

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Un passaggio essenziale per il miglioramento, nonché per rendere le superfici in alluminio più resistenti, è coperto dall'anodizzazione nera. È il processo che approfondirò in dettaglio e fornirò una discussione delle sue innumerevoli applicazioni in diversi campi in qualsiasi attività di alluminio anodizzato. L'articolo è un riferimento completo a tutto ciò che riguarda l'anodizzazione nera. Si occupa dei problemi di manutenzione più frequenti e delle domande, come quali precauzioni sono necessarie per la protezione da possibili contaminazioni, e viene fornita una guida senza ostacoli al pubblico su come cercare correttamente e rapidamente le risposte. Può essere utile per gli specialisti nella produzione di una parte, nella progettazione della scultura e per chiunque altro cerchi di raggiungere quell'obiettivo.

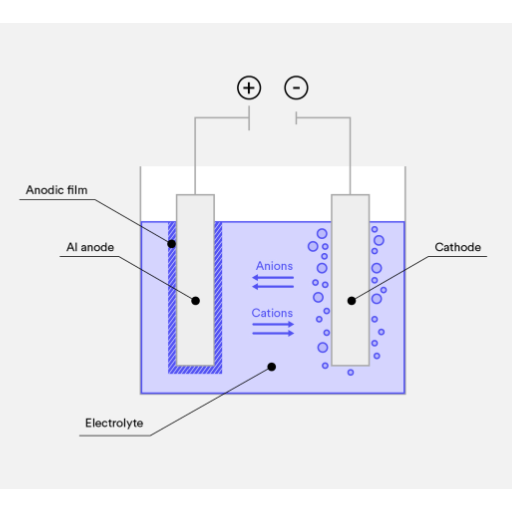
L'anodizzazione nera migliora il meccanismo dell'alluminio tramite il trattamento della superficie. Inoltre, migliora la longevità e l'aspetto estetico di un prodotto. L'anodizzazione avviene tramite ossidazione elettrolitica, in cui l'alluminio viene posto in un bagno elettrolitico acido con una corrente elettrica. La corrente crea in modo costruttivo uno strato di ossido protettivo sulla superficie superiore del metallo, che può essere ulteriormente tinto di nero per una finitura liscia. Il risultato di queste procedure è un materiale non conduttivo, antigraffio e durevole con un'ampia gamma di applicazioni, dalle attrezzature aerospaziali e militari ai prodotti di consumo.
Per comprendere meglio l'anodizzazione è necessario affrontare parametri e questioni tecniche specifiche.
Perché l'anodizzazione è importante per l'alluminio?
Lo scopo principale è quello di aumentare l'aspetto estetico, la durevolezza e la resistenza alla corrosione dell'alluminio attraverso uno strato protettivo di ossido.
Quali sono i parametri tecnici del processo?
Soluzione elettrolitica: l'acido solforico più comunemente è al 15-20%.
La densità di corrente è 10-30 A/ft² (1-3 A/dm²) per ottenere lo spessore di ossido desiderato.
Tensione: compresa tra 15 e 20 volt.
Temperatura: nella maggior parte delle applicazioni dovrebbe essere compresa tra 60 e 70 °C (16-21 °F).
Tempo: Durante l'anodizzazione il tempo è di 15-60 minuti e può variare in base al tipo di anodizzazione e allo spessore desiderato dell'ossido.
Qual è lo spessore dello strato di ossido?
Lo strato anodizzato ha una profondità compresa tra 0.5 e 25 micron. Le finiture decorative tipiche sono comprese tra 10 e 15 micron, mentre le finiture hard-coat sono comprese tra 25 e 50 micron.
È possibile modificare la superficie anodizzata dopo la lavorazione?
Gli strati di ossido poroso non necessitano di sigillatura, consentendo di tingerli in vari colori. Dopo la fase di tintura, il processo termina sigillando i pori con acqua deionizzata o acetato di nichel in acqua bollente per chiuderli e rendere lo strato più gradevole esteticamente.
Seguendo questi parametri tecnici e comprendendo il flusso del processo, l'alluminio anodizzato può essere personalizzato per applicazioni specifiche, mantenendo comunque prestazioni e aspetto adeguati.
Il colorante è essenziale per fornire il nero e decorare ulteriormente la superficie di alluminio. Agisce simultaneamente come pigmento e migliora l'aspetto della superficie di alluminio. Il processo di anodizzazione inizia con l'anodizzazione, dove uno strato di ossido poroso sulla superficie di alluminio cattura i coloranti. I coloranti organici o inorganici ottengono uno strato nero spesso e uniforme. I coloranti al nero di carbonio sono i più comuni per la loro intensa pigmentazione e resistenza alla luce UV.
Parametri tecnici per l'anodizzazione nera
Tensione di anodizzazione e densità di corrente. Le misure sono comprese nell'intervallo 12-24 volt e una densità di corrente di 1.5-2.5 A/dm² per una dimensione ottimale dei pori, adatta ad assorbire il colorante.
Composizione elettrolitica: l'acido solforico è l'elettrolita più comune con una concentrazione del 15-20% (peso/volume).
Temperatura del bagno: la temperatura deve rimanere compresa tra 68 e 72 °C (20 e 22 °F) per garantire un corretto equilibrio tra la formazione dei pori e la ricezione del colorante.
Tempo di immersione nel bagno di tintura: il tempo ottimale per una tintura corretta è di 15-30 minuti. Per tonalità più intense potrebbero essere necessari tempi più lunghi.
Sigillatura: la sigillatura chiude i pori e impedisce la fuoriuscita del colorante. Dopo il processo di tintura, l'acqua deionizzata bollente o l'acetato di nichel sigillano il contenitore. Sigillarlo per 20-30 minuti.
Seguendo questi parametri, i rivestimenti anodizzati neri hanno un'elevata durata e resistenza allo sbiadimento, mantenendo al contempo una finitura accattivante ed elegante alla vista. Tali applicazioni sono tipiche nei settori automobilistico, aerospaziale e dell'elettronica di consumo, dove le applicazioni servono sia a scopi funzionali che estetici.
I principali differenziatori dell'anodizzazione nera, rispetto alla versione base dell'anodizzazione, sono la tecnica di tintura utilizzata e gli obiettivi della finitura. A differenza del processo di anodizzazione nera, l'anodizzazione standard migliora la durezza e la resistenza alla corrosione della superficie, incorporando talvolta il colore, che è diverso dalla superficie di anodizzazione. A differenza delle tecniche precedenti, l'anodizzazione nera mira a ottenere una colorazione nera intensa, uniforme e profonda e una superficie ugualmente intensa e durevole. Ciò si ottiene utilizzando coloranti specializzati o incorporando sali metallici, nichel in decomposizione e cobalto, nello strato poroso di ossido di alluminio durante la fase di tintura.
Alcuni dei parametri tecnici essenziali sono una concentrazione del bagno di acido solforico dal 12 al 20 percento, una temperatura di esercizio da 60 a 70 gradi Fahrenheit (da 16 a 21 gradi Celsius) e una tensione da 15 a 18 volt per l'anodizzazione di tipo II o da 60 a 90 volt per il tipo III (anodizzazione dura). Un controllo accurato è essenziale per ottenere un colore nero e metodi di sigillatura adeguati dopo il processo di tintura, come la sigillatura con bollitura di acetato di nichel eseguita per venti o trenta minuti per migliorare la durata della superficie e la solidità del colore.
Tali distinzioni rendono l'anodizzazione nera molto preferita nei settori aerospaziale, dell'elettronica di consumo e della fabbricazione decorativa, dove l'estetica e le prestazioni durature sono fondamentali.

Maggiore durata: l'anodizzazione nera aumenta notevolmente la durata dell'alluminio, offrendo una protezione eccezionale contro corrosione, usura e fattori ambientali. Ciò lo rende adatto per applicazioni impegnative.
Versatilità estetica: l'aspetto elegante e moderno della finitura nera profonda si adatta esteticamente ai vari requisiti di progettazione di diversi settori, tra cui l'architettura e l'elettronica di consumo.
Prestazioni superficiali migliorate: lo strato anodizzato garantisce una durezza superficiale protettiva ed è resistente ai graffi, anche in condizioni di utilizzo intenso.
Leggero e resistente: nero superficie in alluminio anodizzato la resistenza viene aumentata senza perdere le sue naturali proprietà di leggerezza, rendendolo più forte senza ingombrare.
Stabilità del colore a lungo termine: l'alluminio anodizzato nero ben sigillato mantiene il suo colore nel tempo, a differenza di altri materiali che sbiadiscono a causa dell'esposizione ai raggi UV o dell'usura.
Processo ecologico: a differenza di altri metodi di rivestimento, l'anodizzazione è sostenibile perché genera meno rifiuti e consente il completo riciclaggio del materiale necessario.
Grazie all'eccellente durata, funzionalità e appeal estetico, l'alluminio anodizzato nero è il materiale preferito in molti settori.
1. In che modo l'anodizzazione migliora la durata?
Si sostiene che il trattamento di anodizzazione aumenti la durezza superficiale dell'alluminio, il che aiuta a renderlo resistente a graffi, abrasioni e usura. Uno strato anodizzato tipico ha uno spessore di 10-25 micron per la maggior parte delle applicazioni, mentre può arrivare fino a 50 micron per un uso intensivo. Questi strati, anche in ambienti difficili, garantiscono una durevolezza duratura.
2. In che modo l'anodizzazione protegge la superficie dell'alluminio?
Questo processo produce uno strato di ossido sulla superficie dell'alluminio, che funge da barriera contro corrosione, raggi UV, sostanze chimiche e umidità. Lo strato prodotto impedisce l'ossidazione e la degradazione del materiale di base in alluminio.
3. Esistono valori tecnici specifici per i rivestimenti anodizzati?
Certamente, le prestazioni e la qualità dello strato anodizzato dipenderebbero da parametri chiave come il suo spessore, la sua durezza e la qualità della sigillatura:
Spessore del rivestimento: da 10 a 25 micrometri per applicazioni decorative o generiche, da 25 a 50 micrometri per applicazioni industriali o pesanti.
Durezza superficiale: fino a 500 HV (durezza Vickers), per una maggiore resistenza ai graffi e all'usura.
Qualità della sigillatura: le cavità dei pori ben sigillate garantiscono una resistenza superiore alla corrosione e stabilità del colore, impedendo al contempo l'ossidazione dell'alluminio.
4. L'alluminio anodizzato resiste al calore?
L'alluminio anodizzato è resistente al surriscaldamento A-1. La temperatura del substrato è anodizzata a circa 1,221 gradi Fahrenheit (660 gradi Celsius) e può sopportare l'integrità strutturale a temperature estreme.
Tali dettagli tecnici e i vantaggi dell'interfaccia spiegano perché l'alluminio anodizzato è ampiamente accettato quando si tratta di resistenza e durata.
Ogni consumatore cerca un design contemporaneo e innovativo. Prodotti moderni come dispositivi elettronici di consumo e caratteristiche architettoniche rendono alluminio anodizzato immacolato con la sua finitura nera lucida. Ha un aspetto gradevole e offre una superficie di colore nero che non sbiadisce o si sfalda nel tempo grazie al suo processo elettrochimico di deposizione del colore.
In una certa misura, la finitura nera è più desiderabile in termini di monouso e longevità del prodotto. Migliora la resistenza ai raggi UV e la stabilità del colore, garantendo allo stesso tempo la longevità dell'estetica del materiale del prodotto. Lo strato anodizzato della superficie può essere da 10 a 25 micron, quindi anche se esposto ad abrasione, desquamazione e graffi, mantiene una parvenza di favore. Oltre a ciò, le impronte digitali semplicemente non possono essere lasciate indietro, il che rende la superficie più adatta per smartphone, laptop e altri elettrodomestici.
I settori incapaci di scendere a compromessi tra estetica e prestazioni trarranno notevoli vantaggi dall'alluminio anodizzato, in quanto coniuga un aspetto eccezionale a un'affidabilità senza pari.

Nero l'alluminio anodizzato è unico tra i rivestimenti grazie alla sua incredibile combinazione di estetica, durata e prestazioni. In termini di resistenza alla corrosione e all'usura, i rivestimenti anodizzati superano la vernice e la polvere rivestimenti. La differenza principale è che il rivestimento anodizzato ha uno strato che si lega chimicamente alla superficie dell'alluminio. La sua leggerezza e la sua eccezionale durezza (vicina a 60 HRC sulla scala di Mohs) garantiscono longevità in ambienti difficili. L'eccellente dissipazione del calore e la resistenza ai raggi UV distinguono i rivestimenti anodizzati da molti rivestimenti alternativi.
Parametri tecnici chiave:
Resistenza alla corrosione: superato il test di nebbia salina ASTM B117 per oltre 1000 ore
Lo spessore dello strato anodizzato è di 5-25 micron, a seconda dei requisiti del progetto
Durezza: fino a 60 HRC (scala di Mohs)
Conduttività termica: 205 W/m·K (non alterata dall'anodizzazione)
Resistenza ai raggi UV: lunga durata senza sbiadimento o danni significativi
anodizzato rivestimenti con alluminio nero rimangono atossici e la loro finitura si conserva molto meglio nel tempo rispetto alle vernici. Ciò garantisce prestazioni ed estetica costanti per gli anni a venire.
La funzionalità, l'attrattiva e la maggiore durata dell'alluminio anodizzato nero lo hanno reso immensamente popolare in numerosi settori e industrie. Alcuni dei suoi usi più importanti sono:
Architettura: il suo aspetto sofisticato e la resistenza alle intemperie lo rendono ideale per facciate moderne, infissi di finestre e altri elementi decorativi.
Elettronica: grazie alla sua conduttività termica e alla resistenza alla corrosione, è ampiamente utilizzato negli involucri, nei telai e nei dissipatori di calore di molti dispositivi di consumo e industriali.
Industria automobilistica: è comunemente utilizzato negli interni, nelle finiture e negli emblemi dei veicoli perché è leggero e ha una superficie resistente ai graffi.
Aerospaziale: il peso ridotto e la resistenza dei pannelli e delle staffe consentono di resistere senza problemi agli ambienti più difficili.
Attrezzature mediche: strumenti e dispositivi chirurgici non tossici vengono ampiamente utilizzati laddove pulizia e longevità sono essenziali.
Beni di consumo: gli articoli da cucina e da cottura hanno una maggiore durata e sono le finiture preferite, mentre le attrezzature sportive sono sorprendentemente attraenti grazie all'uso di alluminio anodizzato nero.
L'alluminio anodizzato nero è una scelta affidabile per l'enorme numero di settori e scopi che richiedono soluzioni decorative e funzionali.
I componenti anodizzati neri sono essenziali in diversi settori industriali grazie alla loro impressionante resistenza a danni, corrosione e fattori ambientali. I settori comuni che utilizzano questi componenti includono:
Aerospaziale e difesa: l'alluminio anodizzato nero viene utilizzato in componenti di aeromobili, strumenti militari di precisione e attrezzature grazie al suo peso ridotto e all'elevata resistenza alle condizioni ambientali.
Parametri chiave: durezza (Rockwell C 60-70), spessore dello strato anodico (10-25 micron), resistenza alla corrosione (>1000 ore in un test di nebbia salina).
Elettronica e ingegneria elettrica: grazie alla sua eccellente conduttività termica, l'alluminio anodizzato nero è ampiamente utilizzato per dissipatori di calore, custodie e connettori elettronici. La superficie anodizzata non sacrifica l'isolamento o la resistenza meccanica.
I parametri chiave sono la conduttività termica (130-180 W/m·K) e la rigidità dielettrica (2000-2200 volt/mil).
Industria automobilistica: i componenti anodizzati neri sono ampiamente utilizzati per parti di motori, telai e finiture decorative, grazie alla loro finitura gradevole e all'elevata resistenza meccanica e termica.
Parametri chiave: resistenza alla temperatura (>300°F), spessore dello strato di ossidazione (15-20 micron), coefficiente di attrito (0.2-0.3, a seconda dell'applicazione).
Tali capacità tecniche consentono alle parti anodizzate nere di avere prestazioni superiori in condizioni che richiedono materiali di qualità eccellente con elevato valore estetico. Ogni applicazione mostra funzionalità e un livello di sofisticatezza nella progettazione ingegneristica.
Vari prodotti di consumo impiegano finiture anodizzate nere per il loro aspetto elegante, la praticità e, soprattutto, la loro durevolezza. Ad esempio, smartphone e laptop utilizzano alluminio anodizzato nero per involucri leggeri e antigraffio. Allo stesso modo, padelle e teglie da forno utilizzano rivestimenti anodizzati neri per le loro superfici antiaderenti e la capacità di resistere alle alte temperature. Anche orologi e montature per occhiali utilizzano questa finitura per le sue proprietà anticorrosione e l'aspetto premium.
Parametri tecnici:
Smartphone/Laptop:
Durezza superficiale: 200-400 HV
Spessore dello strato di ossidazione: 10-15 micron
Coefficiente di attrito: circa 0.2 (condizioni asciutte)
Pentole:
Resistenza alla temperatura: >400°F
Spessore dello strato di ossidazione: 15-25 micron
La resistenza alla corrosione soddisfa gli standard di sicurezza alimentare della FDA
Accessori (Orologi/Cornici)
Durezza superficiale: >300 HV
Resistenza all'usura, che garantisce longevità nell'uso quotidiano
Questi parametri riflettono gli standard prestazionali che rendono le finiture anodizzate nere ideali per scopi funzionali ed estetici nei prodotti di consumo.

Le differenze tra rivestimento in ossido nero e anodizzazione nera si riscontrano principalmente nelle tecniche impiegate, nel tipo di materiale e negli scopi per cui il materiale verrà utilizzato:
Procedure di ammissione
Il rivestimento in ossido nero è un processo protettivo in cui l'ossido di ferro nero viene depositato chimicamente sui metalli ferrosi; al contrario, l'anodizzazione nera è un processo elettrolitico in cui un rivestimento protettivo per l'alluminio e altri metalli non ferrosi viene applicato tramite ossidazione controllata.
Compatibilità dei materiali
I rivestimenti in ossido nero possono essere vantaggiosi per acciaio e ferro; tuttavia, l'anodizzazione nera è più vantaggiosa per le leghe di alluminio, poiché ne aumenta la resistenza alla corrosione.
Resistenza alla corrosione e all'usura
Le superfici anodizzate nere hanno uno strato di ossido più spesso dell'ossido nero, il che comporta una migliore resistenza alla corrosione, all'usura e all'aumento della temperatura. L'ossido nero ha un'oliatura supplementare per proteggerlo dalla corrosione moderata, mentre le superfici anodizzate nere possiedono qualità superlative.
Uso estetico e funzionale
Le superfici anodizzate nere forniscono una colorazione sorprendente con finiture opache e lucide. Al contrario, l'ossido nero offre una finitura funzionale ma senza fronzoli, riservata principalmente a utensili e applicazioni industriali.
Entrambe le tecniche mirano a materiali e caratteristiche specifici e soddisfano i requisiti di protezione e di appeal estetico.
Per comprendere meglio le loro applicazioni e specifiche tecniche, l'anodizzazione nera e il rivestimento in ossido nero condividono le seguenti distinzioni:
Utilizzo del materiale:
Anodizzazione nera: utilizzata con alluminio, titanio e magnesio.
Ossido nero: ideale per metalli ferrosi, acciaio, acciaio inossidabile e ghisa.
Spessore del rivestimento:
Anodizzazione nera: lo spessore del rivestimento varia a seconda della protezione e va da 0.0005 a 0.002 pollici (da 12.7 a 50.8 micron).
Ossido nero: uno strato molto più sottile, in genere da 0.00002 a 0.0001 pollici (da 0.51 a 2.54 micron).
Resistenza alla corrosione:
Anodizzazione nera: fino a 336+ ore di resistenza alla corrosione in condizioni di nebbia salina.
Ossido nero: moderatamente resistente, arricchito con sigillanti o oli post-trattamento.
Resistenza all'usura:
Anodizzazione nera: richiede una manutenzione minima e quindi presenta un'eccellente resistenza all'usura.
L'ossido nero ha una resistenza all'usura nulla o minima e richiede trattamenti aggiuntivi, come olio e cera, per aumentarla.
Resistenza alla temperatura:
Anodizzazione nera: altamente resistente, funziona in modo ottimale a 1000 °F (538 °C).
Ossido nero: mantiene la funzionalità fino a 482 °C (250 °F) prima che inizi la degradazione.
Isolamento elettrico:
Anodizzazione nera: ideale per componenti che necessitano di isolamento in quanto garantisce un elevato isolamento elettrico.
Ossido nero: non adatto all'isolamento; è conduttivo e quindi non fornisce isolamento dielettrico.
Costo e utilizzo consigliato:
Anodizzazione nera: più costosa a causa dei maggiori tempi di lavorazione e della tecnologia più avanzata.
Ossido nero: economico, in particolare per volumi di produzione più significativi nelle fabbriche.
Ogni metodo dovrebbe essere selezionato in base ai vincoli dell'applicazione, alle caratteristiche del materiale e alle condizioni circostanti. Gli utenti possono adattare meglio il processo ai loro obiettivi analizzando le risposte a queste domande tecniche.
Una valutazione delle prestazioni e della longevità dell'anodizzazione nera e dell'ossido nero dimostra che ciascuna offre vantaggi distinti a seconda dello scenario. Ecco un breve confronto in base alle specifiche tecniche:
Resistenza alla corrosione:
Grazie al suo strato di ossido più spesso (solitamente 10-25 micron per i rivestimenti standard e fino a 50 micron per l'anodizzazione dura), l'anodizzazione nera offre un'eccezionale resistenza alla corrosione. Ciò la rende ideale per l'uso all'aperto o in regioni altamente corrosive.
Grazie allo spessore del rivestimento di 0.5-2.5 micron, l'ossido nero offre una moderata resistenza alla corrosione. Dopo la stilizzazione, viene spesso placcato e rinforzato con sigillanti post-trattamento come olio o cera.
Resistenza all'usura:
L'anodizzazione nera è ideale per parti soggette a elevata usura, come componenti di macchine o applicazioni aerospaziali. Protegge la superficie, consentendo resistenza all'abrasione e formando una superficie dura (durezza fino a 400-600 HV).
L'ossido nero è più indicato per la protezione essenziale e l'aspetto estetico, poiché offre durezza superficiale (circa 100 HV), ed è meno adatto per ambienti sottoposti a forte usura.
Temperature di funzionamento:
L'anodizzazione nera è adatta per requisiti di elevate prestazioni e resistenza al calore, poiché sopporta temperature fino a 1200°F (~650°C).
Per uso industriale, gli ossidi neri sono efficaci fino a 500 °F (~260 °C) prima di degradarsi, il che li rende inadatti a temperature eccessive.
Resistenza chimica:
A seconda della tecnica di sigillatura, il rivestimento anodizzato nero è altamente resistente alle sostanze chimiche, inclusi acidi e solventi. Ciò ne aumenta notevolmente la durata in ambienti chimici aggressivi.
L'ossido nero resiste ad alcune lievi ossidazioni e a sostanze chimiche leggere, ma può essere difficile da manutenere in ambienti chimici aggressivi.
Longevità estetica:
L'anodizzazione nera è perfetta per scopi decorativi e funzionali. La sua finitura costante e resistente mantiene la vivacità e la lucentezza del colore nel tempo.
L'ossido nero, sebbene consenta di ottenere una finitura nera opaca uniforme, ha lo svantaggio di sbiadire o degradarsi nel tempo in ambienti difficili se non viene applicato un sigillante.
Gli utenti possono decidere in base a rigidi parametri industriali, abbinando questi criteri. L'anodizzazione tende a prevalere per la durata ad alte prestazioni, tuttavia, per una protezione moderata, la soluzione economica dell'ossido nero è più adatta in ambienti controllati.
I requisiti della mia applicazione, in quanto riguardano fattori di prestazioni specifici, determinano principalmente la mia selezione del rivestimento nero. Sceglierei l'anodizzazione nera per l'esterno o altri ambienti con elevata usura, grazie alla sua natura durevole e alla resistenza alla corrosione, nonché alla sua stabilità a lungo termine e alla resistenza all'abrasione. L'ossido nero è più che sufficiente per progetti orientati al budget con esposizione limitata a condizioni difficili, in quanto offre una moderna finitura opaca a un prezzo accessibile.
Di seguito sono riportati gli aspetti tecnici essenziali da considerare per ciascun rivestimento:
Anodizzazione nera
Spessore del rivestimento: 0.0008 – 0.002 pollici
Resistenza all'abrasione: Eccellente
Resistenza alla corrosione: anodizzazione sigillata valutata fino a 336 ore in test di nebbia salina (ASTM B117)
Applicazioni: Aerospaziale, architettura, ambienti marini
Ossido nero
Spessore del rivestimento: 0.00002 – 0.0001 pollici
Resistenza all'abrasione: moderata, soggetta a protezione con olio o sigillante
Resistenza alla corrosione: anodizzazione sigillata valutata fino a 72 ore in test di nebbia salina (ASTM B117)
Applicazioni: utensili, armi da fuoco, componenti per interni
Posso scegliere con maggiore sicurezza il rivestimento correlando questi fattori con la durata, l'aspetto desiderato e il rapporto costi-efficacia.
L'anodizzazione nera è una forma di finitura superficiale utilizzata principalmente nell'alluminio e nelle sue leghe. Trasforma l'alluminio in un materiale resistente alla corrosione, altamente durevole e visivamente gradevole. La procedura può essere suddivisa in fasi.
Inizialmente, la superficie dell'alluminio deve essere pulita e incisa per rimuovere eventuali sostanze indesiderate che potrebbero compromettere l'adesione dello strato di ossido.
Successivamente, la preparazione della superficie comporta l'immersione della superficie preparata in un bagno elettrolitico con aggiunta di acido solforico e corrente. Successivamente, una corrente elettrica forma una reazione anodica superficiale, che si traduce in uno strato anodico poroso sulla superficie.
Segue il processo di anodizzazione, in cui lo strato anodizzato poroso viene tinto con pigmenti unici che riempiono lo strato permeabile all'idrogeno solforato.
Infine, la superficie viene sigillata utilizzando acqua calda o agenti sigillanti per catturare il colorante e migliorare la resistenza alla corrosione.
Di conseguenza, il processo conferisce un aspetto gradevole alla superficie finita, garantendo al contempo elevata durevolezza e resistenza alla corrosione, rendendolo perfetto per le procedure di finitura in cui sono richiesti durevolezza, aspetto ed efficienza.
1. Preparazione della superficie in alluminio
Pulisci la parte in alluminio da qualsiasi materiale estraneo, olio o ossidato prima dell'anodizzazione. La pulizia può essere eseguita con detergenti alcalini o saponi sgrassanti. I parametri comunemente utilizzati includono:
Tempo di pulizia alcalina: 5-10 minuti.
Temperatura del bagno di pulizia: 49-66 gradi centigradi.
2. Incisione e sbiancatura
Per mantenere una temperatura superiore a quella ambiente, incidere l'alluminio nella soluzione di idrossido di sodio per creare una superficie uniforme. Quindi, despottarlo con una soluzione acida (solitamente, e idealmente, acido nitrico) per una pulizia più profonda.
Tempo di incisione: 2 – 5 minuti.
Temperatura per ogni bagno: 54 – 71 gradi centigradi.
Sebbene io raccomandi di seguire le specifiche dei fornitori, spesso la temperatura e il tempo di disgregazione acida sono preimpostati.
3. Anodizzazione
Le parti in alluminio del modello vengono poste in un bagno di acido solforico con una concentrazione del 15-20% e un elettrolita. Durante il processo, la parte in alluminio deve essere collegata al terminale positivo di una fonte di alimentazione a corrente continua in modo che si formi uno strato di ossido anodico su di essa.
Densità di corrente: 12 – 24 ampere per piede quadrato (ASF).
Temperatura del bagno: 20 – 220 gradi centigradi.
Durata del processo: 20 – 40 minuti.
4. Colorazione
Per ottenere un colore nero, l'alluminio anodizzato viene rivestito con un pigmento colorante nero specializzato. Assicurati che la struttura del colorante gli consenta di riempire lo strato poroso.
Temperatura della tintura: 49–60 gradi centigradi.
Tempo di immersione nel bagno di tintura: 10 – 20 minuti.
5. Sigillatura
Nell'ultimo passaggio, un metodo di sigillatura raggiunge la resistenza alla corrosione assicurando al contempo che il colorante sia bloccato. Questo metodo può essere eseguito con acqua calda o acetato di nichel.
Parametri di tenuta dell'acqua calda:
Temperatura: 190–212 °F (88–100 °C).
Durata: 20–30 minuti.
Parametri di sigillatura dell'acetato di nichel (se applicabile):
Temperatura: 180–190 °F (82–88 °C).
Durata: 15–20 minuti.
Seguendo queste indicazioni si otterrà alluminio anodizzato di alta qualità, con i precisi parametri tecnici necessari per garantire durata e un'estetica accattivante.
Questa tecnica è una delle più versatili, economiche e ampiamente utilizzate nell'anodizzazione dell'alluminio perché produce uno strato anodico durevole e uniforme. L'uso di elettroliti di acido solforico per l'anodizzazione, nota anche come anodizzazione con acido solforico, genera uno strato di ossido sulle superfici di alluminio necessario per un eccellente assorbimento del colorante, migliori attributi di adesione e una maggiore protezione dalla corrosione.
Le caratteristiche qualitative dello strato anodico dipendono molto dalla concentrazione dell'acido solforico, dalla densità di corrente e dalla temperatura di esercizio. In ogni caso, di solito c'è un equilibrio del 12-20% in peso di acido solforico, che facilita in modo ottimale la crescita dello strato di ossido rendendo il processo efficiente. Questa densità di corrente è solitamente mantenuta a un intervallo ottimale di 12-24 ASF (Ampere per piede quadrato). A questo intervallo, si verifica una deposizione uniforme del rivestimento anodico. Le temperature di esercizio non possono essere inferiori a 68 e non devono superare i 72 °F (20 e 22 °C). Queste temperature di crescita dell'ossido utilizzate ottimizzano la crescita dell'ossido allargata riducendo al minimo la bruciatura o la corrosione sulla superficie dell'alluminio.
Il tempo di anodizzazione è un altro fattore essenziale e la durata può variare a seconda di quanto spesso si desidera che sia la pellicola. Per l'anodizzazione standard, l'intervallo di tempo è in genere compreso tra 15 e 50 minuti per produrre strati tra 0.1 e 1.0 mils (2.5 e 25 micron). Tempi di anodizzazione più lunghi producono strati più spessi, migliorando la resistenza all'usura e la durata della superficie.
L'anodizzazione con acido solforico si distingue dagli altri processi per la sua capacità di produrre rivestimenti decorativi trasparenti o colorati per vari scopi architettonici e industriali. Questo processo combina estetica con resistenza e versatilità ed è fondamentale per produrre prodotti in alluminio anodizzato di alta qualità.
La conservazione dell'aspetto e della durata della superficie anodizzata nera richiede tecniche di pulizia e cura. Durante la pulizia, utilizzo un panno morbido o una spugna, sapone neutro e acqua, poiché sostanze chimiche e materiali abrasivi potrebbero danneggiare la finitura superficiale. Risciacquo con acqua pulita per evitare macchie o scolorimento e asciugo immediatamente. Per le macchie più ostinate, utilizzo soluzioni detergenti sicure per l'alluminio e mi assicuro che abbiano un pH neutro per non danneggiare lo strato anodizzato.
Per quanto riguarda i parametri tecnici, ecco le mie linee guida per la cura e la manutenzione:
Detergenti: i detergenti devono avere un pH neutro compreso tra 6 e 8 per evitare la corrosione.
Limiti di temperatura: non sottoporre la superficie anodizzata a temperature superiori a 185 °F (85 °C) poiché potrebbe danneggiarsi termicamente.
Ispezione regolare: controllare eventuali segni di usura e scolorimento e applicare rivestimenti protettivi come sigillanti anodici dopo 6-12 mesi per aumentarne la longevità.
Seguendo i passaggi sopra indicati, posso garantire che la superficie anodizzata nera rimanga in perfette condizioni e sia tanto estetica quanto funzionale.

Nell'anodizzazione nera, ogni dettaglio è importante. Per raggiungere i massimi livelli di qualità, è necessario rispettare rigide procedure in ogni fase:
Preparazione della superficie: il primo passo è pulire a fondo la superficie da oli e altri contaminanti. I sistemi automatizzati garantiscono un'efficace neutralizzazione dell'incisione.
Parametri di anodizzazione: il rivestimento avrà le caratteristiche richieste solo se la densità di corrente, la temperatura del bagno e la durata dell'anodizzazione saranno gestite attentamente.
Processo di sigillatura: una corretta sigillatura dello strato anodizzato con acqua calda o soluzioni di acetato di nichel migliora la resistenza alla corrosione e la ritenzione del colore.
Controlli di qualità: misurazioni periodiche dello spessore, dell'aderenza e di altre proprietà forniscono i dati per determinare se la qualità del rivestimento e la resistenza dell'adesione sono sufficienti.
Documentazione: tenere traccia dei parametri di processo e dei risultati dei lotti è fondamentale per un riferimento futuro, al fine di consentire progressi e ottimizzazioni.
Se si vuole che l'anodizzazione nera sia esteticamente gradevole e funzionalmente valida, è necessario prestare attenzione alla coerenza e alla supervisione costante.
L'aderenza agli standard di qualità per quanto riguarda la finitura anodizzata dipende interamente dal rispetto dei parametri della soluzione elettrolitica: preparazione della superficie, composizione del materiale e composizione. Questi parametri sono definiti come segue:
Trattamento superficiale: l'anodizzazione è preceduta da una fase di pulizia accurata e precisa, che include l'incisione chimica, la lucidatura della superficie in alluminio e lo sgrassaggio della superficie. I precursori ideali per un trattamento anodizzato sono substrati in alluminio che presentano una media Ra costante di 0.2-0.4 μm.
Composizione del materiale: i tipi di leghe, comprese le quantità di silicio o rame nella miscela, determinano la finitura risultante prevista dopo l'anodizzazione di una lega come l'alluminio. Mentre le finiture in alluminio puro (serie 1000) sono altamente uniformi quando anodizzate, è anche noto che le leghe contenenti proporzioni maggiori di silicio o rame tendono a essere più opache. Le leghe anodizzate come 6061 e 5052 si distinguono per la loro resistenza alla corrosione e le prestazioni bilanciate.
Composizione dell'elettrolita: l'acido solforico è ideale per l'uso come elettrolita durante l'anodizzazione e si presenta in concentrazioni comprese tra il 15 e il 20% in peso. Inoltre, per uniformità della finitura prodotta, una temperatura della soluzione elettrolitica di 20-22°C tende a ridurre al minimo le finiture bruciate, soffrendo allo stesso tempo di una bassa possibilità di La densità di corrente ideale è considerata pari a 12-18 A/ft² e il tempo di anodizzazione bilanciato varia da 20 a 30 minuti.
Tecniche di sigillatura I metodi per sigillare lo strato anodizzato per massimizzare la resistenza alla corrosione, la ritenzione del colorante e la durata includono la sigillatura con acqua calda, la sigillatura con acetato di nichel e la garanzia che il pH delle soluzioni di sigillatura rimanga a intervalli ottimali. La sigillatura con acqua calda comporta l'immersione dell'oggetto a una temperatura compresa tra 190 °F e 210 °F per 20-30 minuti. La sigillatura con acetato di nichel utilizza una soluzione al 5% a 175 °F per 10-15 minuti.
Per quanto riguarda gli ausili di sigillatura solitamente utilizzati nell'anodizzazione, il pH delle soluzioni di sigillatura deve essere mantenuto nell'intervallo da 5.5 a 6.5. Altri fattori ambientali Cloruri e altre impurità nel processo, come ventilazione e temperatura ambiente, devono essere monitorati; questi costituenti possono causare difetti come vaiolatura, scolorimento o altre forme di corrosione superficiale.
Ispezioni post-anodizzazione L'ispezione regolare del prodotto finale assicura che soddisfi le specifiche richieste. Un test con colorante penetrante fluorescente verifica l'integrità e l'aderenza del rivestimento e la pulizia della superficie. Un rivestimento applicato orizzontalmente ha uno spessore da 10 a 25 um, ma può raggiungere i 50 um nell'anodizzazione dura. Sono consigliati anche misuratori a correnti parassite.
I produttori possono raggiungere obiettivi pratici integrando perfettamente le finiture anodizzate nei componenti e tenendo conto attentamente di questi parametri.
Spessore di strato non uniforme: la variabilità nello spessore può influire sulle prestazioni e sull'estetica. Per evitare ciò, mantenere il controllo sulla temperatura del bagno di anodizzazione (impostarla tra 20 e 22 gradi Celsius per l'anodizzazione di tipo II) e mantenere la densità di corrente stabile tra 12 e 24 ampere per piede quadrato. Utilizzare sistemi di agitazione che omogeneizzino l'elettrolita durante l'uso.
Pitting e rugosità superficiale: i difetti superficiali, tra cui il pitting, derivano da contaminanti clorurati o da un pretrattamento inadeguato. Per attenuare questi problemi, i sistemi di filtrazione per i bagni elettrolitici devono essere rafforzati e devono essere eseguiti test regolari per le impurità. Pulire e sgrassare come parte del regime di pretrattamento.
Modifiche del colore di tintura: colori indesiderati e ritardi nella colorazione possono derivare da modelli di pori sbilanciati o parametri insufficienti durante la tintura. Controllare la temperatura del bagno di tintura per rimanere nell'intervallo da 48 a 56 gradi Celsius e mantenere il pH a circa 5.5. Utilizzare anodizzazione solforica uniforme e coloranti di alta qualità e assicurarsi che il risciacquo dopo il processo di anodizzazione sia uniforme per ottenere i colori desiderati.
Crepe o delaminazione del rivestimento: problemi con l'adesione del rivestimento o crepe che compaiono sulla superficie derivano da una saturazione eccessiva del rivestimento o da una pre-elaborazione insufficiente. Per prevenire questi problemi, migliorare i processi di incisione e desmutting prima dell'anodizzazione e mantenere lo spessore entro limiti stabiliti, ovvero 25 micron per l'anodizzazione decorativa e 50 micron per l'anodizzazione dura.
Squilibri nei bagni elettrolitici: le prestazioni possono essere influenzate nel tempo a causa di uno squilibrio nella composizione dell'elettrolita. L'anodizzazione di tipo II richiede acido solforico nell'intervallo di concentrazione del 10-20% in peso, pertanto sono necessari controlli e rabbocchi regolari. Verificare la presenza di elementi contaminanti e modificare le ipotesi di parametri quali la quantità di alluminio disciolto, che spesso è mantenuta a 5-15 g/L.
Adottando queste misure e monitorando gli indicatori tecnici critici, i produttori possono ridurre il numero di guasti, aumentare la longevità delle apparecchiature e garantire che la qualità del rivestimento anodizzato sia costantemente buona.
Nei rivestimenti anodizzati nero intenso, la mia preoccupazione principale nel mantenere la coerenza è il controllo sul processo e sui parametri del rivestimento. Ad esempio, li pretratta, assicurandomi che lo sgrassaggio, l'incisione e la desmutting avvengano uniformemente sulla superficie. Controllo l'acido solforico (solitamente il 10-20% in peso) durante la fase di anodizzazione e controllo anche l'alluminio disciolto entro 5-15 g/L. La temperatura è fondamentale, quindi tengo il bagno a 20-22 °C (68-72 °F) per l'anodizzazione di tipo II. I bagni di tintura, ad esempio, richiedono rigidi controlli al nero intenso. La concentrazione della tintura insieme alla temperatura è impostata in base alle linee guida del fornitore, ad esempio, la temperatura dovrebbe essere mantenuta tra 50-60 °C (122-140 °F) affinché la tintura avvenga ora. Nella sigillatura post-colorazione, i colori vengono fissati nel palo a 96-100 °C (204-212 °F) con acetato di nichel o acqua deionizzata calda, migliorandone la durata. Seguendo questi passaggi, mi assicuro che i rivestimenti siano uniformi, estetici e funzionali.
Fornitore leader di lavorazioni CNC dei metalli in Cina
A: L'anodizzazione nera si riferisce all'anodizzazione dell'alluminio, un processo elettrochimico che crea uno strato di ossido di alluminio semi-poroso sulla superficie. Questo strato può quindi essere tinto con un colorante organico, incluso il nero, per ottenere una finitura durevole ed esteticamente gradevole.
R: Le differenze tra rivestimento in ossido nero e anodizzazione nera sono principalmente nel processo e nell'applicazione. L'ossido nero riveste i materiali per fornire una minima resistenza alla corrosione ed è solitamente utilizzato per l'acciaio, mentre l'anodizzazione nera comporta l'anodizzazione per creare uno strato più durevole e resistente alla corrosione su alluminio o titanio.
R: Sì, l'alluminio può essere anodizzato nero. Questo processo prevede l'uso di un colorante organico durante la procedura di anodizzazione per creare un rivestimento anodizzato nero che migliora l'aspetto del metallo e la sua resistenza alla corrosione e all'usura.
A: L'alluminio anodizzato migliora la resistenza alla corrosione, la protezione dall'usura e l'aspetto estetico. Il rivestimento anodizzato nero rende l'alluminio più bello e durevole, adatto a varie applicazioni, tra cui prodotti architettonici e di consumo.
R: Sì, l'alluminio serie 5, noto per la sua eccellente resistenza alla corrosione e robustezza, viene comunemente anodizzato per applicazioni che richiedono maggiore durata e un aspetto estetico gradevole.
R: Lo spessore del materiale anodizzato può influenzare la durevolezza, la consistenza del colore e la resistenza alla corrosione delle parti anodizzate nere. Uno strato più spesso generalmente fornisce una migliore protezione, ma può anche influenzare l'uniformità del colore e le proprietà estetiche.
R: Sì, il titanio può anche essere anodizzato nero. Sebbene il processo differisca leggermente dall'anodizzazione dell'alluminio, migliora in modo simile l'aspetto del metallo e la sua resistenza all'usura e alla corrosione.
R: Le parti anodizzate nere possono perdere colore a causa di una prolungata esposizione alla luce UV, a sostanze chimiche aggressive o all'usura. Tuttavia, una corretta sigillatura e manutenzione possono prolungare significativamente la durata del colore.
R: Il processo di annerimento dei componenti in alluminio prevede l'anodizzazione e la tintura. Per ottenere il colore e la finitura desiderati, l'alluminio viene prima anodizzato per creare uno strato di ossido di alluminio semiporoso tinto con un colorante organico, incluso il nero.

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →