

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Wasserstrahlschneiden hat Branchen mit seiner Präzision und Flexibilität, die für eine große Materialauswahl gilt, revolutioniert. Ob Metall, Glas, Verbundwerkstoffe oder andere schwierige Materialien – diese Technik bewältigt sie alle gekonnt. Im Gegensatz zu herkömmlichen Verfahren verwendet das Wasserstrahlschneiden einen Wasserstrahl mit hohem Druck und extremer Geschwindigkeit, häufig kombiniert mit Schleifmitteln, um präzise Schnitte zu erzielen. Es ermöglicht außerdem Schnitte mit reduzierter Kantenausbrüchen und glatten Kanten, was zur Materialerhaltung beiträgt. Im Folgenden erläutern wir die Vorteile des Wasserstrahlschneidens, wie es sich im Vergleich zu anderen Verfahren schlägt und wie es Ihre Projekte verbessern kann. Erfahren Sie, wie diese moderne Methode die industrielle Fertigung und das künstlerische Design positiv verändert.
Wasserstrahlschneiden ist eine Technologie zum Schneiden von Materialien, die einen schmalen, schnellen und unter hohem Druck stehenden Wasserstrahl nutzt, der üblicherweise mit Granat-Schleifpartikeln versetzt ist, um eine sehr hohe Genauigkeit zu erreichen. Dabei wird das Wasser durch eine kleine Öffnung geleitet, sodass ein kraftvoller Strahl austritt, der verschiedene Verbundwerkstoffe, Stein, Metalle und Glas durchtrennen kann. Das Wasserstrahlverfahren nutzt ausschließlich mechanische Energie anstelle von Hitze, wodurch die geschnittenen Materialien weder beschädigt noch verformt werden. Wasserstrahlschneiden bietet Integrationsvorteile wie niedrige Kosten und hohe Vielseitigkeit für viele Branchen und Produkte, da es wenig Abfall und keine Emissionen erzeugt.
Wasserstrahlschneiden bietet zahlreiche Vorteile und ist daher ein vielseitig einsetzbares Verfahren. Erstens ermöglicht es das präzise Schneiden verschiedener Materialien wie Metalle, Keramik und Verbundwerkstoffe ohne hitzebedingte Verformung. Zweitens ist es äußerst umweltfreundlich, da nahezu kein Abfall entsteht und keine Emissionen entstehen. Darüber hinaus ist das Verfahren äußerst vielseitig, ermöglicht die Herstellung präziser, anspruchsvoller Formen und eignet sich sowohl für die Massenproduktion als auch für maßgeschneiderte Projekte.
Beim Schneiden wird Wasser mit hohem Druck und hoher Temperatur verwendet, um das zu schneidende Material schnell zu erodieren. Um einen fokussierten und schnellen Wasserstrahl zu erzeugen, wird Wasser mit extremem Druck durch eine enge Öffnung gepumpt. Dieser Wasserstrahl ist sehr präzise und kann das Material effizient zerkleinern und mühelos entfernen. Die Schneidfähigkeit des Wassers wird durch die Zugabe eines Schleifmittels verbessert, das das Schneiden auch sehr harter Materialien wie Metall und Keramik ermöglicht. Wasser in Kombination mit Schleifmitteln sorgt für hochpräzise Schnitte und verhindert, dass es an der Oberfläche reibt und dadurch thermische Verletzungen verursacht.
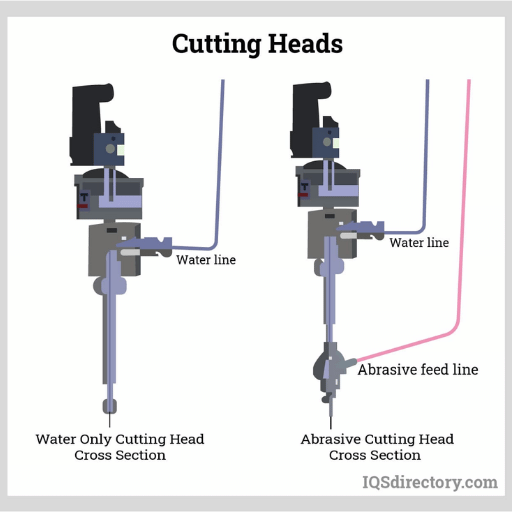
Reines Wasserstrahlschneiden und abrasives Wasserstrahlschneiden dominieren ihre jeweiligen Kategorien und sind hinsichtlich Zielanwendung, gewünschter Leistung und Materialeigenschaften klar definiert.
Schneidverfahren und Materialien
Reines Wasserstrahlschneiden eignet sich ausschließlich für weiche Materialien wie Gummi, Textilien, Schaumstoff und einige Lebensmittel, da ausschließlich Hochdruckwasser verwendet wird. Da keine Schleifmittel verwendet werden, ist es besonders effektiv für Präzisionsanwendungen.
Das abrasive Wasserstrahlschneiden unterscheidet sich vom reinen Verfahren dadurch, dass dem Hochdruckwasserstrahl ein abrasives Material, beispielsweise Granat, beigemischt wird. Dies erhöht die Schneidleistung und ermöglicht die Bearbeitung anspruchsvoller, dicker Materialien wie Metalle, Verbundwerkstoffe, Glas und Keramik. Die abrasive Komponente dient als zusätzliches Schleifwerkzeug und ermöglicht das Schneiden durch zähe Materialien.
Geschwindigkeit und Effizienz
Die Geschwindigkeit des Wasserstrahlschneidens ohne Abrasivmittel ist im Vergleich zum Abrasivmittel-Wasserstrahlschneiden immer geringer, da es für weichere Materialien ausgelegt ist. Das Abrasivmittel-Wasserstrahlschneiden ist aufgrund der zusätzlichen Schneidkraft der Abrasivmittel im Wasserstrahl deutlich effizienter und schneller. Beispielsweise erreicht das Schneiden von Stahlplatten mit Abrasivmittel-Wasserstrahlen eine Geschwindigkeit von etwa 2 cm pro Minute, während Wasserstrahlen bei weicheren Holzwerkstoffen nicht die erforderliche Effektivität erreichen.
Präzision und Qualität der Schnitte
Beide Verfahren erzielten eine außergewöhnlich gute Schnittqualität. Das reine Wasserstrahlschneiden war jedoch im Vergleich zum abrasiven Wasserstrahlschneiden aufgrund des Fehlens von Schleifpartikeln glatter und eignet sich daher besser für saubere und feine Schneidanwendungen. Das abrasive Wasserstrahlschneiden ist zwar präzise, aber nicht so präzise wie das reine Wasserstrahlschneiden, die Leistung bei dichten Materialien mit komplexen Formen gleicht dies jedoch aus.
Finanzielle Aspekte
Wasserstrahlschneiden eignet sich besser für weichere Materialien, beispielsweise solche, die keine Schleifmittel benötigen. Im Gegensatz dazu ist abrasives Wasserstrahlschneiden aufgrund von Materialverlusten und Mehrkosten für die Schleifmittelkomponenten, die über sechzig Prozent der Betriebskosten ausmachen, teurer. Die Vorteile des abrasiven Wasserstrahlschneidens in anspruchsvolleren Anwendungen wiegen die höheren Kosten tendenziell auf.
Auswirkungen auf die Umwelt und die Wärme
Da bei beiden Verfahren keine Hitze zum Einsatz kommt, ist eine thermische Maskierung oder Wärmeeinwirkung auf das Bauteil ausgeschlossen. Diese Eigenschaft ist äußerst hilfreich, um die wirtschaftlichen Kriterien jeder Region einzuhalten und gleichzeitig die strukturelle Integrität eines bestimmten Teils zu bewahren.
Zusammenfassend lässt sich sagen, dass die Entscheidung zwischen Reinwasserstrahlen und Abrasivwasserstrahlen unter Berücksichtigung spezifischer Projektziele, Materialbedarf und finanzieller Faktoren getroffen werden muss. Eine Kombination dieser Methoden deckt die meisten Anforderungen im industriellen und gewerblichen Bereich ab.

Der gewöhnliche Wasserstrahlschneider für Glas benötigt keine Schleifmittel wie Granat oder andere Schneidwerkzeuge und eignet sich daher besonders gut für weiche Materialien. Gummi, Schaumstoff, Textilien, Papier und dünne Kunststoffe gehören zu den am häufigsten geschnittenen weichen Materialien. Diese Materialien werden mit Wasserstrahlen präzise zerkleinert und weder beschädigt noch verformt, was ihre strukturelle Integrität beeinträchtigt.
Industrielle Dichtungen aus Gummiplatten können beispielsweise mit bemerkenswerten Toleranzen von Hand eingepasst und in mechanisierte Baugruppen integriert werden. Hochwertige Endprodukte werden durch die Verarbeitung von Schaumstoffen wie Polyethylen oder Polyurethan durch präzise Schnitte für Verpackungs- und Isolierungszwecke gewonnen. Gewebe, Vliesstoffe und geschmeidige Textilien werden ebenfalls häufig verwendet und weisen flache Kanten auf, ohne dass die Kanten ausfransen, wie dies bei mechanischen Schneidwerkzeugen üblich ist. Wasserstrahlschneiden schneiden zudem mühelos komplexe Muster und Designs in dünne Kunststofffolien für Verpackungen und Displays.
Dank der Wasserstrahltechnologie können Hersteller zudem präzise Abmessungen von unter ±0.03 Zoll (bzw. ±0.8 mm) erreichen und so ein erstaunliches Maß an Effizienz und Produktivität in der Branche erreichen. Die Schnittgeschwindigkeiten für weiche Materialien sind im Vergleich zu härteren Materialien deutlich höher, was eine erstaunliche Kosteneffizienz ermöglicht.
Abrasives Wasserstrahlschneiden eignet sich für harte Materialien, die mit reinem Wasserstrahl nicht effektiv bearbeitet werden können. Bei diesem Verfahren werden abrasive Partikel, wie z. B. Granat, in den unter hohem Druck aus der Düse austretenden Wasserstrahl eingearbeitet, wodurch die Schneidleistung des Wasserstrahls deutlich gesteigert wird. Diese Technik wird zum Schneiden harter Materialien wie Edelstahl, Titan, Aluminium, Keramik und aufgrund ihrer Hartnäckigkeit und hohen Zugfestigkeit auch Verbundwerkstoffe eingesetzt.
Beispielsweise kann Edelstahl mit einer Dicke von bis zu 12 Zoll (ca. 300 mm) mit einem Wasserstrahl auf Toleranzen von +/- 0.005 Zoll (ca. +/- 0.13 mm) geschnitten werden. Das abrasive Wasserstrahlschneiden wird auch für Titan mit seinem hohen Festigkeits-Gewichts-Verhältnis in der Luft- und Raumfahrt sowie der Medizinindustrie eingesetzt. Titanteile können auf Maß zugeschnitten werden, wobei saubere Kanten ohne thermische Verformung entstehen. Viele Keramiken sind sehr spröde, aber extrem hart und profitieren daher vom Kaltschneiden, da dies dazu beiträgt, Materialrisse durch Hitzebelastung zu vermeiden.
Darüber hinaus ermöglicht das abrasive Wasserstrahlschneiden Schnittgeschwindigkeiten von 5–10 cm pro Minute, wobei diese von Materialart und -dicke abhängig sind und ansonsten zuverlässige Ergebnisse für die Massenfertigung liefern. Das Verfahren ist auch mit anderen Materialien wie Verbundwerkstoffen, beispielsweise Kohlefaser, kompatibel, wodurch Hersteller komplexe Geometrien mit geringerer Beeinträchtigung der Schichtstruktur des Materials herstellen können. Diese und weitere Eigenschaften machen das abrasive Wasserstrahlschneiden zu einem der wichtigsten Verfahren in der Luft- und Raumfahrt-, Automobil-, Verteidigungs- und Elektronikindustrie, wo Genauigkeits- und Qualitätsanforderungen unerlässlich sind.
Die Leistungsfähigkeit der Abrasivwasserstrahltechnologie wird durch die Unfähigkeit zum Schneiden bestimmter Materialien aufgrund ihrer spezifischen Eigenschaften eingeschränkt. Ein solcher Ausnahmefall ist gehärtetes Glas. Gehärtetes Glas soll aus Sicherheitsgründen beim Aufprall zerspringen. Der in diesem Fall eingesetzte Hochdruckstrahl zerbricht das Glas, anstatt es zu schneiden, und beeinträchtigt somit seine Integrität.
Eine weitere Einschränkung betrifft insbesondere bestimmte Keramiken. Ein großer Teil der Keramikmaterialien ist wasserstrahlfähig, doch hochentwickelte und hochharte Keramiken wie Borcarbid erschweren das Schneiden enorm, da härtere Materialien wie Schleifmittel im Strahl verwendet werden, die eine geringere Härte als die genannten Hochleistungskeramiken aufweisen.
Auch beim Schneiden von Materialien wie Diamanten, den härtesten Naturstoffen der Erde, ist die Wasserstrahltechnologie unzureichend. Diese Materialien sind zu hart für Schleifmittel und Strahldruck und werden dadurch irreparabel geschwächt. Auch dicke Laminate oder Verbundwerkstoffe können je nach Bindemittel und Schichtaufbau Schwierigkeiten bereiten, was dazu führen kann, dass Schnitte unsauber oder gar nicht ausgeführt werden.
Schließlich ist das Wasserstrahlschneiden für bestimmte Schaumarten und weiche Substanzen, die wasserlöslich sind oder sich stark verformen oder aufquellen können, keine Option, da die Kombination aus Wasser und Schleifmitteln zu chaotisch ist, um präzises Schneiden zu ermöglichen.

Was die Präzision betrifft: Wasserstrahlschneiden garantiert Toleranzen von ±0.005 Zoll, was sich ideal für komplizierte Designs und komplexe Geometrien eignet. Es ist zudem sehr vielseitig und kann Metalle, Glas, Kunststoffe und Verbundwerkstoffe schneiden, ohne deren Eigenschaften zu beeinträchtigen. Da der Prozess ohne Erhitzung auskommt, entstehen im Gegensatz zum Laser- oder Plasmaschneiden keine Schäden durch Hitzeverformung. Aufgrund dieser Eigenschaften hat sich das Wasserstrahlschneiden zur bevorzugten Methode für Unternehmen entwickelt, die Präzision und Flexibilität zugleich benötigen.
Wasserstrahlschneiden eignet sich optimal für empfindliche Materialien, da es ohne Wärmeentwicklung auskommt. Das zu bearbeitende Material wird durch präzise kontrollierte Wärmezufuhr vor Verformung, thermischer Verformung und Beschädigung geschützt, sodass seine Integrität erhalten bleibt. Darüber hinaus werden Probleme wie wärmebeeinflusste Bereiche, die bei anderen Schneidverfahren häufig auftreten, vermieden. Diese Präzision in Kombination mit nahezu null thermischer Beeinflussung macht Kaltschneideverfahren für Branchen wie die Medizintechnik, die Elektronik, die Luft- und Raumfahrt und andere Branchen, in denen der Erhalt der Materialeigenschaften oberste Priorität hat, unverzichtbar.
Mit der Verwendung von „grünem“ Wasser als Schneidmedium und einem Schleifmittel wie Granat zählt das Wasserstrahlschneiden zu den umweltfreundlichsten Bearbeitungsverfahren auf dem Markt. Wasserstrahlschneiden erzeugt keine gefährlichen Dämpfe oder Feinstaubpartikel und somit keine Luftschadstoffe. Da nur sehr wenig Chemikalien benötigt werden, entstehen im Gegensatz zu Laser- oder Gasschneidern kaum bis gar keine Emissionen.
Wasserstrahlschneiden reduziert zudem die Kraftstoff- und Ressourceneffizienz, da keine Wärme entsteht. Der Energiebedarf ist im Vergleich zu thermischen Schneidtechnologien deutlich geringer. Neue Wasserstrahlsysteme tragen zudem zur Umweltschonung bei, da sie geschlossene Kreisläufe nutzen, die das Wasser während des Betriebs recyceln. Diese Fortschritte tragen dazu bei, dass brennstofffreie Wasserstrahlschneidsysteme je nach Maschinenkonfiguration bis zu 50 Prozent weniger Wasser verbrauchen.
Phillips und Koller versichern, dass diese Systeme keinen Sondermüll produzieren. Der Einsatz von nicht brennbarem Kraftstoff beim Wasserstrahlschneiden führt zu einem geringeren CO2-Fußabdruck und macht Anlagen mit diesen Systemen ideal für umweltfreundliche Industrien. Wasserstrahlschneidsysteme garantieren höchste Präzision und Leistung und sind daher flexibel für zahlreiche Anwendungen einsetzbar. Gleichzeitig unterstützen sie Nachhaltigkeitsziele.
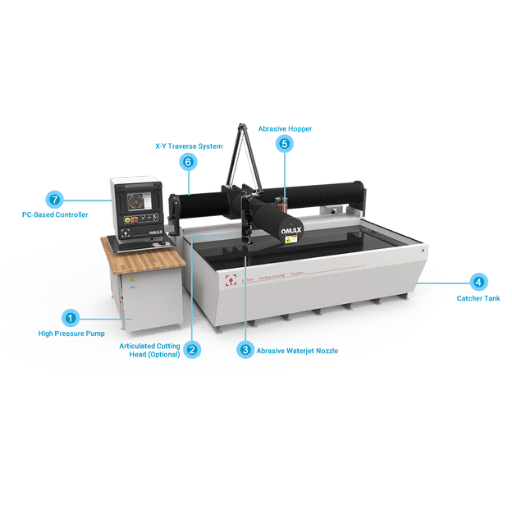
Ein Wasserstrahlschneidsystem besteht aus mehreren Komponenten, die in verschiedenen Branchen für präzises Schneiden von Materialien sorgen. Dazu gehören:
Hochdruckpumpe
Dies ist der wichtigste Teil des Systems, da er den erforderlichen hohen Druck erzeugt, um Wasser durch die Düse zu spritzen. Moderne Systeme haben oft einen Arbeitsdruck zwischen 30,000 und 90,000 psi (Pfund pro Quadratzoll) oder mehr. Dieser Druck ist entscheidend für das präzise Schneiden von Hartmetallen, Steinen und Verbundwerkstoffen.
Schleifmittelabgabesystem
Bei härteren Materialien kommt eine Schleifmittelzufuhr zum Einsatz. Granat-Schleifpartikel dienen in Kombination mit einem Hochdruckwasserstrahl als Schneidhilfe. Die durchschnittliche Größe der Schleifpartikel beträgt 50–200 Maschen und ist somit je nach Genauigkeit und Materialanforderungen anpassbar.
Schneiddüse
Die Schneiddüse (oder der Schneidkopf) ist an einer Spindel befestigt und entfernt das Material durch eine Drehbewegung mit Hochdruckwasser oder Wasser mit einer Abrasivmischung vom Werkstück. Die Düsen bestehen aus verschleißfesten Materialien wie Wolframkarbid oder Diamant, die hohe Haltbarkeit und Effizienz garantieren. Die Schneidegeräte sind für den Betrieb mit Wasser ausgelegt, das mit einer Geschwindigkeit von bis zu Mach 3 aus der Düse austritt, was effizientes Schneiden ermöglicht.
Auffangbehälter
Im Auffangbehälter wird die Energie des Wasserstrahls abgeleitet, sobald er das Material durchdringt. Er befindet sich unterhalb des Schneidbereichs. Um Geräusche zu dämpfen, Feststoffpartikel aufzufangen und Spritzer zu minimieren, ist dieser Behälter üblicherweise mit Wasser gefüllt, was die Betriebseffizienz und Sicherheit verbessert.
Bar Systeme
Moderne Wasserstrahlschneider verfügen über integrierte CNC-Systeme (Computerized Numerical Control), die präzises Arbeiten ermöglichen. Die Software dieser Systeme ermöglicht dem Bediener die Eingabe von Design und Schnittparametern und ermöglicht so selbst komplizierte Schnitte mit Toleranzen von ±0.005 mm (XNUMX Zoll). Diese Präzision ist in der Luft- und Raumfahrt, der Automobilindustrie und der Elektronikindustrie erforderlich.
Wasserfilter- und Recyclingeinheit
Um die Nachhaltigkeit zu fördern, sind viele Systeme mit gekennzeichneten Wasserfilter- und Recyclingeinheiten ausgestattet. Diese Einheiten ermöglichen die Wiederverwendung von gebrauchtem Wasser und Strahlmitteln durch die Entfernung von Verunreinigungen und reduzieren so Betriebskosten und Wasserverschwendung, ohne die Systemleistung zu beeinträchtigen.
Diese Teile gewährleisten, dass Wasserstrahlschneidsysteme für humanitäre Hilfe eine hohe Genauigkeit, Betriebsflexibilität und Umweltfreundlichkeit aufweisen, um den komplexen Anforderungen moderner Fertigungsanwendungen gerecht zu werden.
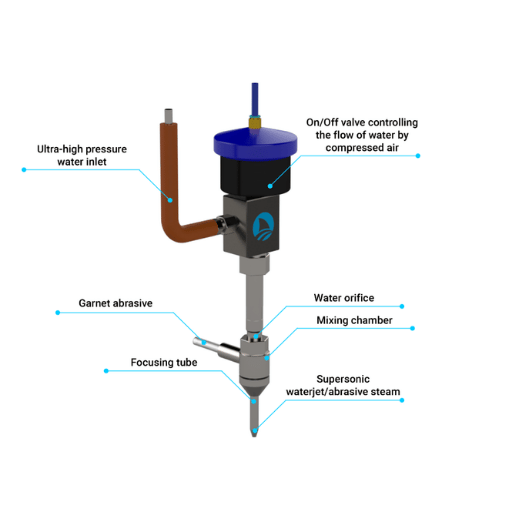
Wasserstrahlschneidköpfe und -düsen sind wichtige Bestandteile einer Wasserstrahlschneidanlage und bestimmen die Präzision und Effektivität der Schnitte. Die Düse konzentriert das Hochdruckwasser zu einem dünnen Strahl, während der Schneidkopf die Komponenten für abrasives Wasser für härtere Materialien enthält.
Diamant und Wolframkarbid werden häufig in Wasserstrahldüsen verwendet, da diese Materialien hohen Drücken und Beschädigungen standhalten. Diese Düsen können mit Drücken von über 60,000 und bis zu 90,000 psi arbeiten. Bei diesen Drücken können die Wasser- oder Schleifstrahlen Materialien wie Edelstahl, Titan, Keramik und Glas problemlos schneiden. Der Düsendurchmesser ist ebenfalls entscheidend für die Schnittpräzision. Die gängigsten Düsengrößen liegen zwischen 0.004 Zoll und 0.016 Zoll.
Der Schneidkopf kombiniert den Hochdruckwasserstrahl mit Schleifpartikeln wie Granat für eine bessere Schneidleistung bei dicken und dichten Materialien. Die meisten modernen Schneidköpfe sind so konstruiert, dass sie einen optimalen Schleifmitteldurchfluss von 0.5 bis 2.0 Pfund pro Minute erzeugen, wodurch Zeit und Material gespart werden. Die im Schneidkopf integrierten Mischrohre sind präzise gefertigt, um eine homogene Mischung des Schleifmittelflusses zu gewährleisten und das Schneiden von Materialien mit Toleranzen von ±0.001 Zoll zu ermöglichen.
Modernere Schneidköpfe verfügen zudem über programmierbare Automatisierungsfunktionen, die die Schnittgenauigkeit verbessern und menschliche Eingriffe minimieren. Rotierende und mehrachsige Schneidköpfe ermöglichen das Schneiden komplexerer geometrischer Formen und Fasenwinkel, was das Einsatzspektrum in der Medizintechnik, der Luft- und Raumfahrt sowie der Automobilindustrie erweitert.
Der Schneidkopf und die Wasserstrahldüse sind zwei Teile eines Wasserstrahlschneidsystems. Design und Materialien der einzelnen Komponenten sowie die Systemeinstellungen bestimmen die Schnittqualität, die Betriebseffizienz und die Gesamtleistung des Systems.
Für den effektiven Betrieb eines Wasserstrahlsystems ist die Steuerung von Schnittgeschwindigkeit und Präzision entscheidend – beides muss konstant sein. Die Schnittgeschwindigkeit wird durch Materialart, Dicke und Düsenleistung beeinflusst. Ein gutes Beispiel hierfür sind Schaumstoff oder Gummi. Diese Materialien lassen sich mit höherer Geschwindigkeit schneiden. Dichte Materialien wie Stein und Titan hingegen erfordern geringere Schnittgeschwindigkeiten, um die Präzision zu erhalten und Kantenschäden zu vermeiden.
Wasserdruck, Schleifmittelauswahl und Düsendurchmesser sind allesamt Parameter, die die Präzision beeinflussen. Untersuchungen legen nahe, dass ein steigender Wasserdruck, der typischerweise zwischen 50,000 und 90,000 psi liegt, feinere Schnitte mit geringerer Schnittbreite ermöglicht. Dies ist besonders vorteilhaft bei komplexen Formen und empfindlichen Materialien. Auch die Wahl des Schleifmittels spielt eine entscheidende Rolle. Granat wird beispielsweise häufig verwendet, da es im mittleren Bereich der Partikelhärte und -größe liegt. Dadurch eignet es sich ideal zum Entfernen von Materialien mit minimaler Oberflächenbeschädigung.
Die Kombination von Sensoren mit hochentwickelter Software steigert die Präzision der Automatisierung und sorgt gleichzeitig für Geschwindigkeit. Beispielsweise ermöglicht der Einsatz von CAD/CAM-Software in Bewegungssteuerungssystemen eine präzise Bahn- und Geschwindigkeitssteuerung, wodurch die Effizienz jedes Schnitts maximiert wird. Studien zeigen, dass der Einsatz von Echtzeit-Überwachungssystemen den Ausschuss um 15 % reduziert und so Kosten und Qualität weiter verbessert. Durch die Anpassung dieser Parameter können Hersteller bessere Oberflächengüten, engere Toleranzen und eine höhere Prozesskonsistenz erzielen.

Wasserstrahlschneiden ist eine der modernsten Technologien in der heutigen Fertigung und Produktion. Meiner Erfahrung nach hat es bei Metallen, Verbundwerkstoffen, Stein und sogar zerbrechlichem Glas hervorragende Ergebnisse erzielt. Es eignet sich ideal für die Luft- und Raumfahrt, die Automobilindustrie, das Baugewerbe und die Spezialindustrie, in der Präzision bei der Bearbeitung verschiedener Materialien erforderlich ist.
Das Schneiden mit Wasserstrahlen ist in der Luft- und Raumfahrt sowie im Automobilsektor nützlich, da es extreme Präzision ohne Kompromisse bei der Teilequalität ermöglicht. In der Luft- und Raumfahrt unterstützt das Wasserstrahlschneiden die Bearbeitung von leichtem und dennoch starkem Aluminium, Verbundwerkstoffe und Titanelemente. Ihre Verfahren eignen sich für den Einsatz mit Materialien in Luft- und Raumfahrtqualität, da die Kaltschneidetechnik thermische Verformungen ausschließt. Wasserstrahlanlagen eignen sich beispielsweise ideal zum Schneiden von Titankomponenten im Flugzeugbau, da sie enge Toleranzanforderungen erfüllen.
Ähnlich verhält es sich mit dem Wasserstrahlschneiden in der Automobilindustrie, das für eine Vielzahl von Anwendungen eingesetzt wird, darunter die Bearbeitung von Zierleisten, Blechteilen sowie Verbund- und hochfesten Stahlkomponenten. Auch bei sicherheitskritischen Teilen wie Bremsbelägen und Fahrwerkskomponenten ist das Wasserstrahlschneiden von großer Bedeutung, da keine Wärmeeinflusszonen entstehen. Aktuelle Studien zeigen, dass die weltweite Nutzung des Wasserstrahlschneidens bei Herstellern aufgrund von Kostenvorteilen und geringerem Materialabfall zugenommen hat. Einige Berichte deuten darauf hin, dass der Abfall im Vergleich zu anderen Schneidverfahren um bis zu zwanzig Prozent reduziert wurde.
Dank modernisierter Softwareintegration ermöglichen moderne Wasserstrahlsysteme Herstellern beider Branchen, Produktionsabläufe zu automatisieren, engere Toleranzen einzuhalten und Lieferzeiten zu verkürzen. Das bedeutet, dass Wasserstrahlschneiden ein unverzichtbarer Faktor für Innovation und Effizienz in der Luft- und Raumfahrt- sowie der Automobilindustrie ist.
Die revolutionären Eigenschaften der Wasserstrahlschneidtechnologie sind für Künstler und Architekten gleichermaßen von großer Bedeutung, da sie das Zeichnen präziser Designs auf verschiedenen Materialien ermöglicht. Während herkömmliche Techniken nur schneidende Werkzeuge verwenden, können Wasserstrahlsysteme Stein, Fliesen, Glas, Metall und Verbundwerkstoffe ohne Hitzeeinwirkung schneiden, was sie besonders für empfindliche und zerbrechliche Teile vorteilhaft macht. Dank dieser Eigenschaft ist das Wasserstrahlschneiden zu einem unverzichtbaren Instrument für die Herstellung filigraner Skulpturen, detaillierter Bodeneinlagen und exquisiter Dekorplatten geworden.
Im architektonischen Entwurf erweist sich das Wasserstrahlschneiden als äußerst nützlich, da es die Erstellung hochpräziser, komplexer geometrischer Formen ermöglicht. Die Wasserstrahltechnologie wird beispielsweise bei der Herstellung von Fassadenelementen und einzigartigen, maßgefertigten Steinbauteilen eingesetzt. Dabei handelt es sich um groß angelegte Bauprojekte, die laut Experten mit Toleranzen von nur 0.005 mm (30 Zoll) konstruiert werden. Erfahrungsgemäß steigert diese Genauigkeit die Attraktivität des Bauwerks erheblich und reduziert gleichzeitig den Nacharbeitsbedarf. Berichten zufolge können Wasserstrahlsysteme den Materialabfall um bis zu XNUMX Prozent reduzieren. Dies zeigt, wie Wasserstrahlsysteme die architektonische Nachhaltigkeit fördern können.
Präzise Wasserstrahlschnitte unterstützen Künstler bei der Umsetzung ihrer Ideen durch die Gestaltung detailreicher Kunstwerke und Installationen. Die Gestaltung detailreicher Metall- oder Glasskulpturen wird möglich, ohne die Vorstellungskraft des Künstlers einzuschränken. Zahlreiche moderne Installationen im öffentlichen Raum basieren auf der Einzigartigkeit und Optik wasserstrahlgeschnittener Komponenten und demonstrieren damit die Anwendung der Technologie auch außerhalb der industriellen Nutzung.
Dank der Fortschritte in der Softwareintegration ist Rapid Prototyping nun möglich. Dies ermöglicht Architekten und Künstlern, Entwürfe effizient und effektiv zu iterieren. Bei Naturstein oder modernen Verbundwerkstoffen ist das Wasserstrahlschneiden präzise, flexibel und effizient und somit ein unschätzbares Hilfsmittel für künstlerisches und architektonisches Design.
Wasserstrahlschneiden und Laserschneiden gehören zu den fortschrittlichsten Techniken der Materialbearbeitung und haben beide ihre Vor- und Nachteile. Die Wirksamkeit der einzelnen Methoden kann je nach Anwendung, Möglichkeiten und Einschränkungen unterschiedlich sein.
Vorteile des Wasserstrahlschneidens:
Nachteile des Wasserstrahlschneidens:
Vorteile des Laserschneidens:
Nachteile des Laserschneidens:
Dickenbeschränkungen: Lasersysteme sind auf Metallbleche mit einer Dicke von nur einem Zoll beschränkt, während Wasserstrahlen weitaus dickere Bleche bearbeiten können.
|
Funktion |
Wasserstrahlschneiden |
Laserschneiden |
|---|---|---|
|
Materialauswahl |
Metalle, Glas, Keramik, Verbundwerkstoffe usw. |
Metalle, Kunststoffe, Holz (Probleme mit eingeschränktem Reflexionsvermögen) |
|
Dickenkapazität |
Bis zu 12 Zoll |
Bis zu 1 Zoll |
|
Schneidgeschwindigkeit |
Langsamer (ideal für dickere Materialien) |
Schneller (besser für dünne Materialien) |
|
Präzision |
±0.005 Zoll |
±0.001 Zoll |
|
Hitzeeinwirkung |
Keine Präsentation |
Vorhanden (kann Verformungen oder Wärmeeinwirkungszonen verursachen) |
|
Betriebskosten |
Höher (Wasser, Schleifmittelverbrauch) |
Niedrigere (energieeffiziente Systeme) |
Sowohl Wasserstrahl- als auch Laserschneiden zeichnen sich durch ihre spezifischen Eigenschaften aus. Die Kenntnis der individuellen Anforderungen eines Projekts – wie Materialart, Dicke, Präzisionsanforderungen und Budget – hilft bei der Wahl der am besten geeigneten Technologie für optimale Ergebnisse. Bei Projekten mit dicken oder wärmeempfindlichen Materialien wird häufig Wasserstrahlschneiden bevorzugt, während sich Laserschneiden ideal für schnelle und detaillierte Arbeiten an dünneren Materialien eignet.
Die Entscheidung zwischen Wasserstrahl- und Plasmaschneiden hängt normalerweise vom Material, der erforderlichen Präzision und dem Budget des Projekts ab:
Im Wesentlichen erfahren wir durch die Analyse der Voraussetzungen des Projekts, sei es die Art des verwendeten Materials oder die erforderliche Genauigkeit, welche Methode das beste Ergebnis liefert.
Wie bei allen anderen Schneidverfahren, Plasma- oder Laserschneiden, sollten auch beim Wasserstrahlschneiden die Geräte- und Betriebskosten in die Kostenaufstellung einbezogen werden. Wasserstrahlschneiden hat neben seinen zahlreichen Vorteilen auch einen Nachteil: hohe Anschaffungskosten. Dies liegt an der Komplexität der Maschinen und Zusatzsysteme, beispielsweise der Druckübersetzerpumpen und Schleifmittel. Weitere Einflussfaktoren sind der verwendete Schleifmitteleinsatz, der Wasserdurchfluss und sogar der Stromverbrauch. Die Schleifmittelkosten tragen im Durchschnitt erheblich zu den hohen Betriebskosten des Wasserstrahlschneidens bei und erklären, warum sie rund 60 % der Gesamtkosten ausmachen.
Plasmaschneiden ist jedoch sowohl hinsichtlich der Ausrüstung als auch der Verbrauchsmaterialien kostengünstiger. Für schnellere Arbeiten, die keine kritische Präzision erfordern, ist Plasmaschneiden kostengünstiger. Die Wirtschaftlichkeit des Plasmaschneidens für leitfähige Metalle wie Stahl oder Aluminium wird durch den vergleichsweise geringeren Stromverbrauch und den Verzicht auf Schleifmittel deutlich erhöht. Die geringeren Kosten bringen jedoch auch einige Nachteile mit sich: mangelnde Präzision und Nachbearbeitung.
Laserschneiden ist zwar nicht die kostengünstigste Option, bietet aber erstaunliche Geschwindigkeit und Präzision. Wasserstrahlanlagen sind kostengünstiger, die eingesetzten Gaslaser sind jedoch günstiger als die Betriebskosten von Wasserstrahlanlagen. Dünnere Materialien werden aufgrund der höheren Präzision und Effektivität am besten mit Lasern geschnitten.
Zusammenfassend lässt sich sagen, dass die Schneidemethoden sorgfältig ausgewählt werden müssen, wobei der gesamte Arbeitsumfang, die verwendeten Materialien und das gewünschte Endergebnis berücksichtigt werden müssen. Wasserstrahlschneiden ist zwar teurer, bietet aber mehr Flexibilität bei komplexen Designs oder der Verwendung zerbrechlicher Materialien.
A: Wasserstrahlschneidmaschinen verwenden eine Kombination aus Hochdruck- und abrasiven Wasserstrahlen zum Schneiden verschiedener Materialien. Damit die Maschine ihre Funktion erfüllen kann, muss sie Wasser mit sehr hohem Druck durch eine kleine Öffnung pressen, um kraftvolle Wasserstrahlen zu erzeugen, die eine Vielzahl von Materialien schneiden können. Dieses Verfahren wird als Wasserstrahlschneiden bezeichnet.
A: Wasserstrahlschneiden lässt sich in zwei Kategorien unterteilen: Reinwasserstrahl und Abrasivwasserstrahl. Beim Reinwasserstrahl wird ausschließlich unter Druck stehendes Wasser verwendet und ist auf weiche Materialien beschränkt. Beim Abrasivwasserstrahl wird Wasser mit abrasiven Partikeln kombiniert, wodurch diese Strahlarten auch härtere Materialien wie Metalle und Stein schneiden können.
A: Schaumstoff, bestimmte Kunststoffe und Gummi sind weiche Materialien, die mit reinem Wasserstrahl geschnitten werden können. Metall, Stein, Glas, Keramik und Verbundwerkstoffe gelten als zähe Materialien und können nur mit abrasiven Wasserstrahlen geschnitten werden. Selbst Materialien, die empfindlich auf extreme Temperaturen reagieren, können mit Wasserstrahlen geschnitten werden, da diese keine Hitze zum Schneiden verwenden.
A: Wasserstrahlschneiden bietet mehrere Vorteile, beispielsweise die Möglichkeit, komplexe Formen mit laserähnlicher Präzision zu schneiden, die Vermeidung von Verformungen auf der Materialoberfläche, die Umweltfreundlichkeit, die Vielseitigkeit für verschiedene Materialien und den geringen Fertigungsausschuss. Außerdem
Die wachsende Beliebtheit von Wasserstrahlschneidverfahren ist auf die Effektivität der Schneidprozesse und die Sauberkeit der erzeugten Kanten zurückzuführen.
A: Wasserstrahlschneiden ist aufgrund seiner deutlichen Vorteile gegenüber anderen Verfahren besonders wichtig. Im Gegensatz zu Laser- oder Plasmaschneiden kann Wasserstrahlschneiden dickere Materialien schneiden und erzeugt keine Wärmeeinflusszonen. Es ist zudem präziser als ältere Werkzeuge und kann Teile schneiden, die mit herkömmlichen Methoden schwer zu bearbeiten sind. Darüber hinaus setzen diese Verfahren keine giftigen Gase frei und benötigen kein Kühlmittel, was die Prozesse umweltfreundlicher macht.
freundlich.
A: Die Wasserstrahlschneidtechnologie wird aufgrund ihrer Anpassungsfähigkeit in verschiedenen Branchen eingesetzt. Sie wird häufig in der Luft- und Raumfahrt zum Schneiden von Verbundwerkstoffen, in der Automobilindustrie zum Schneiden von Innenraumkomponenten und Karosserieteilen, in der Fertigung von Präzisionsteilen, in der Stein- und Fliesenindustrie für komplizierte Designs und sogar in der Lebensmittelindustrie für Tiefkühlkost eingesetzt. Die Anzahl der Anwendungen des Wasserstrahlschneidens wird mit der Weiterentwicklung der Technologie zunehmen.
A: Eine Abrasiv-Wasserstrahlmaschine verbessert das Schneiden durch die Beimischung von Abrasivpartikeln, wie z. B. Granat, zum Druckwasser. Die Kombination aus Wasser und Abrasivmittel ist leistungsstärker und kann dickere und dichtere Materialien schneiden. Die Abrasivpartikel dienen als Millionen winziger Schneidwerkzeuge und erhöhen die Schneidleistung der Maschine durch harte Metalle und Steine deutlich.
A: Viele Faktoren beeinflussen die Schnittgeschwindigkeit und -qualität beim Wasserstrahlschneiden. Dazu gehören Wasserdruck, Art und Größe des Schleifmittels (falls vorhanden), Durchmesser der Schneiddüse, zu schneidendes Material, Materialstärke und die erwartete Schnittqualität. Höherer Druck und höhere Abrasion führen zu höherer Produktivität, während eine niedrigere Geschwindigkeit im Allgemeinen die Kantendetails verbessert. Diese Faktoren müssen vom Bediener abgewogen werden, um die gewünschten Ergebnisse für spezifische Schneidaufgaben zu erzielen.
1. Abrasives Wasserstrahlschneiden als Methode zur Gratentfernung bei Gussteilen
2. Wirksamkeit und Mechanismus des Hochdruck-Abrasivwasserstrahls beim Schneiden von Hartgestein: Eine experimentelle Studie
3. Anpassung der miteinander verbundenen Betriebsparameter beim abrasiven Wasserstrahlschneiden mit der CODAS-Methode
4. Bewertung und Analyse des Rückfederungseffekts von Stahlblechen während Biegevorgängen
5. Analyse der Auswirkungen der Wärmebehandlung von Kupferschlackenpartikeln auf ihre Abrasivität beim abrasiven Wasserstrahlschneiden
6. Führender Anbieter von Wasserstrahlschneidediensten in China

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →