

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Una comprensione accurata del fattore K è essenziale per una lavorazione efficace e precisa nella piegatura della lamiera. Questo valore specifico è necessario per determinare il comportamento del metallo durante la piegatura, come l'impatto che avrà sulla tolleranza di piegatura e sulla deduzione di piegatura. Per i fabbricanti, apprendere il fattore K implica più di un semplice strumento; è un canale per una migliore efficienza operativa, minori perdite di materiale e una migliore qualità. In questo manuale, spiegheremo cos'è il fattore K, come viene utilizzato durante il processo di fabbricazione e suggerimenti per aiutarti a migliorare la tua abilità. Questa guida preparerà qualsiasi livello di individuo, che sia un principiante o un professionista, nel settore della lavorazione dei metalli che ha bisogno di conoscenze che gli consentiranno di migliorare le proprie tecniche di piegatura e di aiutare a ottimizzare i processi di lavoro.
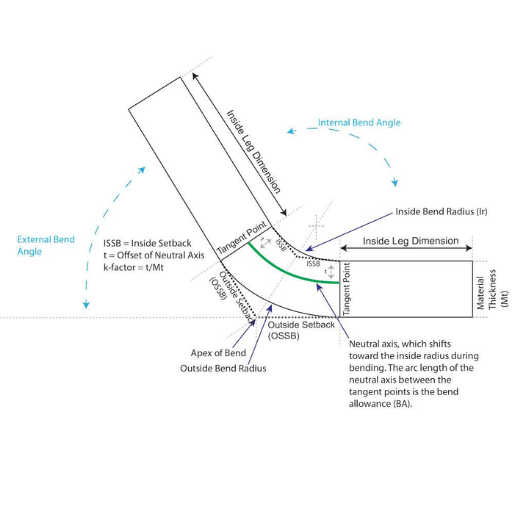
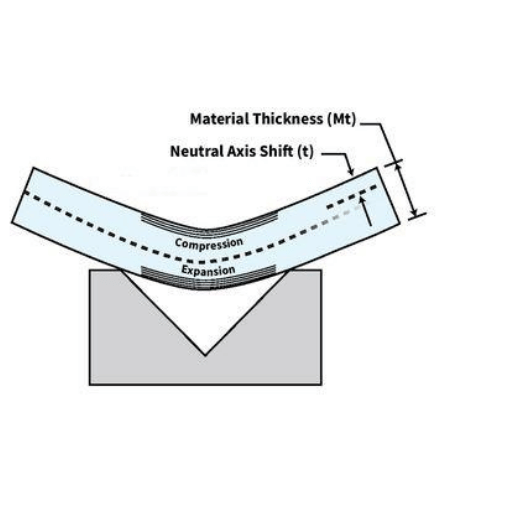
Nel fattore K di piegatura lamiere, che è una costante, lo spostamento dell'asse neutro nel materiale viene confrontato con lo spessore del foglio. L'asse neutro durante la piegatura è la regione del metallo che viene piegata senza stiramento o compressione. Per risultati specifici e accurati nella fabbricazione, il fattore K può essere considerato il più importante quando è richiesto un calcolo accurato delle tolleranze di piegatura. Il suo valore è solitamente compreso tra 0 e 0.5, influenzato dalle proprietà del materiale come tipo, spessore e raggio di piegatura. Comprendere il fattore K è importante per mantenere la costanza e l'accuratezza delle dimensioni di piegatura.
Il fattore K indica la posizione dell'asse neutro rispetto allo spessore del materiale piegato. Indica anche quanto materiale viene allungato o compresso quando si verifica la piegatura. Comprendere questo fattore in modo preciso aiuta a calcolare le tolleranze di piegatura, il che migliora la precisione di fabbricazione di un metallo e la sua ripetibilità. Il valore del fattore K cambia in base agli attributi del materiale, allo spessore e al raggio della piegatura, motivo per cui è così importante misurare e implementare questo fattore nel modo più accurato possibile.
Il fattore K riguarda la posizione dell'asse neutro nell'operazione di piegatura. L'asse neutro è definito come l'asse della lamiera in cui non si verifica alcuna deformazione di trazione o compressione durante la piegatura. Il fattore K è il rapporto tra la distanza dall'asse neutro alla superficie di piegatura interna e lo spessore del materiale. Conoscere il fattore K consente all'ingegnere di stimare la posizione dell'asse neutro e di regolare con precisione le tolleranze di piegatura, controllando così le dimensioni della parte finita con elevata accuratezza.
La considerazione del fattore K quando si determina la tolleranza di piegatura è fondamentale poiché influisce direttamente sulla stima della lamiera totale necessaria per creare una piega. La tolleranza di piegatura è la lunghezza dell'arco dell'asse neutro all'interno di una piegatura ed è influenzata dal fattore K, dallo spessore del materiale, dall'angolo di piegatura e dal raggio.
Prendiamo, ad esempio, una lamiera di acciaio convenzionale che ha uno spessore di 1.5 mm, un angolo di piegatura di 90° e un raggio interno di 2 mm. Il fattore K è fondamentale per determinare la tolleranza di piegatura appropriata tramite la seguente formula:
“Tolleranza di piegatura (BA) = (π/180) (Angolo di piegatura) (Raggio + Fattore K * Spessore)”
L'accuratezza di questa equazione dipende dal valore corretto del fattore K che prende in considerazione i fattori delle proprietà meccaniche del materiale e il metodo di piegatura utilizzato. Ad esempio, i materiali duttili come l'alluminio avranno quasi sempre un valore K più alto rispetto all'acciaio ad alta resistenza. Per la maggior parte dei materiali, l'intervallo medio per il fattore K è di circa 0.5 e 0.3, ma in alcune condizioni estreme potrebbe trovarsi al di fuori di tale intervallo.
Gli sviluppi più recenti nella tecnologia di piegatura CNC sottolineano la necessità di modificare il fattore K in base a test e simulazioni pratiche. Prendiamo, ad esempio, i risultati sperimentali riguardanti l'acciaio inossidabile che indicano che il miglior fattore K in condizioni standard è 0.4, il che garantisce che le deviazioni per le dimensioni stimate non superino ±0.1 mm. Questa modifica migliora la precisione dei calcoli della tolleranza di piegatura e produce risultati ripetibili nelle operazioni di lamiera.
Conoscere e gestire correttamente il fattore K aiuta i produttori a ridurre la perdita di materiali, ad aumentare la produttività e a rispettare le tolleranze predefinite nel prodotto finale.

I valori del fattore k nei processi di piegatura della lamiera possono essere influenzati da diverse caratteristiche.
Il controllo di questi fattori garantisce risultati di piegatura migliori e rende il processo di produzione della lamiera notevolmente più efficiente.
Le calcolatrici del fattore K semplificano notevolmente i calcoli per la piegatura delle lamiere. Sono programmate per restituire valori approssimativi del fattore K per determinate condizioni, in cui vengono immessi parametri specifici come tipo di materiale, spessore, raggio di piegatura e angolo di piegatura. Una buona calcolatrice garantisce precisione, coerenza nelle piegature e una significativa riduzione degli scarti. Ciò è estremamente utile per migliorare la produttività della produzione.

Il fattore K è importante per determinare le deduzioni di piegatura accurate, che sono essenziali per il calcolo accurato del modello piatto di una determinata parte in lamiera. La deduzione di piegatura si verifica quando le lunghezze totali della flangia (dimensioni interne della parte) vengono sottratte dalla lunghezza del modello piatto. Sapendo come si comporta il materiale durante la piegatura, il fattore K aiuta a determinare la quantità necessaria di deformazione per soddisfare l'intento di progettazione.
Ad esempio, per l'alluminio in cui il raggio di curvatura è uguale allo spessore del materiale, i fattori K rientrano solitamente in 0.33-0.5 a seconda della lega e della tempra. Ma per l'acciaio che ha un valore del fattore K che può variare tra 0.4-0.5 a causa della maggiore resistenza e resistenza alla deformazione. La modifica del valore del fattore K garantisce calcoli matematici precisi per la tolleranza di curvatura e la deduzione di curvatura che ridurranno al minimo i tentativi ed errori sul pavimento.
La calibrazione precisa del fattore K influenza la generazione di modelli piatti nel pacchetto software CAD. Molte applicazioni di progettazione contemporanee come SolidWorks e AutoCAD utilizzano il fattore K come uno dei parametri per la generazione di modelli piatti. Questa integrazione ottimizza l'utilizzo del materiale garantendo al contempo un corretto assemblaggio senza soluzione di continuità dei componenti. Per geometrie più complesse o applicazioni ad alta precisione, l'utilizzo di valori di fattore K inappropriati può causare disallineamenti delle parti, sollecitazioni indesiderate del materiale e altri problemi costosi e dispendiosi in termini di tempo da correggere. Valori di fattore K opportunamente studiati e convalidati accelerano questo processo e migliorano la precisione nella fabbricazione.
Per assicurarsi che ci sia accuratezza durante la progettazione di una lamiera, è importante calcolare con precisione le tolleranze di piegatura e le proprietà del materiale. Utilizzare il fattore K e altri valori vitali come costanti per migliorare l'uniformità e ridurre al minimo gli errori. Per la corretta modellazione e verifica dei componenti prima della produzione, utilizzare software CAD. Rivedere frequentemente i progetti; simulazioni e prototipi dovrebbero essere controllati per evitare disallineamenti e deformazioni dei materiali. Controllare sempre gli standard e le normative per le migliori pratiche nella produzione.
L'efficienza dei materiali rimane uno degli aspetti più importanti della produzione contemporanea, in quanto influisce sui costi di produzione e sulle questioni ecologiche. La ricerca suggerisce che programmi CAD e metodi di produzione sofisticati possono ridurre il consumo di materiali fino al trenta percento. Gli strumenti di nesting automatizzati, ad esempio, ottimizzano il taglio di fogli di materie prime in parti calcolando la migliore disposizione possibile per evitare scarti. Inoltre, la produzione additiva e altre forme di progettazione generativa consentono agli ingegneri di costruire strutture che non sono solo leggere, ma sono anche destinate a utilizzare il minor materiale possibile, riducendo ulteriormente gli sprechi.
Ad esempio, alcune aziende che praticano il design generativo abbinato all'ottimizzazione dei materiali con intelligenza artificiale segnalano risparmi fino al venti percento sulle spese dei materiali. Inoltre, i programmi di produzione e riciclaggio a ciclo chiuso garantiscono che nessun materiale vada sprecato, il che sottoscrive l'ideologia dell'economia circolare. Le aziende che adottano questi metodi sono in grado di risparmiare denaro riducendo al minimo il loro impatto ambientale, il che è essenziale per uno sviluppo sostenibile.
Il fattore K è un valore cruciale nella progettazione della lamiera, in quanto si riferisce alla posizione dell'asse neutro della lamiera piegata rispetto allo spessore della lamiera. È fondamentale per il calcolo preciso delle tolleranze di piegatura e per l'accuratezza nella fabbricazione. Di seguito sono riportati alcuni valori tipici del fattore K per materiali comuni influenzati dal tipo di materiale, dallo spessore e dai processi di piegatura.
È fondamentale menzionare che fattori specifici, tra cui il tipo di piegatura (piegatura ad aria, piegatura dal basso o coniatura), utensili e raggio di piegatura, possono influenzare questi valori. Per compiti esigenti, le aziende solitamente ricorrono a prove empiriche o a sofisticati software di simulazione per stabilire il fattore K più preciso per le loro condizioni operative.
Il fattore K è influenzato dalle proprietà del materiale perché cambia con il comportamento del materiale durante la piegatura. Alcuni esempi chiari sono:
Questa comprensione consente ai produttori di stimare il fattore K e il suo valore desiderato con un buon livello di accuratezza per calcoli di piegatura ottimali.

Per far sì che SolidWorks incorpori il fattore K negli strumenti di lamiera, procedere come segue:
Accedi alle Impostazioni Lamiera:
Apri il file della parte in SolidWorks. Assicurati che la funzione Sheet Metal sia attivata.
Nel Command Manager, vai alla scheda Lamiera oppure usa la funzione Inserisci.
Imposta il fattore K:
Aprire la finestra di dialogo Parametri lamiera durante la creazione della parte o durante la modifica della lavorazione lamiera esistente.
Identificare la porzione che presenta la tolleranza per la curvatura o il fattore K.
Inserire il fattore K richiesto che corrisponda alle proprietà del materiale e alle esigenze di progettazione.
Applicabile alle curve:
I fattori K devono essere coerenti nelle varie pieghe del modello. SolidWorks usa questo valore per regolare le dimensioni del pattern piatto.
Genera un modello piatto:
Utilizzare lo strumento Appiattisci per visualizzare un'anteprima del modello piatto con modifiche del fattore K.
Con le corrette informazioni sul fattore K fornite in SolidWorks, alle feature Sheet Metal vengono automaticamente assegnati valori predeterminati per tolleranze per le pieghe in modo che il modello piatto per la parte sia esatto per i requisiti di produzione. Come best practice, verifica i tuoi dati rispetto alle informazioni sui materiali e alle regole di piegatura per ridurre al minimo gli spazi vuoti.
Quando incorporo il fattore K nei sistemi CAD, mi assicuro che le specifiche dei materiali e i loro spessori corrispondenti siano controllati prima di assegnare un valore. Confermo invariabilmente il fattore K rispetto ai dati dei test empirici per ridurre le discrepanze nelle dimensioni dei modelli piatti. Inoltre, convalido i modelli piatti generati rispetto alle tolleranze di fabbricazione in modo che possano essere utilizzati nei processi di produzione. Questa verifica migliora la precisione e l'efficienza durante tutto il flusso di lavoro di progettazione e fabbricazione CAD.
Il fattore Y regola gli effetti fisici che si verificano in un materiale durante le operazioni di piegatura e viene utilizzato specificamente nel contesto della piegatura della lamiera. È nettamente diverso dal fattore K, che dipende esclusivamente dalla posizione dell'asse neutro del materiale all'interno del pezzo in lavorazione. È predominante nei test empirici ed è ampiamente utilizzato nei pacchetti CAD per la progettazione automatizzata di modelli piatti. Questa regolazione aumenta la precisione nella produzione modellando il modo in cui il materiale si allunga o si restringe in determinate condizioni.
La selezione dei fattori K e Y per la piegatura della lamiera è spesso una questione di accuratezza necessaria e di fase all'interno del processo di progettazione e fabbricazione. Il fattore K, che indica la posizione dell'asse neutro come rapporto dello spessore del materiale, è consigliato per calcoli generalizzati in cui il comportamento del materiale sotto sforzo è uniforme e costante. Pertanto, è adatto per la standardizzazione nelle fasi iniziali della progettazione o quando viene utilizzato un materiale con caratteristiche ben definite.
Tuttavia, l'applicazione del fattore Y è preferita quando è richiesta una precisione maggiore, specialmente nei casi di geometria di piegatura più intricata o materiali meno convenzionali. Y tiene conto sia del comportamento elastico che compressivo del materiale e quindi è di natura più flessibile. Ad esempio, per piegare materiali con resistenza alla trazione più elevata come acciai inossidabili e leghe di alluminio, è più vantaggioso includere la tolleranza di piegatura Y che tiene conto dell'allungamento specifico del materiale. È stato dimostrato che Y è necessario per ottenere la minima variazione dal valore target in molti processi di fabbricazione ad alta precisione, come la produzione di componenti aerospaziali o automobilistici, dove il grado di tolleranza sulle dimensioni è molto stretto, portando a guasti funzionali o difficoltà di assemblaggio se le dimensioni e le forme sono imprecise.
Quando si determina quale fattore utilizzare, considerare la precisione richiesta: il fattore k funziona per progetti di base mentre il fattore Y è migliore per la modellazione e la produzione altamente dettagliate che coinvolgono proprietà complesse dei materiali. Questi due fattori sono interdipendenti e possono essere integrati nei programmi CAD per migliorare la precisione della stima in vari punti del ciclo di vita del prodotto.
Il fattore K è un parametro critico quando si regola la pressa piegatrice per i processi di piegatura. Se i produttori sanno come cambiano l'asse neutro e l'allungamento del materiale con la piegatura, possono ridurre accuratamente gli errori per risultati precisi. La ricerca indica che l'utilizzo di un fattore K accurato migliora la precisione della piegatura dal 5% al 20% in casi gravi come la piegatura di acciaio HSLA (High Strength Low Alloy) o alluminio.
Per impostare una pressa piegatrice, un utente deve immettere lo spessore del materiale, la resistenza alla trazione e il tipo di materiale. Per materiali più sottili, la tolleranza di piegatura è solitamente maggiore, il che significa che il fattore K deve essere regolato verso l'alto con valori da 0.3 a 0.5. D'altro canto, materiali più spessi o quelli con maggiori proprietà di trazione interna richiederanno una regolazione del fattore K più vicina a 0.2. Molte moderne presse piegatrici CNC hanno questi valori incorporati nella programmazione, rendendo le macchine più facili da usare e riducendo al contempo le congetture necessarie in officina.
Inoltre, la standardizzazione dei raggi di curvatura e dei tempi di configurazione per gli utensili riduce la complessità dell'applicazione del fattore K. Gli utensili V-stampi impostati sullo spessore della lamiera forniscono risultati ottimali, poiché utensili sbagliati possono causare angoli di piegatura così a sbalzo che le tolleranze geometriche non possono più essere mantenute. Inoltre, il moderno software di simulazione può aiutare a determinare le deviazioni dal risultato previsto anche prima che le parti vengano realizzate, risparmiando materiale e tempi di fermo.
Per produzioni massicce o progetti con tolleranze molto strette, la combinazione di informazioni empiriche sul fattore K con la tecnologia avanzata delle presse piegatrici garantisce la qualità. L'implementazione di tali pratiche non solo assicura la precisione, ma migliora anche l'efficienza della produzione, il che consente ai produttori di conformarsi facilmente ai requisiti del settore.
Le piegature imprecise possono derivare da differenze nell'applicazione del fattore K o nella configurazione degli utensili. Quando si diagnosticano questi problemi, è importante valutare le cause delle azioni di piegatura. Le variazioni nello spessore e nella resistenza del materiale possono influire sul fattore K e creare strane sorprese. Con l'aiuto dei test sui materiali prima del processo di taglio, il produttore può dimostrare che il fattore K è vicino agli attributi del materiale.
Un altro problema che rende i processi di stima molto diversi è un utensile impostato in modo errato. L'impostazione errata della punta di un punzone ha reso il raggio o la larghezza della matrice a V non appropriati per lo spessore del materiale, con conseguenti pieghe o ruvidità grossolane. La ricerca suggerisce che le aperture della matrice a V dovrebbero in genere variare da 6 a 12 volte lo spessore del materiale per assicurarsi che formino correttamente le pieghe richieste. Ad esempio, un'apertura della matrice a V di 14-16 mm è disponibile per piegare una lamiera da 2 mm.
La precisione della piegatura può essere compromessa dalla temperatura variabile delle macchine, dall'usura meccanica e da altri fattori. Attrezzature come le presse piegatrici, ad esempio, sono di una sensibilità specifica alle loro condizioni di funzionamento e di solito si osserva che di tanto in tanto le attrezzature vengono calibrate per un'uscita di forza precedente. La sensibilità dell'applicazione della forza è talvolta dotata di sensori di carico e sistemi di correzione automatica dell'angolo che aiutano a identificare da dove provengono quei fattori e attivamente.
I nuovi strumenti di simulazione della tecnologia moderna apportano ulteriori vantaggi per la risoluzione dei problemi. Fornendo valori precisi del fattore K, caratteristiche dei materiali e configurazioni degli utensili, le simulazioni possono stimare possibili errori di piegatura nella fase di progettazione. La ricerca indica che l'uso del software di simulazione nella produzione ad alto volume riduce i tassi di scarto fino al 30 percento.
Inoltre, anche il comportamento del ritorno elastico richiede un'attenta osservazione. Materiali più elastici, come l'alluminio, hanno una quantità maggiore di ritorno elastico che necessita di un'attenta sovrapiegatura. I goniometri digitali o gli strumenti di misurazione basati su laser consentono la messa a punto fine degli angoli post-piegatura per garantire la conformità con le tolleranze dimensionali post-guidate.
Attraverso una combinazione di test empirici, calibrazione delle apparecchiature e progressi tecnologici, è possibile risolvere le incertezze relative ai fattori K, garantendo un elevato livello di coerenza della produzione con gli standard e la qualità stabiliti.
A: È il rapporto tra la posizione dell'asse neutro e lo spessore del materiale nella piegatura della lamiera. È rilevante per il calcolo della piegatura e per la stima delle dimensioni del componente fuso. La nozione di fattore k è notevole quando si lavora sulla precisione della fabbricazione della lamiera e ci si accerta che il prodotto finale sia conforme agli standard.
R: Per questo, dobbiamo tenere conto del tipo di materiale, del suo spessore e del raggio della piega interna. L'equazione è k = t / T, dove t è la distanza dall'asse neutro al bordo interno della piega e T è lo spessore del materiale. Questo è utile per valutare il grado di allungamento o contrazione del materiale durante il processo di piegatura.
R: Diversi fattori, come il tipo di materiale, il suo spessore, raggio e angolo di piegatura, e il metodo di piegatura possono avere un impatto sul fattore k. Anche le proprietà dello stelo del materiale, come la sua durezza e duttilità, influiscono sul fattore k. Altri materiali si comportano in modo diverso durante il processo di piegatura e hanno un impatto notevole sul valore del fattore k.
A: Un raggio di curvatura ha un impatto considerevole sulle compressioni e gli allungamenti applicati al materiale che deve essere piegato, rendendolo ugualmente influente nell'impatto sui fattori k. Un aumento del fattore k porterà allo spostamento dell'asse neutro che aumenterà anche leggermente il raggio di curvatura del materiale. Una misurazione accurata del raggio di curvatura è fondamentale per calcoli di curvatura precisi e per determinare la lunghezza della linea neutra.
A: Il fattore k viene utilizzato insieme allo spessore del materiale, al raggio di curvatura interno e all'angolo di curvatura. La formula è: Bend Allowance = (π * (R + kT) * A) / 180, dove R è il raggio di curvatura interno, k è il fattore k, T è lo spessore del materiale e A è l'angolo di curvatura in gradi. Aiuta a calcolare la lamiera necessaria per la curvatura, garantendo così lunghezze esatte della flangia e dimensioni totali della parte.
R: I materiali più morbidi e facili da piegare, come l'alluminio, hanno fattori k inferiori rispetto ai materiali più duri come l'acciaio inossidabile. Inoltre, il fattore k per un determinato materiale dipende dalla sua duttilità, dalle caratteristiche di incrudimento e dalla struttura della grana. Tutti questi fattori devono essere presi in considerazione quando si stimano le tolleranze di piegatura per una precisa fabbricazione di lamiere.
R: Esistono diverse opzioni per strumenti e software che assistono con la stima del fattore k e i calcoli di piegatura. Alcune applicazioni CAD, come CATIA, hanno moduli automatici per lamiere che calcolano la tolleranza di piegatura richiesta. Esistono anche alcune app mobili o siti Web che si occupano specificamente della fabbricazione di lamiere. Alcuni servizi di produzione, come SendCutSend, aiutano i loro clienti a trovare le dimensioni corrette della piegatura dai loro fogli e utilizzano i loro strumenti calcolati per farlo.
A: La posizione dell'asse neutro in una piega di lamiera è direttamente proporzionale al fattore k. L'asse neutro è quella linea ipotetica nel corpo che subisce forze di compressione e trazione pari a zero quando viene eseguita una deformazione volumetrica. Il fattore k è il rapporto tra la distanza dall'interno della piega all'asse neutro, sullo spessore del materiale. Conoscere queste informazioni è importante nella misurazione della lunghezza della linea neutra e delle dimensioni corrispondenti della parte piegata.
1. Analisi e valutazione degli effetti del ritorno elastico sulla lamiera di acciaio durante le operazioni di piegatura
2. Titolo: L'influenza del raggio e dell'angolo del punzone sull'angolo di piegatura tramite piegatura a V in aria della lamiera.
3. Ottimizzazione dei parametri del processo di saldatura TIG su lamiere in acciaio inossidabile austenitico 304 mediante il metodo Taguchi basato sulla logica fuzzy.
4. Fornitore leader di servizi di fabbricazione di lamiere in Cina

I processi di produzione sono piuttosto complessi e la scelta di un metodo di produzione è direttamente correlata
Leggi oltre →
Esistono due principali metodi di produzione per realizzare prototipi in plastica che la maggior parte delle persone trova utili
Leggi oltre →
In qualità di persona coinvolta o interessata alla progettazione e produzione di componenti in plastica,
Leggi oltre →