rimozione del materiale, che mostra l'area di rimozione del materiale consentita, e simboli con più notazioni che indicano valori di ruvidità, direzionalità e processi di finitura che sono specificamente chiamati unici. L'utilizzo dei simboli semplifica l'interazione tra progettisti, produttori e ingegneri, aiutandoli a lavorare in modo efficiente per soddisfare le specifiche del progetto fornito.
La finitura superficiale è fondamentale per il funzionamento e l'aspetto estetico dei componenti, e l'incarnazione di tecniche specializzate è altrettanto cruciale. Qui, forniamo una panoramica di una selezione di questi metodi e delle loro strategie particolari: rispetto ad altri processi, la finitura superficiale offre vantaggi insuperabili, tra cui un'elevata precisione delle dimensioni geometriche e il raggiungimento di una levigatezza superiore della superficie.
Grinding:
Obiettivo: ottenere un'elevata precisione dimensionale ottenendo al contempo una finitura superficiale eccellente.
Parametri tecnici:
Rugosità superficiale (Ra): “10” e “16”
MRR: Moderato
Abrasivo comune: ossido di alluminio, carburo di silicio
lucidatura
Obiettivo: la levigatezza della superficie e l'aspetto estetico vengono accentuati lucidando eventuali imperfezioni superficiali visibili.
Parametri tecnici:
Rugosità superficiale (Ra): “2.5” o inferiore
Velocità della mola lucidante: 1000-3000 giri/min (varia in base al materiale)
Utilizzo di un composto lucidante
Sabbiatura
Obiettivo: pulire, levigare o rendere ruvida la superficie utilizzando particelle abrasive ad alta velocità.
Parametri tecnici:
Granulometria del materiale abrasivo: grana 50 – 120
Pressione dell'aria: 40–120 PSI
Profondità di alterazione della superficie: inferiore o uguale a 50 micrometri
Anodizzazione
Obiettivo: per metalli come l'alluminio, maggiore resistenza alla corrosione e scopo decorativo.
Tensione utilizzata: 10-70 o superiore, a seconda della lega e dello spessore del rivestimento
Spessore del rivestimento: 5-25 micrometri per estetica, 25 – 150 micrometri per anodizzazione dura
Tipo di elettrolita: acido solforico o acido cromato
Galvanotecnica
Obiettivo: migliorare la resistenza alla corrosione e l'elettroconduttività mediante la deposizione sulla superficie di uno strato metallico.
Di seguito sono forniti i dettagli tecnici:
Spessore del rivestimento: 1-100 mµ.
Densità di corrente: 0.5-5 A/dm².
Esempi di materiali: nichel, Cr, Zn.
Spazzolare
Obiettivo: generare un modello direzionale tradizionale per scopi funzionali e decorativi.
Ecco le istruzioni tecniche:
Grana delle strisce abrasive o delle spazzole – 60-320 CFC.
Velocità di avanzamento del componente: 10-30 m/min.
Qualsiasi metodo può essere adottato a seconda delle esigenze funzionali ed estetiche e del materiale su cui si deve lavorare. Questi aspetti facilitano il raggiungimento degli standard superficiali desiderati ottimizzando la produzione.
I simboli accettati a livello internazionale definiscono la texture e la rugosità della superficie, aggiungendo chiarezza ai disegni tecnici e facilitando l'elaborazione. Questi simboli contengono informazioni quali requisiti di finitura della superficie, operazioni di lavorazione e valori di rugosità rilevanti, essenziali per una collaborazione univoca tra ingegneri, progettisti e produttori. Tali simboli sono incorporati negli standard ISO 1302 e ASME Y14.36M, tra gli altri.
Simbolo di base della texture della superficie
Questo simbolo (simile a un segno di spunta) specifica un requisito per la consistenza della superficie senza specificare come debba essere realizzata.
Esempio di utilizzo: indica una finitura superficiale per componenti funzionali che richiede controllo.
Simbolo di lavorazione richiesta
Il simbolo di base impreziosito da un trattino aggiuntivo segnala che è necessario eseguire delle lavorazioni meccaniche (rettifica e/o fresatura) per ottenere la finitura desiderata.
Parametro di esempio: la rugosità superficiale è solitamente compresa tra 0.8 e 6.3 µm Ra per le superfici lavorate.
Simbolo di superficie non lavorata
Il simbolo di base è accompagnato da un cerchio, che si riferisce alle superfici che non devono essere lavorate e devono mantenere la consistenza originale del materiale.
Parametro di esempio: i valori di rugosità dipendono generalmente dal materiale e dal processo di formatura, ma sono in genere >6.3 µm Ra.
Valori di rugosità superficiale
Per definire i prerequisiti esatti che garantiscono il corretto funzionamento e/o aspetto, vengono forniti numeri o intervalli specifici (ad esempio, Ra 0.4–0.8 µm).
Altri parametri comprendono:
Parametri Rz (profondità media di rugosità) come Rz 1.0–6.0 µm per finiture delicate.
Rt (altezza di rugosità totale) è rilevante per i componenti di fascia alta.
L'utilizzo di queste icone e delle misurazioni sottostanti semplifica le relazioni interdisciplinari e riduce le possibilità di errori, garantendo una fabbricazione ottimizzata a partire dalle decisioni primarie riguardanti la progettazione.
Considerando i requisiti di finitura superficiale standard nei disegni, ci concentriamo su parametri tecnici specifici essenziali per soddisfare le esigenze funzionali ed estetiche della parte. Di solito, parametri come Ra (Roughness Average) con un intervallo di valori Ra 0.4 - 1.6 µm sono frequentemente utilizzati per caratteristiche di precisione o decorative a seconda dello scopo. Rz (Mean Roughness Depth) è selezionato per componenti che necessitano di una planarità superficiale media controllata ed è comunemente nell'intervallo 1.0 - 6.0 µm. Inoltre, l'altezza di rugosità totale è talvolta definita per parti con requisiti speciali, per le quali è necessario specificare l'altezza complessiva del profilo. I parametri sono intesi come una forma di "inglese globale" dei progettisti e dei produttori, che aiutano a garantire che il prodotto sia creato per funzionare come previsto e apparire come ciò per cui è stato ottimizzato il design, tutto questo in modo semplice ed efficace.

La finalizzazione della superficie è determinata all'interno del processo di produzione. I metodi e gli strumenti impiegati nella produzione influenzano direttamente la consistenza e la qualità della superficie. Fresatura, tornitura e i processi di macinazione in genere producono finiture più fini, mentre le operazioni di fusione o forgiatura danno luogo a finiture superficiali ruvide perché questi metodi hanno caratteristiche più dominanti. Altri fattori che influenzano il modo in cui un componente viene rifinito includono le condizioni dell'utensile, la velocità di lavorazione, le proprietà del materiale e il sistema di raffreddamento in atto. Queste modifiche variabili sono necessarie per ottenere la finitura desiderata considerando parametri funzionali ed estetici.
Una ripartizione descrittiva e strutturata di tutti i fattori che influiscono sulla qualità della superficie ci aiuterà ulteriormente a comprendere gli effetti dei processi di lavorazione e i loro parametri tecnici chiave approssimativi.
Tecniche di lavorazione
Tornitura e fresatura: questi metodi producono finiture lisce con una rugosità superficiale compresa tra Ra 0.4 µm e Ra 3.2 µm, a seconda della velocità di avanzamento e della velocità del mandrino.
Rettifica: la rettifica può produrre finiture ultrafini, raggiungendo valori di rugosità superficiale di circa Ra 0.1 µm - Ra 0.8 µm.
Forgiatura e fusione: tendono a produrre texture più ruvide con valori di rugosità Ra superiori a Ra 6.3 micrometri perché non viene effettuata una rimozione precisa del materiale.
Condizioni dell'utensile e geometria della macchina
Uno strumento meglio mantenuto con angoli di taglio desiderabili migliora la qualità della superficie. Ad esempio, i bordi degli utensili affilati subiscono meno usura, garantendo una maggiore ruvidità della superficie.
Gli utensili da taglio in acciaio rapido (HSS) o in carburi rivestiti offrono maggiore precisione e durata.
Caratteristiche del materiale
È noto che i metalli più morbidi, come l'alluminio, producono finiture più fini, mentre materiali duri, come l'acciaio, possono presentare superfici più ruvide, finché non si utilizzano utensili da taglio avanzati.
Variabili di taglio
Velocità di avanzamento: velocità di avanzamento inferiori, come 0.1 mm/giro per la tornitura, che producono superfici lisce. Tuttavia, una velocità troppo bassa produrrà un errore.
La lavorazione CNC realizza finiture superficiali desiderate ottimizzando molti fattori, come utensili da taglio, attributi dei materiali e metodi di lavorazione. Esistono utensili specifici che, se utilizzati, possono ottenere il risultato desiderato con maggiore facilità:
Selezione e qualità dello strumento
La qualità della finitura superficiale dipende dalla selezione e dalla cura degli utensili da taglio. Ad esempio, l'utilizzo di utensili più affilati riduce al minimo la deformazione e la ruvidità.
Utensili di materiali avanzati come carburo, inserti rivestiti in ceramica e diamante policristallino (PCD) offrono finiture superiori. Questi materiali non solo migliorano la durata dell'utensile, ma anche la precisione durante la lavorazione.
Metodi di lavorazione
Velocità di avanzamento: spesso è preferibile una velocità di avanzamento inferiore per la tornitura, con un valore ideale compreso tra 0.05 mm/giro e 0.2 mm/giro. Velocità di avanzamento inferiori producono finiture più fini. Tuttavia, una velocità di avanzamento troppo bassa può talvolta causare vibrazioni dell'utensile.
Velocità di taglio: una maggiore velocità favorisce la levigatezza della superficie riducendo lo strappo del materiale. Materiali in alluminio più morbidi, ad esempio, possono essere utilizzati a 500-1000 m/min, mentre materiali più rigidi sono più sensibili all'utensile di taglio e alle condizioni e richiedono 50-200 m/min.
Profondità di taglio: secondo la teoria dell'equilibrio, un taglio inferiore a 0.1-0.5 mm riduce lo stress sull'utensile, garantendo al contempo una finitura migliore.
Refrigerante e lubrificazione
La scelta del refrigerante o lubrificante appropriato riduce le temperature di esercizio, l'attrito e la degradazione degli utensili, migliorandone la scorrevolezza. I refrigeranti a inondazione, ad esempio, sono comunemente utilizzati nelle operazioni ad alta velocità per controllare efficacemente la temperatura.
Considerazioni sui materiali
Gli attributi del materiale hanno un impatto diretto sulla finitura superficiale ottenibile. Più morbido metalli come alluminio e ottone tendono ad avere superfici ammaccate e meno lisce, mentre i metalli più duri devono essere attentamente modificati per evitare di risultare eccessivamente ruvidi.
Precisione della macchina
L'inclusione di moderni sistemi di controllo su macchine CNC porta a un miglioramento della consistenza della finitura superficiale. Motori a trasmissione diretta, scale lineari e strutture termostabilizzate forniscono una lavorazione ripetibile e precisa e aiutano nella corretta attrezzaggio.
Il rispetto di questi parametri consente una lavorazione CNC efficiente e affidabile, che garantisce i requisiti di finitura superficiale, soddisfacendo così la qualità e la funzionalità desiderate del prodotto.
La finitura superficiale di un prodotto fabbricato dipende dalle proprietà del materiale, dalle condizioni di taglio e dallo stato della macchina. In base alla mia esperienza, una finitura più liscia è generalmente più facile da ottenere con materiali più morbidi e flessibili come l'alluminio. Al contrario, materiali più rigidi come l'acciaio o il titanio richiedono una moderazione più rigorosa dei processi di lavorazione per ridurre la rugosità. Alcuni parametri di taglio primari sono la velocità di avanzamento, la velocità di taglio e la profondità di taglio. Ad esempio, finiture più fini si osservano solitamente con velocità di avanzamento ridotte (0.05-0.1 mm/giro) e velocità di taglio aumentate (200-400 m/min). Inoltre, le condizioni degli utensili da taglio, che includono la forma e l'affilatura dell'utensile, sono fondamentali; un aumento dell'usura dell'utensile comporta un aumento della rugosità. La macchina è anche soggetta a instabilità delle proprietà, vibrazioni o versamento di refrigerante, che hanno un'influenza significativa. La messa a punto di questi parametri garantisce risultati ottimali a seconda degli obiettivi specifici per particolari requisiti di produzione.

La finitura superficiale rimane uno degli aspetti più critici nella progettazione ingegneristica in quanto influisce sulla funzionalità, sulle prestazioni e sulla durata del componente. Una maggiore levigatezza superficiale può anche ridurre l'attrito e l'usura e migliorare l'efficienza delle parti mobili. Inoltre, la levigatezza superficiale aumenta la resistenza alla fatica grazie alle ridotte concentrazioni di stress causate da irregolarità sulla superficie. In alcune applicazioni come la sigillatura, la precisione nella finitura superficiale è fondamentale in quanto una finitura non corretta può portare a fessure non sigillate. Inoltre, influisce sull'aspetto estetico promuovendo la resistenza alla corrosione grazie alla riduzione dei danni ambientali e migliora l'affidabilità garantendo uniformità. Indubbiamente, ottenere la finitura superficiale richiesta aumenta l'affidabilità dei prodotti ingegnerizzati.
I simboli di finitura superficiale fanno parte delle dimensioni sui disegni tecnici, indicando i dettagli da seguire per ottenere una determinata finitura superficiale. Questi simboli delineano anche i dettagli relativi alla rugosità superficiale, inclusi i parametri essenziali della superficie e la misurazione di ondulazione, rugosità e giacitura. Garantiscono che questi parametri siano raggiunti durante la produzione e che venga realizzata la qualità desiderata.
I principali parametri tecnici dei simboli della texture superficiale includono:
Rugosità media (Ra): il valore medio delle deviazioni del profilo superficiale esaminato dalla linea media è solitamente definito e indicato in micrometri (µm). I valori tipici variano da 0.1 µm per superfici altamente lucidate a 25 µm per superfici più ruvide.
Profondità massima di rugosità (Rz): altezza media dei picchi massimi e delle valli più profonde da una linea di base entro una lunghezza campione definita.
Simbolo di posa: definisce la direzione di una texture superficiale, che può essere circolare, parallela o tratteggiata a seconda delle esigenze.
Ondulazione (W): combinazione di variazioni superficiali più ampia e distanziata rispetto alla rugosità che spesso influenza l'orientamento e il funzionamento del pezzo.
Lunghezza di taglio: la lunghezza di taglio viene utilizzata per irruvidire la superficie a seconda della precisione richiesta dall'applicazione.
I simboli di texture superficiale corrispondenti a questi parametri aiutano il progettista e il produttore a comunicare idee e specifiche di progettazione più facilmente. Ciò consente loro di soddisfare gli obiettivi funzionali, di affidabilità e di aspetto desiderati dei componenti progettati.
Diversi fattori devono essere attentamente analizzati e gestiti per mantenere la qualità e la funzionalità della superficie. La texture della superficie influisce sulle prestazioni dei componenti, sulla durata e sull'integrazione del sistema in un sistema di ingegneria. Ecco le determinazioni più essenziali riguardanti i parametri tecnici specifici:
Scelta del materiale: il materiale selezionato determina profondamente le finiture superficiali previste. Alcuni metalli, come l'acciaio inossidabile, sono più facili da lavorare e offrono valori di rugosità più fini (inferiori a Ra 0.4 um per la specchiatura) rispetto a materiali più complessi, con conseguenti superfici più grossolane ma più durevoli.
Metodi di produzione: diverse tecniche danno origine a diverse finiture superficiali:
Rettifica e Lucidatura Ottiene finiture eccellenti con Ra compreso tra 0.02 um e 0.4 um.
Fresatura o messa a punto: fornisce una superficie mediamente ruvida da 0.4 a 3.2 um Ra.
La fusione o la sabbiatura consentono di ottenere superfici ruvide con una finitura Ra superiore a 6.3 um.
Caratteristiche specializzate del sottosuolo: le superfici devono essere adattate per soddisfare il loro scopo:
Le superfici di tenuta necessitano di Ra ultra-liscia (<0.1 um) per evitare perdite e sigillare con precisione.
I componenti resistenti all'usura possono avere una rugosità progettata (Ra 1-4 um), che favorisce la ritenzione della lubrificazione.
Per ottenere la migliore chiarezza e trasmissione della luce, i componenti ottici devono avere un'eccellente scorrevolezza ottica, spesso inferiore a Ra 0.01 um.
Processi spettroscopici: strumenti specializzati, come Surface Scanning Keyence e sistemi di misurazione periferici, possono sfruttare la misurazione della distanza del tempo di volo laser con e senza contatto per creare una vista virtualmente modificata in base ai sistemi di misurazione della contaminazione della texture superficiale.
Sistemi di profilometria a contatto: misurano il parametro Ra, i parametri Methos Rz e Rq senza contatto (Profiler)-(dito-Non).
Controllo degli standard: l'interdipendenza dalle norme internazionali o dai termini industriali come ISO 4287 ASME B46.1 è fondamentale per l'utilizzo della compatibilità e l'omogeneizzazione della qualità. Ad esempio, Ra Average Roughness è il valore per l'area di offset verticale a doppia media della superficie di rugosità, e la deviazione di rugosità è dalla linea mediana della superficie da lavorare. RZ si concentra sulle rugosità massime orizzontali come parametro di profondità, e RP è l'altezza dei picchi raggiunti nel punto più profondo, zero di tutti i picchi.
Un'ispezione meticolosamente attenta dei materiali da costruzione, abbinata all'applicazione precisa e competente di tecnologie avanzate, insieme alla qualità dichiarata e autosufficiente, potrebbero soddisfare requisiti di superficie personalizzati e preimpostati per qualsiasi vincolo tecnico.
Nel determinare il profilo di superficie corretto per un'attività di ingegneria, considero sempre i requisiti specifici dell'applicazione e la funzionalità del componente. Ad esempio, un valore Ra (rugosità media) elevato potrebbe essere giustificato in applicazioni che richiedono una forte adesione, come rivestimenti e adesivi. Al contrario, un valore Ra basso è essenziale per finiture lisce e resistenti all'usura in parti di precisione. Ciò è simile a Rz (profondità massima di rugosità), che considera l'intervallo di variazioni da picco a valle ed è essenziale per altre funzioni come la sigillatura o la lubrificazione. Maggiori dettagli possono essere forniti utilizzando parametri come Rsk (asimmetria) e Rku (curtosi), che aiutano a determinare la capacità portante della superficie e la popolazione della superficie.
Mi assicuro che la selezione venga effettuata entro i limiti degli standard, come ISO 4287 o ASME B46.1, tenendo conto anche delle condizioni ambientali impostate, delle capacità tecnologiche dei processi di produzione e dei limiti economici. Nel fare ciò, il profilo della superficie viene specificato dalle dimensioni funzionali della superficie relativamente ai parametri tecnici, come Ra per la consistenza media o Rmax per i valori di picco. Pertanto, il profilo della superficie consente prestazioni e affidabilità ottimali in varie applicazioni ingegneristiche.
Fornitore leader di lavorazioni CNC dei metalli in Cina
R: I simboli di finitura superficiale sono rappresentazioni grafiche utilizzate nei disegni tecnici per trasmettere la consistenza e la qualità superficiale desiderate di una parte meccanica. Forniscono informazioni sulla rugosità superficiale, la disposizione e qualsiasi lavorazione aggiuntiva richiesta per la superficie. La comprensione dei simboli di finitura superficiale è fondamentale per ottenere la corretta geometria superficiale e garantire che la parte funzioni come previsto.
R: Per immergersi nei concetti di finitura superficiale, si dovrebbero imparare termini di base come rugosità superficiale, disposizione e consistenza. Una guida ai simboli di finitura superficiale e ai loro significati può fornire una comprensione completa di come vengono utilizzati nei disegni tecnici per rappresentare le caratteristiche della superficie.
A: La rugosità media, spesso indicata come Ra, è un parametro di finitura superficiale che misura la deviazione media dell'altezza superficiale dalla linea media su una lunghezza specificata. È ampiamente utilizzata in ingegneria per quantificare la rugosità di una superficie ed è un fattore critico nel determinare le prestazioni e l'estetica della parte.
R: Una guida ai simboli di finitura superficiale in genere spiega i vari simboli utilizzati per rappresentare la texture superficiale, i loro significati e come si relazionano a specifici requisiti di finitura superficiale. Questi simboli sono grafici e standardizzati per garantire una comunicazione coerente tra le discipline ingegneristiche.
R: È importante comprendere la finitura superficiale perché influisce sulle prestazioni, la durata e l'aspetto dei componenti meccanici. La finitura superficiale può influenzare l'attrito, la resistenza all'usura e la capacità di formare una tenuta adeguata. L'interpretazione corretta dei simboli di finitura superficiale assicura che le parti prodotte soddisfino le specifiche e funzionino come previsto.
A: I simboli di rugosità superficiale sono rappresentazioni grafiche specifiche utilizzate per indicare la rugosità di una superficie sui disegni tecnici. Questi simboli aiutano ingegneri e produttori a comprendere il livello di irregolarità della superficie e il tipo di finitura superficiale richiesta per ottenere la texture superficiale desiderata.
A: I simboli di finitura superficiale rappresentano le caratteristiche della superficie utilizzando simboli grafici standardizzati che indicano la rugosità superficiale desiderata, la disposizione e l'ulteriore lavorazione superficiale. Questi simboli sono essenziali nei disegni tecnici per parti meccaniche e forniscono informazioni cruciali per la produzione e il controllo qualità.
A: La disposizione superficiale si riferisce alla direzione del pattern superficiale predominante, solitamente risultante dal processo di fabbricazione. È un aspetto essenziale della finitura superficiale perché può influenzare la funzione di una parte, in particolare nelle applicazioni in cui la superficie interagisce con altri componenti. I simboli di finitura superficiale spesso includono dettagli sulla disposizione superficiale richiesta per garantire prestazioni ottimali.
A: I metodi di misurazione per la finitura superficiale, come i profilometri o i dispositivi ottici, aiutano a valutare l'altezza della superficie, la rugosità e la consistenza di un componente. Queste misurazioni sono fondamentali per il controllo qualità in quanto assicurano che la parte soddisfi i parametri di finitura superficiale specificati, riducendo il rischio di problemi funzionali o guasti nel prodotto finito.

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →