

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
L'anodizzazione fai da te dell'alluminio a casa a Los Angeles è spesso considerata scoraggiante, ma non temere! Questo post ti aiuterà ad analizzarne la fattibilità e a stimare passo dopo passo le risorse necessarie per realizzare l'anodizzazione a casa. Con informazioni adeguate e le tecniche appropriate, l'anodizzazione dell'alluminio di qualità aeronautica può essere un'impresa fruttuosa e ricca di emozioni. L'anodizzazione è una pratica forma di placcatura che sarà utile non solo per gli appassionati privati, ma anche per le piccole aziende che richiedono un miglioramento della resistenza del prodotto alla corrosione. Questo articolo discuterà gli strumenti e i materiali necessari e analizzerà la scienza alla base dell'anodizzazione e del processo. Oltre a ciò, esamineremo diversi problemi che si presentano con l'anodizzazione e cercheremo di suggerire modi per eseguirla in modo professionale. Entro la fine di questo post, dovresti avere familiarità con il processo di anodizzazione della maglia e avere la sicurezza di farlo da solo.
L'anodizzazione è una tecnica per aumentare il valore della superficie dell'alluminio migliorandone lo strato di ossido resistente alla corrosione. il metodo prevede l'immersione dell'alluminio in una soluzione elettrolitica acida e facendo passare una corrente su di essa. Gli ioni di ossigeno si amalgamano con l'alluminio per formare uno strato di ossido protettivo, che può essere migliorato tingendolo o lasciandolo trasparente. Lo strato può essere migliorato tingendolo o lasciandolo trasparente, offrendo al contempo un aspetto multistrato, una durata modificata e una maggiore resistenza alla corrosione e all'usura.
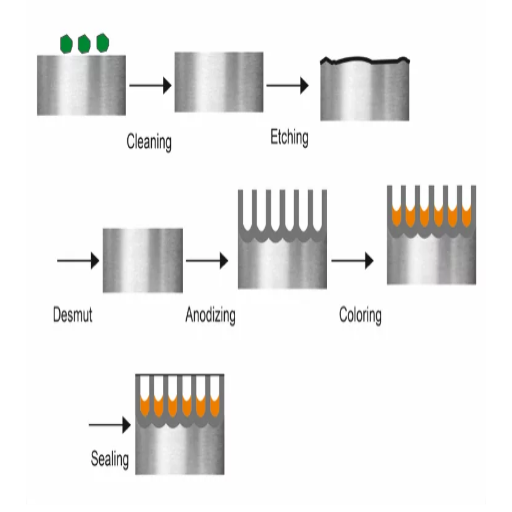
La procedura elettrochimica di anodizzazione dell'alluminio richiede le seguenti azioni e parametri affinché il rivestimento protettivo sia efficace e di successo. Inoltre, di seguito è riportata una breve spiegazione con i relativi fattori tecnici:
Preparazione: Come suggerisce la fase, la superficie dell'alluminio deve essere pulita a fondo per eliminare eventuali residui. Questo viene fatto utilizzando soluzioni detergenti alcaline o acide.
Parametro: la temperatura di pulizia è compresa tra 45 e 60 gradi Celsius.
Soluzione elettrolitica: il processo non avverrebbe senza un elettrolita acido, ma l'acido solforico è il più comune. In alcuni casi può essere utilizzato anche l'acido cromico.
Parametro: Si stima che la concentrazione di acido solforico sia di circa 15-20 libbre per peso.
Tensione e corrente: un alimentatore esterno a corrente continua (CC) è collegato all'alluminio, che funge da anodo nel circuito e forma uno strato di ossido.
Parametro: La tensione fornita è solitamente compresa tra 12 V e 24 V, a seconda dello spessore dello strato di ossido desiderato.
Densità di corrente: circa 1.5-3.0 A/dm².
Controllo della temperatura: la temperatura del bagno elettrolitico deve essere controllata per ottenere una qualità di rivestimento uniforme.
Parametro: La temperatura ottimale è compresa tra 15°C e 20°C.
Durata: la quantità di tempo per cui il materiale viene lasciato in immersione determina lo spessore dello strato di ossido e può essere modulata per soddisfare esigenze specifiche.
Parametro: In genere, il processo dura tra 20 e 45 minuti.
Sigillatura: l'alluminio viene solitamente anodizzato e poi sottoposto a un processo di sigillatura per chiudere i pori dello strato di ossido, migliorando così la resistenza alla corrosione.
Parametro: Il processo di sigillatura avviene tramite immersione in acqua deionizzata riscaldata a una temperatura compresa tra 95°C e 100°C per 15-30 minuti.
Questi parametri devono essere controllati attentamente durante ogni fase del processo per ottenere una qualità anodizzata che soddisfi le esigenze funzionali ed estetiche.
In quanto elettrolita più frequentemente impiegato per l'anodizzazione solforica, l'acido solforico è fondamentale nelle operazioni di anodizzazione. Quando l'alluminio viene immerso in una soluzione di acido solforico con una corrente elettrica, l'acido aiuta nella reazione elettrochimica, formando uno strato poroso di ossido di alluminio sulla superficie dell'alluminio. La percentuale in peso di acido solforico è solitamente dal 10 al 15 percento, mentre la temperatura dell'elettrolita è mantenuta tra 20 ̊C e 25 ̊C per una formazione di ossido uniforme e controllata; i parametri di densità di corrente sono solitamente da 12 a 18 A/ft². Il tempo richiesto per il processo varia anche tra 15 e 60 minuti in base allo spessore e all'applicazione dello strato di ossido.
Nel caso di altri composti utilizzati per l'anodizzazione, quelli che possono servire come modificatori o possono essere utilizzati in fasi di pretrattamento o post-trattamento. Diamo un'occhiata ad alcuni esempi:
Acido fosforico:
Viene spesso impiegato nel pretrattamento di adesione dello strato di ossido per pulire o condizionare le superfici in alluminio. La concentrazione è in genere intorno al 10-20% in volume.
Acidi organici e coloranti:
Alcuni acidi organici, come l'acido ossalico, possono essere utilizzati per anodizzare elettroliti alternativi per finiture speciali. I coloranti vengono utilizzati in una fase secondaria per penetrare e colorare l'ossido di alluminio poroso e colorarlo.
Questi prodotti chimici, se dosati accuratamente e utilizzati entro i limiti di tolleranza corretti, garantiscono che l'anodizzazione soddisferà sia la parte fisica che quella visiva del problema. I parametri chimici devono essere controllati e rispettati per garantire ripetibilità, affidabilità e sicurezza.
Detergenti:
La finitura superficiale richiede agenti di incisione alcalini, come l'idrossido di sodio, in una concentrazione dal quattro al sei percento per rimuovere i contaminanti e migliorare la qualità della finitura.
Sigillanti:
Durante le fasi di sigillatura dell'anodizzazione vengono spesso aggiunti sali di acetato di nichel o di cobalto, poiché queste sostanze chimiche migliorano ulteriormente la resistenza alla corrosione e rafforzano il rivestimento protettivo dello strato di ossido.
A mio parere, l'anodizzazione migliora notevolmente la resistenza alla corrosione creando una barriera formidabile sotto forma di strato di ossido, che protegge dall'umidità e dalle sostanze chimiche. Questo strato protettivo è uniforme, non conduttivo e altamente aderente, prevenendo problemi come sfaldamento o spellatura. Inoltre, l'anodizzazione migliora la durezza superficiale, aumentando la resistenza del materiale all'abrasione nel tempo.
Da un punto di vista tecnico, i risultati più efficaci si possono ottenere nelle seguenti condizioni:
Concentrazione dell'elettrolita: la concentrazione dell'acido solforico viene solitamente mantenuta tra il 15 e il 20% in peso per una produzione ideale di ossido.
La tensione utilizzata per l'anodizzazione varia solitamente tra 12 e 25 volt, a seconda dello spessore del rivestimento richiesto e del tipo di materiale.
Controllo della temperatura: la temperatura del bagno elettrolitico deve essere mantenuta tra 20 e 22 gradi centigradi per garantire un certo grado di precisione.
Tempo: il tempo di ciclo di questo processo è solitamente di circa 15-60 minuti, a seconda dello spessore richiesto.
Fase di sigillatura: dopo l'anodizzazione, il componente deve essere sigillato in acqua calda o in una soluzione di acetato di nichel per chiudere i pori e aumentare la resistenza alla corrosione.
Grazie a questi parametri, l'anodizzazione bilancia resistenza funzionale, aspetto estetico e robustezza dei componenti per applicazioni impegnative, rendendola la tecnica di finitura superficiale preferita.

Seguendo questi passaggi, è possibile anodizzare l'alluminio a casa in modo sicuro e con successo, ottenendo una finitura durevole e gradevole alla vista.
Per la anodizzazione riuscita dell'alluminio componenti in casa, gli strumenti e i materiali necessari, insieme ai loro dettagli specifici, sono:
Pezzo lavorato in alluminio
Utilizzare alluminio pulito e di buona qualità, adatto all'anodizzazione, come le leghe 6061 o 5052.
Alimentazione di laboratorio
Potrebbe essere preferibile una fonte di alimentazione CC con tensione e corrente di uscita regolabili. Le dimensioni del pezzo da lavorare determineranno l'intervallo consigliato di 12-24 volt e 5-10 ampere.
Soluzione elettrolitica
Una miscela di acqua distillata e acido solforico con una concentrazione compresa tra il 10 e il 15 percento. L'acido dovrebbe sempre essere aggiunto all'acqua e non viceversa.
Vasca di anodizzazione
Si consiglia di conservare il pezzo in lavorazione e l'elettrolita in modo sicuro in un contenitore di plastica o resistente agli acidi di buone dimensioni e sufficientemente profondo da consentire all'oggetto di muoversi liberamente.
Materiale catodico
Analogamente al pezzo in lavorazione, un foglio di piombo o di alluminio può fungere da catodo di anodizzazione uniforme.
Acqua distillata
L'acqua distillata è necessaria per il risciacquo, la sigillatura e la preparazione di piastrelle ed elettrodi. L'acqua del rubinetto dovrebbe essere evitata, poiché potrebbe contenere impurità che interferiscono con il lavoro.
Sistema di agitazione (opzionale)
I telai di agitazione o di gorgogliamento possono aiutare a mantenere temperature uniformi dell'elettrolita e migliorare la qualità dell'anodizzazione.
Elemento riscaldante (per sigillatura)
La superficie anodizzata viene sigillata con una fonte di calore (ad esempio un fornello da cucina) e una pentola per far bollire l'acqua distillata.
Equipaggiamento di sicurezza
Per lavorare in sicurezza con la soluzione elettrolitica, sono obbligatori guanti antiacido, occhiali protettivi e un grembiule protettivo.
Strumenti di misurazione precisi
La bilancia per la misurazione della concentrazione dell'acido e un multimetro per la misurazione della tensione/corrente durante il processo di anodizzazione.
Grazie a questi strumenti e parametri specifici, la qualità del processo di anodizzazione può essere ottenuta in modo efficiente e professionale.
Selezionare il serbatoio di anodizzazione
Scegli un serbatoio fatto di un materiale non reattivo, come polipropilene o polietilene. Le dimensioni del serbatoio devono consentire l'immersione completa del pezzo in lavorazione, pur avendo un volume sufficiente per accogliere il flusso dell'elettrolita.
Formulare la soluzione elettrolitica
Prendi un elettrolita anodizzante come l'acido solforico in soluzioni al 15-20% in volume. Aggiungi acido solforico concentrato all'acqua distillata, ma non usarlo in ordine inverso, perché ciò causerebbe pericolose complicazioni.
Stabilire l'alimentazione elettrica
Collegare l'alimentatore DC per regolare la tensione e la corrente specifiche necessarie. Utilizzare una tensione iniziale di 12-18 volt, prestando particolare attenzione alle esigenze di anodizzazione e alla lega di alluminio. La densità di corrente ideale per prestazioni ottimali è compresa tra 12 e 24 ampere per piede quadrato (ASF) di superficie.
Collegare il catodo
Inserire un catodo, come una piastra di piombo o acciaio inossidabile, lungo i lati del serbatoio. Assicurarsi che sia sospeso a un'altezza uniforme dal pezzo in lavorazione per un flusso di corrente più costante.
Pulisci il pezzo in lavorazione
Sgrassare il pezzo di alluminio per rimuovere eventuali materiali estranei. Uno sgrassatore alcalino seguito da un risciacquo con acqua farà il suo lavoro. Per incidere meglio i materiali, applicare una soluzione di idrossido di sodio al 5-10% per 1-5 minuti, neutralizzando poi con una soluzione di despot acido.
Collegamenti elettrici completi
Fissare saldamente il pezzo in lavorazione al rack di anodizzazione con cavi in alluminio o titanio. Assicurare un buon contatto elettrico in modo che non vi siano disconnessioni durante la procedura. Quindi, collegare il pezzo in lavorazione al circuito come anodo.
Immergere il pezzo in lavorazione oltre la superficie
Versare la soluzione elettrolitica nel serbatoio lasciando un po' di spazio per evitare di farla traboccare. Posizionare il pezzo di alluminio sotto la superficie della soluzione elettrolitica assicurandosi che non entri in contatto con il catodo.
Inizia il processo di anodizzazione
Con l'alimentatore abilitato, aumentare la corrente fino a raggiungere il livello desiderato. Per risultati ottimali, questo dovrebbe richiedere dai 30 ai 60 minuti. Il processo può essere prolungato per strati di ossido più spessi tra 0005 e 001 pollici di spessore. La temperatura della soluzione non deve superare i 72 °F (20-22 °C) e la tensione e la temperatura devono essere controllate regolarmente.
Risciacquare e sigillare il pezzo in lavorazione
Dopo il processo di anodizzazione, sollevare il pezzo dalla vasca e sciacquarlo con acqua distillata fredda. Per sigillare lo strato di ossido e renderlo più resistente, far bollire il pezzo in acqua o in una soluzione di acetato di nichel per 15-30 minuti.
Padroneggiando questi passaggi e controllando attentamente le variabili, è possibile ottenere una finitura anodizzata liscia e resistente, utilizzabile per molteplici scopi.
In qualsiasi progetto di anodizzazione, la mia preoccupazione più importante è evitare la sicurezza. Per prima cosa verifico di avere i dispositivi di protezione individuale (DPI) richiesti, come guanti, occhiali di sicurezza e un camice da laboratorio per proteggermi da sostanze chimiche pericolose, tra cui l'acido solforico. Un'altra considerazione è uno spazio ben ventilato per ridurre i fumi, poiché le soluzioni di anodizzazione possono produrre gas pericolosi se riscaldate. È anche fondamentale notare che è necessario utilizzare acqua distillata in modo che nell'acqua non rimangano impurità che potrebbero influenzare il processo di reazione chimica o la finitura finale.
Durante la fase di anodizzazione, mi assicuro di controllare i miei livelli di tensione e corrente; in genere, per l'anodizzazione con acido solforico, imposto la mia tensione tra dodici e diciotto volt CC, assicurandomi contemporaneamente che la mia densità di corrente sia stabile tra venti e trenta ampere per ogni piede quadrato (ASF). Per il bagno di anodizzazione, mantenere un controllo accurato della temperatura entro i limiti specificati, da sessanta a settantacinque gradi Fahrenheit (da 16 a 24 gradi Celsius), è un'altra precauzione di sicurezza fondamentale per prevenire surriscaldamenti o reazioni indesiderate all'interno della vasca. Per completare la procedura, sto attento a tutti i prodotti chimici, compresi i neutralizzanti, assicuro il corretto smaltimento dei rifiuti come richiesto dalla legge e ho un kit anti-sversamento a portata di mano per le emergenze. L'adozione di tutte queste misure garantisce un processo di anodizzazione fluido e sicuro.

In effetti, l'alluminio anodizzato può essere tinto facilmente. Dopo l'anodizzazione, che si traduce in una superficie porosa, l'alluminio viene immerso in un bagno di tintura, dove i pori si riempiono del colore corrispondente. Questa procedura consente di ottenere colori naturali o vividi. Dopo aver ottenuto il colore designato, l'alluminio viene sigillato per una maggiore durata, il che blocca la tintura.
Le proprietà funzionali ed estetiche dell'alluminio possono essere migliorate eseguendo processi di anodizzazione, che sono in grado di tingere l'alluminio in vari colori. I design standard includono nero, bronzo, viola, argento, blu, rosso, verde e molti altri. Questi colori possono essere ottenuti personalizzando tramite coloranti e regolandone la concentrazione e la durata di immersione.
Parametri che descrivono come si può ottenere il colore:
Bronzo: uso architettonico Il bronzo si ottiene mediante una miscela di metodi di colorazione elettrochimica e bagni di coloranti organici.
Oro: Garantisce un aspetto lussuoso e robusto finitura realizzata mediante colorazione elettrolitica utilizzando metallo sale.
Argento (anodizzato naturale): non richiede coloranti aggiuntivi ed è quindi molto diffuso in ambito industriale.
Blu, rosso e verde brillante: l'uso di coloranti organici e tempi di immersione rigorosamente controllati (5-10 minuti) garantisce la precisione nel raggiungimento di tali colori.
Dopo la fase di tintura, la sigillatura migliora l'aspettativa di vita dei colori assicurando resistenza ai raggi UV e all'usura. Ogni applicazione ha requisiti specifici per ottenere la migliore durata e prestazioni ottimali.
Il processo di tintura migliora le proprietà estetiche e meccaniche delle parti in alluminio, migliorando l'aspetto della superficie con una finitura vibrante e durevole. Durante l'anodizzazione, mi assicuro che le superfici in alluminio abbiano pori aperti che possono essere trattati a fondo con coloranti. Successivamente, queste superfici vengono sigillate per proteggere i colori dai raggi UV e dall'abrasione. Importanti fattori operativi sono:
Lo spessore dello strato di anodizzazione è solitamente compreso tra 10 e 25 micron, per garantire un assorbimento ottimale del colorante e un'elevata durata.
Il tempo di immersione nel bagno di tintura è di 5-10 minuti per ottenere colori omogenei e vivaci.
Temperatura di sigillatura: 190–212 °F (88–100 °C) garantisce una migliore sigillatura del colore e una maggiore protezione da usura e corrosione.
Ciò non solo rende indimenticabile la resistenza del pezzo allo sbiadimento e alle sollecitazioni ambientali, ma fornisce anche una finitura duratura e gradevole, ampliandone l'utilizzabilità in numerose applicazioni.
Tipo I – Anodizzazione con acido cromico
Questo metodo utilizza l'acido cromatico per l'anodizzazione, producendo uno strato anodizzato più morbido e sottile. È utile principalmente per applicazioni aerospaziali e militari sottili in cui è necessaria una prevenzione della corrosione superiore.
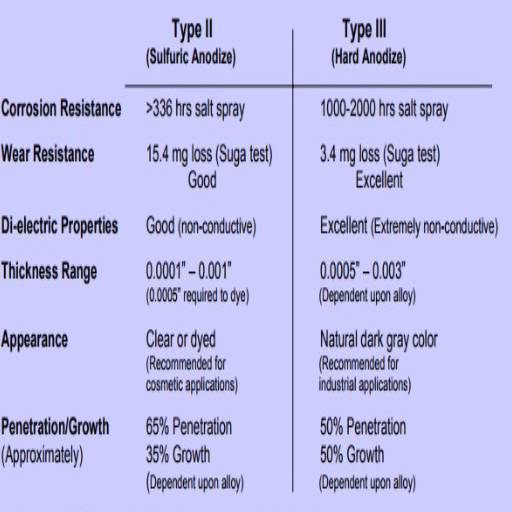
Tipo II – Anodizzazione con acido solforico
Questo è il metodo più comune e ampiamente utilizzato. È utile per finiture decorative quando è necessario uno strato anodizzato più spesso. Il materiale anodizzato può essere tinto in vari colori senza perdere sostanzialmente la sua durevolezza o resistenza alla corrosione.
Tipo III – Anodizzazione dura (Hardcoat)
Questo tipo produce uno strato anodizzato eccezionalmente spesso e duro rispetto agli altri tipi. Poiché tali componenti necessitano di una migliore resistenza all'usura e durata, vengono utilizzati in applicazioni industriali, automobilistiche e militari in cui è previsto uno stress meccanico più elevato.
Ogni tipo di anodizzazione può essere utilizzato per diversi scopi funzionali ed estetici, dimostrando la versatilità dell'alluminio in vari settori.
Per fornire un chiaro confronto dei metodi di anodizzazione, la seguente tabella descrive le loro caratteristiche principali e i parametri tecnici:
|
Tipo |
Processo di anodizzazione |
spessore dello strato |
Resistenza alla Corrosione |
Caratteristiche |
si utilizza |
|---|---|---|---|---|---|
|
tipo I |
Acido cromico |
0.5 - 2.0 micron |
Moderato |
Leggero, strato sottile, non conduttivo |
Applicazioni aerospaziali in cui il peso è fondamentale |
|
tipo II |
Acido solforico |
5 - 25 micron |
Alto |
Tingibile, decorativo e durevole |
Architettura, beni di consumo ed elettronica |
|
tipo III |
Anodizzazione dura (acido solforico) |
25 - 150 micron |
Molto alto |
Estremamente duro, resistente all'usura e spesso |
Componenti industriali, automobilistici e militari |
Punti essenziali da rispettare:
Durezza e spessore di uno strato.
L'anodizzazione di tipo I è l'opzione più adatta per applicazioni con basso peso di rivestimento, poiché ha lo strato più sottile. Al contrario, il tipo III è migliore per ambienti ad alta usura e sollecitazioni meccaniche perché genera i rivestimenti più spessi e duri.
Protezione dalla corrosione
Tutti i tipi di rivestimenti forniscono una certa protezione dalla corrosione. Tuttavia, il Tipo II e III eccellono con i loro strati spessi e durevoli, e il Tipo III offre la massima protezione anche in condizioni difficili.
Obiettivi funzionali contro obiettivi estetici
Il tipo I è solitamente utilizzato per parti leggere, mentre il tipo II è per finiture estetiche che richiedono colore. Il tipo III è orientato all'aspetto e più impegnativo degli altri.
Questo tipo di analisi comparativa cattura le varie applicazioni e i vantaggi di ogni anodizzazione, aiutando gli utenti a decidere in base alle proprie esigenze.
I complessi processi industriali anodizzati presentano numerose caratteristiche che possono essere utilizzate quando si considerano le condizioni industriali più difficili. Ad esempio, nell'ingegneria aerospaziale, automobilistica e navale, componenti come pistoni, cilindri idraulici o corpi valvola vengono anodizzati per migliorarne le prestazioni e la durata. In tali processi vengono aggiunte resistenza all'usura e protezione dalla corrosione, creando una parte di valore e di lunga durata.
Con l'applicazione di metodi di ingegneria meccanica, l'anodizzazione dura utilizza bagni elettrolitici a bassa temperatura (spesso solforici) con una temperatura di circa 32°F (0°C) e una densità di corrente di 20-40 A/ft². Gli impressionanti livelli di durezza dei rivestimenti creati spesso superano i 400 HV (durezza Vickers). Vale anche la pena menzionare che lo spessore del rivestimento ottenuto varia da 25 a 150 micron, il che, insieme al denso strato protettivo di ossido che resiste a stress meccanici estremi e condizioni ambientali difficili, lo rende una scelta eccellente per parti esposte a sostanze abrasive o corrosive.
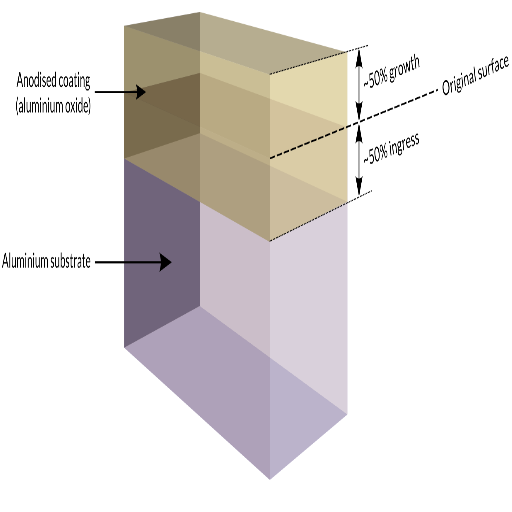
Formando uno strato di ossido sulla superficie del metallo, l'anodizzazione aiuta nella finitura del metallo poiché previene l'ossidazione corrosiva. Questo strato di ossido protegge il materiale da fattori ambientali dannosi e aiuta nella resistenza alla corrosione e all'usura, rendendolo adatto a varie applicazioni industriali. Inoltre, il processo di anodizzazione aumenta il valore estetico creando una superficie uniforme che può essere facilmente tinta e migliorando l'adesione di vernici e rivestimenti. La consistenza naturale del metallo viene preservata mentre la sua durata e le sue prestazioni vengono migliorate, consentendogli di resistere a condizioni più impegnative.
Lo strato di ossido, in particolare l'ossido di alluminio nelle leghe di alluminio anodizzato, è noto per avere un'eccellente durezza, spesso con valori di 400-600 HV, a seconda della lega e dei parametri di processo. Gli strati anodizzati migliorano notevolmente la durata del metallo di alluminio rendendolo più resistente all'usura, formando una barriera rigida e densa sulla superficie. Questa sorprendente durezza migliora la capacità del metallo di resistere a stress meccanici ricorrenti e contatto abrasivo senza degradare la superficie.
Inoltre, lo spessore dello strato anodizzato è regolabile, solitamente tra 10 e 100 micron. I rivestimenti altamente ossidati, come quelli che superano i 25 micron, vengono applicati a componenti che sopportano significativi movimenti abrasivi nei settori aerospaziale, automobilistico o dei macchinari pesanti. Lo strato anodizzato è poroso e può quindi assorbire i lubrificanti, migliorando ulteriormente l'attrito e la riduzione dell'usura.
Soprattutto, lo strato anodizzato protegge le parti metalliche dall'espansione superficiale dovuta ad attrito, impatto o particelle abrasive, aumentando significativamente la durata dei componenti. Ciò è particolarmente vero in ambienti difficili. Pertanto, l'anodizzazione è un trattamento superficiale obbligatorio per i settori in cui sono richiesti elevata qualità e affidabilità continua.
Tecnicamente, l'anodizzazione dell'alluminio aumenta la sua capacità di resistere alla corrosione, all'usura e ai danni ambientali. L'anodizzazione crea uno strato di ossido duro e durevole che protegge l'alluminio pur essendo leggero. I dettagli importanti includono:
Spessore del rivestimento: 10-25 micron per la resistenza alla corrosione e 25-100 micron per la resistenza all'usura, a seconda del caso d'uso.
Durezza: lo strato anodizzato ha una durezza di 300-600 HV, rendendolo utile per attività molto impegnative.
Porosità Consente di tingere o infondere lubrificanti, svolgendo funzioni estetiche o complementari.
Resistenza alla corrosione: nei test di nebbia salina neutra, l'alluminio rivestito con un rivestimento può resistere alla corrosione se esposto ad atmosfere salate per 1,000 ore.
Grazie ai regolatori inseriti nel combinatore, regoliamo con precisione l'output per il processo di anodizzazione, il che consente di massimizzare le prestazioni del materiale in vari settori, dal punto di vista dell'affidabilità e della durata per applicazioni critiche.
Fornitore leader di lavorazioni CNC dei metalli in Cina
A: L'anodizzazione è un processo elettrochimico che crea uno strato di ossido durevole e resistente alla corrosione sulla superficie dell'alluminio. Questo processo aumenta la durevolezza del metallo, ne migliora l'aspetto e consente l'anodizzazione colorata. Grazie alle sue proprietà protettive e al suo fascino estetico, l'alluminio anodizzato è spesso utilizzato in vari settori.
R: Per anodizzare l'alluminio a casa, avrai bisogno di un alimentatore, catodi di piombo, contenitori resistenti agli acidi, acido solforico, acqua distillata, un termometro e attrezzature di sicurezza. Per l'anodizzazione colorata, avrai anche bisogno di coloranti. Sebbene non sia strettamente necessario, una macchina come una piccola pompa ad aria può aiutare ad agitare la soluzione.
R: L'anodizzazione colorata comporta la tintura della superficie in alluminio anodizzato. Dopo che il processo di anodizzazione crea uno strato di ossido poroso, puoi immergere la parte in una soluzione di colorante. I pori assorbono il colorante e quindi la sigillatura li chiude, intrappolando il colore. Il colore finale dipende dal colorante utilizzato e dallo spessore dello strato di ossido.
R: La sicurezza è fondamentale durante l'anodizzazione. Indossare sempre dispositivi di protezione, tra cui occhiali protettivi, guanti resistenti agli acidi e un grembiule. Lavorare in un'area ben ventilata e avere a portata di mano una soluzione neutralizzante (come il bicarbonato di sodio). Non toccare mai la parte di soluzione mentre è in corso il processo di anodizzazione e aggiungere sempre acido all'acqua, mai il contrario.
R: In genere, puoi eseguire l'anodizzazione di Tipo II a casa. Questo tipo di anodizzazione è adatto alla maggior parte delle applicazioni decorative e leggermente funzionali. L'anodizzazione hardcoat (Tipo III) richiede attrezzature più specializzate e in genere non è fattibile per installazioni domestiche. L'anodizzazione di Tipo II crea un rivestimento più sottile e poroso, ideale per la tintura.
R: La durata del processo di anodizzazione dipende da vari fattori, tra cui le dimensioni delle parti in alluminio, lo spessore desiderato del rivestimento e la densità di corrente utilizzata. In genere, la fase di anodizzazione effettiva può durare da 30 minuti a 2 ore. Tuttavia, il processo può richiedere diverse ore, tra preparazione e post-trattamento.
R: Sebbene sia possibile anodizzare parti più significative a casa, diventa più impegnativo a causa della necessità di serbatoi più grandi, alimentatori più potenti e di mantenere una distribuzione di corrente costante. Per ottenere risultati migliori, inizia con pezzi di alluminio più piccoli e aumenta man mano che acquisisci esperienza.
R: La superficie dell'alluminio anodizzato è piuttosto durevole. L'anodizzazione crea uno strato di ossido di alluminio duro e poroso, parte integrante del substrato di alluminio. Questo strato è resistente all'usura, alla corrosione e allo sbiadimento, rendendo l'alluminio anodizzato una scelta ideale per applicazioni interne ed esterne.
R: Problemi comuni includono rivestimento non uniforme, scarsa assunzione di colore e difetti superficiali. Per evitarli, assicurarsi di pulire e incidere accuratamente la superficie in alluminio prima dell'anodizzazione, mantenere una temperatura e una densità di corrente costanti ed evitare di toccare la parte durante l'anodizzazione. Anche una corretta sigillatura dopo la tintura è fondamentale per la ritenzione del colore.
R: Sebbene la maggior parte delle leghe di alluminio possa essere anodizzata, alcune sono più adatte. Le leghe di alluminio puro (serie 1000) e della serie 6000 generalmente si anodizzano bene e sono ideali per l'anodizzazione domestica. Leghe con alto contenuto di silicio o rame il contenuto potrebbe essere più impegnativo e dare origine a un risultato esteticamente meno gradevole.

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →