

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
L'adozione della tecnologia di taglio a getto d'acqua ha migliorato notevolmente l'efficienza e la precisione dei settori di produzione e fabbricazione. Tuttavia, la domanda rimane: quanto è efficace un getto d'acqua quando si tagliano materiali più spessi come l'acciaio? In questo post del blog, ci immergiamo nei meccanismi interni e nelle capacità dei tagliatori a getto d'acqua analizzando vari concetti, come i fattori determinanti dello spessore di taglio, che incorpora la pressione dell'acqua, i materiali abrasivi utilizzati e le caratteristiche generali dell'acciaio. Nel farlo, giustapporremo il taglio a getto d'acqua ad altri metodi, delineeremo i suoi vantaggi e faremo luce sui suoi comuni equivoci e sulle sue applicazioni pratiche. Questa guida esamina i limiti e i punti di forza dell'acciaio tagliato a getto d'acqua e aiuta i professionisti della fabbricazione, gli ingegneri e chiunque sia interessato a saperne di più su questa tecnologia rivoluzionaria.

Lo spessore dell'acciaio tagliato con un getto d'acqua dipende dalla potenza del sistema a getto d'acqua, dal tipo di abrasivo e dalla qualità dell'acciaio. Mentre le macchine a getto d'acqua di livello industriale possono tagliare fino a 12 pollici di spessore, la velocità di taglio e la qualità del bordo sono adatte solo per materiali più sottili. Lo spessore di taglio più adatto è compreso tra 2 e 6 pollici per precisione ed efficienza.
Come ho appreso dalla mia ricerca, la tecnologia a getto d'acqua sembra incredibilmente versatile. I getti d'acqua possono tagliare acciaio, pietra, vetro e materiali compositi. La maggior parte dei getti d'acqua industriali taglia acciaio fino a 12 pollici di spessore, anche se 2-6 pollici sono i più adatti per una velocità e una precisione ottimali. Poiché il processo non è termico, si evitano problemi di distorsione e deformazione del materiale. Ciò lo rende ideale per lavori delicati e sensibili al calore. Inoltre, l'efficienza e la qualità del bordo del taglio sono influenzate dalla scelta del materiale abrasivo e dalla pressione dell'acqua.
Ecco alcune delle variabili che determinano lo spessore massimo possibile dei materiali che un dato sistema a getto d'acqua può tagliare:
Pressione dell'acqua
Una pressione dell'acqua più elevata rende l'azione di taglio più efficace. La maggior parte dei getti d'acqua industriali funziona tra 50,000 e 90,000 PSI, il che li aiuta a tagliare materiali più spessi.
Tipo di abrasivo e portata
Il tipo specifico di abrasivo, solitamente granato, e la portata determinano direttamente l'efficienza di taglio. La maggior parte delle applicazioni funziona meglio con 0.5-1.0 libbre al minuto. Dove il materiale è più spesso, gli abrasivi grossolani sono più veloci e più potenti, ma meno precisi.
Dimensione ugello
Ugelli più grandi aumentano l'abrasivo che può essere utilizzato, consentendo di tagliare materiali più spessi. Tuttavia, questo può ridurre il grado di precisione del taglio, poiché il taglio abrade materiali più morbidi. Gli orifizi degli ugelli standard sono tagliati con diametri controllati tra 0.030 e 0.050 pollici.
Proprietà dei materiali
La densità del materiale, la durezza e le variazioni di fragilità determinano la facilità di taglio. Materiali più morbidi come l'alluminio possono essere tagliati rapidamente, consentendo uno spessore maggiore rispetto a metalli densi come l'acciaio o il titanio.
Velocità di taglio
Velocità inferiori attenuano la fragilità dei bordi tagliati, consentendo la rimozione di uno spessore maggiore. Tuttavia, ridurre troppo la velocità può portare a inefficienza e costi maggiori.
Potenza della pompa
La potenza di uscita della pompa è correlata alla pressione dell'acqua e alla portata. Le pompe tra 50 HP e 150 HP sono le più comunemente utilizzate per vari spessori di materiale.
I sistemi a getto d'acqua possono massimizzare lo spessore pratico, migliorare la capacità del sistema e ottimizzare i requisiti dei materiali regolando questi fattori per ottenere la migliore efficienza e precisione.
Il taglio a getto d'acqua è noto per la sua efficacia e abilità tra le tecniche di taglio del metallo. Può tagliare molti tipi diversi di materiali senza usare calore. Di seguito è riportata una breve panoramica del taglio a getto d'acqua articolato in giustapposizione con altre tecniche popolari, insieme ai loro parametri tecnici e vantaggi:
Taglio a getto d'acqua contro taglio laser
Precisione: per quanto riguarda la precisione, entrambe le tecniche sono efficaci, ma il taglio a getto d'acqua è più realizzabile con materiali spessi che raggiungono fino a 0.005 pollici, rendendolo più fine del taglio laser con la sua tolleranza inferiore di 0.002. Le tolleranze del taglio a getto d'acqua dipendono anche dallo spessore del materiale; i tubi flessibili a getto d'acqua vengono tagliati con tolleranze di ±0.003 pollici, mentre le seghe a getto d'acqua vengono tagliate con tolleranze di ±0.005 pollici.
Compatibilità con i materiali: i getti d'acqua possono tagliare quasi tutte le sostanze, come metalli, materiali compositi, pietra o vetro, mentre il taglio laser è limitato a sottili fogli di plastica e metalli riflettenti come alluminio o rame.
Spessore: i getti d'acqua possono tagliare pietre, materiali compositi e metalli fino a 12 pollici di spessore. Tuttavia, a seconda della potenza del laser, il taglio laser ad acqua è efficace solo per fogli di basso spessore, circa 1-2 pollici.
Zona termicamente alterata (HAZ): uno dei principali vantaggi del taglio a getto d'acqua rispetto al taglio laser è l'eliminazione della zona termicamente alterata (HAZ). Il processo non utilizza calore; quindi, la HAZ è inesistente. A differenza del taglio a getto d'acqua, il taglio laser genera calore, che può modificare le proprietà del materiale attorno al taglio.
Taglio a getto d'acqua contro taglio al plasma
Precisione: il taglio a getto d'acqua è più preciso e pulito rispetto al taglio al plasma. Quest'ultimo è meno accurato; i bordi di taglio sono ruvidi con una larghezza di taglio compresa tra 0.04 e 0.06 pollici e tagli con scorie o scorie aumentate.
Spessore del materiale: mentre i getti d'acqua possono tagliare pezzi di materiali più spessi, il taglio al plasma funziona in modo più efficiente con metalli di spessore pari o inferiore a 15 cm.
Efficienza dei costi: le applicazioni che non hanno requisiti rigorosi sulla qualità dei bordi, come il taglio di metalli più sottili, utilizzano i sistemi al plasma perché sono più rapidi ed economici.
Varietà di materiali: i getti d'acqua possono tagliare quasi tutti i materiali, a differenza del taglio al plasma, che è limitato solo ai materiali elettricamente conduttivi.
Taglio a getto d'acqua vs. EDM (elettroerosione)
Precisione: l'EDM è il migliore per lavori di altissima precisione e complessi con tolleranze strette, che possono essere eseguiti rapidamente con elevata precisione. Sebbene anche i getti d'acqua abbiano elevata precisione, l'EDM è più adatto per lavori altamente dettagliati.
Spessore del materiale: i getti d'acqua possono lavorare materiali più spessi, fino a 12 pollici, mentre l'EDM può lavorare solo con materiali relativamente sottili a causa del processo di erosione elettrica.
Velocità di taglio: a differenza dell'EDM, che è calmo e preciso, il taglio a getto d'acqua è quasi sempre più veloce.
Applicazione: i getti d'acqua sono più adatti al taglio di pezzi più grandi di vari materiali rispetto all'elettroerosione, che è più comunemente utilizzata per la fabbricazione di utensili e matrici.
Riepilogo dei parametri tecnici per il taglio a getto d'acqua:
Tolleranza di taglio: da ±0.003 pollici a ±0.005 pollici
Spessore del materiale: fino a 12 pollici
Tipi di materiali: metalli, compositi, ceramiche, vetro, pietra, gomma e altro ancora
Larghezza del taglio: da 0.02 a 0.04 pollici
Potenza in uscita: le pompe funzionano a 50 HP e 150 HP, a pressioni di 90,000 PSI
Imparare queste differenze consente al produttore di considerare il metodo di taglio a getto d'acqua più appropriato per ogni materiale. La versatilità del taglio a getto d'acqua in termini di precisione e l'assenza di calore lo rendono un'opzione fantastica per molte applicazioni in vari settori.
Il taglio a getto d'acqua può incidere l'acciaio spesso utilizzando un flusso d'acqua denso mescolato con elementi abrasivi, come il granato. Il flusso d'acqua è pressurizzato a circa 90,000 PSI, il che crea un getto ben focalizzato in grado di tagliare con precisione ed efficienza piastre d'acciaio da diversi pollici. Un aspetto fondamentale del processo è che non viene generato calore, consentendo quindi la conservazione dell'integrità strutturale dell'acciaio. Il taglio a getto d'acqua non presenta alcun rischio di deformazione o modifica delle proprietà del materiale. Grazie a queste caratteristiche, il taglio a getto d'acqua è ideale per l'acciaio spesso nei settori dell'edilizia, aerospaziale e manifatturiero.
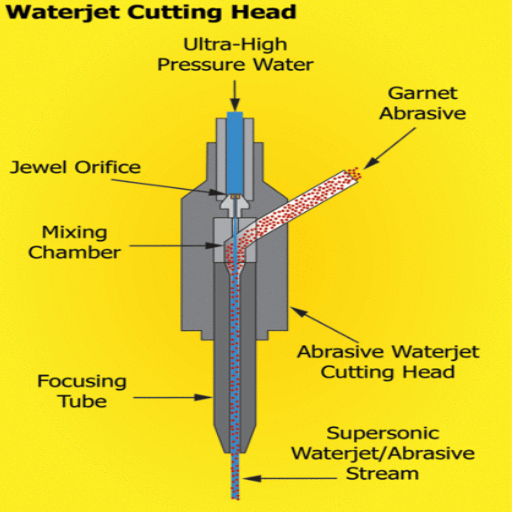
Il taglio a getto d'acqua prevede l'uso di un getto d'acqua ad alta pressione, che può essere miscelato con granato, per tagliare i materiali con grande precisione. Il processo inizia con il pompaggio dell'acqua e la sua pressurizzazione attraverso una pompa a circa diverse decine di migliaia di PSI. L'acqua viene quindi rilasciata attraverso un orifizio, che modifica la pressione a un livello basso e la fa espandere in un getto sottile. Se vengono inclusi abrasivi come il granato, migliorano l'efficienza di taglio distruggendo la superficie del materiale con il getto d'acqua. I getti d'acqua abrasivi utilizzano la potenza meccanica dell'acqua in rapido movimento e le forze di taglio del granato. Questi getti sono potenti, flessibili e adatti a materiali sensibili ai danni da calore, come materiali compositi o acciaio spesso.
Il taglio a getto d'acqua consente di abbinare spessori maggiori e materiali più difficili quando viene utilizzato un abrasivo adatto. Ad esempio, è possibile tagliare acciaio, titanio o ceramica con grande accuratezza e precisione includendo il granato, che è un abrasivo comune. Questi materiali vengono utilizzati per il taglio grazie alla loro elevata durata e durezza.
Alcuni dei dettagli che devono essere considerati includono la granulometria dell'abrasivo (solitamente 50-80 mesh per il taglio generico e più fine per le incisioni). Questa velocità di avanzamento dell'abrasivo è misurata in libbre al minuto e varia da 0.5 a 1.5 a seconda dello spessore del materiale, insieme alla pressione, che varia da 50,000 a 60,000 PSI per attività più complesse. Queste relazioni devono essere sviluppate per soddisfare la velocità di taglio, la qualità del bordo e i costi operativi durante il calcolo dell'ottimizzazione. L'assistenza degli abrasivi nelle procedure di taglio garantisce che la complessità di qualsiasi tipo venga affrontata in modo efficace e preciso.
Nel taglio a getto d'acqua abrasivo, il successo è determinato dalla regolazione dei parametri per adattarli al materiale e al risultato. Di seguito sono riportati alcuni suggerimenti derivati dall'esperienza pratica:
Raccomandazioni per il taglio a getto d'acqua
I materiali morbidi come la schiuma e la gomma richiedono una pressione dell'acqua di 20,00030,000-XNUMX PSI.
I materiali a media densità come legno, plastica e sottili fogli di metallo vengono solitamente tagliati a una pressione compresa tra 40,000 e 50,000 PSI.
Per materiali molto densi o duri come acciaio e pietra, la pressione dell'acqua dovrebbe essere impostata su 50000-60,00PSI. I componenti subiscono una maggiore usura, ma le velocità di taglio per acciaio e pietra aumentano.
Per velocità più elevate e una finitura superficiale decente per tagli generici, utilizzare granato da 80 mesh.
Si consiglia di utilizzare abrasivi più fini, ad esempio da 121 mesh, per ridurre la larghezza del taglio e aumentare la precisione nei tagli dettagliati o delicati.
Per tagli ad alta potenza, utilizzare abrasivi più grossolani, ad esempio da 50 e 60 mesh.
La portata abrasiva varia solitamente da 0.5 a 1.5 libbre/min. Questo valore è flessibile a seconda dello spessore e della durezza del materiale. Portate inferiori funzionano meglio su materiali più sottili per risparmiare sui costi, mentre metalli o pietre più spessi richiedono portate maggiori.
Idealmente, portate più elevate comportano un'efficienza migliorata. Tuttavia, tendono a compromettere la qualità del bordo.
Per tagli precisi, soprattutto su disegni profondi e complessi, sono ideali velocità più basse e maggiore precisione.
Scelta dell'ugello e dell'orifizio
La maggior parte delle applicazioni può utilizzare una dimensione standard dell'ugello di 0.030 – 0.040 pollici. Orifizi più grandi possono accettare portate abrasive più elevate, ma la precisione potrebbe diventare un problema.
Sostituisci tempestivamente gli ugelli usurati o danneggiati per ottenere una qualità costante.
Questi criteri richiedono tentativi ed errori per essere perfezionati, ma seguirli aiuterà a ottenere tagli puliti, ridurre al minimo lo spreco di materiale e mantenere l'efficienza operativa. Consulta le raccomandazioni del produttore per il tuo specifico modello di waterjet e materiali.

I cutter a getto d'acqua hanno molti vantaggi quando si tratta di lavorare con acciaio spesso. Innanzitutto, possono tagliare un materiale insolitamente spesso, spesso più di un paio di pollici, senza perdere precisione. Essendo un metodo di taglio a freddo, nessuna zona è interessata da rischi di calore, mantenendo così la struttura ed eliminando la possibilità di deformazioni. I cutter a getto d'acqua producono bordi senza sbavature, consentendo un ulteriore processo di finitura secondaria minimo. Possono anche mantenere vari gradi e composizioni di acciaio, rendendoli strumenti preziosi in diversi settori. Ultimo ma non meno importante, i cutter a getto d'acqua sono molto rispettosi dell'ambiente poiché vengono prodotti pochi rifiuti e non vengono emessi fumi o sostanze tossiche.
A mia conoscenza, i sistemi a getto d'acqua sono utili per la precisione e l'accuratezza nel taglio di materiali spessi. I sistemi a getto d'acqua tagliati con acqua ad alta pressione e particelle abrasive funzionano in modo eccellente in tolleranze strette, anche in materiali densi. Questo metodo di taglio garantisce l'assenza di generazione di calore, prevenendo problemi di surriscaldamento. Inoltre, si evita la distorsione termica, mantenendo intatte le proprietà del materiale. I sistemi di taglio a getto d'acqua possono mantenere coerenza e accuratezza anche per le forme più complesse, quindi sono fondamentali nei settori più esigenti.
Il processo di taglio a freddo presenta numerosi vantaggi per il mantenimento dell'integrità dell'acciaio, principalmente perché non è termico. Poiché non si formano zone termicamente alterate (HAZ), la microstruttura dell'acciaio e tutte le sue proprietà meccaniche vengono preservate. Gli acciai legati o ad alta resistenza sensibili agli impatti termici ne trarranno i maggiori benefici. Il taglio a freddo riduce anche le possibilità di deformazione, criccatura o degradazione del materiale, che è comune quando si utilizza il taglio termico.
I principali parametri tecnici includono:
Precisione di taglio: è possibile ottenere tagli netti con dettagli intricati con elevata precisione, fino a ±0.1 mm.
Finitura superficiale: i bordi sono di qualità superiore e richiedono poca o nessuna post-elaborazione poiché non ci sono sbavature termiche.
Livelli di pressione: i getti d'acqua con materiali abrasivi tagliano meglio a 60,000-90,000 psi. Ciò fornisce la potenza di taglio più costante.
Materiale abrasivo: i granati comuni, se utilizzati a 0.5–1.5 lb/min, garantiscono un taglio efficace e una perdita minima di materiale.
Spessore del materiale: la gamma è molto efficace, in quanto può tagliare spessori di acciaio da 0.1 pollici a 12 pollici, a seconda delle capacità dell'attrezzatura.
Il taglio a freddo viene utilizzato nell'industria aeronautica, automobilistica e nell'edilizia, poiché preserva l'integrità strutturale e chimica dell'acciaio.
Le varie tecniche che applichiamo nella tecnologia del taglio a freddo consentono al settore di elaborare diversi gradi e spessori di acciaio con elevata efficienza, precisione e risultati eccellenti. Questa tecnica dimostra la sua versatilità tagliando in modo efficiente acciaio al carbonio, acciaio inossidabile, acciaio legato, acciaio ad alta resistenza e lame. Sia che siano delicati o robusti, lamiere sottili e materiali spessi possono essere elaborati tramite taglio a freddo e le proprietà del materiale rimangono invariate.
Gradi di acciaio:
Acciaio al carbonio (gradi A36, 1018, ecc.) – Questo grado è ampiamente utilizzato per applicazioni strutturali e di uso generale.
Acciaio inossidabile (gradi 304, 316, ecc.) – Estremamente resistente alla corrosione e, pertanto, ideale per l'uso nei settori alimentare, medico e marittimo.
Acciaio legato (ad esempio 4140, 4340): questo grado offre una resistenza e una resistenza all'usura superiori.
Acciaio ad alta resistenza (HSLA) – Utilizzato principalmente nei settori in cui è richiesta un'elevata durata riducendo il peso.
Spessore materiale:
Fogli sottili (<0.25 pollici): utili per tagli e dettagli precisi, soprattutto nei settori aerospaziale ed elettronico.
Spessore medio (0.25–6 pollici) – Comunemente utilizzato nell'edilizia automobilistica per parti strutturali e macchinari.
Spessore elevato (6–12 pollici) – Utilizzato nei settori della cantieristica navale e dell'energia per impieghi gravosi.
Questa regolazione può essere attribuita ad attrezzature sofisticate come i getti d'acqua abrasivi, che garantiscono bordi puliti e precisi, ed efficienti macchine per il taglio al plasma o al laser per sezioni più spesse. Fattori come la velocità di taglio, i livelli di pressione (30,000-60,000 psi per i getti d'acqua sono normali) e altri metodi avanzati specifici per i materiali vengono utilizzati per mantenere le massime prestazioni insieme alla conservazione dell'acciaio. La capacità del taglio a freddo di modificare e adattarsi a vari gradi e dimensioni spiega l'ampia utilità della tecnologia in molti segmenti industriali.

In effetti, esistono delle limitazioni nel taglio a getto d'acqua di acciaio spesso. Tuttavia, le operazioni a getto d'acqua sono piuttosto versatili; la precisione e la velocità di taglio diminuiscono notevolmente quando si ha a che fare con acciaio molto spesso. Inoltre, il processo potrebbe essere meno efficace con impostazioni e abrasivi difficili e più duri, aumentando i costi operativi. Più densi sono i materiali, più scadente tende a essere la qualità del bordo e devono essere eseguiti specifici processi di finitura per ottenere una qualità adeguata.
È eccellente discutere di come lo spessore del materiale possa influire sulla velocità di taglio. Di solito, all'aumentare dello spessore del materiale, la velocità di taglio diminuisce. Questo perché i materiali più spessi richiedono più tempo ed energia sotto forma di pressione per penetrare completamente. Prendiamo, ad esempio, i sistemi di taglio laser o a getto d'acqua: devono tutti gestire metalli più spessi che offrono una resistenza più forte e, di conseguenza, la precisione e la qualità del bordo ne risentono. Quando la perdita deve essere mitigata, velocità operative più lente sono un modo comune per farlo, il che è meno efficiente e conveniente.
Ottenere un'elevata qualità di taglio su piastre di acciaio spesse è una bella sfida. Si dovranno affrontare problemi relativi a impostazioni di parametri accurate e parametri operativi ottimizzati, insieme a diverse altre preoccupazioni. Ecco alcune considerazioni:
Distorsione termica
Processi come il taglio laser possono surriscaldarsi e causare deformazioni. I meccanismi di distribuzione del calore e i sistemi di raffreddamento adeguati saranno molto importanti in questi casi.
Rugosità del bordo
Nella maggior parte dei casi, l'acciaio avrà bordi ruvidi o precisi. Cambiare la velocità di avanzamento, l'altezza dell'ugello o l'allineamento della testina di taglio può smussare questi bordi ruvidi.
Velocità di taglio
Quando si taglia acciaio spesso, la velocità deve essere ridotta a 1-1.2 pollici al minuto. Un taglio più veloce darà luogo a un taglio grossolano.
Assistere la pressione del gas
Le impostazioni di pressione tra 5 e 10 bar con azoto o ossigeno e materiali fusi aiutano a pulire l'area durante il taglio. Tuttavia, i materiali più spessi funzionano meglio per queste impostazioni di pressione.
Messa a fuoco del raggio o calibrazione dello strumento
La focalizzazione del raggio di cemento assicura che nessun laser dannoso tagli penetrazioni pulite. L'allineamento della macchina e un'adeguata velocità di avanzamento dell'abrasivo sono essenziali per i tagliatori a getto d'acqua. La cifra più importante è di circa 1-1.2 libbre al minuto.
Variazione della durezza del materiale
La durezza uniforme dell'acciaio è fondamentale per garantire la qualità. Per ridurre le differenze, l'ispezione preventiva del materiale prima del taglio fornisce i risultati migliori.
Se questi criteri vengono gestiti correttamente, l'acciaio di spessore considerevole può migliorare la precisione e l'affidabilità.
La Y-cutter di Hi-Tech Fabrication fa risparmiare tempo e denaro quando si lavora acciaio spesso in un'unica passata. La Y-Cutter automatica a getto d'acqua riduce drasticamente i costi di lavorazione di metalli ferrosi da medi a spessi. Analizziamoli nel dettaglio:
Tempo di lavorazione e costo della manodopera
Ad esempio, i lavoratori non devono passare ore a cambiare utensili per segare il metallo. Utilizzare la sega a getto di Y-Cutter non richiederà molto tempo. Una persona può facilmente tagliare fino a 50-70 tubi all'ora con una qualità fantastica a un ritmo così veloce. Imposta la velocità a 4 pollici per l'acciaio con uno spessore di 4 pollici e lascia che la sega faccia il lavoro. Il cutter si occuperà del resto.
Investimento iniziale e spese operative
Non è più necessaria un'intera squadra per tagliare tubi metallici. Risparmia denaro acquistando un waterjet cutter facile da trasportare. Inoltre, non c'è bisogno di assumere lavoratori extra. Ora puoi usare l'intera squadra per azionare il dispositivo senza preoccupazioni. Y-Cutter ti consente di recuperare tempo. Quando imposti il cutter elettrico a meno di 200 ampere, si occuperà di tutto. Il risparmio di tempo è dove sta il denaro.
Pertanto, si può concludere che i costi di esercizio e di fabbricazione risultano notevolmente ridotti, mantenendo lo stesso livello di precisione.
Utilizzo di energia
L'elettricità può essere costosa quando si eseguono processi come il taglio al plasma di lamiere di acciaio spesse, ma la spesa varia a seconda della fonte e della durata del taglio. Un alimentatore specifico e impostazioni preferite in base allo spessore dell'acciaio possono garantire un consumo ottimale.
Materiali di consumo e manutenzione
Anche gli utensili da taglio per impieghi gravosi hanno una durata utile quando sono usurati, soprattutto quando si trattano materiali pesanti. La sostituzione di ugelli, elettrodi e materiali abrasivi aumenta notevolmente i costi di assistenza. I budget stabiliti assicurano che gli utensili da taglio funzionino in modo coerente, ma devono essere spesi più e più volte.
L'armonia sorprendente con gli elementi di costo incorpora stime ragionevoli, utilizzo ottimale dei macchinari e selezione di tecniche pratiche relative al materiale e al progetto. La formulazione di questi fattori aiuta a controllare le spese di taglio di piastre di acciaio molto spesse.

Il taglio di acciaio spesso viene eseguito in modo accurato e preciso; il taglio a getto d'acqua è uno dei metodi migliori. A differenza dei metodi di taglio laser o al plasma, il taglio a getto d'acqua non riscalda il materiale. Pertanto, l'integrità del materiale viene preservata e non esistono zone interessate dal calore. Il metodo di taglio a getto d'acqua è esatto e produce il minimo spreco. Inoltre, può tagliare materiali molto spessi e densi. Può anche adattarsi a una vasta gamma di materiali che variano in spessore e composizione; quindi, è ineguagliabile. Il taglio a getto d'acqua presenta degli svantaggi, come costi iniziali elevati, velocità di taglio più lente rispetto al taglio al plasma e dipendenza dai requisiti del progetto. Infine, il taglio a getto d'acqua è il metodo più utile per progetti che apprezzano la precisione estrema e la conservazione del materiale.
Nel mio esame dell'efficacia del taglio a getto d'acqua e al plasma per acciaio spesso, è chiaro che entrambi gli approcci sono vantaggiosi a seconda della natura o dello scopo del progetto. Il taglio a getto d'acqua è preciso e non ha un'area interessata dal calore, il che è fondamentale per mantenere l'integrità strutturale dell'acciaio. Inoltre, è versatile poiché può tagliare materiali più spessi e diversi con il minimo spreco. Il taglio al plasma non è così preciso ma è più veloce, più economico e più efficace nei progetti ad alto volume. Nel complesso, se i fattori critici sono la conservazione del materiale e la precisione, la mia preferenza sarebbe per il taglio a getto d'acqua. D'altra parte, il taglio al plasma è l'opzione migliore per soluzioni più economiche che richiedono un tempo di completamento più rapido.
Il taglio a getto d'acqua e il taglio al plasma offrono ciascuno vantaggi distinti rispetto ai tradizionali utensili meccanici per soddisfare le moderne esigenze industriali.
Taglio a getto d'acqua
Precisione: il taglio a getto d'acqua può raggiungere una precisione di ±0.003 pollici, rendendolo adatto a progetti molto complessi.
Nessuna zona alterata dal calore (HAZ): il taglio a getto d'acqua non utilizza calore, impedendo deformazioni o altre alterazioni delle proprietà del materiale. Ciò è necessario per l'acciaio temprato.
Versatilità: il taglio a getto d'acqua può tagliare materiali spessi fino a 12 pollici, come metalli, materiali compositi e ceramiche.
Scarti minimi: il taglio a getto d'acqua mira a garantire precisione, riducendo gli scarti di taglio di alta qualità e i costi.
Taglio al plasma
Velocità di taglio: il taglio al plasma può avvenire a velocità notevolmente superiori rispetto al getto d'acqua, raggiungendo velocità di 200 pollici al minuto per i materiali più sottili.
Convenienza: i costi operativi adeguati rendono il taglio al plasma preferibile per produzioni ad alto volume e per tagli non complessi.
Gamma di materiali: il taglio al plasma è ideale per i materiali conduttivi, gestendo in modo efficiente spessori fino a 2 pollici.
Portabilità: i sistemi di taglio al plasma sono notevolmente più portatili dei sistemi a getto d'acqua. Sono compatti e ideali per operazioni in loco.
Entrambi i metodi garantiscono efficienza, precisione e adattabilità e sfruttano i parametri tecnici degli utensili e le esigenze del progetto per distinguersi come alternative superiori al taglio tradizionale.
Il taglio a getto d'acqua è eccellente quando si desidera mantenere la precisione e l'integrità del materiale. Il taglio a getto d'acqua utilizza un getto d'acqua ad alta pressione o una sostanza abrasiva al posto di altri metodi di taglio che generano calore, offrendo una caratteristica di "taglio a freddo". Poiché il taglio con acqua non genera calore, nessuna zona è influenzata dal calore. Una gamma di materiali sensibili trae grandi benefici da questa procedura.
Scenari chiave per la scelta del taglio a getto d'acqua:
Progetti complessi: le macchine a getto d'acqua consentono agli ingegneri di creare progetti estremamente dettagliati ed elaborati, con tolleranze ridotte fino a ±0.003 pollici.
Ampia compatibilità: il taglio a getto d'acqua può tagliare metalli come acciaio, alluminio e titanio, nonché gomma, schiuma e vetro. Può anche utilizzare il metodo a strati, che taglia fino a sei pollici.
Componenti sensibili al calore: la plastica temperata composta e i vetri specifici sono componenti sensibili al calore che tendono a creparsi e deformarsi quando esposti al calore. Un taglio a getto d'acqua non espone alcun componente al calore.
Rispettoso dell'ambiente: la smussatura a getto d'acqua non crea fumi o rifiuti pericolosi, il che la rende ecologica.
Componenti multistrato: consentono agli operatori di tagliare più strati di materiale, migliorando al contempo la produttività.
Grazie ai suoi requisiti particolari, il taglio a getto d'acqua consente di ottenere i risultati migliori nei progetti aerospaziali, automobilistici, edilizi e persino nel design artistico.

Il taglio a getto d'acqua dell'acciaio può tagliare l'acciaio in diversi spessori e gradi con la stessa precisione ed efficienza. Acciaio al carbonio, acciaio inossidabile, acciaio per utensili, acciaio legato o qualsiasi altro tipo di acciaio possono essere tagliati a getto d'acqua indipendentemente dal loro spessore e livello di durezza. Il taglio a getto d'acqua garantisce che anche gli acciai difficili con estrema sensibilità al calore o alla riflettività siano trattati correttamente, poiché il metodo non altera le zone a causa del calore o cambia attraverso la distorsione.
Uno dei vantaggi più significativi del processo Waterjet è il taglio di acciaio inossidabile e acciaio per utensili. La resistenza del materiale e la resistenza alla corrosione vengono mantenute con l'acciaio inossidabile perché la HAZ (zona termicamente alterata) viene eliminata. Si possono ottenere tagli puliti su spessori di lamiere variabili, da lamiere delicate e sottili di 0.01 pollici ad alcune lamiere pesanti di circa 6 pollici o anche di più, a seconda della pressione della macchina a getto d'acqua e delle impostazioni abrasive. L'intervallo medio di tolleranza di taglio per l'acciaio inossidabile è di circa ±0.003 pollici, segnando un livello di precisione di punta.
Le macchine a getto d'acqua tagliano vari gradi di acciaio per utensili come A2, D2, M2 e altri, mantenendone la durezza e la durevolezza. Anche l'acciaio inossidabile è facilmente maneggiabile senza perdere le proprietà cruciali della lega. Anche le capacità futuristiche del getto d'acqua hanno un costo. Come compromesso, la macchina deve lavorare con una quantità sbalorditiva di 60,000-90,000 PSI. Tuttavia, così tanta pressione dalla macchina a getto d'acqua produce risultati squisiti. Il taglierino a getto d'acqua abrasivo fine granato assicura che la post-elaborazione sia ridotta al minimo.
L'adattabilità e la flessibilità delle macchine a getto d'acqua le rendono il gold standard per la produzione moderna. Possono dominare vari settori che richiedono design e componenti intricati con specifiche estenuanti.
La tecnologia a getto d'acqua ha trasformato completamente il nostro approccio all'acciaio; che si tratti di acciaio inossidabile, acciaio per utensili o varie leghe di acciaio, la tecnologia a getto d'acqua può essere considerata una garanzia sicura. Il getto d'acqua funziona in modo efficiente sia con piastre di acciaio spesse che sottili, tagliando con una tolleranza sbalorditiva di ±0.003 pollici e in nessun momento il getto d'acqua perde precisione o controllo. Vengono prodotti bordi lisci con pochissime sbavature, se non addirittura nessuna. In sintesi, la tecnologia a getto d'acqua non ha importanza di che grado; ha una presa solida su ogni singola forma di acciaio.
Una caratteristica fondamentale è che il taglio a getto d'acqua non utilizza calore, eliminando lo stress termico o il rischio di distorsione. Per questo motivo, i progetti complessi che attraversano settori con specifiche esigenti non richiederanno servizi Waterjet. La tecnologia offre anche una versatilità senza pari per affrontare diverse leghe di acciaio, con impostazioni di pressione avanzate che vanno da 60,000 a 90,000 PSI e abrasivi fini e uniformi come il granato.
Nelle aree in cui precisione, flessibilità e mantenimento dell'integrità del materiale sono premesse fondamentali, il taglio a getto d'acqua è particolarmente convincente. Di seguito sono descritti alcuni esempi degni di nota:
Industria aerospaziale
Il taglio a getto d'acqua è ampiamente utilizzato nell'industria aerospaziale per lavorare leghe di acciaio ad alte prestazioni in pale di turbine, staffe, componenti strutturali e altro ancora. La sua capacità di produrre tagli intricati in geometria complessa con sollievo da stress termico assicura la conformità aerospaziale. Qui, le tolleranze di precisione medie sono ±0.003 pollici e il materiale lavorato può avere uno spessore fino a 6 pollici.
Produzione automobilistica
Questa tecnologia consente la lavorazione efficiente di parti complesse come ingranaggi, scarichi e persino staffe di sospensione. La precisione del getto d'acqua e l'assenza di distorsioni termiche nel taglio lo rendono adatto all'acciaio ad alta resistenza utilizzato nelle parti strutturali dell'automotive. I produttori impostano la pressione del getto d'acqua a 60,000-90,000 PSI quando tagliano l'acciaio inossidabile.
Dispositivi medicali
L'industria medica utilizza il taglio a getto d'acqua per strumenti chirurgici e impianti da utensili e acciaio inossidabile. I requisiti di precisione di questi componenti, che sono basati sulla sicurezza, sono eccezionalmente elevati. L'uso di abrasivi di granato di grado fine garantisce bordi puliti e lisci senza possibilità di influenzare le proprietà del materiale, anche nei micro dettagli.
Settore Oil and Gas
Il taglio a getto d'acqua può produrre componenti in acciaio come condotte, flange e valvole che resistono ad alta pressione e temperature estreme. Inoltre, l'assenza di un'area interessata dal calore offre un vantaggio competitivo perché garantisce la conservazione delle preziose caratteristiche metallurgiche dell'acciaio.
Applicazioni artistiche e decorative
Il taglio a getto d'acqua consente ad artisti, gioiellieri e architetti di creare design in acciaio personalizzati. Il controllo del taglio di motivi intricati migliora la resistenza e la finitura superficiale del materiale.
Sebbene sia possibile realizzare lavori in acciaio personalizzati per scopi decorativi o di ingegneria avanzata, i lavori di taglio a getto d'acqua sono eccezionali nel mondo assistito dal computer.
Parametri tecnici dei risultati ottimali
Impostazioni di pressione: 60000-90000 PSI
Tolleranze: in genere ±0.003 pollici
Spessore dei materiali da taglio: fino a 6 pollici in più
Abrasivi utilizzati: granato fine o equivalente
Per quanto riguarda le leghe di acciaio, le industrie non saranno più costrette a sacrificare prestazioni e adattabilità introducendo la tecnologia a getto d'acqua. Le sue capacità avanzate garantiscono una precisione superiore alla media e un'adattabilità a condizioni estreme incredibili.
Fornitore leader di lavorazioni CNC dei metalli in Cina
R: Il taglio a getto d'acqua è un processo che utilizza un flusso d'acqua ad alta pressione, spesso mescolato a particelle abrasive, per tagliare i materiali. La macchina per il taglio a getto d'acqua dirige questo flusso verso il materiale, erodendolo efficacemente per creare tagli precisi. Questo metodo è particolarmente efficace per il taglio di acciaio e altri metalli.
R: I vantaggi del taglio dell'acciaio con un getto d'acqua includono il taglio di precisione con spreco minimo di materiale, nessuna zona interessata dal calore che può alterare le proprietà del materiale, la capacità di tagliare forme complesse e la versatilità nel taglio di vari spessori e tipi di acciaio. Il taglio a getto d'acqua è anche ecologico e non produce fumi o polvere nocivi.
R: Lo spessore dell'acciaio che un getto d'acqua può tagliare dipende dalla macchina specifica e dalla configurazione. In genere, la maggior parte delle macchine da taglio a getto d'acqua commerciali può tagliare acciaio fino a 6 pollici di spessore. Alcuni sistemi avanzati, come il getto d'acqua OMAX, possono tagliare anche materiali più spessi, potenzialmente fino a 9 pollici di acciaio inossidabile. Tuttavia, il tempo di taglio aumenta significativamente con lo spessore.
R: Il taglio a getto d'acqua puro utilizza solo un flusso d'acqua ad alta pressione e viene solitamente utilizzato per tagliare materiali morbidi. D'altro canto, il taglio a getto d'acqua abrasivo mescola l'acqua con particelle abrasive (solitamente granato) e viene utilizzato per tagliare materiali più complessi come l'acciaio. Il taglio a getto d'acqua abrasivo è più potente e può tagliare materiali più spessi e complessi rispetto al taglio a getto d'acqua puro.
R: Una macchina per il taglio a getto d'acqua può tagliare l'acciaio temprato. Le particelle abrasive nel flusso d'acqua possono tagliare anche gli acciai più duri. Ciò rende il taglio a getto d'acqua una scelta eccellente per il taglio di acciaio per utensili, piastre corazzate e altri materiali in acciaio temprato che potrebbero essere difficili da tagliare con altri metodi di taglio.
R: Uno dei principali vantaggi del processo di taglio a getto d'acqua è che non genera calore, a differenza di molti altri metodi di taglio. Ciò significa che non c'è una zona interessata dal calore che potrebbe alterare le proprietà dell'acciaio. I bordi tagliati sono puliti e solitamente non richiedono una finitura secondaria. Tuttavia, i tagli molto spessi possono mostrare una leggera conicità o linee di ritardo nella parte inferiore del taglio.
R: Le macchine da taglio a getto d'acqua sono versatili e possono tagliare praticamente tutti i tipi di acciaio, tra cui acciaio dolce, acciaio inossidabile, utensili, molle e leghe esotiche. L'acqua miscelata con particelle abrasive può tagliare efficacemente qualsiasi grado di acciaio, dal più morbido al più duro.
R: Rispetto ad altri metodi di taglio, il taglio a getto d'acqua offre diversi vantaggi. Può tagliare materiali più spessi rispetto al taglio laser, non produce zone alterate dal calore come il taglio al plasma e può creare forme più complesse rispetto al taglio meccanico tradizionale. Sebbene possa essere più lento per i materiali sottili, diventa più competitivo man mano che aumenta lo spessore del materiale, in particolare per blocchi o piastre di acciaio spesse diversi pollici.

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →