

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Las ventajas de ligereza y bajo coste hacen que extrusión de aluminio Un proceso muy importante para que las industrias fabriquen componentes. Sin embargo, también tiene sus desventajas. Este artículo describe las deficiencias para garantizar que los ingenieros de diseño y los gerentes de proyectos estén completamente informados. Los procesos analizados en este artículo incorporan restricciones de materiales, gastos de producción y desafíos de aplicación para ofrecer a la audiencia la información esencial para tomar decisiones informadas sobre sus procesos de fabricación.

Limitando la resistencia del material
Las extrusiones de aluminio tienen menor resistencia en comparación con el acero u otros sustitutos de metales, lo que las hace inadecuadas para su uso en situaciones que requieren una gran capacidad de carga junto con una resistencia estructural superior.
Capacidad para soportar altas temperaturas
El uso de aluminio está restringido en entornos de alta temperatura debido a su bajo punto de fusión y la pérdida de resistencia a altas temperaturas.
Gastos de mecanizado
Si bien el aluminio es abundante, los costos asociados con las herramientas o la maquinaria de extrusión para producciones de bajo volumen pueden hacerlo económicamente desfavorable.
Limitaciones o restricciones específicas de aplicación y funcionalidad
El método es menos eficiente para geometrías complejas que tienen un grado muy alto de precisión, mientras que métodos alternativos pueden ser más efectivos.
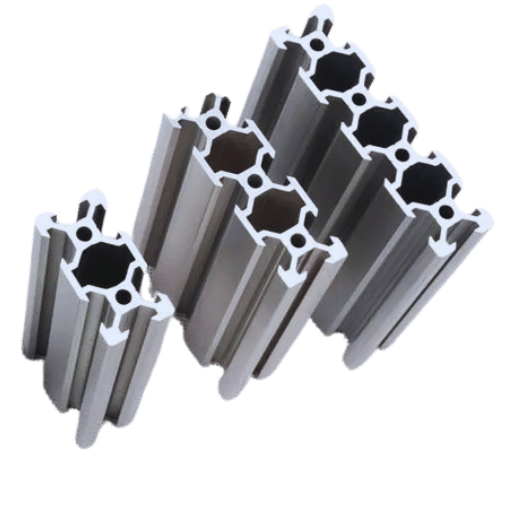
El proceso de extrusión consiste en aplicar presión a un metal, como el aluminio, para pasarlo a través de una matriz, que corta una sección específica en forma de cruz. Debido a su eficacia en la creación de perfiles uniformes, este método se utiliza ampliamente en las industrias de extrusión que, en los componentes estructurales, dependen en gran medida de la eficiencia. Los pasos importantes incluyen calentar el material (cuando sea necesario), cargarlo en una prensa de extrusión y utilizar presión hidráulica para empujarlo a través de la matriz. Después de enfriarse, el producto se corta a la longitud deseada y, si es necesario, se termina a través de procesos adicionales como anodizado o mecanizado. Debido a sus múltiples eficiencias, este método es el preferido para crear componentes altamente duraderos.
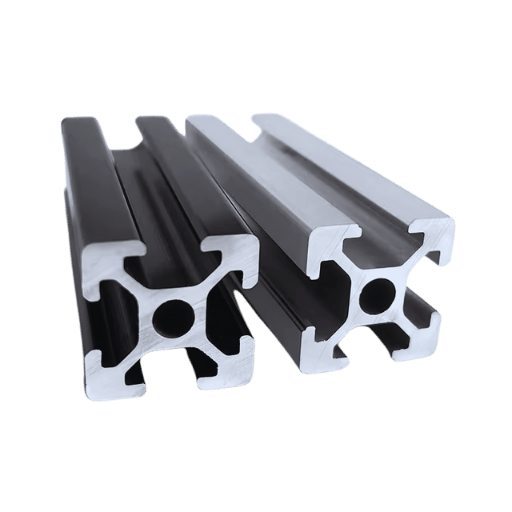
El acabado superficial del moldeo por extrusión es el resultado de muchos factores, entre ellos la configuración de la matriz, las características del material, los parámetros del proceso y los niveles de tecnología. La tecnología ha permitido grandes avances en la calidad del acabado superficial de los componentes. Un ejemplo de ello son las extrusiones de aluminio con matrices pulidas, que pueden alcanzar una rugosidad superficial (Ra) de 0.8 µm. Esta suavidad es necesaria en industrias aeroespaciales o automotrices Donde las superficies lisas se traducen en atractivo aerodinámico y estético.
Entre los factores operativos, el control de la velocidad y la temperatura de extrusión también es importante. El aumento de la velocidad de extrusión puede provocar defectos superficiales, como líneas transversales o líneas de matriz, mientras que el control de la temperatura puede aliviarlos. Las tolerancias en las imperfecciones en el anodizado posterior a la extrusión, el recubrimiento en polvo y otros tratamientos también pueden mejorar la calidad de la superficie, así como proporcionar características adicionales, como la resistencia a la corrosión.
Además, el tipo de material tiene una influencia considerable en el acabado. Las aleaciones más blandas, como el aluminio 6063, se utilizan con más frecuencia en proyectos muy pulidos porque se pueden extruir a través de una matriz con un acabado superficial superior sin sufrir daños. Estos factores garantizan que la industria moderna del moldeo por extrusión cumpla con los requisitos cada vez mayores de superficies lisas, uniformes y duraderas.
Si bien el aluminio ofrece una serie de ventajas, también presenta ciertas desventajas que deben analizarse en función de la aplicación específica. A continuación, se presenta un resumen de las desventajas más importantes:
Debilidad en comparación con el acero
Vulnerabilidad a abolladuras y arañazos
Resistencia a la fatiga
Expansión térmica y conductividad
Problemas de costos
Algunas regiones con alto riesgo de corrosión
Aplicabilidad reducida para altas temperaturas.
Baja soldabilidad para algunas aleaciones
Conocer estas limitaciones ayuda a los ingenieros y diseñadores a optimizar el uso del aluminio y al mismo tiempo mitigar sus debilidades.
La estructura de grano del aluminio se alinea en la dirección de extrusión durante el trabajo físico del metal, y esto cambia las propiedades mecánicas del aluminio. Esto mejora la resistencia y la ductilidad en esa dirección y hace que el metal sea útil para aplicaciones que necesitan una cierta capacidad de carga. Sin embargo, esta alineación también puede debilitar la resistencia perpendicular a la dirección de extrusión, lo que hace que el material sea anisotrópico. procesos aplicados Durante la extrusión, al igual que el calentamiento del medio de trabajo para mejorar su flujo, también puede cambiar la dureza y el estado del temple con respecto a la aleación y las velocidades de enfriamiento empleadas.
Las propiedades mecánicas de las aleaciones, que determinan su idoneidad para el procesamiento por deformación, son el resultado de la composición, la microestructura y las condiciones de procesamiento de las aleaciones. La deformación es particularmente favorable en aleaciones con un alto grado de ductilidad, como el aluminio, el cobre y algunos grados de acero, debido a su capacidad para soportar una gran deformación plástica sin romperse. Las aleaciones de aluminio, por ejemplo, 6061 y 7075, se suelen seleccionar en casos que requieren un equilibrio factible entre trabajabilidad y resistencia.
Las investigaciones sugieren que ciertos elementos de aleación, por ejemplo, el magnesio en aleaciones de aluminio o el níquel en acero, afectan significativamente el comportamiento de deformación. Por ejemplo, el magnesio aumenta la eficacia del endurecimiento por deformación, mientras que el níquel mejora la tenacidad y estabilidad térmicaAdemás, la temperatura de deformación tiene un efecto considerable en el rendimiento del material. Al conformarse a temperaturas elevadas, especialmente por encima de la temperatura de recristalización, la deformación en caliente permite una mayor conformabilidad con un riesgo mínimo de agrietamiento. Por otro lado, la deformación en frío por debajo de la temperatura de recristalización mejora la resistencia a través del endurecimiento por deformación, pero tiende a ser más enérgica.
Las investigaciones muestran que algunas aleaciones son extremadamente versátiles para distintos tipos de deformación. Por ejemplo, las investigaciones sugieren que el 316 acero inoxidable El magnesio conserva casi el 90 por ciento de su resistencia a la tracción después de someterse a un proceso de laminado en frío, lo que hace que la aleación sea perfecta para condiciones ambientales severas. Si bien las aleaciones de magnesio a temperatura ambiente no son muy dúctiles, las aleaciones de magnesio trabajadas en caliente con temperaturas superiores a los 300 °C se vuelven más maleables, lo que favorece su aplicación en componentes estructurales livianos. Un mayor refinamiento de los atributos del material aún requiere una mayor optimización de los procesos de deformación, que incluyen el control de las tasas de deformación y el cambio de formas de matriz para satisfacer necesidades de ingeniería específicas.
La elección de las aleaciones de aluminio se ve afectada principalmente por sus características mecánicas, resistencia a la corrosión y soldabilidad en función de su uso previsto. Para aplicaciones estructurales, se prefieren las aleaciones de las series 7xxx y 2xxx, ya que tienen relaciones resistencia-peso más altas junto con buenas propiedades estructurales. Sin embargo, las aleaciones de la serie 5xxx que tienen una gran resistencia a la corrosión se utilizan con frecuencia en entornos marinos y químicos. Además, las aleaciones de la serie 6xxx tienden a utilizarse debido a sus propiedades combinadas, lo que las hace útiles para la industria automotriz y de la construcción de edificios. La relativa simplicidad de fabricación y la compatibilidad de una aleación con una determinada técnica de procesamiento, extrusión o laminado, por ejemplo, también son criterios muy importantes para la selección, lo que garantiza el cumplimiento de las necesidades de fabricación e ingeniería.
El diseño de matrices de extrusión destinadas a perfiles de aluminio personalizados presenta una variedad de problemas técnicos que requieren tanto precisión como experiencia. Los diseñadores tendrían que utilizar formas complejas, tolerancias y estrategias de ingeniería de acabado de superficies y modelado computacional. Por ejemplo, ángulos agudos y paredes gruesas en un diseño podría crear un desequilibrio en el flujo de material que puede resultar en defectos como deformaciones y grietas.
Un factor importante en el diseño de matrices de extrusión es el caudal de la aleación de aluminio. Un desequilibrio de flujo negativo provoca una diferencia de presión que altera la calidad y la precisión dimensional del producto. Las simulaciones de CFD (dinámica de fluidos computacional) se utilizan a menudo para estimar y optimizar el flujo dentro de la matriz para una distribución uniforme de la velocidad.
Además, el desgaste de la matriz y la tensión térmica, que determinan el rendimiento y la durabilidad de la matriz a lo largo del tiempo, son otros factores críticos a tener en cuenta. Además, el tratamiento de nitruración de aleaciones de acero de alta resistencia puede servir para aumentar el ciclo de vida de las matrices hasta cierto punto. Los datos de la industria indican una reducción de hasta el 15 % en el tiempo de inactividad de la producción gracias a sistemas de refrigeración mejorados y materiales de matriz avanzados.
Los métodos modernos, como la fabricación aditiva y la impresión 3D, han transformado la creación de prototipos de matrices al facilitar ciclos más rápidos y diseños de formas más intrincados. Estos avances conllevan la necesidad de contar con habilidades especializadas e inversiones de capital, que suelen ser barreras para las empresas más pequeñas.
Variabilidad dimensional
defectos superficiales
La relación de extrusión y el flujo de Los metales son factores fundamentales en los procesos de extrusión de aluminio. En cuanto a la calidad del producto y la eficiencia de la producción, como se indicó anteriormente, las propiedades del material, incluida la resistencia, el acabado de la superficie y la precisión dimensional del resultado, se ven afectadas por la relación de extrusión, que mide el área de la sección transversal del tocho contra el área de la sección transversal del perfil que se ha extruido. Las relaciones de extrusión aumentadas tienden a facilitar mejores propiedades mecánicas y estructuras de grano más finas debido a la formación mejorada de los granos de ferrita alargados, pero pueden requerir presiones de extrusión más altas que resultan en un mayor desgaste de las herramientas y matrices con el tiempo.
Sin embargo, el flujo de metal debe controlarse, ya que es el otro aspecto importante de la extrusión que debe controlarse para obtener resultados consistentes. Defectos como deformaciones y cambios dimensionales o huecos internos pueden surgir con un flujo desigual. La capacidad de predecir y optimizar el comportamiento del flujo de metal se ha mejorado gracias a los avances tecnológicos, como la simulación de elementos finitos y la monitorización de procesos en tiempo real. Según una investigación realizada recientemente en el sector, se ha logrado una reducción de hasta el 15 % de los desechos de materia prima Se reportó, junto con una mejora de hasta un 20% en el tiempo de ciclo de los procesos mediante la optimización del flujo de metal.
La gestión de la temperatura también es crucial para obtener un control eficaz de la relación de extrusión y del flujo de metal. Las palanquillas, junto con las matrices, deben precalentarse a una temperatura constante para que no creen gradientes térmicos que puedan obstruir el flujo de metal y crear defectos en el producto. Además, los lubricantes y recubrimientos de matrices modernos han mejorado el control del flujo de metales al reducir la fricción y los defectos superficiales. La aplicación de estas nuevas técnicas, en combinación con el conocimiento del control de procesos, mejorará la competencia en los objetivos y la eficacia junto con la eficiencia en la producción.
Dirección del flujo de material
Fuerza requerida
Eficiencia en el flujo de metales
Diseño del Equipo
Regulación de la temperatura
Idoneidad para aplicaciones
Comprender las diferencias permite a los fabricantes elegir el proceso de extrusión adecuado para los materiales en función de sus características, el producto deseado y los colgantes económicos.
La extrusión en caliente y en frío son los dos tipos de procesos más comunes para el conformado de metales y difieren sustancialmente en la temperatura de operación, las propiedades del material y su aplicación.
Temperatura de Funcionamiento
Propiedades materiales
Eficiencia energética y herramientas
Aplicaciones
Velocidad y costo de producción
Al conocer esta información, los fabricantes pueden elegir el proceso que mejor se adapte a su proyecto para lograr el equilibrio perfecto entre material, eficiencia y costo.

La extrusión de aluminio mejora de forma óptima los procesos de producción de una empresa gracias a sus componentes ligeros, flexibles y resistentes. Permite diseñar formas específicas y, al mismo tiempo, garantizar que el producto final sea personalizado y estructuralmente sólido. Además, la técnica mejora la productividad al minimizar el uso excesivo de material, lo que a menudo elimina la necesidad de operaciones secundarias complejas. En otras industrias, como la construcción, la aeroespacial y la automoción, se prefiere el aluminio porque se puede reciclar fácilmente, lo que promueve valores de fabricación sostenibles.
En diferentes sectores, la importancia de la extrusión de aluminio no puede subestimarse debido a sus características distintivas y versatilidad. Los marcos estructurales en la construcción, los disipadores de calor de dispositivos electrónicos, los componentes livianos de la industria aeroespacial y los marcos resistentes a los choques en el diseño automotriz son aplicaciones comunes. En particular, dentro de la industria automotriz, el uso de aluminio extruido da como resultado un peso reducido del vehículo, lo que, a su vez, mejora el ahorro de combustible asociado y disminuye las emisiones. Datos recientes indican que la industria automotriz aumentará el consumo de aluminio en aproximadamente un ocho por ciento cada año debido a las extrusiones expandidas, lo que se espera que suceda desde ahora hasta 2030.
Independientemente de su amplio uso, el proceso de extrusión tiene algunas deficiencias. Por ejemplo, la forma de la matriz y la prensa de extrusión tienen límites en cuanto al espesor de la pared y la complejidad de algunas formas. Además, el costo de producción para productos complejos de bajo volumen puede ser demasiado alto debido a los costos iniciales de las herramientas. Asimismo, algunos componentes extruidos hechos de aluminio deben pasar por operaciones de mecanizado o acabado secundario, lo que prolonga el ciclo de producción y, por lo tanto, aumenta los costos. Además, algunas condiciones ambientales específicas, como condiciones extremadamente calientes o corrosivas, pueden necesitar algún recubrimiento o tratamiento para funcionar de manera eficiente. Conocer esta información es muy útil para determinar si la extrusión es adecuada para una aplicación determinada.
En mi opinión, el efecto de las extrusiones de aluminio en la producción de la industria es significativo. Este proceso permite la fabricación de piezas duraderas y ligeras, esenciales en muchas industrias, como la automotriz, la aeroespacial y la construcción. Sin embargo, reconozco algunos problemas, como las limitaciones en el diseño de matrices, la necesidad de acabados secundarios y los impactos ecológicos que deben analizarse muy a fondo para que los aspectos de eficiencia y economía en lo que respecta a las operaciones de construcción sean óptimos.
R: Una ventaja de la extrusión es que permite producir formas complejas y, al mismo tiempo, tener un buen acabado superficial, lo que resulta económico en grandes series de producción. Algunas desventajas incluyen los altos costos iniciales de las herramientas, las limitaciones en el espesor de las paredes y la inconstancia de las propiedades del material en los perfiles.
R: Este es el método más común de extrusión de aluminio. Existe un buen grado de control durante el proceso y se pueden producir diversos productos de extrusión de aluminio. Sin embargo, en comparación con la extrusión indirecta, la extrusión directa tiende a generar productos menos uniformes, especialmente cuando se utilizan perfiles más largos.
R: Una limitación del moldeo por extrusión de aluminio es que es difícil lograr secciones transversales complejas y modificaciones en el espesor de las paredes. Además, ciertos detalles que se realizan durante el proceso de extrusión pueden no ser apropiados para características precisas y con bordes afilados.
R: En los productos extruidos de aluminio pueden surgir algunos problemas, aunque sean pocos pero importantes. Entre los problemas de calidad se incluyen defectos superficiales, desviaciones en las dimensiones e inconsistencias en las propiedades mecánicas durante toda la extrusión. La capa superficial del metal extruido también puede diferir en características de la del núcleo.
R: Aunque los productos de aluminio son reciclables, la extrusión como método de producción demanda bastante energía. La creación de palanquillas de aluminio y el propio procedimiento de extrusión producen gases de efecto invernadero. Por otro lado, la alimentación por extrusión se realiza con menos desperdicio que la mayoría de las operaciones de conformado de metales, por lo que, en este sentido, es más favorable para el medio ambiente.
R: En comparación con otras técnicas, como la fundición de aluminio a presión, la extrusión de aluminio es relativamente barata para producciones de tamaño mediano a grande; sin embargo, el gasto inicial en las matrices para la producción a gran escala puede ser perjudicial. Si bien estos problemas hacen que otras técnicas, como el mecanizado o la fundición, sean más favorables para prototipos y producciones pequeñas, a largo plazo, todo depende del nivel de detalle que deba tener el artículo y de la cantidad que se desee producir.
R: Mantener un acabado superficial uniforme en la extrusión de aluminio es difícil. Varios factores, como la geometría de la matriz, la velocidad de extrusión y la temperatura, pueden influir en la calidad de la superficie. Pueden aparecer imperfecciones en la superficie, como líneas de matriz y rayones, que podrían requerir un posprocesamiento para mitigarlas por completo.
R: Aunque la extrusión de aluminio tiene muchas aplicaciones, no es adecuada para todas las necesidades de los productos. Por ejemplo, no es ideal para productos con relaciones resistencia-masa elevadas o para aquellos que se encuentran expuestos a temperaturas muy altas o muy bajas. Además, las limitaciones dimensionales de la maquinaria de extrusión limitan la longitud y el tamaño de la sección transversal de las formas extruidas.
1. Efectos de la temperatura de funcionamiento en la vida útil de las matrices de extrusión de aluminio
2. Determinación de los principales factores geométricos que influyen en el desgaste de las matrices de extrusión directa empleadas en la obtención en frío de perfiles de aleaciones de aluminio.
3. Simulación numérica y optimización multiobjetivo de la interacción fluido-estructura en la extrusión de aluminio
4. Reducción del impacto ambiental de la extrusión de aluminio
5. Metal
6. Aluminio
7. Proveedor líder de mecanizado de extrusión de aluminio en China

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →